A Research on the Affect of Technologycal Parameters
on Cutting Temperature When Machining use
Segmented Grinding Wheel
Nguyen Thi Phuong, Nguyen Thi Phuong Giang
*and Nguyen Tien Dong
Date of publication (dd/mm/yyyy): 26/06/2017
Abstract – This article presents the result of using Taguchi experimental design and analyzing variance ANOVA to evaluate the cutting ability of intermittent use segmented grinding wheel made in Vietnam, studying the effect of the technology parameters on heat which is generated in the process of grinding when surface grinding material with high hardness. The result release the information of the relationship between the number of segments, cutting depth and feed rate and its interactions with cutting temperature. Local optimal value of cutting temperature can also be determined with minimal cutting temperature and low surface roughness when machining the SKD11 harden steel using segmented grinding wheel made in VietNam.
Keywords – Cutting Temperature, Taguchi Method, ANOVA, Number of Segments, Feed Rate, Cutting Depth, Surface Grinding.
I.
I
NTRODUCTIONUsing Taguchi method and variation analysis (ANOVA) to research impacts of heat arising in grinding in flatly grinding materials SKD11 already under treatment to assess cutting capacity of intermittent and segmented grinding wheels made in Vietnam, the research developed the link between technological parameters including number of grinding slots, forwardness quantity, cutting depth and pairs of interactions, 3-side interaction among them with heat arising in grinding..
Some works in foreign countries have researched on this issue, such as: Kim, N.[1], Malkin, [2] Xu, X., Malkin, S [3] Jin, T., Rowe, [4]. Jin, T, Stephenson [5] with associates researched on effecting factors on heat arising in grinding. Some domestic authors as in [6] researched impacts of some technological parameters on heat arising in grinding, but using traditional methods, therefore number of experiments was so high, reliability and accuracy were low. Currently, straight and inclined abbrasives are in the experimental research stage, so the evaluation of cutting ability of this stone is an urgent issue. Therefore, this is an issue needed for research in the field of mechanism.
II. M
ETHODOLOGY2.1. Taguchi Method
Experiment design is a process of implementing and analyzing experiments to assess impacts of parameters on target function value.
In mechanism, it’s possible to use the method of experiment design, recurrence analysis and Taguchi.
Taguchi method is a modern method; it requires
experiment complexes, effecting factors on research objects in experiment design [7], [8].
Dr. Genichi Taguchi (Japan) developed method to design experiments, to research method to identify different parameters affecting average values and variations
(average values and variances) of the process efficiency, identify how well this process operates. The experiment design suggested by Taguchi is related to using orthogonal matrice to organize parameters affecting the process and levels, where they will be changed, it allows to collect necessary data to identify factors affecting most of product quality with some minimum numbers of experiment, therefore saving time and resources. The variation analysis on data collected from Taguchi methods can be used to select new parameters to optimize efficiencies.
Using orthogonal matrice under experiment design suggested by Taguchi [7], [8].
In this experiment, including levels affecting heat arising in grinding I = 3; factors affecting heat J = 3; number of experiments K = 3; number of repetitions of design points L = 3.
Then, use orthogonal matrix 9
3
L , as there are only 3
machine parameters researched, so it’s possible to miss out column P4 (Table 1).
Table 1. Orthogonal matrix according Taguchi L9 has 3 parameters and 3 levels.
No P1 P2 P3
1 1 1 1
2 1 2 2
3 1 3 3
4 2 1 2
5 2 2 3
6 2 3 1
7 3 1 3
8 3 2 1
9 3 3 2
Where:
Cutting depth - P1, Forwardness quantity - P2 and Number of grinding slots - P3.
1, 2 and 3 - Levels of technological parameter.
In case of Minimizing heat arising in grinding, it’s required to calculate the affecting arising heat ratio as follows:
u
i i i
i S N n y
1 2
1 log 10 /
Where:
n - Number of experiments lặp lại (n = 3).
yi – Value of heat arising in grinding for an experiment.
2.2. Analysis of Variance [7]
Variation analysis (analysis of variance - ANOVA) is a statistic technique used to compare average values of from 3 groups or more. Variation of an observation is divided into 2 parts: Variation between groups (between groups) and Variation within group (within group), including: Total sum of squares - SST
Between samples sum of squares – SSB
Within samples sum of squares – SSW
Total mean square – MST
Between samples mean square – MSB
Within samples mean square – MSW
In variation analysis, it’s possible to identify some of the following parameters (see Table 2).
Table 2. Calculation formulas in Factors analysis Variation f squares Sum of squares Mean C% Between
Columns J-1 SSC MSC
Between
Rows K-1 SSR MSR
Between
Layers L-1 SSL MSL
Interaction
C x R (J-1)(I-1) SSCR MSCR
Interaction
C x L (J-1)(K-1) SSCL MSCL
Interaction
CxR xL (J-1)(I-1) (K-1) SSCRL MSCRL
Sum
III. E
XPERIMENT ANDA
NALYSIS OF THER
ESEARCHR
ESULTS3.1. Research Question
The research on minimizing to assess impacts of technological parameters including number of grinding slots, cutting depth and forwardness quantity on heat arising in flatly grinding material SKD11 already under heat treatment by grinding wheels with working surface of intermittent and beveled slots under Taguchi method and experiment data processed under method variation analysis.
3.2. Experiment Design Under Taguchi Method
3.2.1. Selection of Techological Parameter Values
Grinding machine: KENTMade in Taiwan
Cutting velocity: 1450 rounds/min
Table 3. Specifications of the grinding machine Parameter Length (mm) Width (mm) Height (mm) Machine
dimension 4.280 1.850 2.190
Pallet
dimension 700 300
Journey of
desk work 850 450 400
Capacity of main spindle motor: 4.5KW
Grinding wheel: In this experiment is made with 5 grinding wheel; 1 conventional and 4 segmented grinding wheel with the change in the number of segment. Properties of grinding wheels is shown in table 4. All of them are manufacturing in Hai Duong grinding wheel company.
Fig. 2. Geometry parameter of segmented grinding wheel
Table 4. General parameter of grinding wheel Segment slot’s width w: 10 (mm)
Segment slot’s depth b: 15 (mm) Segment slot’s angle : 15 (0C)
Grain size: 46 (355 ÷ 425 µm)
Grinding wheel
Number of tracks
Z
Angle between two
slotted continually α
(0C)
Segment rate
(%)
Grinding
wheel 1 0 0 0
Grinding
wheel 2 18 20 16, 37
Grinding
wheel 3 20 18 18, 19
Grinding
wheel 4 22 16, 36 20, 01
Measuring Equipment:
Heat clamping sensor K
connected out to cover ensuring time to meet signals
measured from 1s to 3s and card A/D receiving signal
and control sofware and data processing DasyLap (Fig
3a, 3b, 3c).
Material: SKD11 harden steel with hardness of 58-60 HRC. Workpiece has same size 70x30x25 (mm).
Fig. 4. Sample SKD11 already under heat treatment Experiment sequence
The experiment is implemented under the following model:
Technological parameters including cutting depth, forwardness quantity and number of slots are selected basing on equipment, tools, fabricating material refered from document [9]. In this experiment, technological parameters are indicated in table5.
Table 5. Values of technological parameters
Levels (m/p) P1 (mm) P2 P P3 (Z) 13 P23
Low 12 0.02 0 0
Medium 15 0.05 18 20
High 20 0.07 24 22
3.2.2. Experiment Under Taguchi Method
a. Orthogonal Matrix Under Taguchi Method
From table 1, inferring orthogonal matrix designed under Taguchi method in table 6.
3.2.3. Calculation of Experiment Results Under
Taguchi Method
To minimize the heat, the affecting signal value
is equal to arising heat ratio calculated under formula (1) và indicated in table 7.Table 6. Matrix experiment under Taguchi method
No P1 (m/p) P2 (mm) P P3 (Z) 13 P23
1 12 0, 02 0 0
2 12 0, 05 18 20
3 12 0, 07 24 22
4 15 0, 02 18 20
5 15 0, 05 24 22
6 15 0, 07 0 0
7 20 0, 02 24 22
8 20 0, 05 0 0
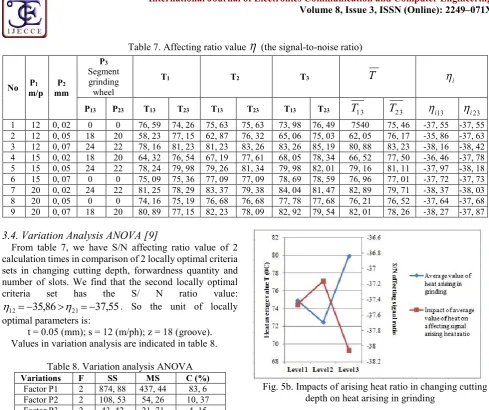
Table 7. Affecting ratio value
(the signal-to-noise ratio)No m/p P1 mmP2
P3 Segment grinding wheel
T1 T2 T3
T
iP13 P23 T13 T23 T13 T23 T13 T23
T
13T
23
i13
i231 12 0, 02 0 0 76, 59 74, 26 75, 63 75, 63 73, 98 76, 49 7540 75, 46 -37, 55 -37, 55 2 12 0, 05 18 20 58, 23 77, 15 62, 87 76, 32 65, 06 75, 03 62, 05 76, 17 -35, 86 -37, 63 3 12 0, 07 24 22 78, 16 81, 23 81, 23 83, 26 83, 26 85, 19 80, 88 83, 23 -38, 16 -38, 42 4 15 0, 02 18 20 64, 32 76, 54 67, 19 77, 61 68, 05 78, 34 66, 52 77, 50 -36, 46 -37, 78 5 15 0, 05 24 22 78, 24 79, 98 79, 26 81, 34 79, 98 82, 01 79, 16 81, 11 -37, 97 -38, 18 6 15 0, 07 0 0 75, 09 75, 36 77, 09 77, 09 78, 69 78, 59 76, 96 77, 01 -37, 72 -37, 73 7 20 0, 02 24 22 81, 25 78, 29 83, 37 79, 38 84, 04 81, 47 82, 89 79, 71 -38, 37 -38, 03 8 20 0, 05 0 0 74, 16 75, 19 76, 68 76, 68 77, 78 77, 68 76, 21 76, 52 -37, 64 -37, 68 9 20 0, 07 18 20 80, 89 77, 15 82, 23 78, 09 82, 92 79, 54 82, 01 78, 26 -38, 27 -37, 87
3.4. Variation Analysis ANOVA [9]
From table 7, we have S/N affecting ratio value of 2 calculation times in comparison of 2 locally optimal criteria sets in changing cutting depth, forwardness quantity and number of slots. We find that the second locally optimal
criteria set has the S/ N ratio value:
55
,
37
86
,
35
2112
. So the unit of locallyoptimal parameters is:
t = 0.05 (mm); s = 12 (m/ph); z = 18 (groove). Values in variation analysis are indicated in table 8.
Table 8. Variation analysis ANOVA
3.5 Experiment Chart
From table 7, using software Microsoft Excel and document [10] developed the chart for impacts of average values of S/N affecting ratios in changing cutting depth, forwardness quantity and number of slots on heat arising in flatly grinding material SKD11 already under treatment by intermittent and bevelled-slot grinding wheels under Taguchi method and ANOVA (figure 5a, b and c).
Fig. 5b. Impacts of arising heat ratio in changing cutting depth on heat arising in grinding
Fig. 5c. Impacts of arising heat ratio in changing forwardness quantity on heat arising in grinding
IV. G
ENEARALD
ISCUSSIONThrough calculations of the affecting ratio η by arising heat ratio, from table 7 we can see that the second experiment with technological parameters including number of grinding grooves z = 18 (groove); cutting depth t = 0.02 (mm) and forwardness quantity s = 15 (m/p) has the value
1135,86 of the highest, meaing the impact of thisexperiment on heat arising in grinding is the highest and the
Variations F SS MS C (%)
Factor P1 2 874, 88 437, 44 83, 6 Factor P2 2 108, 53 54, 26 10, 37 Factor P3 2 43, 42 21, 71 4, 15
P1 x P2 4 0, 37 0, 09 0, 035 P1 x P3 4 4, 17 1, 04 0, 40 P2 x P3 4 7, 14 1, 79 0, 68 P1 x P2 x P3 8 7, 98 1 0, 765
pairs of interactions, 3-side interaction will less affect on heat arising in grinding.
Compared with normal intermittent and bevelled-slot grinding wheels, intermittent and bevelled-slot grinding wheels with working surface of intermittent bevelled slots have heat arising in grinding smaller and less stable. This is explained as due to slots on wheel surface are arranged in bevel, so in fabrication, the impact between the grinding wheel and the component would be decreased, then making the grinding process “more gentle”, decreasing force and heat arising in grinding.
V. C
ONCLUSION1. This article presents the result of using Taguchi experimental design and analyzing variance ANOVA to evaluate the cutting ability of intermittent use segmented grinding wheel made in Vietnam, studying the effect of the technology parameters on heat which is generated in the process of grinding when surface grinding material with high hardness.
Through the research, we can see that, number of slots with intermittent working surface in fabrication creates heat with much less impacts in comparison with cutting depth and forwardness quantity. Therefore, in semu-refined grinding, it’s advisable to use intermittent and segmented grinding wheel.
2. Levels of impacts of parameters in order of cutting depth (83.6%) and forwardness quantity (10.37%) much impact on heat arising in grinding. While level of impacts of number of slots has the value of (4.15%), therefore in changing it less affects heat arising in grinding.
3. To minimize heat arising in flatly grinding within selected technological parameters, the locally optimal values are as follows:
Number of segments: Z = 18 (groove); Depth of cut: t = 0:02 (mm);
Feed rate: s = 15 (m/ min).
R
EFERENCES[1] S. Malkin, C. Guo. Thermal Analysis of Grinding.University of Massachusetts, Amherst, Massachusetts, USA, 2United Technologies Research Center, East Hartford, Connecticut, USA. [2] Kim, N., Guo, C., Malkin. Heat Flux and Energy Partition in Creep-Feed Grinding, Annals of the CIRP, 46/1:227-232, 1997. [3] Xu, X., Malkin, S. Comparison of Methods to Measure Grinding
Heat, ASME Journal of Manufacturing Science and Engineering, 123:191- 195, 2001.
[4] Jin, T., Rowe, W. B. Heats in High Efficiency Deep Grinding (HEDG), Annals of the CIRP, 50/1:205-208 , 2001.
[5] Jin, T., Stephenson, D. J. Analysis of Grinding Chip Heat and Energy Partitioning in HighEfficiency Deep Grinding, J. Engineering Manufacture, 220:615-625, 2006.
[6] Nguyen Thi Phuong, Nguyen Cong Hong Phong , Nguyen Thi Phuong Giang, Nguyen Tien Dong. Research on heat of fabricated components in the fabrication process of flatly grinding by intermittent and bevelled-slot grinding wheels for materials with
high hardness, National Scientific Workshop in Mechanism – Motivation, Hanoi, October 2016.
[7] Nguyen Trong Hung, Phung Xuan Son: Design of experiments in mechanical engineering. Construction Publishing House. Hanoi 2016.
[8] Genichi Taguchi: Taguchi methods: design of experiments. Dearborn, MI: ASI Press; Tokyo, Japan: Japanese Standards Association, ©1993.
[9] NTU, Reference on Cutting Mode, Faculty of Mechanism, Nha Trang University.
[10] Daniel Kirby E.: A parameter design study in a turning operation using the Taguchi method. The Technology Interface/Fall 2006. Iowa State University.
A
UTHORS’
P
ROFILESA. Nguyen Thi Phuong
Msc. Engineering and Mechanism. – Police Officer at General department of logistics – Ministry of Public Security.
B. Nguyen Thi Phuong Giang