VÝSKUM VÝVOJ A EXPLOATÁCIA EXPLÓZIE
V TECHNOLOGICKÝCH PROCESOCH
Research, Development and Exploiting the Explosion in Technological
Processes
Milan Turňa, MtF STU, Katedra zvárania, J Bottu 23, 917 24 Trnava, [email protected]
Petr Nesvadba, EXPLOSIA, a.s., VÚPCH Pardubice – Semtín, [email protected] Abstrakt:
Technologické spracovanie materiálov explóziou patrí stále medzi humánne používanie priemyselných trhavín. V bývalom Československu sa vyriešilo viacero významných úloh pre priemysel a prispelo sa aj k objasneniu mechanizmu vzniku spojov pri zváraní explóziou, resp. naváraní. Výskum bol zameraný predovšetkým na plátovanie materiálov, výrobu viaczložkových bimetalov, tvárnenie, kompaktovanie, delenie materiálov, spevňovanie, odstraňovanie napätí vo zvarových spojoch a pod. Na technologické procesy sa prevažne používali vynikajúce trhaviny typu SEMTEX, ktoré sa mohli používať bez ochrany urýchľovaného materiálu. Na Slovensku výrobu technických trhavín realizuje ISTROCHEM, a.s. Bratislava. Skúsenosti s ich používaním na zváranie, tvárnenie, delenie a pod. sú menšie ako v ČR.
Snahou autorov je poukázať na význam tejto technológie, ktorá je v súčasnosti nedocenená tak na Slovensku ako aj v ČR, kde VÚPCH Pardubice – Semtín patril a aj patrí medzi špičkové pracoviská s takmer 40 ročným výskumom uznávaným nielen v Európe ale aj v rámci priemyselne najvyspelejších štátov sveta. V spolupráci so SjF SVŠT a posledné roky s MtF STU v Trnave sa táto technológia opäť snaží osloviť potenciálnych odberateľov doma i v zahraničí. Vplyv na životné prostredie sa v súčasnosti vo svete rieši napr. technologickým spracovaním materiálov pod vodou.
V príspevku sa pojednáva o zváracom procese, parametroch zvárania, príprave materiálov na zváranie, vyhotovení spojov rôznych materiálových kombinácií a hodnotení kvality spojov. Spomenuté sú tiež iné technologické procesy realizované trhavinami (spevňovanie Hadfieldovej ocele a pod.).
Dôkazom, že technológie súvisiace s využitím trhavín sú stále aktuálne je fakt, že v Japonsku sa v roku 2004 konala medzinárodná konferencia, kde odznelo 79 prednášok z oblasti základného, aplikovaného výskumu a využitia explózie v technologických procesoch. Tiež túto skutočnosť potvrdzuje fakt, že sa v rešeršiach permanentne objavuje zváranie explóziou a príbuzné procesy ( napr. Ref. žurnal SVARKA).
Abstract:
Technological processing of materials by explosion still belongs to human applications of industrial explosives. Several significant tasks were solved for the industry in the former Czechoslovakia and also the mechanism of joint formation in explosion welding and/or surfacing was elucidated. The research was oriented mainly to explosion cladding of materials, production of multicomponent bimetals, forming, compacting and splitting of
The intention of authors is to point out the significance of this technology, which is at present not duly appreciated both, nor in Slovakia but neither in the Czech Republic, where the research institution VÚPCH Pardubice – Semtín was and still belongs to top research workplaces in this field with almost 40 year tradition in research, acknowledged not only in Europe but also within the most advanced countries of the world. In cooperation with the Engineering Faculty of STU and in recent years also with the Faculty of Materials and Technology of STU Trnava, this technology is appearing anew and is trying to address its potential customers home and abroad. The unfavourable impact of this technology on life environment is at present solved in the world for example by technological processing of materials under water.
This contribution deals with explosion welding process, welding parameters, preparation of materials, fabrication of joints of diverse material combinations and quality assessment. Also other technological processes realised by use of explosives are mentioned (hardening of Hadfield steel etc.).
The proof that the technologies related with use of explosives are still topical today may be also the fact that an International Conference on Explosion was held in Japan in 2004, where 79 lectures were presented from the field of fundamental and applied research and also from the field of utilisation of explosion in technological processes. This fact is also supported by the finding that the explosion welding and allied processes are permanently appearing in literary searches (Ref. Journal SVARKA).
This contribution deals with explosion welding process, welding parameters, preparation of materials, fabrication of joints of diverse material combinations and quality assessment. Also other technological processes realised by use of explosives are mentioned. 1. Úvod
Zváranie explóziou a príbuzné technologické procesy patria do kategórie špeciálnych metód technologického spracovania materiálov. Všetky procesy sú charakterizované veľmi krátkymi časmi a vysokými rýchlosťami (rádove v km/s). Technologické procesy sa odlišujú od klasických technológií a preto treba poznať podstatu technologického procesu, jeho parametre a požadované vlastnosti spracúvaných materiálov. Vplyv parametrov a podmienok technologického spracovania materiálov explóziou vplýva na kvalitu produktov špecificky, často veľmi odlišne ako je tomu pri klasických technológiách. Rôzne sú tiež kritériá pre posudzovanie zvariteľnosti kovov a ich zliatin v porovnaní s klasickými tavnými, či špeciálnymi technológiami zvárania koncentrovanými zdrojmi energie (plazmový oblúk, elektrónový lúč, laserový lúč).
2. Situovanie zváraných materiálov
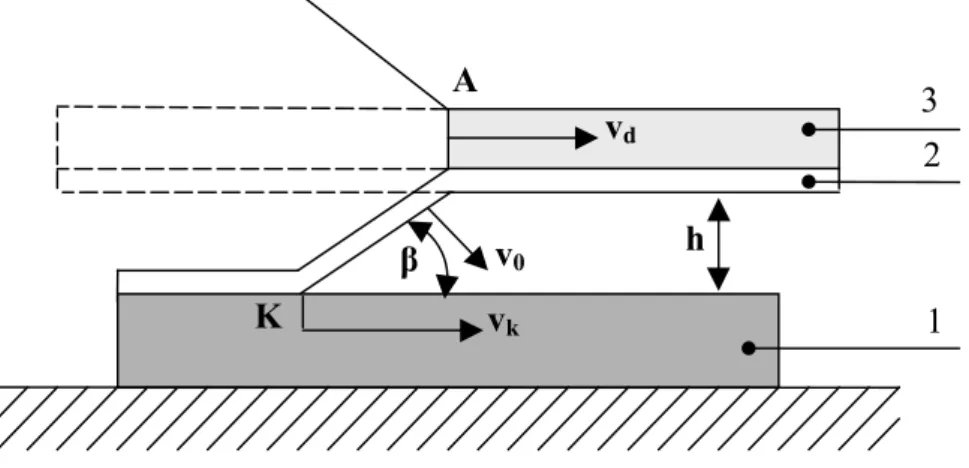
Na zváranie (plátovanie) sa používa prevažne paralelné situovanie zváraných materiálov, kde jeden z parametrov h (dištančná vzdialenosť) je konštantný.
Paralelné usporiadanie je charakteristické tým, že α = 0 a vk = vd (obr. 1).
Zvárané materiály sa situujú v definovanej vzdialenosti potrebnej na urýchlenie materiálu na konečnú rýchlosť letu. Trhavinová nálož (často sypkej konzistencie) sa umiestňuje do rámika spojeného s urýchľovaným materiálom, ktorý má spravidla definovaný presah [4].
Obr. 1 Paralelný spôsob situovania zváraných materiálov [4] Fig. 1 Parallel method of assembly of parts to-be-welded
1 - stabilný materiál, 2- urýchľovaný materiál, 3 – trhavina, h dištančná vzdialenosť, A -čelo detonačnej vlny, K - miesto zrázu zváraných materiálov, vK - rýchlosť zrázu, vd
-detonačná rýchlosť trhaviny, v0- rýchlosť letu urýchleného materiálu, ββββ - dynamický uhol
zrázu [4].
3. Priemyselné trhaviny
V súčasnosti je vo svete veľké množstvo priemyselných trhavín, ktoré je možné použiť na technologické spracovanie kovov ale aj nekovových materiálov. Najznámejšie v ČR a na Slovensku sú priemyselné trhaviny s označením Semtex S (najviac používaná trhavina bola Semtex S 25 a v súčasnosti Semtex S 30). Výrobca je EXPLOSIA, a.s. Pardubice – Semtín. Dosiahol sa s nimi celý rad vynikajúcich výsledkov v priemyselnej praxi. Trhaviny vyrábané na Slovensku sú napr. DAP 1, DAP 2, Carbodanubit, SLAVIT V. Trhaviny typu DANUBIT nie sú vhodné pre spracovanie kovov explóziou, majú vysokú detonačnú rýchlosť. V Poľsku sa napr. na urýchľovanie používa trhavina Plateronit – 20 a ako rozbuška Platenit 30.
V podstate každá trhavina má svoj diagram závislosti detonačnej rýchlosti od hrúbky trhaviny. Spravidla sa volia trhaviny, ktoré spĺňajú podmienku tzv. podzvukového zrázu. 4. Požiadavky na zvárané materiály
Zvariteľnosť materiálov pri zváraní explóziou závisí od chemického zloženia, stavu, hrúbky, konfigurácie a fyzikálno-mechanických vlastností. Od materiálov (predovšetkým od urýchľovaného) sa vyžadujú dobré plastické vlastnosti. Zvarové plochy musia byť kovovo čisté, požadovanej drsnosti, rovinnosti a tesne pred zváraním sa odmasťujú.
5. Parametre zvárania a zvariteľnosť kovov
Parametre zvárania kovových materiálov sú v podstate uvedené na obr.1.
Matematickým spracovaním veľkého množstva meraní stanovili Vacek, J. a Chládek, L. nasledujúce empirické vzťahy, pre detonačnú rýchlosť a uhol odklonu urýchľovaného materiálu pre trhavinu Semtex S 25:
3 2 1 A K vd v0 vk h β
ω ϑ / 1 3562 , 0 . 003233 , 0 3735 , 0 + − = he (2)
kde ω je pomer násobkov hrúbky trhaviny a mernej hmotnosti trhaviny k násobku hrúbky a mernej hmotnosti urýchľovaného materiálu.
Základným predpokladom vzniku prúdu (trysku) a spoja je, že sa kov chová ako vysokoviskózna kvapalina. Toto je podmienené dosiahnutím určitej minimálnej hodnoty rýchlosti zrazu (vK). Prúd vznikajúci v procese zrázu má výrazný čistiaci účinok. Jeho hrúbka musí byť dostatočná a závisí od dynamického uhla zrázu (β). Preto možno podmieniť dosiahnutie kvalitného spoja aj určitou minimálnou hodnotou uhla β. Na druhej strane, pri vysokých rýchlostiach zrázu a veľkých dynamických uhloch zrazu vzniká na rozhraní zváraných materiálov relatívne hrubá kvázi roztavená vrstva. Oblasť vzniku zvarových spojov možno vyjadriť v súradniciach ββββ - vK (obr. 2) [1,2].
Obr. 2 Oblasť vzniku zvarových spojov (okno zvariteľnosti) Fig. 2 Range of welded joint formation (weldability window)
1 - horná hranica oblasti zvárania, 2 - dolná hranica oblasti zvárania, 3 - oblasť bez zvlneného rozhrania, C0 - rýchlosť zvuku v spojovaných kovoch Zvariteľnosť vybraných kovov a ich kombinácií je dokumentovaná na obr. 3.
Obr. 3 Zvariteľnosť kovových materiálov a ich kombinácií Fig. 3 Weldability of metallic materials and their combinations
5. Príklady zvárania a iných procesov z technickej praxe
Výskum a aplikácia explózie v technologických procesoch neustále pokračuje a zdá sa, že sa presúva viac do priemyselne vyspelých štátov, ktoré v minulosti tejto problematike nevenovali až takú pozornosť.
V poslednom období sa naďalej rozvíja zváranie kombinovaných materiálov, výroba viaczložkových kompozitov, tvárnenie, delenie, spevňovanie, kompaktovanie a pod. Študuje sa vplyv detonácie na štruktúrne charakteristiky materiálov, rozširujú sa technologie pod vodou. Veľká časť výskumných prác sa venuje modelovaniu technologických procesov vrátane tvorby softvérov.
Aplikace listových trhavin pro výbuchové zpevňování kovů
Již několik let se uplatňuje u některých strojírenských výrobků výbuchové zpevnění pomocí rázové vlny vybuzené tenkou vrstvou brizantní trhaviny. Jedná se o jednu z mála metod využití konstrukčních účinků výbušniny a získání materiálů s lepšími vlastnostmi, především s vyšší pevností a tvrdostí. Tato metoda se nejvíce rozšířila při zpevňování odlitků z Hadfieldovy oceli. Jedná se o manganem legovanou austenitickou ocel schopnou velkého zpevnění a používá se na součásti vystavené působení silných rázů a opotřebení. Jednou z předností výbuchového zpevňování, je možnost zpevnit tvarově složitější součásti. Tím tato metoda konkuruje klasickému mechanickému způsobu zpevnění, při kterém už během zpevňování dochází k objemovým změnám a opotřebení.
Mechanismus zpevnění:
Detonací brizantní trhaviny v těsném kontaktu s kovem se vybudí rázová vlna o vysokém tlaku (okolo 20 GPa) velmi krátkého trvání. Procházející rázová vlna a odražené vlny vygenerují větší či menší množství defektů v krystalové mřížce kovu (vakance, dislokace, dvojčatění). Pevnost a tvrdost kovu zpracovávaného procházející rázovou vlnou se tímto způsobem zvyšuje bez makrodeformací. Nárůst tvrdosti se přisuzuje i dodatečné přeměně přesyceného austenitu na martenzit. Materiál je navíc schopen si i přes značné zpevnění a zvýšení tvrdosti zachovat poměrně vysokou houževnatost, dokonce vyšší než jakou vykazuje konvenčně za studena tvářená ocel při stejném stupni zpevnění. U manganové (Hadfieldovy) oceli lze nárůst tvrdosti změřit průměrně do hloubky 30 mm. Na povrchu kovu lze běžně dosáhnout tvrdosti 350 HB a více oproti výchozí tvrdosti, která po homogenizaci dosahuje hodnot okolo 180 až 200 HB. Tvrdost spojitě klesá do hloubky až na výchozí úroveň tvrdosti materiálu. Maximální hodnoty tvrdosti se pohybují okolo 500 HB.
Mechanismem zpevnění austenitické manganové oceli se zabývala řada autorů. Celý děj není dosud zcela jednoznačně popsán. V České republice se tato metoda uplatňuje od počátku 60. let, ale touto problematikou se detailně zabývalo jen velmi málo autorů.
Vlastnosti trhaviny pro výbuchové zpevnění kovu a její aplikace:
Pro výbuchové zpevnění kovů se dnes převážně používají listové nálože brizantní trhaviny. Detonační rychlosti těchto trhavin se pohybují okolo 6000 až 7000 m.s-1 a tloušťky listů trhavin okolo 2 až 3 mm. Tloušťka trhavinové vrstvy ovlivňuje hloubku zpevnění, výsledná tvrdost se ale s tloušťkou trhavinové vrstvy příliš nemění, protože amplituda tlaku rázové vlny je na tloušťce trhavinové vrstvy téměř nezávislá.Používat větší tloušťky náloží je nežádoucí i z důvodu namáhání zpracovávaného odlitku z Hadfieldovy oceli. Proto se aplikují tenké listové nálože opakovaně na jedno místo dvakrát až třikrát. Další důvod vícenásobného
znesnadňuje přilnavost trhaviny. Přitom je nutné, aby trhavina byla v těsném kontaktu s povrchem kovu bez jakýchkoliv vzduchových mezer a přilnula k povrchu kovu ve všech ohybech a hranách. Vzduch uzavřený v dutinách mezi zpevňovaným povrchem a trhavinou způsobuje na povrchu materiálu defekty. Zde vyplývá požadavek na tvárnost a přilnavost listové trhaviny. Samozřejmostí je konstantní tloušťka trhavinové vrstvy aplikované na povrch kovu.
Složení trhaviny je ve výsledku kompromisem mezi požadavky z hlediska aplikace a požadavky z hlediska technologie výroby trhavin a nelze vynechat hledisko ceny trhaviny. Ceny trhaviny a náklady na výbuchové zpevnění se promítají do ceny výrobku a musí být úměrné získané životnosti výrobku.
Listová nálož se připravuje z polotovaru dané listové trhaviny vytvořením vhodného tvaru (zpravidla vykrojením a vytvarováním). Tvar vychází z geometrie zpevňované plochy. Polotovarem pro výrobu nálože jsou listové trhaviny válcované nebo šnekované do různých formátů např. listů tloušťky od 0,8 do 10 mm, šířky několika stovek mm a délky několika metrů. Výrobci samozřejmě přizpůsobí tloušťku a rozměry listů trhaviny požadavkům zákazníka. Nálož se klade na místa, která budou v budoucnu nejvíce vystavena opotřebení, jsou čistá a po finální úpravě. Přitom se předpokládá, že například odlitek z Hadfieldovy oceli je vhodně tepelně zpracován, nevykazuje žádné licí vady, zejména povrchové a podpovrchové vady. V opačném případě se po odpálení nálože tyto vady projeví, často jsou rozpoznatelné na povrchu kovu pouhým okem a brání dalšímu zpracování nebo užití výrobku. Do jisté míry lze považovat výbuchové zpevnění za určitou kontrolu jakosti odlitku. Po prvém odpalu nálože navíc dochází k vyrovnání tvrdosti povrchu kovu. Rozdíly v tvrdosti před výbuchovým zpevněním jsou často dány způsobem opracování povrchu odlitku, např. způsobem třískového obrábění. Už po odpálení jedné nálože je dosaženo poměrně dobré hloubky zpevnění. Pro zvýšení tvrdosti se následně aplikuje stejným způsobem druhá případně třetí nálož. Rozsah a způsob zpevnění je závislý na konkrétním výrobku z lité manganové oceli. Zvláštní pozornost musí být věnována místům jako jsou hrany a konce zpevňované součásti, kde není možné opomenout účinky odrážených napěťových vln.
Ve Výzkumném ústavu průmyslové chemie v Pardubicích se standardně zpevňují lité srdcovky železničních výhybek z Hadfieldovy oceli trhavinou domácí produkce Semtex® 10 SE. Na obr. 4 je celkový pohled na litou železniční srdcovku a na obr. 5 ukázka aplikace listové trhaviny při zpevňování hrotu srdcovky. Jedná se o nejčastější aplikaci výbuchového zpevňování kovů. Příležitostně se výbuchově zpracovávají například lité součásti drticích zařízení z obdobného materiálu.
Obr. 4 Celkový pohled na odlitek srdcovky určené k výbuchovému zpevnění Fig. 4 A view on crossing frog casting destined for explosion strengthening
Obr. 5 Aplikace listové nálože na hrot srdcovky Fig. 5 Deposition of a plate charge on the crossing frog point
Metoda výbuchového zpevňování kovů pomocí listové trhaviny je rozšířena pouze v několika zemích, přičemž parametry trhavin a vlastní technologické postupy jsou víceméně obdobné. Uvedená metoda zpevňování vyžaduje velmi sofistikovaný přístup při zacházení s plastickými listovými trhavinami pro docílení potřebných vlastností výrobku. Dobrých výsledků je dosahováno zejména u nejvíce rozšířené aplikace, tedy u výbuchového zpevňování litých srdcovek železničních výhybek. To má především ekonomický přínos z hlediska zvýšení odolnosti vůči opotřebení, tj. životnosti výrobku. Vzhledem k tomu, že každý výrobek je určen pro konkrétní účely a odlitky z Hadfieldovy oceli nejsou vždy koncipovány pro výbuchové zpevnění, nelze očekávat masové rozšíření aplikace zejména u odlitků s tenkou stěnou, drobných tvarově členitějších součástí nebo součástí, u nichž je jako finální úprava třískové obrábění.
6. Záver
Z prehľadu zahraničnej literatúry treba konštatovať, že technologickému spracovaniu materiálov explóziou sa vo svete venuje dostatočná pozornosť. Mimoriadne vysokými tlakmi sa dosahujú často špeciálne stavy materiálov od amorfných až po vytvorenie takých materiálov ako je syntetický diamant.
Je evidentné, že do technológie založenej na detonácii trhavín sa investujú pomerne veľké prostriedky tak v oblasti základného ako aj aplikovaného výskumu. Možno spomenúť také inštitúcie a ústavy ako je napr. Los Alamos Nat. Lab, Apllied Physics Division; Research Center for Adv. Sc. and Technology, University of Tokyo; Mech. Eng. Research Lab., KOBE Steel Ltd. (Japan); Dep. of Mech. & Aerospace Eng., Univ. of California, San Diego; Lab. for Mech. Properties and Thermodynamics of Materials, Univ. of Paris; Defence Metallurgical
(Japan); Dep. of Metallurgy & Mat. Eng. Univ. of Teheran; Russian Federal Nuclear Center – All Russian Inst. of Exp. Physics, Niznij Novgorod; Defence R&D Suffield (Canada) a pod.
Z prehľadu literatúry možno urobiť záver, že technologické spracovanie materiálov je stále aktuálne a že sa tejto problematike treba venovať naďalej tak v ČR ako aj SR. Je tu história, dosiahnuté vynikajúce výsledky v oblasti základného aj aplikovaného výskumu. Svetový trend je v oblasti plátovania, kompaktovania, ovplyvňovanie štruktúry a stavu materiálov, vývoj nových materiálov vysokých technických parametrov a pod. Poznatky sa dajú tiež aplikovať pri haváriách mobilnej techniky (vrátane lietadiel), explóziách v kriminálnej praxi a pod.
Stálo by za zváženie založiť v rámci EU sieť a následne z nej Frame Work, kde by mohli postupne participovať viaceré štáty. V Európe sa okrem ČR a čiastočne Slovenska realizuje výskum a v technickej praxi sa aplikuje spracovanie materiálov explóziou aj v Poľsku, Bulharsku, Slovinsku, Nemecku, Francúzsku, Holandsku, Švédsku, Anglicku, Srbsku a Čiernej Hore. Zaujímavá by bola tiež spolupráca s ústavmi na Ukrajine, v Rusku a Bielorusku.
V príspevku sú uvedené čiastočné výsledky získané v rámci Projektu:1/3191/06 „Progresívne metalurgické spájanie špeciálnych a kombinovaných materiálov ekologicky vhodnými technológiami a prídavnými materiálmi“, GA VEGA MŠ SR a SAV.
Literatúra:
[1] Deribas, A. A.: Fyzika upročnenija i svarki vzryvom. Novosibirsk, 1972.
[2] Chládek, L. – Němeček, J. – Vacek, J.: Výbuchové svařování kovů a příbuzné procesy. SNTL Praha, 1979.
[3] Turňa, M.: Špeciálne metódy zvárania. Zváranie explóziou. Alfa. Bratislava, 1989. [4] BLAZYNSKI T. Z.: Explosive welding, forming and compaction; Applied Science Publishers London and New York, 1983, p. 187 - 188.
[5] Eplosion, Shock Wave and Hypervelocity Phenomena in Materials. Proc. of the 1st Int. Symp. Kumamoto, Japan, 15-17 March 2004.
[6] Turňa, M.: Zváranie explóziou. Prednášky na Postgraduálnom štúdiu IWE (International Welding Engineer), ÚST FS ČVUT Praha a MtF STU, Trnava, 2006.
[7] Nesvadba, P.: Zváranie explóziou a príbuzné procesy. Odborné konzultácie. VÚPCH. Explosia. Pardubice – Semtín, 2006.
[8] Turňa, M.: Environmentálne vhodné prídavné materiály a technológie na spájanie kovových, nekovových materiálov a ich kombinácií. VEGA č. 1/0122/03. GA MŠ SR a SAV. Bratislava 2006.
[9] Referativnyj žurnal „SVARKA“. Svarka v tverdom sostojanii. Svarka vzryvom. Moskva 2004 – 2005.
[10] Smith, L. – Celant, M.: CASTI Handbook of Cladding Technology. CASTI Publishing Inc. ISBN 1-894038-30-4 Edmonton, Alberta, Canada, 2000.
[11] Referativnyj žurnal „SVARKA“. Moskva 2004 – 2005.
[12] Dragobeckij, V.V.: Nekotorye aspekty ispolzovania processov svarki i upročnenia vzryvom v metalloobrabotke. Technol. mašinostroenia. 2003, Nr. 5.
[13] Jakovlev, M.A. – Strokov, OV.: Issledovanie i razrabotka technologii izgotovlenia svarkoj vzryvom tokoprovodjaščich uzlov aliuminievogo elektrolizera. Volgogradskij gos. techn. universitet. Politechnik. 2003.
[14] Mustafa, A. a kol.: Investigation of Explosive Welding parameters and their Effects on Microhardness and Shear Strenght. Mater. & Des. Karabuk. 2003, 24. Nr. 8, p. 659-664. [15] Krivencov, A.N. a kol.: Raspredelenie energii pri svarke vzryvom. Svar. proizv. Nr 5, 2005, s. 26-33.