RIT Scholar Works
Theses Thesis/Dissertation Collections
12-1-1996
A Study utilizing halftone based digital proofing
systems in the flexographic printing process
William Hanna
Follow this and additional works at:http://scholarworks.rit.edu/theses
This Thesis is brought to you for free and open access by the Thesis/Dissertation Collections at RIT Scholar Works. It has been accepted for inclusion in Theses by an authorized administrator of RIT Scholar Works. For more information, please [email protected].
Recommended Citation
Printing
by
William James Hanna
Athesis submittedinpartialfulfillment ofthe
requirements forthe degreeofMasterofSciencein the
SchoolofPrintingManagementand Sciencesin theCollege
ofImagingArts andSciences ofthe
Rochester InstituteofTechnology
December 1996
Rochester Institute of Technology Rochester, New York
Certificate of Approval
Master's Thesis
This is to certify that the Master's Thesis of
William James Hanna
With a major in Printing Technology
has been approved by the Thesis Committee as satisfactory for the thesis requirement for the Master of Science degree
at the convocation of
May 1997
Thesis Committee:
Joseph L.Noga Thesis Advisor
Joseph L.Noga
Graduate Program Coordina tot
Flexographic Printing Process.
I, William James Hanna,prefer to be contactedeach time a request for repro-duction is made. I can be reached at the following address:
William James Hanna 2 Sanford Avenue
Amsterdam, New York 12010
I wish to thank thefollowing:
My friends for theiradviceand support;
Jamisen Gingerelli,JamesRecene, Timothy Conroy,JenniferKerrigan, and Stuart
Gallup.
My advisors for guidance;
Professor Joseph Noga,Mr. ChetDaniels (StatisticalDesign),Mr. Franz Sigg
(SystemCalibration),Professor BarryLee (Press Technology) and Professor Len
Leger.
My press crewforhelp above andbeyondtheoriginal scope ofthis project;
Mr. Phil Fisher (forjust abouteverything imaginable) and Mr. Dave
Dembrowski.
Thecompanies who generously supplied the goods and services Ineeded to completethis project;
Ms. AmyCarpinellaandMr. AndyKatzat Optronics,Mr. Mike Rook and Mr. Tim Harrigonat EastmanKodakCompany, Fasson Corporation, and Mr.Jim SmithatEnvironmental Inks.
And my familyespeciallymymother,MaureenHanna,withoutwhom my edu cation would nothave beenpossible.
Chapter One
Introduction 1-5
Chapter Two
Theoretical Basis 6-33
Flexography 6-11
The FlexographicPrintingSystem 7-8
FlexographicPrintingPlates 8
FlexographicSubstrates 9
Flexographic Inks 9
LimitationsoftheFlexographic Process 9-11
Proofing 12-29
What is aProof? 12
AHistoryinProofing 12-16
TypesofDigital Proofers 16-20
AdvantagesofDigitalProofing 21-23
Limitations ofDigitalProofing 23-24
TheFutureofDigitalProofing 25
HalftoneProofingSystems 25-30
Chapter Three
A Review ofthe Literature 34-42
Flexography: PrinciplesandPractices 34-35
UnderstandingDesktopColor 35-37
ElectronicProofingTechnologiesforFlexography 37-38
OffsettoFlexo 39
Changing Paradigm 39-40
Digital ColorProofingforFlexography 40-41
Chapter Four
Hypothesis 43-46
Chapter Five
Methodology 47-55
Chapter Seven
SummaryandConclusions 68-73
Bibliography 74-75
Appendix A
Buildinga Test Page Usingthe ISOStandard Color Image Data.... 76-92 WhatIstheISO Standard ColorImage DataandWhyIs ItBeingUsed? . . 76-77
LegalIssues 77-78
Assemblingthe Page 78-81
Press CalibrationandFingerprinting 81-89
MatchingtheProofstothePress Sheet 90-92
Appendix B
Dataand Statistics 93-121
Appendix C
Photomicrographs 122-170
Appendix D
Contractproofingforprintinghas been traditionallydone bypressproofing. This is costly and wasteful,notjust intermsof equipment and laborbutalso in
termsof expendables. The advent ofoff-pressproofingwas greeted with some degree ofuncertaintybytheprinting industry. Withpress proofing, theproof
was literallya preview ofwhat wouldhappenon a press. Thepressproof,
although oftenprinted on a differentpress, generallyused thesame typeof
inks, plates andsubstrate that would characterizethefinal print. Withoffpress
proofing,printers werecomparingapples to oranges;instead ofcomparing a
presssheet toa press sheet theywerecomparing apress sheet toan approxima
tionofa presssheet. However, overtimeas printers learned toread off-press
proofs, theybecame accepted as contract proofs. The same situationhasnow
befallen digitalproofs.
Intheparticularcaseofflexography, theproofingproblem isabit different.
Off-press analog proofs were designedwithlithographyin mind,they were charac terized to simulatelithographic dotgain. In ordertomake a proofthatlooks likea flexographicpresssheet, two sets offilmsare required;one which com
pensatesfor flexographic dot gain(this is thesetfrom whichthejob wouldbe
printed) andone whichhasextradot gainbuiltinto thehighlight and quarter tones (this is the setthat theproof wouldbemade from). This extra set offilms
iswasteful and timeconsuming to generate.
canbe builtintothe proofingsystem and no extrafilm isrequired to createthe
proof.Atthe mostbasic levelthere are two typesofdigitalproofers available;
those whichsimulatehalftone dotsand those thatdo not. Whetherornotthe
dots arenecessaryis opento discussion,however, inthecase of flexographythe
dots appear tobecrucial. Forthis researchdocument itwas decided that the
halftone dots were preferred.The reasonforthis isthat at about133 lpithe
rosette patterns formedbyhalftone dotsare atthe threshold of resolutionby the humaneye. For more coursescreen rulingsthisis even more critical. Muchof
flexographyisprinted at screen rulings of133 lpior lower, so veryoftenthe dots canberesolved bytheeye. Therefore, themindset atthebeginning of the
researchwas thatifthe dotscanbe resolved onthepress sheet then the dots
shouldberesolved on theproof.
Themajorthrust ofthis researchwasto observe whether or not a halftone-based
digitalproofer can simulatetheappearance of a flexographicpress sheet. Aflex
ographictestformwas created and printed on afilm based substrate. Apress
sheetwas sentto two vendors whomanufacturehalftoneproofers. Theproofing
systems are notmentioned byname; they are insteadreferred toasDigital Proof Aand B. They thenattemptedto matchthepress sheet ascloselyas possible.
Thus, throughreverse engineering, thevendorscreated a device profilefor this
set ofprintingconditions.Uponreceipt of the proofs, theywere comparedto
the press sheet interms of optical density,hue (AE) andhalftone dot size. Later,
a visual assessmentwas executedto observehowclosely thedigitalproofs
matchedthe press sheetusinga3M Matchprint, thathad been alteredto
approximate flexography, as thereference or control proof.
press sheetin someinstances and insignificant differences inothers. In terms of
the physical structure ofthe halftonedots, the3M Matchprinthadtheclosest
matchtothe press sheetdot structure. Interms of physical dot size;digital proof
Abestmatched the50 and 75% dotsand theMatchprintmatched the5% dots
thebest. In terms of optical density; digitalproofAbestmatched thedensity of
the25% dots,digitalproofBbestmatchedthe densityofthe 5% dots and the Matchprintbestmatched the50 and 75% dot patches. Interms ofAE values
(color orhuedifference); theMatchprintmostcloselymatched the press sheet, digitalproofB wasnext, and digitalproofAwaslast.
In terms of a visualmatch, the threeproofs were found to be statisticallyequal
in theirability tovisuallymatchthepress sheet. Thevisual matchbeingthe
most powerful ofthe criteria; shows thatthemeasurabledifferencesin the
proofs did notdirectly affecttheir abilitytomatchthepress sheet.
Theresults show thateither ofthe twohalftone digital proofscould have been
used inplace ofthe 3M Matchprint. The results also questionthe needfor
halftone dots ina proof.This is primarilybecausethetwohalftone digital
proofs utilized a different RIPthantheAgfagenerated films forthe 3M
Matchprint andflexographic press sheet.Yetthevisualobservationsmadeby
thejudges couldnot, at a normalviewing distance, discernthis difference. The
conclusionisthat there isnovisual difference betweenthehalftone digital
proofs andthe3MMatchprintproofinterms of
visually matchingthe press
sheet.
Introduction
"The colorproof,which isusuallymadebefore theproduc
tionrunfor customerapproval, isexpected tobe a reasonable representationofthe printedjob sothecustomer candeter mine whatmodifications, ifany, areneeded before printing.
Whenapproved itbecomes theguideforpressmentouse during makereadyto derivetheOK sheetthatis used for checking theprinting duringtherun. Ifthe proofdoesnot reproduce theprinting characteristicsoftheprocess thereis the risk ofdifficultyin gettingtheprintedjob tomatch the proof, which can resultinlong, tedious, expensive corrections onthe press, plate remakes,a dissatisfiedcustomer andpossi blyjob rejection."
Michael H. Bruno, 19891
Purpose andRational for Study
Thepurpose ofthisresearchwasto determineifa digitalhalftone proofingsys
tem is able tosuccessfullypredictthehalftone dot structure,ink densityand
hue (AE) aswell asvisuallyapproximate a flexographicpress sheetprintingon
aplasticfilm substrate (polypropylene). This isa relevant subjectto study becauseup to now, there hasnotbeen aproofing systemthathas beenable to
successfullycompensateforthehighamount ofdotgain present inthehigh lightportion ofthe tonescale in the flexographic printingprocess,ina timely fashion. Digitalproofingcould save a great dealof time and materials (especial
proofingis anytypeofproofingnotdoneon apress;this includes theexposure
based analogsystems and allformsof digitalproofing.
The initial formofproofingwaspressproofing, which usedthe sameink set
and substrateas thefinal product. Press proofs areconsidered tobethebest method ofpredictingthe appearance oftheprintedjob. Pressproofing isnot withoutitsdisadvantages; it isa labor intensive processandplates need tobe made everytime a proofis made. Ina film based environment,this means films and plates need tobe made each timea proofistobemade. This is a large amount oftime andmaterialsto waste ina production setting.
Differentpresses are used toproofandto print, "astyingup aproduction press forproofingisnot economicallyadvisable."2
"All presses aredifferent, notonly
in design,butin performance."3 Even if
thedesign oftheproofpress wassimi larto the designofthe flexographicproductionpress; there arecertainvariables
suchas, anilox roller and doctor bladecompositions or ages, thatwillprevent
theexact sameresultpress to press.
Inoff-press analogproofing,a series of exposures are madeto aphotosensitive
material.There aretwocategories ofthis typeofproof; anoverlayproof and an integralorsingle sheet proof. For proofingcriticalcolor,the overlay proofing
systems arenot accurate. This is dueto agraying effectcausedby eachsucces
sive colorbeinglayed down. With integralproofs, colorlayers are laminated to
dot gain on press and one hasadditional dot gainbuiltinto it. Thefilm withthe
additionaldot gainis thenused tomake the proof; ifthedesire isto match the
proofdot sizeto thepress sheet.
The dotgain present inthe midtoneportion ofthe tonescale canbe compensat
ed for inthe exposingprocess. Michael Brunostates that the polyesterbase on
the3MMatchprint, "actsasa spacerbetween theproof and thesubstrate which produces optical dotgain of about20-24% inthemiddletones. Thisis equivalent
to the mechanical dotgainexperienced inaverage magazineprinting . .
However, the dot gaininthehighlightsofanimageprintedby flexography can
notbeaccounted forin anexposurebased analog proofingsystem,withoutthe
use ofmultiple exposuresand masks or generatingmultiple films. Themask
insures that thehighlights areexposed independentlyofthe rest ofthe image.
Exposingwithout the mask, inan attempttomatch thehighlights, willresultin distortingthe midtonegain this istrue regardlessofwhether apositiveor a
negative system is inuse.
Ifahalftone digitalproofingsystem couldaccuratelypredictthehue(AE), den
sity,dotsize,andvisuallyapproximate aflexographic press sheet, thenpress proofsor off-pressanalogproofs would notberequired-thus savingvaluable
productiontime andmaterials (platesand film).
operator whattheyneed to know. This is especially true inflexography,the
highlight areas onthe continuous tone proof mightonlybear a slight resem
blance to thehighlights onthe presssheet. This is a problembecausea contract
proof; whichis legallybinding,issupposed to bean accurate representation of
whatwill come off thepress.
Thereare severalhalftone based digital proofingsystems onthe markettoday.
Eachuses different imaging schemes andcolor control varies from systemto
system,buteachonepromises a dot for dotrepresentation of theprinted page.
Two systems werestudied; in the interestof each ofthecompanies investments
-none wereidentifiedbyeithercompanyorby product name(inthe results section). Theyinstead were referred toas Digital Proofing SystemAand B. A brief descriptionof eachis used todifferentiate betweenthe technologies that
driveeach system.Athird systemwasto be studied;butthemanufacturer dropped out oftheproject. Itwaslater determined that the 3M Matchprint
would beused as a referenceandbecame thethird (althoughnot digital)proof ing system.
This researchinvestigatedthethree systems todeterminetheirabilityto simu late the reproductionofaflexographic pressrun intermsofhalftone dotsize, density,hue (AE) and invisualappearance.Apressrun was performed ona
polypropylene substrateknown as Primax,which ismanufacturedbyFasson. The results ofthispressrunwere used asthestandard press sheetfor the digital
1 Bruno, Michael. Principles
ofColorProofing. Gama Communications, Salem. 1986. p 1.
2 Sigg, Franz. Personal interviewconducted at RITonNovember 20, 1995.
3
Bruno, Michael. Principles ofColorProofing. GamaCommunications, Salem. 1986. p4.
4Ibid,
Theoretical Basis
Flexography
Flexographyis a direct rotary printingmethod which uses reliefimageplates
made of a photopolymer or rubber. Unlikehard metalplates; flexo plates are
displaceable. Sincetheprocess isadirect rotaryprocess; foreveryrevolution of
the cylinder animage isproduced. CharlesWeigand said,"the plates are
affix-ableto plate cylinders ofvarious repeat lengths,inkedbya cell-structured
ink-meteringroll,with orwithout a reverse-angledoctorblade, andcarryinga fast
dryingfluid ink toplatesthatprintontovirtually anysubstrate, absorbent or
nonabsorbent."1
Flexographyhasthe advantage ofbeingabletoprintona varietyofsubstrates;
fromnewsprintto plasticbased filmssuch aspolyethylene. Both spot color and
process color are often used byflexographicprinters. Theprocess is often used
in the packagingportions of theprintingindustry. Infact, as Richard Neumann
pointedoutin Flexo & GravureInternational; thepercentage ofpackage print
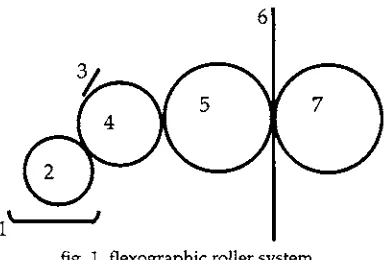
sists of the following: 1) inkfountain, 2) ink-fountain roller, 3) doctor blade
(unless thepress contains a two-roller system),4) anilox or ink-metering roller,
5) printingplatecylinder, 6) thedesired substrate, and 7) the impressioncylin der (see fig. 1)
fig. 1 flexographicroller system
Theink-fountainroller takes inkfromthe inkfountain transferringitto the
anilox roller. Theanilox rollhas cellsengravedinto it, thesize and frequency of these cells meterthe amount ofinktransferred ontotheplate. Thedoctor blade
is used to scrape offanyexcess inkontheanilox rollerto insurethata uniform
amountofink istransferred to theprintingplate cylinder. Theamount ofink
transferredto the plateis directlyrelated to thenumberand type ofcells
engraved intothe roller. The highfrequencycell counts containmanycells,
whichare smallerin circumferenceand shallower indepthwhencomparedto courser cell counts. The highercell counts are generallyused for higherfrequen
cy halftone line screens.
Ina two-rollerflexographic system, onewithout adoctorblade,the ink-fountain
roller (2) runs slowerthanthe anilox roller (4);the excess inkisactually
[image:18.516.140.334.200.330.2]a doctorbladeis used ornot; the next actionis inkbeingcarriedto theplate then to the desired substrate (6),whileusing theimpression roller(7) to support
thesubstrate.
FlexographicPrintingPlates. Exposure of platesis averycritical processin flexog
raphy (this is trueofany printing process),so theexposure processwillbe
examinedhere. Printing plates fortheflexoprocess are madeof either a rubber
or a photopolymer substance. "Rubber platesare flexible,resilient and havethe
printingimage inrelief."3These
plates are duplicates madefrom a matrix,
whichis fromanoriginal patternplate. Thebasicprocedure forproducingrub
berplates is as follows: "1) makingmaster pattern metalengravings or hard
durometerphotopolymer platesbyexposure through aphotographic negative
andprocessingby acidetching (metals) orsolvent wash (photopolymers),2)
makinga phenolic matrixmold ofthemaster patternplate,3) rubberplate
molding fromthe matrixmold."4
Aphotopolymerisa lightsensitive material, thatis usedinmany printing
processes for printingplates, filmsand proofingmaterials.Photopolymers are
available inboth liquid formand solid sheets intheneeded platethickness. The
procedure forproducingphotopolymer platesis asfollows: "1)backexposure
ofbase toUV lightto harden(cure) floorand establish reliefdepth, 2) face expo
sure ofsurface toUVlightthrough the negative toharden (cure) printing
images,3) washoutin appropriate solventtoremove unexposed polymer and
leave printingimages inrelief,4) dryto remove absorbed solventandrestore
gaugethickness, 5) postexposeto finalcure of floorandcharacter shoulders,6)
print onmany differenttypesof substrates. However,when lookingatthe two
leaders; paper and film-based stocks,it appearsthatfilmisbecomingmore pop
ular. IntheJuly 1995 issueofFlexo,CatherineHeckman cited "requests for film
facestockapplicationshaveincreased morerapidly than thosefor paper, averag
ing 15 to20 percentversuspaper growth at8to 10 percent,with thelargest
growth dominatedbythe health/beautyindustry."6
FlexographicInks. As withallprintingprocessesusing inks, flexographic inks
have three components: 1) the colorant, 2) the vehicle,and3) additives. Thecol
orantis theportion oftheink fromwhichit getsitscolor or hue. Thematerial
usedas the colorantis either a dye or apigment; themaindifferencebetween
the two beingthat dyesare soluble inthevehicle. Thevehicle is anearlycolor
less fluid thatis expectedtocarrythe colorantfromthe inkingsystemto the
substrate. Flexographic inksare fluid inksthatdry quicklybetween printingsta
tions on a multicolor press.
Limitations ofthe Flexographic Process. The biggestprobleminflexography seems
tobe the highamountofdotgainwhen compared to otherconventional print
ingprocesses. This is duetothe physicalmakeup oftheprintingplate; as stated
earlier, the flexographicplate ismade ofrubber or a photopolymer whichcanbe
easily compressed. This compressioniscaused bythepressurebetweenthe
plate cylinder andthe impression cylinder. The resultis thatthedots are
"squashed"
and print largerthanthefilm dots orthe dotsonthe plate when not
halftone dots are the smallestand will distortto a greaterextent than the
mid-tone and shadow areaswhenexposed toanequal amount of pressure.Aprocess
such as offsetlithographydoesnot encounterthis as DonAlldianstated, "...
conversely, the offset plate is hard or rigid and therefore doesnot experience the
same squeezingeffect."7
Thisamount ofdotgainis, ofcourse, inadditionto thenormal amounts of opti
cal andmechanical dotgainassociated withany printingprocess. According to
Gary Field, mechanicalorphysical dotgain is"the gain inthe dotarea" and
optical dotgain is "darkeningofthewhitepaper around thedotcaused bylight
scatterwithin the substrate."8The
darkeningthatMr. Fieldrefers tois in regard
to lithography. Optical dot gain will occurregardless ofsubstrate type, color or
printingprocess.
Anotherconsiderationis imagedistortion dueto plate curvature. Allprinting
plates, regardless of construction will distorttheprint tosome extent when
curved around the platecylinder,however, flexographicplatedistortionis more
noticeable. Inorderto remedythis situationthefollowingequation couldbe
used:
factor based on platethickness
printed repeatlength = percentelongation
The factor forplatethicknessdiffers depending onwhetherornottheplate was
separatelymounted to a stickyback or premounted.Stickyback platemountingis doneby mountingtheprintingplate onto an adhesivestickybackwhichisthen
attached to theplatecylinder. Premounting theplate or conventional plate
was mounted separately, thefactoris 3.1416 (n) times twicetheplatethickness.
Ifthe plate wastopremounted the factorwould ben timesthe platethickness. The actual distortioncompensationcould beaccomplished either
photomechan-ically or electronically (onthedesktop).
Trappingis also anissuein flexography. First,a distinctionneeds tobe made between a prepress trap and a press trap. Aprepresstrap iswhat usedto be
morecommonly knownas
"spreading"
and "choking". "Trapping istheover lapping of variouscolors ina design to preventtheirseparatingas a result of
registration movementduring printing."9
Apresstrap is how well alayer ofinktransfers onto a substrateor another layer
ofink. Thetrap thatisaddressedin thisresearchisthe prepresstrap. Trapping is more critical in flexothan inlithographyThis isbecause flexopresses gener
ally operate athigherspeeds. "The flexopress, therefore, needstohave addi tionalcolor-to-color tolerancesasopposed to theoffsetpress."10The
accepted
trap amount in flexo is0.031 (1/32)ofaninch.
There isalso a certain amount ofdifficultyinholding a vignettein thehigh lights. Inother wordsthe abilityto "taperthesize ofthehighlight dotsuntil
only thebase colorofthesubstrate
shows."11 Whatthis
means inthe case of a
halftone image is that,therewill bea "cut
off"
in thehighlights. Sincethehigh
light dots are
"squashed"
onthe plate, theyprintlargerthanthey are supposed
to. Thetapering isnot as effective asinlithography, in flexographythehighlight dots gain to abouta 10-14% dot, thusthere isnot a taperingtransition from
Proofing
What is a Proof?
Aproof, inthe graphicarts, isessentiallya prediction oftheappearance ofthe
final printed product. Thereare severalmethods ofdoingthis; oneway isusing
a printingpressto generate a proof underconditions similarto those thatwould
beused forthefinalprinted product. Anothermethodis offpress proofing,
which canbeeither analogordigital. Analogoff-press proofs are filmbased, while digitalproofs donot requirefilm. Whetheranalogor digital,bothutilize tonersor dyesto simulate theinks of a givenprintingprocess. Yetanother
method ofproofing iscalled softproofing, whichinvolves viewing aCRTcali
brated for a given set ofprintingconditions.
AHistory in Proofing:
Press Proofing. Theoldestmethod ofproofing isprintingunderconditions very
closeto those ofthe productionpressrun. Althoughtheclosest method of pre
dictingthe outcome ofthepressrun, this approach isnottime ormaterials
AnalogOff-press Proofing. The firstphotomechanical off-press proofwaspro ducedby the United StatesArmy duringWorldWarII. This wasanoverlaysys
tem called Watercote and was oftenused bymap makers tochecktheir line
work and color. The Watercote system wascreated by Direct Reproduction Corporation.As experimentswith off-press proofingsystems continued, they became more complex;halftones andprocess colorsbeganto find theirway into
color proofing.According toHarveyTHolzapple, "halftoneproof[s] in process
colors, presenting ... an exact statement oftheoriginal separation negatives
thatwill show exactlywhat [image] thereis on yourplates."12
The3MCompany introducedthe ColorKeySystemin 1960. Itutilized dyesto
approximate theprocess color inkset. The ColorKeySystem isstill used today, inorderto checkpagelayout, colorbreaks andthe densitiesof colors. It is not, however, used tocheckforcolor accuracy.
In 1971, theDuPontCompanyintroducedtheCromalinProofingSystem. Prior
tothis, most customersdemanded actualpress proofs inorder toverify final
films. The Cromalinproofing systemis a compositeor integralproofin which
colorlayers arelaminated together toform a single sheet. "Becausethe
Cromalin overcamemanyproblems associated withoverlays such as the
grayed whites andtinted highlightsthat resultfrom lightabsorption and reflec tionamongmultiplelayers of polyester film. Itwas graduallyaccepted as an
Thesefilm basedproofing systems use light(generallyUV) exposures to image
onto animage carrier of some description, onefor eachofthe process colors.
The integralproofingsystemslike theCromalin ortheMatchprint are often
used as contract proofs inplace ofa pressproof.They are quite accuratein
regardsto halftone dotsize, inkhueand density, aswell asvisually predicting
what apress sheetwill look like. Some ofthesesystems proof directlyonto the
final substrate,while others simulatethe finalsubstrate. These systems were
created tobeused withlithography. Therefore,their inherentcharacteristics
morecloselymatch alithographic press run. Thiscanposeproblems whenthey
areused for flexography.
Today, there aremanyproducts that competeintheanalog proofing circle 3M
Matchprint, Enco Pressmatch,FujiColorArt, and KodakContractProofarejust
a few. Thecompanies that manufacturetheseproofingsystemshave developed
or aredeveloping digitalproofingsystems.
Digital Proofing. The initialpurpose ofdigitalproofingwasto emulatethestruc
tureofthe halftonedot; includingadjustable line rulings,dot shapes and
rosettes. Thiswas dropped infavorof lesscostlycontinuous tone methods,after
several companies lostlargeamountsofmoneyin failed R&D.
During the 1980's,a numberof companies were working on a newtechnology
thatwouldeventually lay thefoundationfor adigitalproofingsystem. In 1987,
DuPontand Xeroxteamed up toproduce theDX (DuPont/Xerox) system. By
justifythe expense ofbringingit to themarket. "It was feltthatif thesystem were notrapidlyperfected, cheaperones [digitalproofs] wouldarrive and
undermine the marketsdesire forhalftonebased digital proofs."14
Meanwhile,the 3Mcompanyworkedon a digitalproofingtechnology and dubbed itthe Digital Matchprint which promisedto accurately reproduceboth colorandhalftone dots. Other companieshave continuedto explorethe realms
of digital proofingincluding; Kodak, Polaroidand Optronics. "These. . . sys
tems differin theirbasic technologies rangingfrom Kodak Approval'selec trophotographic engine [author'snote; theApprovalactually uses a laser] to Optronics IntelliProofsimagesettinglaser;buttheyare allextremelycapable
andhavepricetags thatreflect it $245,000andup."15
Only fairlylarge and
successfulfirms canafford a systemlike this. In 1994, 3Mdiscontinued the
Digital Matchprintproduct statingthatitwould be toocostlytoupgradethe
product.
AsDuPontand Xerox had feared, othertechnologieshave emerged and lowered the demand for digitalhalftone dots. Two types ofdigitalproofers that arepop
ular inthe market atthis time are; inkjetand dye sublimation. Theyrangein price; frominexpensivedesktop office printers tohighpriced proofers,suitable for advertising agencies anddesign firms.
priced between$245,000 to350,000, while production grade continuoustone
inkjets sell for about$40,000 to125,000; and dyesublimation printers arepriced
between $10,000 to25,000.
Types of Digital Proofers:
Accordingto Dr. Patrick King(VPofTechnologyatPolaroid Graphics Imaging),
digitalproofers canbe dividedinto three categories; 1) digitalcolorprinter,2)
digitalpreprooferand 3) digitalcolorproofers or halftone digitalproofer.Adig
italcolor printerisbestsuited foran office environment ratherthan ingraphic
arts. Xerox, Canon, andHewlett-Packardare amongthecompanies involved in
producingcolor printers.
"The four basic technologiesat thislevel of price andqualityare
inkjet, laser (electrostatic), thermalwax transferand dye subli
mation. Thesetechnologiesenable themanufactureof low-cost
devicesin volume.
The performance capabilities andspecifications identifythese
devicesascolor printers. They cancertainlybe employed for
conceptproofing,butone shouldbe realistic andmaintainthe
lowest level ofqualityexpectations."16
Adigitalpreprooferis amore expensive version of a color printer. Whatthis
means is that the digitalpreprooferhasa higher degree of control over color
matchinganda moreadvanced color engine. Preproofersusethesame four
dyesublimation and inkjet. Two popularmodels ofpreproofersare the3M
Rainbow andthe Iris3024.
Thermal Wax. ThermalWax proofersutilize coloredribbons, eitherCMY or
CMYK,to image ontoa special substrate.According to MichaelKieran, the rib
bon is butted against a drum "which has been divided up intoa grid ofindivid
ually addressablepixels,typically 300perlinearinch. Eachpixel for a given
colorheatsup, meltingthewax into thepaper."17
Thermal Waxproofers arefairly inexpensivebutare slow inactually outputting
a proof. Thedifference betweenusingthreeor four ribbonsis mainlyoneof
speed,butthe CMYK option wouldbe desirable ifalarge amount ofblackis to
be presentin theproof.
Thermal Waxproofers use an imagingtechnique knownas errordiffusionor
dithering. Conventionalhalftone dots arenot created,thereforeattemptingto
matcha halftonescreen patternisnot possible. Theyhavethe abilitytoproof on
mostlyofficesized stocks-uptoabout 11"
x 17",but thesesubstrates are made
specifically forthe proofer.
Laser (Electrostatic). Color Electrostatic devices commonlyknown as "color
copiers",aresimilar totheirblack and whitecounterparts; theybothuse a
pho-toconductorinthe imagingprocess. "The majordifference [between color and
B&W] is thatfour tonersare used, one eachforcyan,magenta, yellow,and
Most ofthesedevices usedithering inorder tocreate theimage;however, when
certainRasterImageProcessors (RIPs) areused inconjunctionwith thedevice a simulatedhalftonepatterncanbecreated. This halftonepattern should notbe mistaken as thepatternthat willappear on thepresssheet. Most "color
copiers"
can support substrate sizes up to 11" x 17".
Dye Sublimation. Adye sublimationproofis identified by rich vibrant colorsthat
arewell suited for compsorscatterproofs. Dye sublimation was the first tech nologytobeadoptedby large advertisingagenciesand designstudios. "Dye sublimationworks with a special set ofdyescarried on a page sizeribbon. Whenwarmedby theprinthead variable-intensity heatsource, the dyes turn to
gas andevaporate from the ribbon. They thendiffuse into a speciallycoated thermalactivated paper(varying inweightfroma slightlyheavierthanfax paperto actual photographicqualitypaper) and revertto a solid. Differenthues
aredeterminedbyheatintensity; withhigher temperatures. . . more dye is applied to thepage . . .sinceup to256 differenttemperature levels are available for eachcolor,it's possibleto obtainveryprecisecolorcontrol."19
Adyesublimation proofingsystemlays downa grid of pixels at a relativelylow
resolution (150to 300 dpi) butappears as acontinuous toneimage. Dyesubli mationproofingsystemsare convenient and flexible becausethey are able to read,RIP, and process directlyfrom the designer's disk. Theyare also ableto proofon manysizes ofpaperfrom
8" x
10"
to 11" x17". Most dyesublimation
quality fromthesesystems isbetterthan thequalityof a colorcopier (laser or
electrostatic device) or a low-end inkjetproofer. "... beforeabsolute color accu
racy is critical,they [dyesub] give a good feeling for how a designis progress
ing, andtheydo socosteffectively"20
Aserious drawbackto these systemsis
thehighcost of consumablesdue to theneed for a specific type of paper.
Inkjet Proofers. Inkjetproofers "range from inexpensivedesktopunitsto those
usedin final stages ofproofingbyprinters, tradeshops,publishers and service
bureaus."21 Inkjet digital
proofers are considered themiddle ground ofthe
realm ofdigitalproofing. Animage that isproducedbya productionlevel
modelresembles a photographinits sharpness, clarityof color and subtletyof
tone.An inkjetprooferproduces variable size dotsthatare toosmalltobe seen
individually apparent resolutionishigherthanactual resolution. For example;
300 dotsper inchwould appear as 1200to 1800 dotsperinch.
"Inkjetimages arecreated withmicroscopic dropletsofink cyan, magenta, yel
low,andblack thatare sprayed fromultra finenozzles to formdotsof color on
the page."22Thesedots do notformconventionalhalftone
dots,therefore these
devices cannot predictdot behaviorsuch as dot gain. Inkjetproofers use
water-based dyesandmost substrates offilm orpapercapable ofabsorbingwater
based inks canbeused.
These proofingsystemsdonot attempt toreproducehalftone dotsor predict
moire. Detailand color is quite consistentusinginkjetsystems. Theseproofs are
repeata-bility. Althoughthe initial costforan inkjetproofing system is quitehigh, the
operational andmaintenancecosts arefairly inexpensive butrequire frequent
cleaning andcalibrationprocedures.
Adigitalcolor prooferor direct digitalcolorproofer, or morespecifically a
halftone based digitalcolorproofer, imageshalftone dots onto a substrate in
order tomatchthe dot gain ofa specifiedprintingcondition. These systems
havedifferingamounts of color control.
DigitalHalftone Proofers. Thecurrenthighend digitalproofers are thehalftone
basedsystems. Thesehalftone proofers accordingtoMac Byrd, "presentan
accurate representation of whatthepresssheet will looklike,since theyshow
actualhalftone dots printed inSWOP dye. They're also more consistent. . .
They simulatethe halftonestructureatextremelyhigh resolutions (upto2400
dpi)and fine screen rulings (up to200 lpi).They alsocontrolscreen anglesand
dot gain,show certaintypes ofmoire', andcalibrate outputtoreflectmany
types ofpaper characteristicsand printingconditions. Theycan alsobe lin
earized and calibratedfor a specific deviceprofileor "fingerprint"of aparticu
lar printingpress.
There are avariety ofdigitalhalftone proofing devices onthe market andthey
do not share acommontechnologybase. Some uselasers toimage the device
specific films or papers. Othersuse laserswithtoners toproof onvarious com
mon typesofsubstrates, and still othershavereplaced inkand tonerwith a dry
Advantages of Digital Proofing:
Analogproofing fromthe actualfilms used forplatemakingis a goodproofing
method for evaluatingthecolors ofthe images and thequalityand accuracyof
the separationfilms. However,it is very time consuming,labor-intensive and
consumescostly materials. Itisalso prone toerrorsinherentto itsnature; such
as fluctuations inthe exposure, thechemistryand development time, theregis
terofthe separationfilms, and avarietyof operator errors. Byreducingsome of
thevariables of theanalog process, digitalproofing isconsideredmore consis
tentandrepeatable fromproofto proof. Because ofitsconsistent nature,users of
digitalproofingmethods are ableto gain experienceand a more reliable under
standing oftherelationship betweenproof and press.
"Because somanyprintjobs nowremainfilmless until platemaking . . . digital
proofing seemsan obvious and evennecessary componentoftoday'soverall
creative/productive process.This is especiallytrue when ajob involves several
rounds ofproofing."24
With full-scale computer electronicprepress systems (CEPS), a digitalproofer
can translateRGB files toCMYK, simulateSWOPstandards,incorporate custom
colorsetups, and manipulate image data toaccommodatepapercharacteristics,
ink types, and specificpressconditions. This also allows theusertocreate
proofsthat can predict avarietyofconditions apartfrom thedataused topro
ducethe separationfilms, such as differentpressconfigurations, differentpaper
Another advantage ofdigitalproofingisthetime savedin sendingjobs from
customerto printer,when thefiles are digital. Theprocess ofmaking ananalog
proofis verylengthy,considering thetime to RIP, imageset,and process the
film, then tohand registerandexposeeach separation film. It isnowfasterand
easier tofindproblemswith image quality and placement and colortrapping
withdigitalproofing. Acustomer canlookat numerous rounds ofproofs before
the finalsign-offandbeforecommittingthepagetofilm. This cangreatlyallevi
atethe bottleneckatthe RIPand imagesetter,as wellas reducethefilmcosts.
Withthe sizes available fordigitalproofers, thecustomer isabletoreview com
plete pages with typeandcolorimages in place, insteadof randomproofs of
eachimage separately. Even thesmaller sizeproofingsystems can accommodate
2to4page spreads thatcanbeevaluated as contractproofsand full-sized rough
proofsthatcanbeused tocheckimposition, general cleanlinessand colorbar
positioning. Onceagain, the abilitytocheck afull page orimpositionfor errors
willreduce the wasteoftimeand materials associated witherrorsfoundintra
ditional analogmethods.
DotsorNo Dots?
The largest issue in the debateover the qualityofanalogversus digital,is
whetherhalftone dots arenecessary ina proof. Traditionally,analogproofs have
had halftone dotssimilartothosefound onthe press sheet. Manypeople
believe thatfora digitalprooftobeusedas acontractproof; it must alsohave
halftone dots similar to thoseonthepresssheet. Others believethatif acontinu
be acceptableas a contractproof. The focusofthis research was onhalftone
based digitalproofing systems; originallytheauthor feltthattheywere superior
to the continuous tonesystems. Based on theconclusionsshown in laterchap
ters; thisbeliefhasbeen questioned.
Concerningnewer technologieslikefrequency modulated screening (FM),
matchingconventionalhalftone patternsisnolongernecessary,butmatching
the FMdots wouldbe nice. The FMscreenhas a largeramount of dot gain;but,
the analog proofingmaterials (laminates, toners, inks, etc.) weredeveloped for
the tone reproductioncharacteristics of conventional halftonescreens. The small
size oftheFM dotand the greaternumber ofdotspose problemsfor analog
proofingsystems. To make ananalogproof of aFMscreened image,2sets of
filmsare made one toproof and one toprint and relating theproofto the
printtakes considerabletime, effort and experience. With digital data, the
proofer can manipulate thestochastic screeninformationtoproof with the same
tonereproductionand dotgain characteristicsas thepress itself.
Limitations of Digital Proofing:
"Digitalproofing issomewhatofa problemforus atthemomentbecause there
is reallynoproduct onthe marketthatdoeswhat we need it todo."25 Wewant
all theattributes ofananalogproofinhalfthetime and athalfthe cost. The
problem is thata (generally non-halftonebased) digitalproofiscreated directly
fromthe electronicfile and onlyprovidesan estimate ofthe informationand the
prob-lemswiththe imagesetter, outof register films,variances indotdensities from
the imagingor
processingsystem, variancesin filmemulsion, dirt and scratches
onthe final films,colorshiftsor moirepatternscaused byusingdifferentRIP's
for generating films orproofs, incorrect linescreening, and anyoperator errors.
Anotherconcernwith digitalproofingis that the "connection betweentheproof
andthe film isbroken."26Files
canbe changed purposely (oraccidentally), after
the finalproofhasbeenchecked andbeforethe films aremade,creatinga prob
lemwhenthe erroris detected onpress. Thiscanbe alleviated byrepeated
proofing,proper trafficcontrol ofthe filesand adequate qualitymanagement of
the final films.
Digital proofing, like all newtechnologies,struggleswithgainingrespectand
acceptance notbecauseitis inferior,butratherit is very difficulttochangethe
mindsetofthe industry. Press operators, customersand art directorshave expe
rience reading analog proofsand analyzingthe translationoftype, color, and
imageryto the press.Ittook timeforpeople to learnto read all ofthevariations
thatcanbepresent within a given analog proofingsystem andwhenthisnew
technologywasintroduceditwas not understood andconsidered problematic.
As withthe introductionofanalogsystems, digitalsystems will takesometime
to becomemainstreamed. In fact, adigitalproofis better suitedto previewa
final imagebecausethe electronic data canbemanipulated to actually "finger
print"
the characteristics ofthepress. This offersthe consumer a moreaccurate
resemblanceofthe finalprinted piece. Itwillsimplytake time tobecomemore
The Future ofDigital Proofing:
The futureof digitalproofing isbased onthe needforcultural changein the
industry andfor manufacturercooperationtoestablish standards to better facili
tate thetechnologythatalready exists. "Ifpressescanbe calibrated to anagreed
upon standard . . . thencolor management softwarecould [theoretically] be
usedto matchthe finalpress output"27In
a fullycalibrated system, thecolor on
the designer's screenshould matchthe finalpress output.All printouts,
pre-proof and pre-proof would alsomatch and technicalproblemslike incorrecttrapsor
overprints couldbe markedbythesoftware. Inthis scenario, jobscould stay
digitalall theway toplate orpaper. There wouldno longer be a needfor film or
filmproofs. "Ina film freeworld, a similarproofing arrangementmay be
offeredforplatemakers, where thesame machinewill createbothplates and
proofs . . . platemakervendors
alreadynote theirmachines canbe used to gen
eratefilmto makea traditional
proof." 28
Halftone Proofing Systems
Thepurposeofthis document isto testtheability ofhalftone digitalproofersto
represent a flexographicpress sheet.Therefore, the remainder ofthis document
will concernitselfwithinformationpertinenttothe actual execution ofthe
experiment. Short discussionson each ofthe threeproofingsystems are present
edbelow. The chapterfollowingthis willdealwithworkin the field, this is
The Optronics IntelliProof. The IntelliProofisa device thatiscapable of producing
both filmandproofs. The IntelliProof is a digitalproofing systemthatresides
withinthe vendorsimagesetter, whichisan external drumcolor laserimageset
ter.
Accordingto the vendor, "TheIntelliProofalso increasesthe levelofcertainty in
digitalproofing. Unlikesomedigitalproofing deviceswhich simulate halftone
dots,the IntelliProof employsthesame screeningalgorithms toproduce the dot
as the ColorSetter (imagesetter) uses to produce film. As such, theIntelliProof
matches the actual dotrather thanemulatingit, producinga proofinwhich pre
press professionals can haveconfidence."29
TheIntelliProofis thefirstDirect ColorProofingsystemthatutilizes thesame
colorlaser imagesetter in theproductionofboth separationfilm and large-for
mat, full-colorproofs withlasergeneratedhalftone dots. "Bytakingadvantage
ofthe samelaser imaging, rasterimage processor, 2000or 4000dpi resolution,
andhalftonescreening technologiesusedbythe ColorSetterto image filmsepa
rations, theIntelliProofsystempresently provides theonlyalldigital means
available tocloselypredicthow aPostScript jobwillbeprinted on a four-color
press."30
Redand greenheliumneon laserswere added to the standardblue argonion
used inthe ColorSetter. The greenheliumneon laser is formedby
modulating
the signalofthenormal redheliumneon. Theargonion laseris used to image
pro-ducecyan,magenta, and yellowhalftonedots respectively. Theblack halftone
dots are producedby allthree lasersactingtogether.
Konica, a leadingmanufacturer ofphotographic supplieshas produced a photo
sensitive paper thatapproximates a coated sheet. According toa Product
ManageratOptronics, theydidnotinitiallyintend onusingthe IntelliProofas a
device forproducingcontractproofs. However, manyoftheircustomers have
beensuccessful in utilizingtheproofs as contractproofsfor theircustomers.
Thissuccess hasbeenpartlyattributed to the gooddesign ofthe photopaper.
Proofs canbeoutputautomaticallytoa special lighttightcassette or directlyto
a user supplied or optional in-lineprocessor. "Avarietyof colorcontrols, are
alsosupportedto ensurecolor consistency fromproofto finishedproduct,
includingreferences toSWOP/GAAstandards, aswellas adjustable dot gain
controls to ensure thatthehalftone dotsintheproofaresubstantiallythe same
size asthehalftone dots createdbytheprinting process."31 Look
up tables
(LUTs) areused to interpolatethelook ofmany widelyused and accepted con
ventional (analogproofing systems).
The Kodak Approval. The Kodak Approval is a devicethatoutputs screened
halftone proofs imageddirectly ontothesubstratethatwouldbe used forthe
press run. Thissubstrate, at thispoint intime,is restrictedto paperthatis
between 30#-110#stockand between and inthickness.
The systemalso allows forcontrol ofdotgainfrom 3%-97% in 1%increments,
choose from fivedifferentscreenshapes, andcontrol of solid densityofthe col
orant; all in aneffortto attemptto match a set ofprintingconditions.
Accordingto the vendor, "CMYK donormaterials arebroughtintocontact with
the intermediate receiverand are digitallyexposed bya thermallaser."32Color
dyes arethen transferredto the intermediateas halftone dotsorline work. The
intermediate isloaded ontothe drum and doesnotchangepositionforthe
entire proofingprocess.
"Thethermal lasertransferscolordyes fromeach donorto the receiverinthe
exact amounts neededto reproduce pixelsat 1800dpi."33The donor materials
utilizedby the KodakApprovalare advertised as beingcloselymatchedto
SWOPorISOcolorants.
Inearly 1996, Kodakannounced theApprovalPS whichis PostScript driven
ratherthanDolev drivenasithasbeeninthe past.This eliminatestheneed for
a Scitexsystem andbringstheApprovalinto thedesktop environment. The PS versionwastheversionused forthis research project.
The PolaroidDryTech. The PolaroidDryTech is uniqueamongthe threesystems
researched inthatituses dried printinginksas itscolorant. The printinginks
are then transferred utilizing a laserto thesubstrate. Theproofingsubstrateis
the generallythesameas thefinal printingsubstrate this should alsoinclude
The system also includestheoption ofcustomcolors;which wouldhelpout
greatlywhen
attempting to matchspotcolors on packaging. Sincenot all ofthe
other proofers havethe abilityto usecustomcolors (mostdigital proofing sys
temsuseCMY orCMYK colorants)this pointwillnotbeaddressed in the
research andpressrun.
Digital proofing isa link for direct-to-plateand direct-to-print technology,thisis
especiallytrue inthe case oftheIntelliProof. If thevendors platesetterwas
equipped withthe IntelliProof itwould endtheneed forfilm; and thesame
imagesetterwould beused, usingthesame files,using thesameRIPto image
both the color proof and theprintingplate.
Filmhas alreadybeeneliminated inthe gravureprintingprocess and similar
technologycanbe used toeliminate theneed forfilminother processes. Inthis
environment, digital proofingwillbe theonly practicalalternativeto press
proofing becausethere wouldbeno sense intaking anelectronic file,making
analog films for proofingand returningtoelectronic data forprinting. Digital
technologyisalsomuchmore compatible withnewscreeningtechnologies and
itiseasier tomanipulate digitaldatatoemulate other "untraditional" prepress
and printingconditions.
Finally,itseems the standards ofthegraphic arts industryare changing. Quality
colorreproductionandprintingwasonce much lessaccessibleby thecommon
market. Withtechnology becomingmore "user
friendly"
and the reductionin
"All jobsare not equal in importanceand therefore,all do not requirethesame
level ofmonitoring andpreviewprior toprinting ... asconfidencebuilds inour
collective ability to"read" digital proofs, customers willbe increasinglywilling
Endnotes for Chapter 2
1
Siconofli, Frank. Flexography:Practicesand Principles.
FoundationofFlexographic TechnicalAssociation,
Ronkonkoma. 1991. p 4.
2
Neumann, Richard. "Flexography-the Print Process ofthe Future for the Packaging Industry". Flexo & Gravure International. January 1995. p 7.
3
Siconofli,Frank. Flexography: PracticesandPrinciples.
FoundationofFlexographicTechnicalAssociation,
Ronkonkoma. 1991. p 104.
4 Ibid,
p 104.
5 Ibid,
p 104-105.
6 Heckman, Catherine. "Film Facestock Update"
Flexo, July 1995. p 24.
7
Alldian, Don. "OffsettoFlexo" Flexo, March 1995. p 164.
8Field, Gary. ColorandIts Reproduction.
Graphic ArtsTechnicalFoundation,Pittsburgh. 1992. p 338.
9
Alldian, Don. "OffsettoFlexo" Flexo, March 1995. p 167.
10Ibid,
p 167.
11 Siconofli, Frank. Flexography:Practices andPrinciples. Foundation ofFlexographic TechnicalAssociation,
12
Hogg,Charles. "DirectDigital ColorProofing"
ElectronicPrepress SectionofPIA., Alexandria, VA. 1994. p 8.
13Ibid,
p 9.
14Ibid,
p 10.
15Ibid,
p 10.
16
King,Patrick. "ProofingTechnologies forFlexography"
Flexo, March 1995. p 146.
17
Kieran,Michael. UnderstandingDesktop Color. PeachpitPress, Berkeley. 1994. p447.
18Ibid,
p 453.
19
Hogg,Charles. "Direct Digital ColorProofing"
ElectronicPrepress Section ofPIA., Alexandria,VA. 1994. p 14.
20
Byrd,Mac. "Direct Digital Proofing" Pre, May/June, 1994. p46.
21
Abraham, Matthew. Personal interview conducted atRIT inJanuary of 1995.
22
Hogg,Charles. "Direct DigitalColorProofing"
Electronic Prepress Section ofPIA., Alexandria, VA. 1994. p 16.
23
Byrd, Mac. "Direct Digital Proofing" Pre, May/June, 1994. p46.
24
Hogg, Charles. "Direct Digital ColorProofing"
Electronic Prepress Section ofPIA., Alexandria, VA. 1994. p 11.
25
Hogers,Hans. "TheDigital Proof"
26
Hogg, Charles. "DirectDigitalColorProofing"
Electronic Prepress Section ofPIA., Alexandria,VA. 1994. p 15.
27
Hogers, Hans. "The Digital Proof" Canadian Printer. April 1994. p 25.
28Ibid,
p 25.
29 Optronics Product Literature. "Intelliproof"
Optronics: An IntergraphDivision. 1994.
30 Ibid. 1994.
31Ibid. 1994.
32Kodak ProductLiterature. "Approval"
EastmanKodak Company. 1993.
33Ibid. 1993.
34
Hogg, Charles. "Direct Digital ColorProofing"
Chapter 3
A Review of the Literature
Flexography: Principles andPractices
Thebook, Flexography: Principles andPractices, isfull ofinformationconcern
ing everyfacet ofthe flexographic process, from artgenerationto inkformula
tions,press specifications toconvertinginformationfor packaging. The book
refers tobothpress and off-pressproofingmethods insome detail,off-press
proofing is whatis of concern at this point. Below isa quoteconcerningproof
ing,in general, forthe flexographicprocess.
"Traditionalproblemsinproofing forflexographyhaven't
been in editorial orgraphics contentbutinimage quality. This
is especially trueinproofingprocesscolor. The objectivehere
is tohave a proofthatvisuallymatchesprintingfrom thepro
ductionpress. Proofingimagequality requiressimulating
[press] imagequality. To obtain avisualmatch of a proofto productionpress requires matchingthevariablesthataffect
color reproduction. Allthesevariables canbeclassified under
three headings: hue, density and dotsize. Ifwe can match
thesevariables inthe proofto theproductionpress,we can
obtain a visual match to theproductionpress."1
Thebooknext discussesthe problemswith off-pressproofing methods;citing
simu-late offsetprinting."2
This means thateven ifthere isa hueand densitymatch to
flexography, a conventionaloff-press
proofingsystem will notbe ableto mimic
the dot gain offlexography-atleast notwithout
alteringtheproofingoperation.
Althoughthere are ways ofdealing withthis;such as givingdifferentexposures
usingmasks orby
changing thedotsizes inPhotoshop, this istime consuming
andwasteful. Creating a photographic maskin ordertoexpose areas
selectively
isno smalltask.Altering the dot sizesin Photoshop
usingthe transfercurve
functionis easy enough,butrequiresthat two setsoffilms be output. Changing
the dotsizesinPhotoshop, is similartowhatdigital proofing devices allowthe
userto do to matcha given set ofprintingconditions-butdigitalproofing does
not requirean extra setoffilms.
Understanding Desktop Color
This is an excellent reference for anyoneinterested indigitalprepress;itcovers
theentire spectrumofelectronic imaging devices usedinthe graphic arts today
Theauthor Michael Kierancovers quite abit informationconcerning digital
proofing.
Mr. Kieran identifieshalftone based digital proofers aselectrophotographic
printers, and says ofthem, "... their output consistsofhalftone dots exactly like
those onthe printed sheet.Inthisrespectthey are closerthanany digitalprinter
to traditionalfilmproofs."3He then
goes onto mentionthatabigpayoffisthat
DigitalProofs. Kierangoes onto statethat digitalproofs arebotha
"challenge'
andan "opportunity".
"Thechallenge isin learning to interpretthem properly, especially
withcheap pre-proofs fromthermalwaxprintersor intermediate
proofs produced ondyesublimationprinters, ratherthanwith con tractdigitalproofs created onmore expensive ink jetor electrophoto
graphic printers.
The opportunitycomes fromthe factthatdigitalproofsallow youto
createworkingcomposites, orcomps, priortoplotting film,which
resultsin significantsavings, especiallyifyou endup makingchanges to thejob priorto going topress. Afterall, ifreviewinga filmproof
leadsyou to decideto make changes,you endup throwingaway both
the proof andfourpieces of film.With digitalproofing, you still toss
awaythe proof, butno film isproduced untilyou're confident (based
onthe digitalproof) thateverythinglooks right."4
Limitations ofdigital proofs. Kieranlists some"potential
pitfalls"
of digitalproof
ing, the onemostimportant for halftone based digitalproofing systemsiswhere
andhowthe filesare ripped. Hestates, "... becausethe rasterimage processor
used to createthe film is usually differentthan thatused to createthe proof, the
screen angles,screen frequencies,and dot shape can vary between filmand
proof. . Kierangoes ontosay thatthiscould result inundesirable effects such
asundetected moire patterns and color shifts.
Where's thedot? Thelast portionofKieran's discussionondigitalproofingis
concerned with whetherornothalftone dotsare necessaryin acontract proof.
His decision is thathalftone dots are necessary.Kieran states thatmost digital
acommercial printer's standpoint. "The results [froma non-halftone proofer]
may lookgood,butareoflittleuse to the pressoperator,who makes assess
ments ofquality noton subjective groundsbutonhow closely thehalftone dots
on the press sheet match thoseontheproof."6
ElectronicProofing Technologies for
Flexography
This is an article writtenby Dr. PatrickKing, that appeared intheMarch 1995
issueofFlexo magazine. Dr. KingbeginsbyquotingBritishphilosopherJohn
MichaelOsbourne'spiece, The Road to Nowhere, as anexampleof a prevalent
feelingmanypeoplehave regarding digitalproofing.
Dr. King statesthatanalogor exposure film-based proofing systems competefor
the marketsharebyclaimingto effectively mimicthepress sheets ofa printing
process. He then flatlystates that, "the fact istheycan neverpreciselysimulate a
press sheet,particularly for all flexographicneeds."7
On the subject ofdigitalproofing, Dr. King feelsthat the initialexpectation ofa
digital proofingsystem is thatitwould offerthe sametype of control overthe
imageasimagesetters do. "Thisisa naturalassumption,since theyare often
drivenoffthe sameterminalas animagesetter. Theoretically, thisassumption is
correct, but inrealitymostDDCP [direct-digital colorproofing] systemslimit
the operators abilityto replicate thepress sheetprecisely"8
This isablanket
statement, obviouslythe halftonebased systemsallow formorecontrolthan
Onthe topic ofhalftone dots, Dr. Kinghas this to sayaboutnon-halftonebased
proofing systems:
"Most dyesublimation systems donot create dotsbutrather
colorusing dyes imagedatvariousdensities. Inkjetand
laser-based proofingsystems generallycreate spots (typically300
dpi) whoseshapes do not evencloselymatchthedots on a
press sheet.Thermalwax transfer systemsform imagesusing
extremelycourse,fuzzyaddresses ofcolorthat shouldnot even
be construed asdots ... thevast
majorityof DDCPsystemsdo
not possess sufficient control over the tonereproductioncurve
tobe accurately fingerprinted toan offsetpress, letalonea
flexo press."9
The Ideal DDCP. Dr. Kingexplains thathe feelsthat there are certainfunctions
that the ideal digitalproofing systemshould have: anopen architecturesystem;
sufficienttonecurve control tomimic aprintingsystem (this includes midtone
control to simulate dotgain forlithography orhighlightcontrolto simulate dot
gain in flexography); itshould produce dots ofmanyscreenrulings, shapes, or
type (AMorFM). "Thereshouldbenocompromise."10
Controlof thecolorantdensity isalso importantbecause differentprocesses will
have differing amounts ofsolid density,evenpresseswithinthesameprinting
process are subjectto slightly different solidinkdensities.Also, controlofthe
actual colordata (CIELab) is desirable because a magentaink in flexography