FLAT PLASTIC PART OPTIMIZATION IN INJECTION MOULDING
OF PURE POLYPROPYLENE AND POLYPROPYLENE WITH TALC
USING TAGUCHI METHOD
This report is submitted in accordance with requirement of the Universiti Teknikal Malaysia Melaka (UTeM) for Bachelor Degree of Manufacturing Engineering
(Manufacturing Process) (Hons.)
By
MOHD FAIRUZNIZAM BIN ABU BAKAR B051310262
940208065173
Disahkan oleh:
_____________________________ ______________________________ Alamat Tetap: Cop Rasmi:
C189 TAMAN GEMILANG BANDAR CENEH BARU 24000 KEMAMAN TERENGGANU
Tarikh: _______________________ Tarikh: _______________________
*Jika Laporan PSM ini SULIT atau TERHAD, sila lampirkan surat daripada pihak berkuasa/organisasi berkenaan dengan menyatakan sekali sebab dan tempoh laporan PSM ini perlu dikelaskan sebagai SULIT atau TERHAD.
UNIVERSITI TEKNIKAL MALAYSIA
MELAKA
BORANG PENGESAHAN STATUS LAPORAN PROJEK SARJANA MUDA
Tajuk: FLAT PLASTIC PART OPTIMIZATION IN INJECTION MOULDING OF POLYPROPYLENE AND POLYPROPYLENE WITH TALC USING TAGUCHI METHOD.
Sesi Pengajian: 2016/2017 Semester 2
Saya MOHD FAIRUZNIZAM BIN ABU BAKAR (940208-06-5173) mengaku membenarkan Laporan Projek Sarjana Muda (PSM) ini disimpan di Perpustakaan Universiti Teknikal Malaysia Melaka (UTeM) dengan syarat-syarat kegunaan seperti berikut:
1. Laporan PSM adalah hak milik Universiti Teknikal Malaysia Melaka dan penulis. 2. Perpustakaan Universiti Teknikal Malaysia Melaka dibenarkan membuat salinan
untuk tujuan pengajian sahaja dengan izin penulis.
3. Perpustakaan dibenarkan membuat salinan laporan PSM ini sebagai bahan pertukaran antara institusi pengajian tinggi.
4. *Sila tandakan (√)
(Mengandungi maklumat yang berdarjah keselamatan atau kepentingan Malaysiasebagaimana yang termaktub dalam AKTA RAHSIA RASMI 1972)
(Mengandungi maklumat TERHAD yang telah ditentukan oleh organisasi/ badan di mana penyelidikan dijalankan)
SULIT
TERHAD
DECLARATION
I hereby, declared this report entitled “Flat plastic part optimization in injection moulding of pure polypropylene and polypropylene with talc using Taguchi method” is the result of
my own research except as cited in references.
Signature : ………
Author’s Name : MOHD FAIRUZNIZAM BIN ABU BAKAR
APPROVAL
This report is submitted to the Faculty of Manufacturing Engineering of Universiti Teknikal Malaysia Melaka as a partial fulfilment of the requirement for Degree of
Manufacturing Engineering (Manufacturing Process) (Hons).
i
ABSTRAK
ii
ABSTRACT
iii
DEDICATION
To my beloved family and friends that always give encouragement along the difficult pathway in my university life:
Abu Bakar bin Awang
Rohana binti Sulaiman
Nurul Fatihah
Mohd Firdaus
Mohd Farhan Danial
Nurul Nabilah
iv
ACKNOWLEDGEMENT
v
TABLE OF CONTENT
Abstrak i
Abstract ii
Dedication iii
Acknowledgment iv
Table of Contents v
List of Tables ix
List of Figures xi
List of Abbreviations xiii
CHAPTER 1: INTRODUCTION 1.1 Background of Project 1 1.2 Problem Statement 3
1.3 Objective 4 1.4 Scope of Project 4 1.5 Report Organization 5
CHAPTER 2: LITERATURE REVIEW 2.1 Plastic Injection Moulding 6
vi
2.3.1 Melt Preparation Phase 11
2.3.1.1 Melt temperature 11
2.3.1.2 Screw Rotational Speed 12
2.3.1.3 Back Pressure 13
2.3.2 Injection Phase 13
2.3.2.1 Injection Rate 13
2.3.3 Holding and Solidification Phase 14
2.3.3.1 Holding Pressure and Holding Time 14
2.3.3.2 Cooling Time 15
2.4 Polymer 15
2.4.1 Thermoplastic 16
2.4.2 Polypropylene 17
2.4.3 Properties of Polypropylene 17
2.4.4 Polypropylene with Talc 19
2.4.5 Properties 19
2.5 Parameter 20
2.6 Part Weight 21
2.7 Volumetric Shrinkage 22
2.8 Design of Experiments using Taguchi Method 23
CHAPTER 3: METHODOLOGY 3.1 Introduction 24
3.2 Selection Machine and Material 26
vii
3.2.2 Digital Vernier Caliper 29
3.2.3 Weight Measuring Device 31
3.2.4 Materials 32
3.3 Parameter 33
3.4 Selection of Experiment Design 33
3.5 Procedure of Minitab 34
3.6 Parameter Setup at Injection Moulding Machine 37
CHAPTER 4: RESULTS AND DISCUSSION 4.1 Experimental Data 39
4.2 Result of Experiment 40
4.3 Analysis of Result using Single Objective 42
4.3.1 Effect on Part Weight of Pure Polypropylene 42
4.3.2 Effect on Part Weight of Polypropylene with Talc 46
4.3.3 Effect on Volumetric Shrinkage of Pure Polypropylene 49
4.3.4 Effect on Volumetric Shrinkage of Polypropylene with Talc 54
4.4 Analysis of Result using Multi Objectives 57
4.4.1 Multi Objectives on Pure Polypropylene 58
4.4.2 Multi Objectives on Polypropylene with Talc 64
4.5 Summary of Result 71
CHAPTER 5: CONCLUSION 5.1 Conclusion 72
viii
5.3 Sustainability Elements 75
REFERENCES 76
APPENDICES
A Gantt Chart of FYP I
B Gantt Chart of FYP II
C Planning and Actual Gantt Chart PSM 1 D Planning and Actual Gantt Chart PSM 2
ix
LIST OF TABLES
2.1 Characteristic Injection Moulding 7
2.2 Parameter Vs. Property Effect 11
2.3 Typical Application of Thermoplastic Polymer 16
2.4 Properties of Polypropylene compared with other material 18
2.5 Properties of PP/Talc 20
2.6 Recommended Parameter 21
3.1 Characteristic of Material 32
3.2 Recommended Parameter of Injection Moulding 33
3.3 Experimental Parameter for Injection Moulding 38
4.1 Three Level of Each Factor 40
4.2 L9 Orthogonal Array 40
4.3 Result of Experiment 41
4.4 Experimental design and Part weight result for PP 42
4.5 S/N ratio response table for Part weight of PP 43
4.6 ANOVA for Part Weight of PP 44
4.7 Experimental design and Part weight result for PP/Talc 46
4.8 S/N ratio response table for Part Weight of PP/Talc 47
x
4.10 Experimental Design and Volumetric Shrinkage result for PP 50
4.11 S/N ratio response table for Volumetric Shrinkage of PP 51
4.12 ANOVA for Volumetric Shrinkage of PP 52
4.13 Experimental design and Volumetric Shrinkage result for PP/Talc 54
4.14 S/N ratio response table for Volumetric Shrinkage of PP/Talc 55
4.15 ANOVA for Volumetric Shrinkage of PP/Talc 56
4.16 Value of GRN and GRC for Part Weight of PP 58
4.17 Value of GRN for Volumetric Shrinkage of PP 59
4.18 Value of GRG and Rank of GRG Value for PP 60
4.19 Experimental design of GRG for PP 61
4.20 Means response table for all parameter of PP 61
4.21 ANOVA for all parameter in PP 62
4.22 Value of GRN and GRC for Part Weight of PP/Talc 65
4.23 Value of GRN and GRC for Volumetric Shrinkage of PP/Talc 66
4.24 Value of GRG and Rank of GRG value for PP/Talc 67
4.25 Experimental design of GRG of PP/Talc 68
4.26 Means response table for GRG of PP/Talc 68
4.27 ANOVA for GRG of PP/Talc 69
xi
LIST OF FIGURES
2.1 Injection Moulding 8
2.2 Types of Mould in Injection Moulding 8 2.3 Schematic of Injection Moulding Process 9
2.4 Schematic Holding and Solidification phase 14
2.5 Structure of Molecules types in Polypropylene 17
2.6 Effect of Parameter on Part Weight 22
2.7 Effect of Process Parameter on PP 23
3.1 Flow chart of research 25
3.2 Arburg 420C Injection Moulding Machine 26
3.3 Two Plate Mould 27
3.4 Final Product of PP and PP/Talc 28
3.5 Digital Caliper Parts 29
3.6 Mitutoyo Digital Caliper 30
3.7 Analytical Balance 31
3.8 Pure Polypropylene and Polypropylene with Talc 32
3.9 Open Minitab 34
3.10 Create Taguchi Design 34
3.11 Select Level 35
xii
3.13 Design Run 36
3.14 Insert Name of Factor and Level 36
3.15 Result 37
4.1 Effect of Control Parameters to Part Weight of PP 43
4.2 Percentage contribution for Part Weight of PP 44
4.3 Effect of Control Parameters to Part weight of PP/Talc 47
4.4 Percentage contribution for Part Weight of PP/Talc 48
4.5 Effect of Control Parameter of Volumetric Shrinkage of PP 51
4.6 Percentage contribution for Volumetric Shrinkage of PP 53
4.7 Effect of Control Parameter for Volumetric Shrinkage of PP/Talc 55
4.8 Percentage contribution for Volumetric Shrinkage of PP/Talc 56
4.9 Effect of control parameter to response parameter in PP 62
4.10 Percentage contribution GRG of PP 63
4.11 Effect of Control parameters to GRG of PP/Talc 69
xiii
LIST OF ABBREVIATIONS
ANOVA - Analysis of Variance
CT - Cooling Time
DOE - Design of Experiment GRA - Grey Relational Analysis GRC - Grey Relational Coefficient GRG - Grey Relational Grade
GRN - Grey Relational Normalization
HP - Holding Pressure
IM - Injection Moulding
IT - Injection Time
MeT - Melting Temperature
PP - Polypropylene
1
CHAPTER 1
INTRODUCTION
This chapter explains about the background of project, problem statement, objectives, scope of project and organization chart.
1.1 Background of Project
2
Polypropylene (PP) is one of thermoplastic polymer. PP is widely used in many plastics market such as for protective packaging, medical equipment and automotive industry. It is supplanting engineering plastics and metals from its applications as a result of the lower density, bring down value materials and reusing benefits. According to (Fernández et al. 2013), 55 million tonnes of polypropylene is needed to fulfil the market. The use of fillers from different sources combining in PP has been an acknowledged course to improve the mechanical properties and reduce the cost. In thermoplastic, the presence of talc as filler in PP decreases the impact strength but improves the tensile and flexural properties (Ghasemi et al. 2016).
This experiment used injection moulding machine to produce the plastic part for further testing and measurement. Injection moulding process involves by injecting the plastic materials which are pure PP and PP mix with talc into a mould. The compounded plastic material is fed into the hopper then flow into heated barrel for mixing process and forced into a two plate mould cavity. The injected plastic cools and hardens according to configuration of the mould cavity. After the product is injected, these studies continued by measuring the plastic part weight and geometrical shape by using laboratory tools.
It is crucial to select the suitable parameters for injection moulding process. Quality of moulded part is critically influenced by parameters selected. By selecting the suitable parameters, the process condition can be optimized that can produce plastic part with good quality and accuracy. According to (Lopez et al. 2016), the increasing of injection temperature parameter suggests a diminishing of the weight of material because of an expansion in particular volume of molten material. In producing plastic part, the parameter of injection moulding also important to produce good mechanical properties of plastic. For example based on research (Shaharuddin et al., 2006), uniform cooling time is essential for avoid the part from shrinkage if the part does not solidify uniformly. Throughout the injection moulding process, the important parameters need to be considered such as holding pressure, melting temperature, injection time and cooling time.
3
different process parameter. By using different process parameter of injection moulding, the flat plastic part tends to have shrinkage and different of part weight.
1.2 Problem Statement
4
pressure, short pack-hold time or cooling time, high melt temperature, high mould temperature and low holding pressure. So this study is important to optimize the injection moulding process parameter in order to achieve maximum part weight and minimum volumetric shrinkage.
1.3 Objective
This main objective of this project is flat plastic part optimization in injection moulding of pure polypropylene and polypropylene with talc using Taguchi method and ANOVA. To achieve the main objectives of this project, three sub-objectives are designate:
1. To investigate the injection moulding process parameters such as holding pressure, melting temperature, injection time and cooling time.
2. To measure the part weight and volumetric shrinkage
3. To optimize the parameter of injection moulding using Taguchi method and ANOVA.
1.4 Scope of Project
5
1.5 Report organization
6
CHAPTER 2
LITERATURE REVIEW
This chapter explains the information regarding on the project including plastic injection moulding process, plastic materials and design of experiment. The information is gathered from different resources in order to comprehend the concept and valuable data for the project.
2.1 Plastic Injection Moulding
7
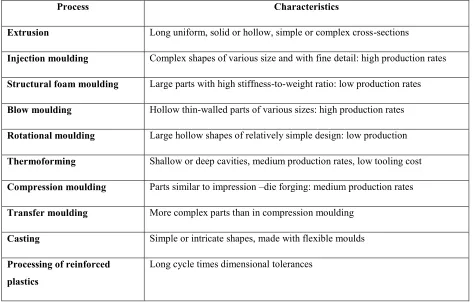
[image:24.612.78.553.168.470.2]Table 2.1 demonstrate the characteristics of injection moulding process and others moulding process.
Table 2.1 : Characteristic injection moulding compared to other injection moulding (Kalpakjian et al. 2008)
Process Characteristics
Extrusion Long uniform, solid or hollow, simple or complex cross-sections
Injection moulding Complex shapes of various size and with fine detail: high production rates
Structural foam moulding Large parts with high stiffness-to-weight ratio: low production rates
Blow moulding Hollow thin-walled parts of various sizes: high production rates
Rotational moulding Large hollow shapes of relatively simple design: low production
Thermoforming Shallow or deep cavities, medium production rates, low tooling cost
Compression moulding Parts similar to impression –die forging: medium production rates
Transfer moulding More complex parts than in compression moulding
Casting Simple or intricate shapes, made with flexible moulds
Processing of reinforced plastics
Long cycle times dimensional tolerances
2.2 Process of Injection Moulding