EXPERIMENTAL INVESTIGATION
AND OPTIMIZATION OF CONTROL
FACTORS FOR THE FORMABILITY OF
AL 1050 SHEET CONDUCTED BY A
PROTOTYPE COMPUTER AIDED
HYDRAULIC PRESS
RECEP YENITEPE*
Marmara University, Faculty of Technology, Department of Mechanical Engineering, 34722 Kadikoy, Istanbul, TURKEY
NESE YANMIS
Marmara University, Institute for Graduate Studies in Pure and Applied Sciences, Department of Mechatronics, 34722 Kadikoy, Istanbul, TURKEY
[email protected] Abstract:
This study presents the results of an experimental investigation on the formability of Al 1050 sheets considering different input variables and it presents the effects of each variables on formability. The input variables studied in this work were pressure, velocity and position of the punch of the press. In order to investigate the effects of these parameters, a new prototype computer aided hydraulic press was designed and successfully used for these tests.The main purpose of this study is to establish the significant factors that influence the formability of Al 1050 sheets. Experiments were designed using Taguchi method and 9 experiments were conducted by this process. Results showed that pressure, velocity and position have substantial effect on the formability of Al 1050 sheet. The obtained results reveal that pressure and velocity have substantial influence on the formability of Al 1050 sheets.
Keywords: DAQ, Taguchi Optimization, Formability of Al 1050, Computer Aided Hydraulic Press, LabVIEW.
1. Introduction
Sheet metal forming is a vital manufacturing process used in the automotive, aerospace, agricultural and architectural industries. By using appropriate dies via hydraulics presses, the sheet metal is formed to various shapes to make components. Aluminum is one of the common used metals in the sheet metal forming process. Aluminum consumption is increasing steadily, mainly due to properties such as high-strength, low-density and high corrosion resistance. This is evident particularly in automotive, transportation, construction and packaging industries.
In literature, many research and study has been presented on control parameters that have impression on the sheet metal forming.In order to investigate the part strength and shape stability during the sheet metal forming, [Webb and Hardt(1991)] proposed the transfer function model that could be used in closed-loop control process for the problems of sheet metal deformation. Another application about springback of the sheet metal forming process was reported by [Sun,et al.(2006)].They developed a system that can decrease the undesirable effects of the springback and determine the features of elastic recovery characteristics of the sheet metal forming process. The significant parameters of the forming process stated are the cylinder piston positions and chamber pressures. These parameters were measured automatically using the computer vision based method.
Hydraulic cylinders have been still used in hydraulic press and mechanical forming processes. It is the one of first application about the productivity and the efficiency of the high speed control hydraulic press were explored by [Konnerth(2001)]. The system provided the high speed control on the production process to reduce the forming time with the press. It was offered that the press could be used to decrease the time for testing the dies in the production environment and cost of the production in the automobile systems. He assessed the parameters during simulation of the tests are speed and dies cushion characteristics.
[Becan,et al.(1998)] were studied on position control of a hydraulic cylinder using constant estimated values of the Bulk modulus. They tried to determine the coefficients of system for this module. These studies are important to guess the parameters of a hydraulic cylinder position control. Another control system application for a mini hydraulic press was developed by [Ferreria,et al.(2006)].They studied sheet metal forming with a mini hydraulic press. They designed a closed loop control system to observe the position and the force through the utilization of Matlab interface. Also a linear model was applied to control the punch position and the force after sheet being formed.
[Porciúncula,et al.(2006)] conducted research on the reliability of the positioning systems using electro mechanical hydraulic circuits. They used LabVIEW to analyses the parameters affect the position of the hydraulic system. It was aimed to use of some tools to support information on hydraulic systems for education. [Vasiliu,et al.(2009)]generated the high accuracy electrohydraulic systems using a servo hydraulic system that could be applied to the dynamic test machine. They developed a hardware and software configuration for the servo hydraulic system in order to eliminate the steady-state error for step, ramp and parabolic inputs.
Currently, mechatronic systemsare used for many applications. A mechatronic hydraulic press system was designed by [Adam,(2004)].His work describes the design and implementation of a control system for the operation of a mechatronic hydraulic press machine. The overall operation and control was based on a programmable logic unit and a sensor system. The functionality of the control system was analyzed through qualitative simulation models, and validated with physical experiments, prior to implementation. The overall control design and operation procedures applied, have enabled the reduction of sensor failures and machine malfunctioning.
Although new technologies and control methods were progressed, it is still needed to search the efficiency of the hydraulic press to decrease the time consumption during the forming because of the recent economic and the industrial requirements. Hence [Hayashi,et al.(2009)] focused on improving the tool-life, high accuracy of the productivity process, stable production of high quality and high precision with low cost, low noise, vibration and other undesired characteristics during the forming. They also compared their systems to the conventional metal forming systems.
As a result of that, changingandincreasingdemands ofcurrentindustrialapplications have accelerated the development of the technology of servo hydraulic systems and controls. Controlling thetraditionalmachine tools utilizing electromechanicalsystems followed by the improvements in testing equipment and instrumentation present different alternatives to get it under control faults such as wrinkling, cracking, tearing in sheet metal processes. The performance of a hydraulic system is higher than the performance of pneumatic system. Velocity, force and position would be controlled in infinitely variable way and due to the fact that the flow of hydraulic is nearly incompressible so it is advantageous [Yanmis,(2010)].Because of the low sampling rates and flexible programming possibilities the usage of DAQ cards has increased in tests [NI-DAQ,(2000)].
Al 1050 sheets are used in many areas of daily life. It is important to know the parameters of the hydraulic system affecting the formability of the forming process. The highest depth can be provided depending on the control parameters and material properties. Control parameters are studied in this research and it could be useful if a different forming process of aluminum is developed. However servo hydraulic systems can be good at measuring and testing the systems to acquire the required dates during the forming with hydraulic press since it is more precise than the conventional hydraulic press. In this study the control parameters of the servo hydraulic systems are also observed.
2. Mater 2.1. Mate Al 1050 propertie 2.2 Proto Prototype cylinder
In mech R02K01M used to m sensorsB pressure experime two 24 b hydraulic Pressure
rials and Met
erials
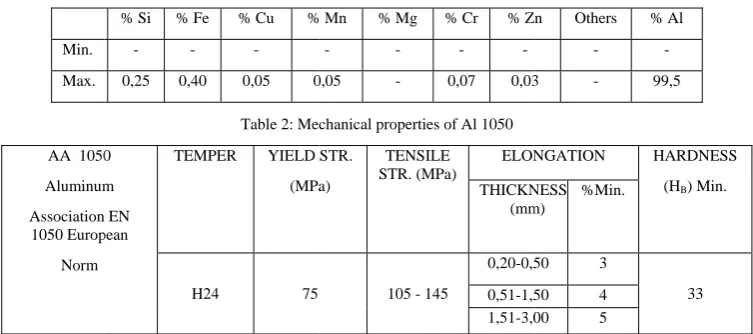
sheets of 1m es of Al 1050 s
Min.
Max.
AA 1050
Aluminum
Association 1050 Europ
Norm
otype compute
e Hydraulic P combined wit
hanical exper MONSM2, su measure the pr Barksdale mak
variation dur ental setup. Th bit Counter/Ti c system were 60 bar, Q=4 l
thods
mm thickness sheet are give
% Si % Fe
- - 0,25 0,40 0 m n EN pean TEMP H24
er aided hydra
Press was use th a linear pote
rimentalsetup, upply 24 VDC recise position ke, Type UPA ring the form he features of imer and 68 p e also used in
l/min, double
s were cutto en in Table 1 a
Table 1: Chemic
% Cu %
-
0,05 0
Table 2: Me
PER YIELD
(MPa
4 75
aulic press an
ed in the exp entiometer, an
Fig. 1. Pro
, a Festo D C, signal ±10 V n of the hydra A3, Pn 100ba ming process. f the card are
pin Connector experimentals acting cylinde
size 60x100 and 2.
cal composition o
% Mn % Mg
- - 0,05 - chanical properti STR. a) TENSI STR. (M
105 - 1
nd control sys
periments cont nd a forming e
ototype computer
DidacticServo V was used. A aulic cylinder ar, Supply 13
In addition, as follows; a r. A 24 VDC setup. The fea er ØD=40 mm
mm. The ch
of Al 1050 (%W)
% Cr % Z
-0,07 0,03
es of Al 1050
ILE MPa) ELON THICKN (mm 145 0,20-0,5 0,51-1,5 1,51-3,0 stem
tains a formin element called
r aidedhydraulic p
Hydraulic A TWKModel r and the punc 3-28VDC, Sig a NI 6024 D 12 bit ADC, t C electrical Po atures of the h m, Ød=25 mm
hemicalcompo ) Zn Others - 3 - NGATION NESS m) %Min. 50 3 50 4 00 5
ng mold, a h d punch, as illu
press.
Valve, Mod : RP 12/200 li ch. Two analo gnal 0-10 V DAQ Card w two 12 bit DA ower Supply, hydraulic syste , stroke=55 m
osition and m
% Al
-
99,5
HARDNESS
(HB) Min.
33
hydraulic doub ustrated in Fig
d: D633Z33B inear potentio ogue hydraulic were used to was used to co
A cl system is and a fee
First, the equipped aluminum hydraulic process temperatu first step the punch 3. 2.3Config The sens valve wa the doub hydraulic valve has halts flow precise p
losed loop co s given in Fig edback tool wh
e flow diagram d with a linea m parts, cabl c pressure was
control studi ure, pressure, is to determin h stopped at d
igurationof La
sors were conn as attached to t ble acting hyd
c valve, the ra s 3 positions. w of oil and t position and ve
ontrol applicat g. 2. A PC wi hich is a linea
m and then th ar potentiome les and softw s measured us es. They col , and position ne the type an desired positio
abVIEW softw
nected to the the output cha draulic cylind ate of the valv The first po the last positio elocity contro
tion was real ith a DAQ car
r potentiomet
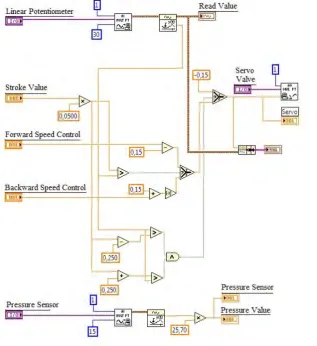
Fig.2. Block di
he program we eter, two pre ware.The posi sing above Da llect the data n then modify nd compatibili on which is set
Fig.3
ware
analogue chan annel of the 60 der control c ve speed was sition enables on retracts the l is required.F
ized in this w rd, a hydrauli er was used in
iagram of the clos
ere prepared b ssure sensors ition of the ata Acquisitio a of the phe y them to the ity of sensor r
t in the LabVI
3. Experimental s
nnels of the D 024 DAQ card hambers. W changing bot s the hydrauli e cylinder. Th Front panel of
work. Block d ic servo valve n the closed lo
sed loop system.
by usingthe L s, NI connect
punch, displa n system. Sen enomenon me electrical sig equired. The i IEW program
setup.
DAQ card. Th d. Servo hydra While changin
th minus and ic cylinder to hus, the hydra f the LabVIEW
diagram of th e, a hydraulic oop system.
LabVIEW soft tor and 6024 acement of h nsors are indis easured in th gnals recogniz intended goal m. Experimenta
he signal cable aulic valve co g the control plus increasin
move forwar aulic servo va W program is s
he applied clo double acting
ftware. The sy DAQ card, hydraulic cyli spensable equ he real world zable to comp in this study al setup is giv
e of the servo ontrols the flow
l voltage of ng.The hydrau rd, the middle alve can be us shown in Fig.
osed loop g cylinder ystem was PC, dies, inder and uipment of d such as puter. The is to have ven in Fig.
ohydraulic w of oil to the servo ulic servo e position sed where
Fig.4. Front panel of the LabVIEW software.
Reference input values are related to the intended position of the punch.Analog voltages applied to the hydraulic servo valve from outputs channel of the DAQ card controls the speed of the punch. When the linear potentiometer is in the closed position, it indicates 0 mm and sent an analogue signal of 0 volt to the DAQ Card. Until intended value is reached by the linear potentiometer, the positive voltage will cause the cylinder work. If the reference value of the punch position is the same voltage as servo valve, 0,15 mV will be applied then the cylinder will stop. The pressure sensor could show the variations of forces when the parts are formed in the system. A schematic representation of the Block diagram prepared via LabVIEW is shown in Fig. 5.
2.4Forming sheet metal
Collected data from preliminary trials wereevaluated and then the factors affecting the depth of sheet metal formingare established. These factors are position of the punch, pressure of the hydraulic cylinder and velocity of the punch. The specimens were placed into the die by hand. Fig. 6 shows the die and hydraulic press. Preliminary trials showed that test specimens started to tear at a depth of 53mm.The cross section of the punch-die assembly used in this work is shown in Fig. 7.
Fig.6. The die and hydraulic press.
Fig.7.The cross section of the punch-die assembly (All dimensions are in mm).
2.5Experimentaldesign method
Hydraulic pressesare used in industry mainly for sheet metal forming processes. It is, therefore, essential to optimize the control factors and investigate their effects throughout Al 1050 forming procedure. With this aim, preliminarytrials were carried out to establish the process variables. Although there are manyvariables in sheet metal processing, the strongest factors that influence the formability of Al 1050 sheet were stated. To establish the significant factors that influence the formability of Al 1050 sheet, a series of experiment should be carried out. However, such experiments will be expensive and time-consuming. On the other hand, the Taguchi method can optimize process factors with minimum experimental runs and has potential for savings in time and cost on product or process development and quality [Taylan, (2009)].
carried out with three factors at three levels. Hence L9 is suitable for the experimental design. This orthogonal array is chosen due to its capability to check the interactions among factors.The design for L9 is presented in Table 4.
Table 3: Prototype Computer AidedHydraulic Press Control Factors and Levels.
Factors Unit 1st Level 2nd Level 3rd Level
ServoValveVoltage V 3 5 7
Position of the Punch mm 43 45 50
Pressure MPa 3.5 4.0 4.5
Table 4: The conditions of Sheet Metal Processing Experiments
1st Exp. 2nd Exp. 3rd Exp. 4th Exp. 5th Exp. 6th Exp. 7th Exp. 8th Exp. 9th Exp. ServoValveVoltage
(V) 3 3 3 5 5 5 7 7 7
Position of the
Punch (mm) 43 50 45 43 50 45 43 50 45
Pressure (MPa) 3.5 4.5 4.0 4.5 4.0 3.5 4.0 3.5 4.5
3. Results
3.1 Experimental results
The depths of all processed test specimens were measured by usingBreuckmannopto TOP-HE 3-D Optical Scanning system. 3-D optical scanning can transfer the geometric characteristics of Al 1050 sheet metal test specimens into the computer environment. Hence all parts can be digitized in order to generate CAD models.The depth of deformation in the specimens was measured after the Taguchi Design given in Table 5.
Table 5: Results of Experiments.
Exp. No Depth(mm) S/N
01 4,77561 13,5806
02 1,99252 5,9881
03 5,63950 15,0248
04 3,80165 11,5994
05 5,59268 14,9524
06 5,70006 15,1176
07 5,92798 15,4581
08 6,48269 16,2351
09 5,66046 15,0570
It can be seen from the Table 5, the deepest deformation was reached at 8thexperiment. Fig. 8 illustrates a photo of the 8thspecimen and optical scanning of the 8thexperimentwas given in Fig. 9 respectively.
Fig. 9. Optical scanning of the 8thspecimen.
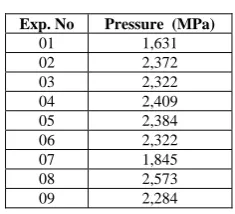
The pressure exerted by punch on the work piece during the experiment is of importance for processing sheet metal without failure. Therefore; it is vital to assess the values of pressure sensor during the tests. However it is difficult to capture the dynamic of system using pressure sensor when pressing the parts [Vasiliu, 2009]. The hydraulic pressure sensor values regarding experiments were given in Table 6.
Table 6: Measured Pressure Values.
Exp. No Pressure (MPa)
01 1,631 02 2,372 03 2,322 04 2,409 05 2,384 06 2,322 07 1,845 08 2,573 09 2,284
3.2The Optimization of experimental results and analysis
Taguchi Optimization Method has potential for savings in experimental time and cost on product or process development and quality improvement. Taguchi method is found to be beneficial for the experimental design of the formability of Al alloy materials. Therefore it was used in this study.
Orthogonal arrays of Taguchi, the signal-to-noise (S/N) ratio, the analysis of variance (ANOVA), and regression analyses are employed to find the optimal levels andto analyze the effect of the control factors on reliability values of the factors. An orthogonal array L9 of Taguchi was determined using the standard commercial statistical software package MINITAB16. The most effective factors in experiments were found by ANOVA (ANalysis Of Variance Analysis). Getting the biggest depth was aimed in this study so the formula of Larger is Better was used for analysis. Results of regression analysis were given in Fig.10.
Fig. 10. Regression Analysis: Depth versus Voltage; Position; Pressure.
and the third of the pressure value were adjusted. If the third level of the voltage, second level of the punch position and the second level of the pressure were adjusted, the highest depth can be measured.
Depends on the analysis of the regression, there is a relationship between the parameters and the depth of the 1050 Al sheet. This relationship was shown by the regression equation in below. The regression equation is:
12,5 0,472 0,054 0,183 (1)
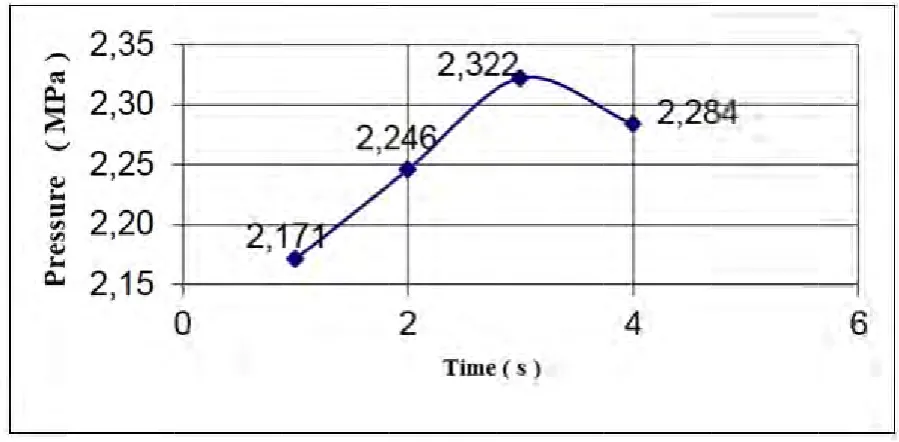
The represents the voltage and the unit of voltage is volt, value presents the punch position and the unit of position is millimeter, value represents the pressure and the unit of the pressure is bar and the last one represents the depth of the Al 1050 sheet and its unit is millimeter in this process. The change of depths under variable pressure values were given in Fig. 11.
Fig. 11. Results of Experiments.
By using this equation, the lowest and the highest depth were calculated to check the accuracy of the regression model. After having account the results show that the lowest depth is 5,189 and the highest depth is
7,299. These results provided to see the regression model is correct and the percentage 81,631%.
4. Discussion
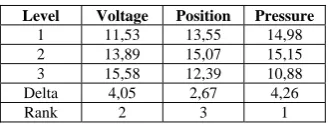
Classical design of experiment for 3 factors and 3 levels must be 33 =27 experiments. However the same results can be attained via L9 Design.Thus the Taguchi method decreased the factors in this system and maintained to determine the best values and conditions of Al 1050 sheet metal processing in this study. The main effects plot for S/N ratios was givenin Fig. 10. It can be understood from the graph that when level 3 of servo voltage, level 2 of punch position and level 2 of pressure are applied, the largest depth value is achieved by this system. As seen in Table 7, the values of acquired rank from Minitabsoftware, the most effective factor is pressure, the second is servo valve voltage and the third one is punch position.
Table 7: Values of Acquired Rank
Level Voltage Position Pressure
1 11,53 13,55 14,98 2 13,89 15,07 15,15 3 15,58 12,39 10,88 Delta 4,05 2,67 4,26
Rank 2 3 1
It is esta position a achieved Voltage results of depth can
5. Conc
Servo hy precision hydraulic instrumen A clo the hydra time.This press fas processin Tagu developm the forma It is position a achieved voltage ( Referenc
[1] Adam Confe [2] Becan Engin [3] Elang Intern [4] Hayas Annu [5] Konn Proce [6] Kuma Intern [7] NI-DA
ablished from and the level 2 d by this proce
(effectiveness f the Fig. 12, n be acquired.
clusion
ydraulic system n is higher th
c system, serv ntation of the
osed loop con aulic press.Th s kind of test ster. It was co ng faults arisin
uchi Optimizat ment and qual
ability of Al a
established fr and the level 2 d by this proce effectiveness
ces
m, K.G. (2004): D erence on Mechat n, M. R., Kuzucu neering and Envir govan, K.,Naraya national Journal o shi, H., Nishimur uals of “Dunărea d nerth U.(2001): A essing Technology
ar K. D. and Ap national Journal o AQ™ (2000): Us
Fig. 12. Pressur
optimized pr 2 of pressure ess. The most e
s % 30,83) an when the hig .
ms have mor han the genera
vo hydraulic m hydraulic sys
ntrol applicatio he computer ai
system can b oncluded that ng due to wron
tion Method h ity improvem alloy materials
rom optimized 2 of pressure ess. The most
% 30,83) and
Design and contro tronics 2004, Jun u, A.,Kutlu, K. ( ronmental Scienc anan, C.S. (2010) of Engineering, Sc
ra, H. (2009): Th de Jos” Universit A Hydraulic High y,Elsevier,Vol. 11 ppuKuttan, K.K. of Engineering Sc ser Manual for PC
re-time variation
rocess factors are applied by effective facto nd the third is ghest pressure
re advantages al hydraulic s mechanisms c stem.
on providesch ided control s e used to esta t the utilizatio ng process va
has potential f ment. Taguchi m
s.
d process fact are applied by t effective fac d position of pu
ol of a mechatron ne 3-5, Istanbul, T
(1998): The Real ces, Vol. 22, pp. 1 :Application of T cience and Techn he Application of ty of Galaţi , Fasc -Speed Tryout Pr 11, pp. 159-163.
(2010): Thinning cience and Techno C Compatibles, V
graph as a result
s that when le y using data a or is Pressure s Position of e was applied
than the gen systems. Ther can be preferr
hanging featur system gives t ablish the prob
on of a mech ariables emplo
for savings in method is fou
tors that when y using data a ctor arefound
unch (effectiv
nic Hydraulic Pr Turkey, pp. 311-3 listic Model and 125-130. Taguchi approach nology, Vol.2, No f Servo Press Ma cicle 5, Technolog
ress for the Simu
g and Spring Ba ology, Vol. 2(10), Version 6.7, Data
of the confirmati
evel 3 of the cquisition sys
(effectiveness punch (effect
to the parts u
neral hydrauli refore if high red to measure
res of the syst the chance to
blems and cha hatronic data oyed during sh
experimental und to be bene
n level 3 of th cquisition sys as pressure ( veness % 13,4
ress System, ICM 15.
Simulation of H
h on investigation o. 5, pp. 300-309. achine to Forming gies in Machine B ulation of Mecha
ack of Aluminum , pp. 5120-5129.
Acquisition Softw
ion experiments.
servo valve stem, the deep s 43,42), th tiveness % 13 using the cont
c systems bec h performance e the abilities
tem such as p show and ana aracteristics o acquisition s heet metal proc
l time and cos eficial for the
he servo valve stem, the deep (effectiveness 40).
M’04, Proceeding
Hydraulic Position
n of formability fo .
g of Sheet Metals Building, , ISSN anical Forming Pr
m Sheet Metal D
ware for the PC,
voltage, level pest deformatio he second is se 3,40). Accordi trol system, th
cause its accu e is required
of the system
position and pr alyze the datai of making the system can pr
cessing.
st on product o experimental
e voltage, leve pest deformatio
43,42), se
s of The IEEE I
n Control System
or perforated Al
s with Low Form 1221- 4566, pp. 3 rocesses, Journal
During L-Bending
USA.
l 2 of the on will be ervo valve ing to the he highest
uracy and using the m and test
ressure of in the real hydraulic revent the
or process design of
el 2 of the on will be ervo valve
International
ms, Tr. J. of
8011 sheets,
mability, The 3-10. l of Material
[8] Porciúncula, G.S. De Negri, V.J. Dias, A. (2006): Reliability of Electro-Hydraulic Equipment: Systematization and Analysis, 18th International Congress of Mechanical Engineering, ABCM Symposium Series in Mechatronics, Vol. 2, pp. 393-400.
[9] Sun, P. Grácio, J.J., Ferreira, J.A. (2006): Control System of a Mini Hydraulic Pressfor Evaluating Springback in Sheet Metal Forming, Journal of Materials Processing Technology, Vol. 176, pp. 55-61.
[10] Ferreira, J.A.,Sun, P.,Grácio, J.J. (2006): Close loop control of a hydraulic press for springback analysis, Journal of Materials Processing Technology, Vol. 177, pp. 377–381.
[11] Taylan, D. (2009):Application of Taguchi Experimental Design, SuleymanDemirel University, Institute of Social Sciences, Industrial Engineering, MSc. Thesis, Isparta, Turkey.
[12] Vasiliu, N. Calinoiu, C., Vasiliu, D., Ion-Guta, D. (2009): Improving the accuracy ofthe electrohydraulic servomechanisms by additional feedbacks, Proceedings of The Romanian Academy, Series A, Vol. 10, No.3, pp. 1-8.
[13] Webb, R.D.and Hardt, D.E. (1991): A Transfer Function Description of Sheet Metal Forming for Process Control, Journal of Engineering for Industry, Vol. 113, pp. 44-52.