1
Experimentation and prediction of CNC Turning Process Parameters on
AL6069 Using response surface methodology
R.Clinktan M.E Scholar/Mech Coimbatore Institute Of Technology
Selva Ganesh Kumar Assistant Professor/Mech Wollega University
N.Muthu Prakash Assitant Professor/Mech Coimbatore Institute Of Engineering Technology [email protected]
N.Zeelan Basha Ph.D Research Scholar/Mech
Coimbatore Institute Of Technology [email protected]
Abstract
In this study a series of tests were conducted in order to investigate the machinability evaluation of Alumunium 6069 in the turning process. The factors investigated were spindle speed, feed rate and depth of cut. The parameters that affect the turning operation are vibration, tool wear, surface roughness etc. Among this surface roughness is an important factor that affects the quality in manufacturing process. The main objective of this paper is to predict the surface roughness on Al 6069, by optimizing the input parameters such as spindle speed (α), feed rate (β) and depth of cut (γ) by using carbide tool. A second order mathematical model is developed using regression technique and optimization is carried out using Box-Behnken of response surface methodology. The experimental results indicate that the proposed mathematical models suggested could adequately describe the performance indicators within the limits of the factors that are being investigated. The spindle speed is the most significant factor that influences the surface roughness and. However, there are other factors that provide secondary contributions to the performance indicators. Therefore, this study attempts the application of response surface methodology to find the optimal solution of the cutting conditions for giving the minimum value of surface roughness using Response surface methodology.
Key words: Anova, CNC Machine, Depth of cut, feed rate, Optimization, RSM, Spindle speed, Surface roughness
I.INTRODUCTION
Aluminum 6069 applications are high pressure seamless gas containers formed by either hot or cold impact extrusion and tubing for light weight bicycle frames. For more than a decade, the hard turning technology has become one of the important and widely used manufacturing processes in a range of industrial application. Due to the complexity of hard turning technology, numerous mathematical models have been proposed and extensively developed by a growing numbers of papers for the analysis of the machinability evaluation (Jenn-Tsong Horng, 2008)
Response Surface Methodology (RSM): Response surface methodology is a specialized DOE technique that may be used to detail and optimize transfer functions of a DFSS project .The method can be used in the optimization phase of the DFSS algorithm. Response surface methodology (RSM) is a combination of statistical and optimization methods that can be used to model and optimize designs. It has many applications in design and improvement of products and processes. And it is a fundamental method to derive the relationship between the different parameters affecting the process. RSM works by applying different designed experiments to obtain a polynomial model of the process keeping the independent variable as the system output which is minimized. RSM which is a technique for designing experiment helps researchers to build
models, evaluate the effects of several factors mand achieve the optimum conditions for desirable responses in addition to reducing the number of experiments .Analysis of variance (ANOVA) provides the Statistical results and diagnostic checking tests which enables researchers to evaluate adequacy of the models (Khaider Bouacha, 2009). After analysing each response, multiple response optimization was performed, either by inspection of the interpretation plots, or with the graphical and numerical tools provided for this purpose. It was mentioned previously that RSM designs also help in quantifying the relationships between one or more measured responses and the vital input factors. In order to determine if there exist a relationship between the factors and the response variables investigated, the data collected must be analysed in a statistically sound manner using regression(M.Y. Noordin, 2004).The relationship is expressed in the form of an equation connecting the response or dependent variable (y),and one or more independent variables,x1,x2,x3,……..xn.
II.LITERATURE REVIEW
2 approximation optimization (SAO) method was used to find optimum values of machining parameters. Results show that the flank wear is influenced principally by the cutting speed and the interaction effect of feed rate with nose radius of tool, and the cutting speed and the tool corner radius have statistic significance on the surface roughness (Jenn-Tsong Horng, 2007).
The main objectives are firstly focused on delimiting the hard turning domain and investigating tool wear and forces behaviour evolution versus variations of workpiece hardness and cutting speed. Secondly, the relationship between cutting parameters (cutting speed, feed rate and depth of cut) and machining output variables (surface roughness, cutting forces) through the response surface methodology (RSM) are analysed and modeled. The combined effects of the cutting parameters on machining output variables are investigated while employing the analysis of variance (ANOVA). The quadratic model of RSM associated
with response optimization technique (Khaider
Bouacha, 2009).
The prediction of optimal machining conditions for good surface finish and dimensional accuracy plays a very important role in process planning. The present work deals with the study and development of a surface roughness prediction model for machining mild steel, using Response Surface Methodology (RSM) (P.V.S. Suresh, 2002).
The effects of cutting speed, feed rate, work piece hardness and depth of cut on surface roughness and cutting force components in the hard turning were experimentally investigated. Four-factor (cutting speed, feed rate, hardness and depth of cut) and three-level fractional experiment designs completed with a statistical analysis of variance (ANOVA) were performed. Mathematical models for surface roughness and cutting force components were developed using the response surface methodology (RSM) (HamdiAouici, 2014).The best surface roughness was achieved at the lower feed rate and the highest cutting speed.
Two independent data sets were obtained on the basis of measurement: training data set and testing data set. Spindle speed, feed rate, depth of cut, and vibrations are used as independent input variables (parameters), while surface roughness as dependent output variable. On the basis of training data set, different models for surface roughness were developed by genetic programming (M. Brezocnik, 2004). Accuracy of the best model was proved with the testing data. It was established that the surface roughness is most influenced by the feed rate, whereas the vibrations increase the prediction accuracy. In this framework, the present study is focused on delimiting accurately the working parameters’ domain of turning. Also, the effect of process Parameters on the surface roughness for different values has been investigated. Moreover, this work treats the effect of spindle speed, feed rate and depth of cut on surface
roughness in turning of Al 6069 with carbide tool using the RSM. Optimum cutting conditions with respect to the surface roughness parameters with the help of response optimization technique are proposed
III.METHODOLOGY
Figure- 1 Methodology flow chart
IV.EXPERIMENTAL DETAILS
A. WORK PIECE MATERIAL
The alloy 6069 is a new entry to the family of 6000 series of heat treatable Mg-Si-Cu aluminum alloys. The work material used was aluminium 6069 and its chemical composition and hardness are tested and hardness value is found to be 48 HRC. The (table 1) below shows the chemical composition of aluminium 6069.
Table 1 chemical composition for Al 6069
Weight (%) 6069
Al Bal
Si 0.9
3
Cr 0.2
v 0.2
B.CUTTING TOOL
AK10 Carbide Inserts for Turning Ground and Polished for Aluminium Uni-tip was used for turning shown fig.2.
Figure- 2 Cutting tool AK10 carbide insert
C.EXPERIMENTAL SET UP AND CUTTING CONDITIONS
The experimental work was divided into two series: The main aim of the first experiments series was the determination of the turning domain and the quantification of surface roughness evolution. This was carried out through facing operation with continuously varying cutting parameters.
The purpose behind the second experiments series was to investigate the effects of cutting parameters on surface roughness, then to establish a correlation between them using the response surface methodology (RSM).Machining process was carried out in CNC lathe. The measurements of average surface roughness (Ra) were taken on surface roughness Tester SJ-210P.Three measurements of surface roughness were obtained at different surface of machined work piece and average value is used in the further analysis D. SURFACE ROUGHNESS TESTER SJ-210 Roughness plays an important role in determining how a real object will interact with its environment. Rough
surfaces usually wear more quickly and have
higher friction coefficients than smooth surfaces
Roughness is often a good predictor of the performance of a quality of the mechanical component, since irregularities in the surface may form nucleation sites for cracks or corrosion. On the other hand, roughness
may promote adhesion. The Surface roughness tester used for measuring surface roughness (Ra) in this experimental analysis shown in fig.3
Figure- 3 Surface roughness Tester SJ-210P
E.CNC LATHE
The CNC Lathe is an automated machine used for machining Purpose and it has greater accuracy and productivity (Figure 4) shown below along with specification.
Figure- 4 CNC XL Turning Lathe
Specification:
Control system-Fanuc emulated Spindle power-1Hp
Spindle speed-100 to 3000 rpm Max. Turning dia-32mm Rapid traverse rate-1.2m/min
F.COMBINATION OF PARAMETERS AND THEIR LEVELS
In order to investigate the influence of machining parameters on surface roughness, three principal machining parameters, including the spindle speed (α), feed rate (β), depth of cut (γ)), were specified as machining parameters. In this study, these machining parameters were chosen as the independent input variables.
The desired responses were the surface roughness and the surface finish which are assumed to be affected by the above three principal machining
In this experimental analysis the parameters has been conducted in three levels -1, 0, 1 shown in table 2
Table 2 Combination of Parameters and their levels
G. EXPERIMENTAL VALUES 1) Machining parameters
Machining parameter
Units Levels
-1 0 1
Spindle Speed (α) rpm 1000 1500 2000
Feed Rate (β) mm/min 0.06 0.08 0.1
4 α- spindle speed (rpm)
β- Feed rate (mm/min) γ- Depth of cut (mm)
2) Responses
Y -surface roughness Ra (μm)
Table 3 Experimental machining parameters
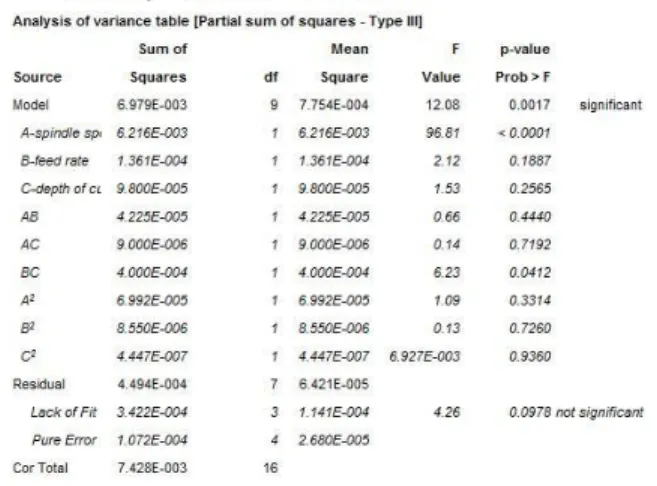
H.ANOVA
Analysis of Variance used to test the difference between 3 parameters which has been experimented and also it shows the significant values and interactions on the selected machining characteristic, analysis of variance (ANOVA) was performed. The ANOVA of the raw data are given in figure 5. From the figure, it is evident that spindle speed, depth of cut and cutting environment are significant at 95% confidence level
Figure- 5 Analysis of Variance
I. REGRESSION EQUATIONS
The tests for significance of the regression and individual model coefficients were performed to verify the goodness of fit for the obtained model (Khaider Bouacha, 2007).Regression equations were formed using design- expert 8.0 software for surface roughness Ra (Y) shown in (equation1),
The regression equation for Surface Roughness Ra (Y) is
Y=0.50527-1.01500E-005*α+1.37625*β
+0.23025*γ+3.25000E004* α β 1.50000E005* α γ
-2.50000* β γ +1.63000E-008* α 2+-3.56250* β 2+8.12500E-003* γ 2 equa---1
V.RESULTS AND DISCUSSIONS Interaction effect of spindle speed
The interaction and direct effect of spindle speed on surface roughness is discussed below.
Exp.no Machining Parameters
responses
α β γ Y
5 Fig. 6, 7 Surface interaction dimensional views and direct effect views of spindle speed and feed rate over surface roughness.
Fig.6, 7 shows the interaction and direct effect of feed rate and spindle speed on surface roughness. The above interaction figure evidenced that the spindle speed and feed rate on the surface roughness of turning process has a significant effect. As the spindle speed increases from 1000 rpm to 2000 rpm the surface roughness value is reduced from 0.68 to 0.62 µm, where feed rate has the inverse relationship on surface roughness compared to the spindle speed. From the result it is concluded that the change in feed rate (0.06-0.08 mm/min) has a significant effect on surface roughness (0.64-0.66µm) at higher spindle speed (2000rpm) whereas the change in feed rate (0.06-0.08 mm/min) has no significant effect on surface roughness (0.67-0.68µm) at lower spindle speed (1000 rpm). The conclusion can also be verified from the ANOVA.
Interaction effect of feed rate
The interaction and direct effect of spindle speed on surface roughness is discussed below.
Fig.8, 9 Surface interaction and direct dimensional views and direct effect views of feed rate and depth of cut over surface roughness
Fig.8, 9 shows the interaction and direct effect of feed rate and depth of cut on surface roughness. The above interaction figure evidenced that the feed rate and depth of cut on the surface roughness of turning process has a significant effect. From the Fig.8 it has been concluded that higher feed rate and depth of cut was increase the surface roughness whereas lower feed rate and depth of cut decrease the surface roughness. To obtain the quality surface of Ra between 0.62 and 0.64 feed rate less than 0.06 and depth of cut less than 0.70 should be preferred.
Interaction effect of Depth of cut
The interaction and direct effect of depth of cut on surface roughness is discussed below.
6 VI. VALIDATION OF THE MODEL
In order to verify the adequacy of the model developed, three confirmation run experiments were performed. The test condition for three confirmation run experiments were among the cutting conditions that were performed within the range of the levels defined previously. (M.Y. Noordin, 2004)
Table 5 shows the comparison of predicted versus experimental value of surface roughness. The percentage of error is found to be within ±1.5% which shows the validity of the model.
Table 5 Validation of the model
Prediction Vs Actual
Fig. 4 revealed that they have no obvious pattern and unusual structure. This implies that the models proposed are adequate and there is no reason to suspect any violation of the independence or constant variation assumption
Fig.5. Prediction Vs Actual
VII.CONCLUSION
This investigation attempts the application of response surface methodology to find the optimal solution of the cutting conditions such as spindle speed (rpm), feed rate (mm/min) and depth of cut (mm) for giving the minimum value of surface roughness using design of experiment concept. The confirmatory test was conducted and found that the percentage of error within ±1.5%. The following conclusions are obtained by analysis of work are,
The obtained experimental data can be used to predict the surface roughness 'Ra' by developing the regression model using DoE A good surface roughness was obtained at the
feed rate (0.06-0.07 mm/min) and spindle speed (1700-2000 rpm).
The change in feed rate (0.06-0.1 mm/min) has a significant effect on surface roughness (0.69-0.66µm) at higher spindle speed (2000rpm). The change in feed rate (0.06-0.08 mm/min)
has no significant effect on surface roughness (0.67-0.69µm) at lower spindle speed (1000 rpm).
A feed rate less than 0.08 and depth of cut less than 0.60 have been preferred for obtaining good surface finish.
VII.REFERENCES
[1] Khaider Bouacha, ―Statistical analysis of surface roughness and cutting forces using response surface methodology in hard turning of AISI 52100 bearing steel with CBN tool,‖ Int. Journal of Refractory Metals & Hard Materials 28 (2010) 349–361.
[2] Gargi Dey, ― Enhanced production of amylase by optimization of nutritional constituents using response surface methodology‖ Biochemical Engineering Journal 7 (2001)
227–231.
[3] Shahin Ghafari ―Application of response surface methodology (RSM) to optimize coagulation–flocculation treatment of leachate using poly-aluminum‖ Journal of Hazardous Materials 163 (2009) 650–656.
[4] M.Y. Noordin ―Application of response surface methodology in describing the performance of coated carbide tools when turning AISI 1045 steel‖ Journal of Materials Processing Technology 145 (2004) 46–58.
[5] Jenn-Tsong Horng ―Investigating the machinability evaluation of Hadfield steel in the hard turning with Al2O3/TiC mixed ceramic tool based on the response surface methodology‖ journal of materials processing technology 2 0 8 ( 2 0 0 8 ) 532–541.
[6] Aman Aggarwal ―Optimizing power consumption for CNC turned parts using response surface methodology and Taguchi’s technique—A comparative analysis‖ journal of materials processing technology 2 0 0 ( 2 0 0 8 ) 373–384. [7] P.V.S. Suresh ―A genetic algorithmic approach for
optimization of surface roughness prediction model‖ International Journal of Machine Tools & Manufacture 42 (2002) 675–680.
[8] Suleyman Nes_eli ― Optimization of tool geometry parameters for turning operations based on the response surface methodology‖ Measurement 44 (2011) 580–587. [9] M. Brezocnik, M. Kovacic, M. Ficko, ―Prediction of
surface roughness with Genetic programming‖,Journal of Materials Processing Technology, 2004,pp.28-36
[10] MaciejGrzendaa, Andres Bustillo, ‖The evolutionary development of roughness prediction models‖, Applied Soft Computing (2012), pp.1-10.
[11] S.S.K. Deepak, ―Applications of Different Optimization Methods for Metal Cutting Operation‖–A Review, Research Journal of Engineering Sciences,Vol. 1(3), Sept.2012,pp. 52-58
[12] HamdiAouici, Mohamed AthmaneYallese, KamelChaoui, TarekMabroukic, Jean-François Rigal, ―Analysis of surface roughness and cutting force components in hard turning with CBN tool‖, Prediction model and cutting conditions Optimization, Measurement 45 (2012),pp.344–353. [13] Arokiadass, K. Palaniradja, N. Alagumoorthi, ―Prediction and
Optimization of End Milling Process Parameters Of cast Aluminium Based MMC.‖, Trans. Nonferrous Met. Soc. China, 21 February 2012, pp. 1568-1574.
[14] SuleymanNeseli,SuleymanYaldız, Erol Turkes,‖ Optimization of tool geometry parameters for turning
operations based on the response surface methodology‖, Measurement 44 2011, pp. 580–587.
Machining Parameters
Output Parameters Error in % Y(Exp) Y(Pred)
α β γ Y1
1000 0.04 0.7 0.760 0.750 1.265
1500 0.04 0.6 0.670 0.661 1.304
7 machining process‖, journal of materials processing technology, 24 November 2007, pp.439-45`
[16] Mahesh, G.; Muthu, S.; Devadasan, S. R. ―Experimentation and Prediction of Surface Roughness of the Machining Parameter with Reference to the Rake Angle in End Mill‖,International Review of Mechanical Engineering;Nov2012, Vol. 6 Issue 7, pp.1418-1426 [17] K.Saravanakumar, M.R.Pratheesh Kumar,
Dr.A.K.ShaikDawood, ―Optimization of CNC Turning Process Parameters on INCONEL 718 Using Genetic Algorithm‖, IRACST – Engineering Science and Technology: An International Journal (ESTIJ)Vol.2, No.4, August 2012,pp.532-537
[18] Mr.Ch.Madhu.V.N, .Prof., A.V.N.L. Sharma, Dr.K.VenkataSubbiah, ―Optimization of cutting parameters for surface roughness prediction using artificial neural network in CNC Turning‖, IRACST – Engineering Science and Technology: An International Journal (ESTIJ), Vol.2, No. 2, April 2012,pp.207-214 [19] J.S.Senthilkumaar1; P.Selvarani2 and RM.Arunachalam3,
―Selection of Machining Parameters Based On the Analysis Of Surface Roughness And Flank Wear In Finish Turning And Facing Of Inconel 718 Using Taguchi Technique‖, Emirates Journal for Engineering Research, November 2010,pp.1-19.
[20] Mathew.A.Kuttolamadom,SinaHamzehlouia, M. LaineMears, ―Effect of Machining Feed on Surface Roughness in Cutting 6069Aluminum‖, Clemson University - International Center for Automotive Research,2010,pp.1-19.
[21] H.M.Somashekara, ―Optimizing Surface Roughness in Turning Operation Using Taguchi Technique And Anova‖ ,International Journal Of Engineering Science And Technology (IJEST)ISSN, Vol. 4 No.05 May 2012,pp.1962-1973.