IMPROVING MICROSTRUCTURE,
MECHANICAL PROPERTIES AND
ADHESIVE WEAR BEHAVIOUR OF
HYPOEUTECTIC Al-Si ALLOY BY
ELECTROMAGNETIC STIRRING
PRABHKIRAN KAUR *
Mechanical and Industrial Engineering Department, I.I.T. Roorkee, Uttrakhand, India-247667
*
e-mail: [email protected]
Abstract:
The objective of this work is to present the effect of electromagnetic stirring on microstructure, mechanical properties and wear behaviour of hypoeutectic aluminium silicon alloy 356. An electromagnetic stirring setup was developed to carry out the experiments. Microstructure study of as cast alloy showed dendritic structure of primary aluminium particles. Electromagnetic stirring refined the dendritic structure, leading to an improvement in mechanical properties such as tensile strength and hardness. Wear studies were also carried out for both as cast and electromagnetic stir cast samples in dry sliding reciprocating conditions. The reduction in wear rate was observed with electromagnetic stirring at a constant sliding distance and reciprocating velocity, at normal loads varying from 15N to 75N.
Keywords: Electromagnetic stirring, hypoeutectic Al-Si alloy, adhesive wear, mechanical properties.
1. Introduction
2. Experimental procedure
This section presents the experimental procedure followed in development, characterization and testing of alloys
2.1 Development of alloy
An electromagnetic stirring (EMS) set up was used, comprising of a stator of a 3-phase induction motor (power rating of 30 HP), an ammeter and a voltmeter to measure the electric current and voltage of appropriate range. Alumel chromel (K-type) thermocouple with a temperature recorder was used for the measurement of temperature of the molten metal during EMS process. The casting was done by two methods: 1) conventional method of sand casting and 2) electromagnetic stir casting process. In case of EMS casting process, the alloy was first melted in an induction furnace and was poured in a graphite crucible (preheated to 350 ºC), which was then placed in an electromagnetic field of EMS setup. Electromagnetic stirring of the melt was carried out for 40 seconds in the semisolid zone under a temperature range of 600 ºC - 612 ºC. For electromagnetic stirring, the current was increased gradually from 0 to 25A in order to increase the magnitude of electromagnetic field for proper stirring. After stirring, the slurry was poured into green sand mould at 605ºC ± 5ºC.
2.2 Characterization of the alloy
Samples for the microstructure study were taken from the middle of a cross section from both the castings. Standard metallographic procedures were followed for preparing the samples for microstructure study. Polished samples were etched with Keller’s reagent before microstructure study. Microstructure was studied using a Scanning electron microscope (LEO 435, UK). Brinell hardness testing was done for the measurement of hardness of as cast and EMS cast alloys.
2.3 Wear testing of the alloy
Wear testing of as cast and EMS cast samples was done under dry sliding and reciprocating conditions using a reciprocating wear test rig following ASTM standard G-133-05. Similarly testing was also done following the same standards. Size of wear pins for testing was 6mm diameter and 30 mm length. A grey cast iron plate was used against the wear pins whose average surface roughness (Ra) was 310 nm. Wear testing was done at a constant sliding distance of 500 m and a constant sliding velocity of 0.4 m/s at loads varying from 15N to 75N.
3 Results and discussion
This section presents the outcome of experiments and their elaboration.
3.1 Microstructure
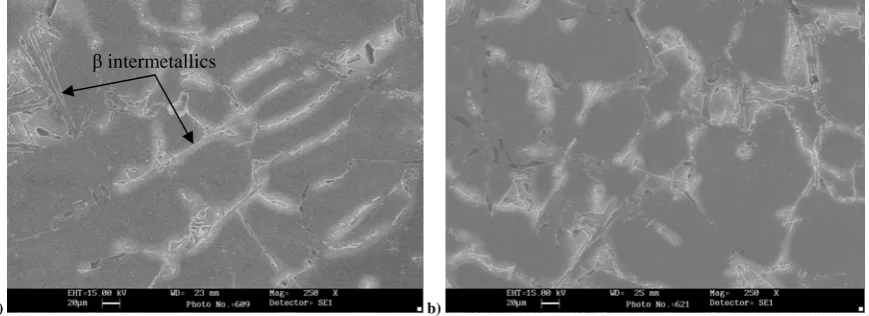
The SEM of as cast and EMS cast samples are shown in figure 1a and b. It can be observed in figure 1a that the microstructure of as cast base alloy is comprised of dendritic structure of α-Al and mixture of Al-Si eutectic in the interdendritic region. A closer look of microconstituents reveals the needle shape eutectic silicon and β intermetallic compounds (Al-Si-Fe) in Al matrix along the interdendritic areas. Electromagnetic stir processing of alloy results in changes in the microstructure (Fig. 1b) such as slight refinement of spheroidal structure of α -Al area, refinement of needle shape eutectic silicon particles and harmful β intermetallic compounds (Al-Si-Fe) [Fang et al. (2007)].
a) b)
Fig. 1a, b. SEM of as cast and EMS cast hypoeutectic Al-Si alloy 356
3.2 Mechanical properties
Needle shape eutectic silicon and β intermetallic compounds are harmful for mechanical properties such as hardness and strength of the hypoeutectic Al-Si alloys. Hardness of as cast and EMS cast hypoeutectic Al-Si alloy 356 was evaluated by Brinell hardness testing machine, a load of 31.25 N was applied on the sample with an indenter of 2.5 mm diameter. It was found that BHN for as cast alloy was 62.2 and for EMS cast alloy was 68.8. Hardness got improved by 9.6% due to increased homogeneity in the composition after EMS process as compared to as cast alloy.
3.3 Wear behaviour
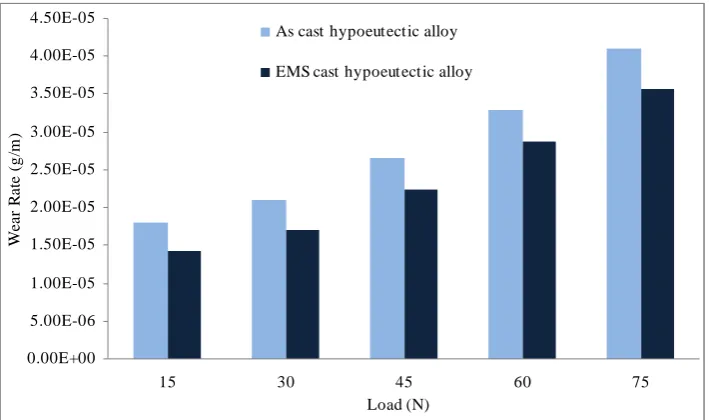
Many studies were done for determining wear rates under dry sliding adhesive wear conditions [Dwivedi (2010)], [Abouei et al. (2010)] and [Sabatini et al. (2010)] but dry sliding wear testing of alloys subjected to EMS process has seldom been reported. So in the present study a comparison of wear rates of hypoeutectic Al-Si alloy 356 in as cast condition and that subjected to EMS process were evaluated. Wear studies were done at a constant sliding distance of 500m, a constant velocity of 0.4 m/s and applied load varying from 15N to 75N (Fig. 2). It was observed that the wear rate was increased with increase in load from 15N to 75N respectively. Wear rate of EMS cast hypoeutectic Al-Si alloy 356 was lower than the wear rate of as cast alloy under identical conditions of load, velocity and sliding distance. Lowering of wear rate with EMS was due to the refinement of eutectic and β-intermetallic particles and subsequent improvement in hardness thereafter. The wear rate of EMS cast alloy at low load (15N) decreased by 21% and wear rate at high load (75N) decreased by 12%. The extent of reduction was more at low load than at high load. The present alloy also followed the Archard’s law such that the wear rate decreases with increase in hardness:
V/S = C2 x Load/Hardness,
Where V/S is wear rate and C2 is a constant.
0.00E+00 5.00E-06 1.00E-05 1.50E-05 2.00E-05 2.50E-05 3.00E-05 3.50E-05 4.00E-05 4.50E-05
15 30 45 60 75
Load (N)
We
a
r R
a
te
(
g
/m
)
As cast hypoeutectic alloy
EMS cast hypoeutectic alloy
Fig. 2. Comparison of wear rates of as cast and EMS cast alloy at constant sliding distance and constant velocity under varying load conditions from 15N to 75N respectively
SEM study of worn surfaces of the wear samples in as cast and EMS cast conditions (under identical conditions of load (15 N), velocity (0.4 m/s) and sliding distance (500m)) are shown in figure 3a and b. It can be observed that worn surface of as cast alloy (Fig. 3a) shows presence of wear craters, scoring marks and oxidized delamination marks. Worn surface of EMS cast alloy (Fig. 3b) shows mainly oxidized delamination and a few craters. In general the wear behaviour in as cast and EMS cast alloy corresponds to mild wear regime.
a) b)
Figure 3a, b SEM of worn surfaces of as cast and EMS cast samples at identical conditions of load (15N), velocity (0.4m/s) and sliding distance (500m)
4 Conclusions
• EMS refined the microstructure due to refinement of α-Al, eutectic silicon and β-intermetallic particles in the dendritic region
• EMS improved hardness of hypoeutectic Al-Si alloy 356.
• EMS improved the wear resistance of the hypoeutectic Al-Si alloy 356 and thus reduced the wear rate at identical conditions of load, velocity and sliding distance.
References
[1] Abouei. V, Saghafian. H, Shabestari. S. G, Zarghami. M (2010): Effect of Fe-rich intermetallics on the wear behaviour of eutectic Al-Si piston alloy (LM13), Materials and Design, 31, pp. 3518-3524.
[2] Atkinson Helen (2007): Advances in material forming Esaform 10 years on, Springer-Verlag France, Paris.
[3] Dobrazanski. L. A, Maniara. R, Sokolowski. J. H (2007): The effect of cooling rate on microstructure and mechanical properties of AC AlSi9Cu alloy, Archives of Materials Science and Engineering, 28 (2), pp. 105-112.
[4] Dwivedi D K (2010): Adhesive wear behavior of cast aluminium-silicon alloys: Overview, Materials and Design, 31, pp. 2517-2531. [5] Fang. X, Shao. G, Liu. Y. Q, Fan. Z. (2007): Effects of intensive forced melt convection on mechanical properties of Fe containing
Al-Si based alloy, Material Science and Engineering A, 445-446, pp. 65-72.
[6] Fan Z. Semisolid metal processing, International Materials Review 2002; 47(2): 1-37.
[7] Jung B I, Jung C H, Han T K, Kim Y H (2001): Electromagnetic stirring and Sr modification in A356 alloy, Journal of Materials Processing Technology, 111, pp. 69-73.
[8] Lim Sung-Chul, Yoon Eui-Pak (1997): The effect of electromagnetic stirring on the microstructure of Al-7 wt%Si alloy, Journal of Materials Sciece letters, 16, pp. 104-109.
[9] Nafisi S, Emadi D, Shehata M.T, Ghomashchi R (2006): Effects of electromagnetic stirring and superheat on the microstructural characteristics of Al-Si-Fe alloy. Materials Science and Engineering A, 432, pp. 71-83.
[10] Rooy Elwin L (2002): Aluminium and Aluminium alloys. Aluminium Company of America. [11] Robinowicz Ernest (1984): The least wear, Wear, 100, pp. 533-541.
[12] Sabatini. G, Ceschini. L, Martini. C, Williams. J. A, Hutchings. I. M (2010): Improving sliding and abrasive wear behaviour of cast A356 and wrought AA7075 aluminium alloys by plasma electrolytic oxidation, Materials and Design, 31, pp. 816-828.
[13] Xiao-Li Zhang, Ting-ju Li, Shui-sheng Xie, Hai-Tao Teng, Jun-ze Jin (2009): Journal of Materials processing technology, 209, pp. 2092-2098.