Simple Simulation
Richard C. Wilson
The University of Michigan Ann Arbor, Michigan
Abstract
This paper describes an example of a network flow modelling approach for "quick and dirty" analysis of traffic dynamics in material handling systems. The example is based on a real installa- tion. It serves to demonstrate potential for quickly comparing the design feasibility of alter- nate conveyor system layouts under dynamic loading before using specially programmed simulations.
INTRODUCTION
Material handling systems for manufacturing plants or distribution centers are increasingly costly and complex. The installed cost of a com- puter-controlled distribution center storage and handling system m a y exceed $5 million. The total (1977) sales of U.S. material handling products exceeds $5 i/2 billion, with more than 30% in conveyors and storage machines. Because most major installations are unique and specialized to the customer's projected needs, simulation is often used by both purchaser ~nd vendor to assess the feasibility of a particular handling proposal.
Before programming a simulation of a new pro- posed material handling system, alternative system concepts must be developed. Only the most attrac- tive of these can then be considered and selected for study b y simulation. Time pressures ~id cost usually preclude simulation of all reasonable options. Consequently, the merits of syst~ns to be simulated depend upon the experience and skills of the concept designer. The elapsed time from conception to installation of a complex handling system may be several years or more. Furthermore, systems are seldom identical. Leaa'ning gained from experiencing an installation from concept to installation may not be useful to the next genera- tion of systems or applications. The process can be accelerated through simulation studies, but the inferences gained from simulation may be difficult
to codify and translate into generally applicable knowledge.
A new unit load handling system is designed on the basis of uncertain forecasts of future demands, product mixes, and supplier or customer behavior. Performance requirements are often given in terms of required throughput with a "typical" m i x and a maximum or peak capacity. Explicit definitions of the characteristics of "peak," as well as distributions of failures, repair times, or arrival intervals are unusual. Hence, design performance must often await install- ation and startup for verification. Performance sometimes must be demonstrated using customer per- sonnel under local conditions perhaps unknown to the system vendor at the time of contracting.
The implications are fundamental to the industry's design practices and use of system simulation. Since simulation validation is often limited to qualitative assessment, it is primarily useful for comparison of the key alternatives, or for verification of design feasibility under clearly stated quantitative m o d e l l i n g assumptions. A conveyor hardware designer may calculate the m a x i m u m throughput capacities for each device in the system. If he is unable to assure himself that a particular segment of his system design concept will not be a critical bottleneck, he often will redesign the uncertainty out of his concept. Often a c~nveyor engineer's calculations involve a second by second timing analysis of the position of case goods as they move through a series of sensors and diverters or merges. Inven- tory accentuation space and flow inventory are calculated by repeated use of Little's formula L=IW in eveI7 conceivable interpretation. Typi- cally these analyses are time-consuming, detailed, and prone to m~nerical errors typical of paper and pencil simulation. The designer is motivated to provide an extra margin of capacity to minimize the n e e d for such detailed hand analyses. At the same time, unnecessa~L~ capacity margins increase the cost of the system and m a y m a k e t l ~ e engi- neering price quotation non-competitive.
S ~ n l e Simulation (co~rtinued)
These observations !end to the conclusion tidal there is a need for a ge:~erai modelling capability at. the concept stage (at least in the material handling field) which would serve as a precursor
to simulation° Such a tool would need to satisfy
a number of requirements:
• be able to model the flow and queueing charac-
teristics which arise from non-stationary load- ing and scheduling of activities.
-require no progr~m~ing or deb~A~ging skills of
the user. Terminology and model construction
must fit the methods used by the project engi- neer in pursuit of his normal tasks°
• permit stochastic modelling~ e.g. arrivais~
failt~e times, and explicit schedule ~ d flow control rules.
• permit application to a wide range of arbitrary
confi~arations of a variety of handling compo- nents.
• permit easy tradeoff analyses of the interplay
among changing the time dynamics of the loading and scheduling, the consequences of limited storage and queueing space, the choice of m o v e - ment velocities and flow rate eapaeities~ and the impact of overflow due to blocking.
• should be consistent so that one modelling
scheme applies for any choice of time.unit. Thus, it should be possible to use the same model and easily compare and verify the resuiLs of steady-sLase analyses, day by day loading changes, 3r second by second dynamics.
• provide optimization (normative) capability to
reliably determine the best performance which
can be obtained from a particular d e s i g n If
this performance is barely adequate to meet the system requirements at the concept phase of aggregated modelling, simulation of a more detailed system model with additional con- straints will be ~muneeessary.
• ~ast be easy ~o translate the user's problem
fro~ hi~ se~ms ~o that required by the model.
-musL be easy vo explain and ~mudecstand the model so that it has credibility with n o n - s i m u - lation specialists, and inspires confidence in the user.
• must be ~ole Do compute results at low cost per
trial run and responsive enough for interactive time sharing utilization.
"must be compact enough to run on small computer syszems.
.provide analyt.[<' perfor~,~<nR :h~'act< fist i< ; which are sufficiently v ~ i d ~nd <::e<~,ii~d [< provide acce~t}~ble coi'~)>n.!'i!',ons a~<iomi< a[L~r:~(,< syst, e m confi}:<ur:<tJoms.
should be modu!'ar te al.iow :~dding { [e c~,.t~ HH] c<<pubi] ity~
This utopian wish ii.st is bey< ud t H r,:.'s<i~ of :u V single tool uvai]:~bie ['or ~><da~, 's <5~teri ~',
handling en~<ineer. It is mind bogg]in, w however-to
reflect on the mnount o[' effort a:~i doilurs ex~end- ed aanua!ly in the simulstio~ evaluatio~ o[' indus-
trial m a t e r i a l handling systems. Host requ:ire the
development of the simulation model de now:). For operating instal!ations~ a simu:!a~.;ion model c:~n be
u s e d r e p e t i t i w s l y f o r s t u d y o f p~-otoco]~s ' o r
i m p r o v i n g o o e r a t i o n s o r adapt, i n f< t o ~}~Lnging con--
d i t i o n s . Ex&mpies o f g e n e r a l p u r p o s e p r o b , , e m -
oriented m a n u ~ % c t u r i n g simulation packages are
found in [2], [2]} and [3]. Only a few an~ryiic
schemes seem to be available for checking: conce~- tun! designs before simulation.
Recent developments in queueing modeLs of stochastic networks have b r o ~ d e n e d their potential
as aggrege.te models of material h:~ndling flow
systems [4]. They have been applied to estimation
of' the steady-state throughput eapacity of flexible m a n u f a c t u r i n g systems~ where an infinite queue
capacity asswnption is tenable. The negative expo-
nential service time assuunption however seems incompatible with the deterministic and/or corre- lated flow processes in m a n y automated hsndling systems.
Graphical techniques have been advocated by Neweli [5] as important for engineering evaluation of flow characteristics in traffic designs espe- cially when the effects of non-stationary processes
must be treated. We have found this approach to
be useful in evaluating the n o n - s t a t i o n a r y b e h a v i o r of a series of server activities u:-~der determinis- tic assu~mptions of input rates and processin{~
times. However, the graphical method bec(~.es
extremely complex and difficult to use when multi- pie products~ recirculation fiow~ or transit time
delays must 'be considered. Furthermore~ methods
,,gnich can be used as characterizations of specific material, handling devices must be invented for each application.
Mathematical prograraming offers the potential for development of mathematical models of m a t e r i a l
handling flow with considerable scope. B:riefly,
a material handling system :is represented in e. network flow model by a set of nodes connected by
d i r e c t e d a r c s , An a r e r e p r e s e n t s t h e p o t e n t i a l
for passage of unit loads from one point to
another. The rate of loads which flow across the
arc may be constrained by upper and lowel bounds. A cost may 'be assigned to each item which flows
across an are~ Each are has a travel time for an
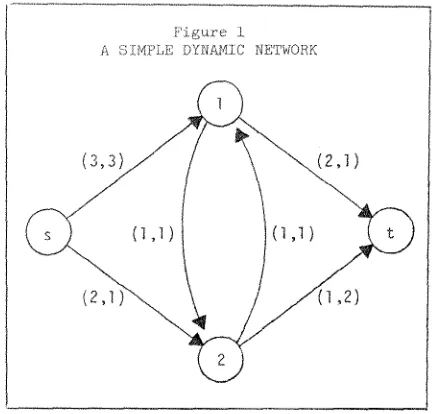
item, A s i m p l e dynamic network is shown in
Wik<ure ]~ In the fl.gllre, a pair (F~A) is associ-
ateci with each arc. J" represents the maximum
rite of flow [terns over the a.rc~ and £ represents t h e t r a v e l t i m e ,
Figure 1
A LD[MFLE DYNAMIC NETWORK
The dynamic network c ~ be transformed into an equivalent time-expanded static network with time intervals r e p r e s e n t e d horizontally and the space nodes of the original network represented
v e r t i c a l l y (Figure 2). A network flow algorithm
can be used to find the m a x i m u m value of the flow of items from node s to node t over the a.rcs of the time-expanded static network in a specified
number of time periods, Using such networks, we
are able to m o d e l a large number of conveyorized
m a t e r i a l handling configurations. We have devel-
oped a software system ~hich we call DYNA~"LO to
explore this potential. Details of the system
software are g i v e n in [6].
Figure 2
T i M E - E X P A N D E D STATIC N E T W O R K IN FIGURE I (DY~JIMiC NETWORK)
]
2 3 4t'
EXU~4PLE PR OBLE~4
To demonstrate the potential of' simple and approximate mathematical models for concept analy- sis~ we use a disguised example of a material handling system in a large distribution center, The system is to have a guaranteed capacity to pick and individually pack and ship 1020 randomly demanded items in each hour of an eight-ho~r shift.
Items are of two categories: 45000 items of type
A w h i c h are less than 200 cubic inches and 36
inches long. The A items are stored in a i6-aisle
mini-load stacker system (AS/RS). The B items are
stored in containers on shelving.
Figure 3 is a floor plan layout of the A item picking area, and the packing for A and B items.
Figure 3
FLOOR FL~,~ LAYO0~ OF O R Z O I N A L C O m ~ E Z O H S Z S T ~ (~AZS ~ q Z ~0' × 40' )
m
®
o
Q
o
~'~ ~ I 1 ~ EMPTY TOTE PANS
--- 1 o : - -
~ I I ' ~ : -: BINNABLEIIT~M PIEKZ.G /'Z',, ~ 1 ~ . II = / "~,.= •
: "qm" .ff
- i ! i i - = . -" i
i
~-,,,~,,l,,,,,~;,
... : : ; . . r ~ j ' : i! i ~ t l l l '
CARTONS TO SHIP ING DOCKS
The concept of the sysbem is to minimize the pick- ing time on the A items by bringing the items to
, and to pack both A and B items picker at
• ~ a r e a s at ~ . EraDty tote
:Ln the sEunelP'aCk6" " "x16" ~ ~ ~ p a n s
either 12"x or 36 are delivered continuous-
ly to the m i n i - l o a d AS/RS picker on moving convey-
ors. The picker selects the desired item from the
AS/RS bin, and drops it into an empty tote, togeth-
er with an order tag+ At G , a!l full totes are
automatically separated from the empties~ which
continue to recireulate on the conveyor to and
back to the AS/RS pick area. Full totes are con-
v'eyed to a sort station Q , Here, an operator
reads the part order tag, and by pushbutton, keys in the packing lane which is scheduled to pack that
order in the next hour. Full totes accumulate
Simole Simulation ~coL.~=nue~,
during each hour on one of-the two accumulation lanes feeding each of the several dozen packaging
stations. At the start of each ho,~<'~ each packing
station removes items from the lade of totes pre-
scheduled for one hour of packing work. As the
items a c e packaged in outgoing cartons and dis-
patched to the shipping dock for pickup by UPS or parcel posts the emptied totes are returned to the
system at @ for merging ~ d reeircu!ation. At
, full totes from the pick trucks selecting B zsems from shelf storage are placed on the convey-
or line of full totes. Empty totes for picking B
items are obtained from t~e conveyors a~ kS]'
in designing this systems the vendor needed to assure himself that the proposed concept would achieve a pick/pack rate of 1020 items per hour. Calculations ~ere needed to determine that empty totes would be available to the mini-load and
shelf picking operations as needed. F u r t h e ~ o r e ~
adequate but not excessive lengths of accumulation
conveyors must be provided ~£nere needed. The
nmmber and mix of totes required to m a i n t a i n this throughput flow and accumulation must be estimated, and potential blockage or starvation of operations ~ t i c i p a t e d .
There was initial concern about possible con- gestion "~here the emptied totes from the two sets of packing stations m e r g e d with the r e c i r c u l a t i n g empties from the mini-load pick conveyors through . An a l t e r n a t e design was proposed, Figure 4~ which added over several hundred additional feet of tote accumulation conveyor before the new merge point at @ .
Figuur e 4
FLOOR PLAN LAYOUT OF REVISED CONV%]YOR SYSTEH
:. ~ %.
eight e~sles | :
J
-I
5.~
i
... + ... -."'
!i
i
H I ~ -: -=H " ~
~. ! . " 2 ... + , , . m : ~ ~'+°
I
... + " ~ : ' " " : : i '''';~: :'~..~.,,,,,,{ ... + ... .Simulation was proposed to estsb]i;h th<~ n<ed for
this additions! expenditure, We sh~w that the : !
of a simple modelling technique such as OYNAi; ,0 could h a v e resolved b h e need for" finis expeuditu:'{ .
£, r~,\[ W :;, q, < ~ y (-)!,j ,~.' . . . > * . . . . T O , D Y N & F L O N R " ? W O } K N ~ ' ' . . . ,
Analysis of a ms.ter:ia] handling system re- quires selection of the necessary iev'ei of detail.
In simuiation~ unnecessary detail ca~ pcoduce l:J, rge
complex models~ which are costly to progr<Lm~ debu},.:~ add execute~ (rod often difficult to int{~rp~'et,, in DYNAFLO network modei!ing~ levels of detail sore limited to the set of aw~ila'ble progrm:~ modu[es~
and program debugging is eliminated. }{owever~ one
to one congruence between conveyor se{.~mellts q)t ~ ti~e
real system and the network models can produce ~{,
high ntmlber of spsce-nodes in the network, There-
fore segments of the real. system sh<)uld be aggre-
gated for m o d e l l i n g purposes. Similarly~ the t[.me
step (sample interval) should be chosen to be as large as possible to m i n i m i z e the ntm'~ber of item intervals required~ but still to he comp~tt£bie ,,,,ith
the time dynssnics of the system under
:i.nvestJ,<:N::ien.
The ~ ~ -~ IO_a±ow±ng s t e p s a r e n e c e s s a r y t o develop a DYNAFL0 model, given a physical layout of the handling system:
• dra,,~ a scaled layout network o f ' the flow ~ . . . . items in the system.
-compute the lengths of each of the conveyor devices in the system.
• wherever consistent w i t h the purposes of the
analysis, aggregate clusters of adjacent con- veyor devices into a single device arc with length and capacity equivalent to the original cluster.
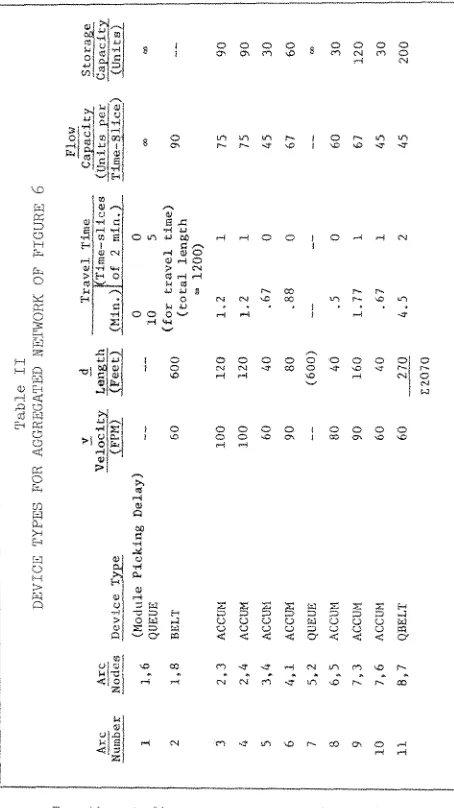
• select a basic time-slice duration for the
analysis and the nmnber of time-slices needed in the dynamic m o d e l run so that the time vary- ing b e h a v i o r will be captt~'ed.
• compute the integer number of time-slices for a
unit load to traverse a conveying deviee~ given
its velocity and length. Compute the bottleneck
flow capacity per time-slice~ and the total storage cap~city for each of the aggregated devices.
"generate s p e c i f i c bounds on flow and stora{6e for aggregated arcs which reflect exogenou'.{ schedules and flow control.
• select mode of' analysJ s: minimm~o,
cost/m'<x[mum
flow;
wraparo~lnd or not; and control costs oaruln.
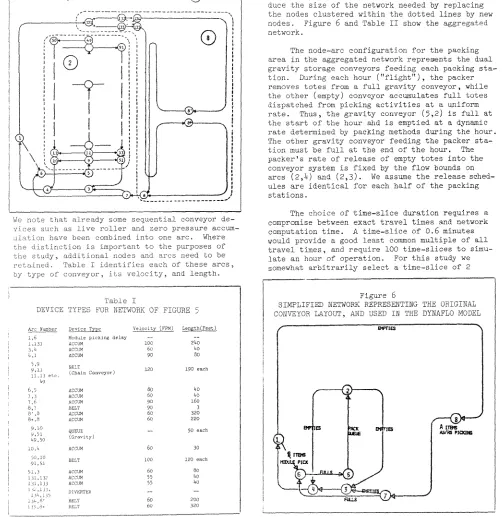
Fi,%iire 5 is a sealed network of the item flow
in the system Layou.t of Figure 3.
F i g L L r e 5
NETWORK RE}/KESENTATI:ON OF CONVEYOR iJ~YOUT iN i , ' I G U R ~ , : 3
(Hult[!.)].e n o d e s o m i t t e d for c l a r i t y , ) N o d e s i n dott{~d l i m e s are c o n d e n s e d i n t o t w o n e w
p a c k i n g a r e a b e c o m e s n e w node~:.. @ ;
~iodos : the
t h e A S / R S p i c k ~tz'ea b e c o m e s n e w n o d e ~ .
i
-<
L ~ J
I
!
.---e---.
We n o t e t h a t a l r e a d y s o m e s e q u e n t i a l c o n v e y o r d e - v i c e s s m c h as l i v e r o l l e r and z e r o p r e s s u r e a c c u m - k11"~.t:,ion h a v e b e e n c o m b i n e d i n t o one arc. W h e r e the d i s t i n c t i o n is i m p o r t a n t to the p u r p o s e s of b h . e study, a d d i t i o n a l n o d e s a, r l d a r c s n e e d to b e retrained. T a b l e i i d e n t i f i e s e a c h of t h e s e arcs by type o f c o n v e y o r , its v e l o c i t y , and length.
T a b l e I
D E V I C E T Y P E S FOR N E T W O R K O F FiG:PHE 5
~'<: Number DevR:e
1,6 PIodui~
i, £ 31 ACCUM
3, h ACC{LM
i!, 1 ACCUM
'),9 BELT
11.[3 etc.
6,5 ACE~'~
y, ~ ACCUM
y , t] t, C C l ~
8,7 BELT 6 ' ,5 AC f;~1~
9,]O
9,5 i QUEUE
49 ~ 50 ({;r~vi % y )
i0 ,~ ACCUM
5 0,10 ~ELT
91,5~
5 • 3 ACCUH
;. 3 i , ~ 3~ ACCUM i N, ] ] ] ~CCUM [ J2 ~l ]] ' )P/~]!!'J'I(}I
';,5~ I~i:::/[
pickia@ delay
60 9O
120
8O 60 90 90 60 60
60
i00
60 ',,5 ~5
60
£;
hO 8O
190 each
4O 40 ~60 3 320 220
50 each
30
120 each 8O
hO
W e n o t e that i f w e a s s u m e t h a t e a c h o f the p a c k i n g a c c u m u l a t i o n s ' arcs ( 9 , 1 0 ) , (9,51)~ ( 1 1 , 1 2 ) , etc. b e h a v e i d e n t i c a l l y , an a g g r e g a t e r e p r e s e n t a t i o n of t h e p a c k i n g s t a t i o n s m i g h t be a d e q u a t e f o r a n a l y z i n g t h e q u e u e i n g issues. A s i m i l a r a s s u m p t i o n a b o u t the two A S / R S m i n i - l o a d p i c k i n g c o n v e y o r s e n a b l e s us t o a g g r e g a t e t h e s e t w o c o n v e y o r lines also. W e t h e r e b y g r e a t l y r e - d u c e t h e s i z e o f t h e n e t w o r k n e e d e d b y r e p l a c i n g t h e n o d e s c l u s t e r e d w i t h i n t h e d o t t e d l i n e s b y n e w nodes. F i g u r e 6 a n d T a b l e II s h o w t h e a g g r e g a t e d n e t w o r k .
T h e n o d e - a r c c o n f i g u r a t i o n f o r t h e p a c k i n g a r e a in t h e a g g r e g a t e d n e t w o r k r e p r e s e n t s the d u a l g r a v i t y s t o r a g e c o n v e y o r s f e e d i n g e a c h p a c k i n g s t a - tion. D u r i n g e a c h h o u r ( " f l i g h t " ) , t h e p a c k e r r e m o v e s t o t e s f r o m a full g r a v i t y c o n v e y o r , w h i l e t h e o t h e r (empty) c o n v e y o r a c c ~ n u l a t e s f u l l t o t e s d i s p a t c h e d f r o m p i c k i n g a c t i v i t i e s at a m u i f o r m rate. T h u s , t h e g r a v i t y c o n v e y o r (5,2) is full at the s t a r t o f t h e h o u r a h d is e m p t i e d at a d y n a m i c r a t e d e t e r m i n e d b y p a c k i n g m e t h o d s d u r i n g t h e h o u r . T h e o t h e r g r a v i t y c o n v e y o r f e e d i n g t h e p a c k e r s t a - t i o n m u s t b e f u l l at t h e e n d o f t h e hour. The p a c k e r ' s r a t e o f r e l e a s e o f e m p t y t o t e s i n t o the c o n v e y o r s y s t e m is f i x e d b y t h e f l o w b o u n d s on arcs (2,4) a n d (2,3). W e a s s u m e t h e r e l e a s e sched- u l e s a r e i d e n t i c a l f o r e a c h h a l f o f t h e p a c k i n g s t a t i o n s .
T h e c h o i c e of t i m e - s l i c e d u r a t i o n r e q u i r e s a c o m p r o m i s e b e t w e e n e x a c t t r a v e l t i m e s a n d n e t w o r k c o m p u t a t i o n t i m e . A t i m e - s l i c e o f 0 . 6 m i n u t e s w o u l d p r o v i d e a g o o d l e a s t c o m m o n m u l t i p l e o f a l l t r a v e l t i m e s , a n d r e q u i r e i 0 0 t i m e - s l i c e s t o s i m u - l a t e a n h o u r of o p e r a t i o n . F o r t h i s s t u d y w e s o m e w h a t a r b i t r a r i l y s e l e c t a t i m e - s l i c e o f 2
F i g u r e 6
SIM/~LIFIED N E T W O R K R E P R E S ~ q T I N G T H E O R I G I N A L C O N V E Y O R L A Y O U T , A N D U S E D IN T H E D Y N A F L O M O D E L
Simple Simu!abion (c0ntzau~)
minutes~ requiring 30 t{~e-slices per ~our and :he coarse device travel times in time-slices in
Table ii,
0 a: O
P~CS
8
0
M o H >
%
~ g
., ol{t
°
?
e l
g g g g ~ g g g 8
~ T ~ ~ T ~
,-~ ,-4 ' ~ ' . 4
8 8 g ~ I g ~ g g
8 g g g = g g 8 ~
For %he soudies> we assume a mix of 3 foot
and 1 foot long totes in -8he ratio of 1:5, }fence
on the average, queued totes occupy £:(5"l~3)/6= 1 1 / 3 feet. In genere.i~ :.he f l o w c a p a c i t y is l i m i t e d b y v/g~ a n d t h e s t o r a g e b y d/£. O n z e r o
p r e s s u r e ace~m~o)~Is.bion e o n v e z o : r ' s ~ ~re % s s t t : ' . e t h a t m o v i n g t o t e s w i l l . h a v e a g a p o f a t ] e a s t o n e t o t e
l e n g t h b e t w e e n them, H e n c e the ma~imos;~.
":'lOW
e a p a e i t Z o f an a e c m m 2 i a t i o n eorive$~or is h a l f the s t o r a g e c a p a c i t y per t i m e - s l i c e , T h e r e s u l t i n g f l o w a n d s t o r a g e ce.pacioies are g i v e n in T a b l e Zi T h e v a l u e s will be a l t e r e d as d e s c r i b e d l a t e r e.ecordin{ to the s p e e i i i c reG.uire~lents o f each o f t h e i n v e s t i g a t i v e "-'~.naLyses, In a d d i t i o n ~ s i n c e w e
a s s u r ~ i e t h a i t h e p i e k : [ n g a n d p t . : k f n / :<it, d u i ( f'o~"
c ~ t c h h o u r i s t o b e k t e n t i c a , ] ~ ~t " w r , , ~ { r o u : k [ " !<,d~ [ i s s p e c i f { , e d ~ w k e r e t h e t e r n ' t i n t ] ~ t't<,~ t . , t M e n d o f e a c h hou~" ~ s t h e s,';~,te (~.s t h c i r l i { . i a i . b A t e ~t; t h e begir, n:En/: o!:' e a c h hour,
A s e r i e s of s u s ! y s e s az'e c o n d ~ c % e d ~ w th ]n- eree~sing c o n s t r a i n t s on s y s t e m beh<~v[or~ %',~<~
e x p L { i n t h e s e l e c t i o n o f :p:~rs~nctez:s for e s c ~ o f
t h e s e rt.~ns ~
R<ui !
2he first ruu is a simple stea, dy-;tate (one-
period) run to determine the m~mimLL~ c,~tpacity of
the system~ A l&rge negative cost is placed o~.:
f l O W out o f t h e q u e u e arc (5~2) in o ' d e r Do d r i v ~ t h e m o d e l t o find the m a x i m R m c a p % c i t y p:~.cking rate, A l o w e r b o u n d of I0 r o b e s per' t i m e - s l i c e is p l a c e d on t h e flow- o f full t o t e s omt o f the ;K)duie p i c k i n g q u e u e a r c (1~6)> a n d of 2h ful] t o t e s p e r t i m e - s l i c e oat e ~the A S / R S p i e k arc (7}5)° S i n c e % h e r e are 30 t i m e - s l i c e s p e r h o u r s these b o u n d s i m p l y a t o t a l p i c k r a t e o f 1 0 2 0 t o t e s p e r hou~',
R u n i indi.c.s.tes that t h e maximLmt c<q)ac.[ty o f the sk'stem is !.800 totes p e r h o u r s witich is e~,sil) ~ s e e n to b e t h e c a p a c i t y o f 60 totes p e r L i m e - s l i c e (30 p e r minllte) o n c o n v e y o r (6~5) i n t o t h e s o r t e r , T h e flows a r e give~% in F i g u r e 'i'~ A tototl of' 252 t o t e s are r e q u i r e d for " p i p e l i n e " i n v e n t o r y ,
F i g u r e 7
P'A.RJ'tH~N~ER 7 A L U : C K)R 8EEADY-Si~ATE C , . [ : ' A E [ q (
Pd'~;,SYFSI.i O F R U N ! l l , bHl%4]lERS
:fin ~
ARt: <AX.~HUHF L O W iN T O T E S P E R K H E - S L I C E , H E A V Y A]:(C (6,q ~. ~ [S
i
f
f - - - ~ J
~ . Z T
R u n !
;)};e ~u~,xirlt<'n cap{~city of' l~O0 totes psi ~ hour is achieved in [ha } by flow required by fuli totes. ']'hu no :,xcess empties cirsu].a.te through the sys-
tH,:~. Supi)os<~ we want to assess the system stea.dy-
state ca)ability <o pick/pack at the required r%te of lOgO totes per hour'~ while circulating an addi-
tional "(d~0 ~ pip/ tot, a s p e r h o u r ' ' t o u s e t h e f ' l o ~ c ~ : ~ m i t 7 o f ' ! 6 0 0 t o t e s p e r h o u r . I f ~Te a d d a l o w e r b o u n i t o t h e f i o , , r of' e m p t i e s o n t h e a c c u m u l a t i o n c o ~ . v e y o r ( 7 ~ ) of" ( 7 8 0 " ~ 2 ) / 6 : 2 6 t o t e s p e r t i m e - s l i c e (T:[%)~ ,,.re d i s c o v e r t h a t t h e r e q u i r e d t o t a l flow of 26+24 exceeds the 45 TPS capacity of accum-
ui.aI,[on ((J~7) and is therefore infeasible. We re-
d,toe the required Flow rate of empties to 21 TPS on ('~'~3)° (fhe ,esulting maximum feasible flows a r e given in H ~ u r e 8 ,
Figure 8
FLOW VALUES OBTAINED FROM STEin]Y-STATE CA}'ACITY ANALYSIS WITH REQUIRED I:~TE OF' 2i EKPT]ES PER TlYz]-SLICE RECiRCULATiON. BOXED
NU~,'N3E2S ARE MA?[IMUM FLOW IN TOTES PER T i , ' [ 7 ] - S b I C E . HEAVY fhRC ( 4 , 1 ) i S THE
BOTTLENECK.
"I
We note that the consequence of forcing the circu- iu.tion o[' empty totes saturnk.es the capacity of' e m p t y 'i, c c < h < r i u l , ' t t i o n c o n v e y o r ( 4 ~ 1 ) . T h e r a , t e ,%t wi~ich empty totes must be recirculated limits the rsi~e of use by the module picking activity (!~6). Cens equent]..y~ the m'.)~ximum (tehievable packing rate i:,, reduced to 13&]O toi0es per hour, because of the
need to circulate
empty
to%asS We note 'that thea:tfeet of intermediate rates of empty recirct~ia- tion on max:inure packing can be e&sily determined
b£ retrying the model p}:u'mr~ebers. For example~
, , , [ t h a, required emptj tote recireulation of' 300 p hou:c~ the m~;<.imum packing rate is i'[10 t o t e s p e r h o b r .
R u n 3
T h e p r e c e d i n g a n a l y s e s a s s u m e t h a t ~ a t e s o f both the packing and picking operations are con-
stant. In reality of coarse they both fluctuate.
The picking is executed continuously throughout the
shift by a dozen or more operators. It is reason-
able therefore to ass~zme a constant mean rate of placement of' inventory into empty totes by the
pickers. The packers however operate on an hourly
scheduled work load. Generally at the beginning of
each hour most packers remove the items from a mmm- bet of' totes waiting on the gravity conveyors. The items are placed on the packing bench, and the emp- tied -totes are placed on the empty return convey-
ors. Thus, a surge of empties of uncertain magni-
tude is imposed on the system at the start of each
hour. The affects of this hourly transient in the
mean release rate need to be assessed.
In order to capture the transient mean packing rate~ we set the output of the packing stations into the takeaway conveyors (2~4) and (2,3) at 39 totes per minute for the first 20 minutes of each hour, and 6 totes per minute for the remaining
forty minutes. Thus the total output of empties
is at least 1020 per hour~ corresponding to the
m i n i m ~ n pick rate, We also initially set the
accumulation capacities of all devices to be un-
bounded, thus avoiding infeasibility due to block-
ing or starvation in this trial run, With re-
quired empty recirculation of 300 totes per hour ~ d the dyn~nic packing rate, the pack rate of 1710
per hour is the maximtu~ feasible. However, we note
that the dynamic packing rate requires at least 965 totes in the system fox" feasibility compared to 329 for the constant pack assumption.
Run 4
For this rtuu, we reduce the storage capacities of all devices to the bounds appropriate to their
physical size. Otherwise the model is identical
to Run 2. The analyses indicate the model is now
infeasi%le, Examination of the flows discloses
the infeasibility occurs during the period 16 to
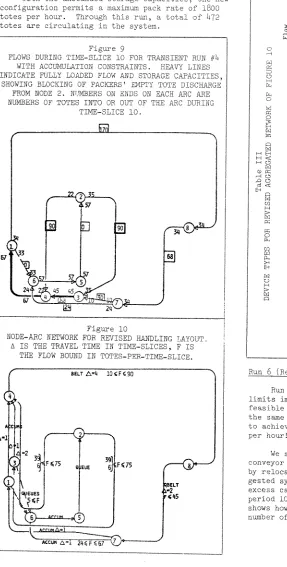
20 minutes after the scheduled hour. In Figure 9~
we see that the accumulation conveyor (4~1) is the
bottleneck throughout the hour. During these
critical minutes it is ~sable to carry away the
emptied totes, As a consequence the packers'
diseha~rge rate is blocked.
Run 5
The concern for the potential congestion from the p r e c e d i n g run resulted in a modified design
on the output of the packing stations, The modi-
fied design was intended to provide additional q ue~,~e space be~fore the merge o f empties~ and to mo~e the merge point beyond the point, at which the module pickers picked up the empties f'or their
Ricking tours~ Figure i0 shows the network for the
revised design of F i g u r e 4 and Table Ill lists the
device types and part, me'tar values for the revisions.
Sim~0ie Simulation (continued)
With the ~ b o u n d e d storage capaoities~ the new configuration permits a maximum pack rmte of 1800 totes per hour. Through this rmu, a total of 472 totes are circulating in the system.
Figure 9 I
FLOWS DURING TI~{~Z-SL!CE i0 FOR TR~Ag~SiENT RUN #4 WiTH ACC~.~qJLATION CONSTRAINTS. HEAVY LINES I N D I C A T E FULLY LOADED FLOW AiND STORAGE C~a2ACiTIES~
SHOWING BLOCKING OF PACKERS' E~FTY TOTE DISCHARGE FROM NODE 2. NL~4BERS ON ENDS ON EACH ARC ARE NUMBERS OF TOTES INTO OR OUT OF THE ARC DURING
TIb~-SLICE !0.
Figure i0
NODE-A_RC NETWORK FOR R~/ISED H_~/{DLING LAYOUT. A IS THE TRJ~VEL TiME IN TIME-SLiCES, F IS
T9~ FLOW BOD]~D IN TOTES-PER-TIME-SLICE.
I
I
'~F ~75
~ELT
0 ~22 0 5d 0
O m] a< O O O ~h b~ o
N m
~ o ~
Run 6 (Revised D e s ~ w i t h S t o r a ~ C o m s t r a i n t s ) Run 5 is repeated except with physical storage limits imposed on the system. The result is a feasible pack rate of 1800 totes per hour. Under the s~me conditions the original design was unable to achieve the specified throughput of 1020 totes per hour!
We see that by increasing the total length of conveyor in the system from 2070 to 2410 feet~ and by relocating the merge point of empties, a con- gested system is converted to one with substantial excess capacity. Figure ii shows the flows in period I0 for this run. Comparison with Figure 9 shows how the congestion has been reduced, The muir/bet of totes is this system is 472.
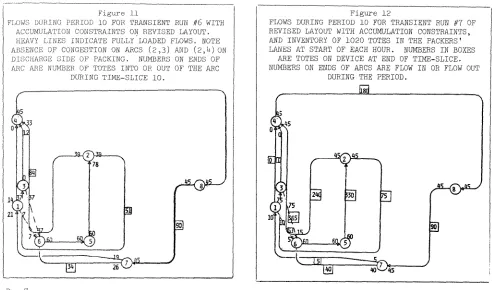
Figure ii
FLOWS DURING PERIOD !0 FOR TRANSIENT RUN #6 WIT},{ ACCUMCLATION CONST~{AINTS ON REVISED IF{YOUT. NKAVY LINES INDICATE FULLY LOADED FLOWS. NOTE ABSENCE OF CONGESTION ON ARCS (2~3) ~£ND ( 2 ~ 4 ) O N DISC~iARG!!'. SiDE O F PACKING. NUMBERS ON ENDS OF ARC ~d~E NUMBER OF TOTES INTO OR OUT 07 'I THE ARC
D U R I N G TIME-SLICE 10.
R un 7
All of the preceding runs assumed that ful_ totes are being delivered to the packers during the hour in which they perform the packing. In actual operation, the plan was to initiate the hourly packing load with an accumulation of one ho~" of full totes waiting on one gravity conveyor to be emptied. Thus, each hour should start w i t h 1020 full totes in the queue arc (5,2). This is modelled by placing a lower bound of 1020 on the storage flow on arc (5,2) for only the first time- slice in each hour. The flow results of this operatio~al change are show~i in Figure 12. We note that the revised system is still feasible and can pack 1800 totes per hour. However, the new schedule requires at least 1330 totes in the sys- tem at any time.
SUMMARY
Our example shows that simple simulation using DYNAFLO can provide comparative evaluation of alternate concepts for complex configurations of materi~l handling systems. Thus, it can eliminate detailed simulation of many inadequate layouts. The methodo~o[D ~ is especially powerful in besting bounds on system flow capacity. Since the flows are t h e maximtun 0ossible ~.~der the given assump- tions~ additioma! complications (e.g., multiple products, stochastic loadings, etc.) imply addi- tional constraints on the model, rather than
Figure 12
FLOWS DURING PERIOD i0 FOR TRANSIENT RUN #7 OF RI'YlSED LAYOUT WITH ACC~4ULATION CONSTRAINTS, AND INVENTORY OF 1020 TOTES IN THE PACKERS' I~NES AT START OF EACH HOUR. NUMB~4S IN BOXES
ARE TOTES ON DEVICE AT END OF TIME-SLICE. NUMBERS ON ENDS OF ARCS ARE FLOW IN OR FLOW OUT
DURING THE PERIOD.
f - -
~ < s ~ - - - ~
relaxing existing constraints. Obviously, the m a x $ mum flows of more constrained models cannot be greater than those of the less constrained DYNAFLO model. A total ~ndahl 470/V7 CPU time of 27.19 seconds was required for all runs, thus providing interactive response time for each run.
The dynamic network modelling technique is useful as a method for "quick and dirty" evaluation. Furthermore, the simplicity of the underlying models makes the results creditable and easy to understand. We believe that exploration of system configura- tions using network models may lead to general design principles which are obscured by more com- plex models. The approach however is also limited by its simplicity. It does require arbitrary
discretization in time with consequent imprecise specification of flow capacities, and delay times. Furthe~maore, small time-slice models run over many time-slices may generate large models which, like simulation, can consume extensive CPU time. The present capability is limited to essentially one commodity systems amenable to pure network represen- tation. If precision is required, detailed simula- tion earl be used to confirm simple simulation implications.
We azre currently investigating methods of m o d e l l i n g more complex handling system components, while retaining the conce~tuai simplicity of DYNA~°LO. In additions w e are planning ~ r t h e r evaluations of the system by ps~%icipation at the conceptualization stage of proposed handling systems.
T h e w o r k d e s c r i b e d i n t h i s r e p o r t was p a r t : i -
a l l y s u p p o r t e d ~}d ~ NSF G r a n t ~iPR "-'~ ~;[~'%~
i,
2,
3.
4.
5.
6.
REFERENCES
Heimburger~ Donald A, "A Case Goods Conveyor 8imuiator~" Proceedine~ of bhe 1973 Win- ter Simulation Conference (January~ i973)~ pp. 112-117.
Hitome~ K , ~ S. Ts~:~ara~ S. Seki~ anff K. lsoda. System Simuiation~" Proceedings of the ~9~3 Winter Simulation Conference (January, i973) .
RogKenbuck,~ R.. ~.~, and N, W. Hoowood,_ Jr. ~ u ~ m a ~ e ~ Model B~±m,mmng, Proceedi~i £ " ' ~ ' " "
of the Tenth Annual Simulation ~ m o s i ~ s (March, i977)~ pp. 179-196.
So!berg~ J. j. A User's Guide to CAi%Q~ Report No. ii: Optimal Planning of Com- puterized Hanufaht~-ing Systems, School of industrial Engineering~ Pv~due Univer- sity, West Lafayette~ i n d i ~ a (December~ 1977).
Neweii~ G. F. Ao~iication of q u e u e i ~ Theor}! ~ London: Chapman and Hall (1971).
Hax-weli, W. L. ~ and R° C. Wilson. ~ s e _ ! o! ~;namic Material Hsandiin K Skis zeros ~£ Network Fiow, Working Pacer_ No. 4, :'da~.-~'~ factur~ing Flow Research Projects Depart- ment of Industrial and Operations Engineering~ The University of Michigan, Ann A~bor, M':ch~'~ '~
. . . < £" ebruarT, ]-979).
V R < ) M 7 ' t I E ] D I T O R ' S I)I<SK
( c o n t i n u e d f r o m p a £ e '32)
o f f e r m y s y m p a t h y , Y e t I f e e t t h a t w e woud.d
all a(:{mit that you do not throw good ~ v t . m c y after
b a d . If A © A is m o r e efficient t h a n C < ) ] 3 ( ) I . ,
s h o u l d it n o t b e u s e d ? A l l o f u s a s t a x p a y e r s
s u p p o r t g o v e r n m e n t - c o n t t ' a c t o r s a n d i f w e c a n
r e d u c e e x p e n d i t u r e s b y u s i n ~ m o r e e f f i c i e n t
p r o g r a m m i n g , e s p e c i a l l y e x e c u t i o n t i m e , s h o u l d
w e s t i l l o p p o s e A D A ?
H o w e v e r ~ I m u s t note that at this t i m e i d o not
have any reasonable c o m p a r i s o n b e t w e e n AI)A and C O B O L . iV~aybe, before w e attack the in- troduction of another c o m p u t e r !an~uage~ w e
should look at the f a c t s . O n l y last w e e k l found that a close friend~ Sue S o l o m o n and f o r m e r c h a i r p e r s o n of S I G S I M , has a p a c k a g e for statistical validation of simul~rtion data.
W e l l , I h a v e h a d o n e a r o u n d f o r a l m o s t t e n
y e a r s , t h a v e o v e r t h e y e a r s f o u n d a b o u t t h r e e
o t h e r s t h a t I c o n s i d e r w o r t h w h i l e . M u s t w e
c o n t i n u e t o r e i n v e n t ' t h e w h e e l i n c o m p u t i n g ?
Part of our p r o b l e m is the lack of c o m H K ~ n i c a - tion. P a r t is also the feeling that w h a t w e have p r o d u c e d is not 'fine ' e n o u g h to m a k e public and exposing ourselves to possible cri-
ticism f r o m our fellow practioners, It is difficult for n~any to c h a n g e their thinking f r o m prograrning in one language to p r o g r a m i n g in another, F o r scale of us w h o feel exceedingly comfortable with a powerful language, w e do not wish to start again with a n e w language. Let us wait until w e have full information. A n d let us a p p r o a c h this conflict reasonably. M a y b e the best solutions if A D A does p r o v e [tself superior, is to p h a s e the language in. W e should not m a k e obsolete e×isting pro£rara- rners w h o do not wish £o e n c u m b e r thernselves
w i t h a n e w language~ but m a y b e the colle~{es should start teaching A D A to future p r o g r a m m e r s , I cannot help, b e c a u s e of industry trainings to look a t cost-effectiveness, If A D A does p r o v e itself~ then in the best A m e r i c a n ir'a- dition of the profit motive, w e should go along
w i t h t h i s n e w l a n g u a g e ~ Y e % w e m u s t < o n ~
sider the h u m a n element,