A Study on the Fabrication of TiNi/Al6061 Shape Memory Composite Material
by Hot-Press Method and its Mechanical Property
Young Chul Park
1, Gyu Chang Lee
2and Yasubumi Furuya
3 1Department of Mechanical Eng, Dong-A University, Busan, 604-714, Korea 2Research Institute of Industrial Science and Technology, Pohang, 790-330, Korea
3Department of Intelligent Machines and System Engineering, Hirosaki University, Hirosaki 036-8561, Japan
An attempt was made to fabricate composite material of an Al alloy matrix reinforced by TiNi shape memory fiber using a hot-press method and to investigate its microstructures and mechanical properties. The analysis of SEM and EDS showed that the composite material had good interface bonding. The stress-strain behavior of the composite material was evaluated at room temperature and 363Kas a function of pre-strain, and it showed that the yield stress at 363Kis higher than that at room temperature. It is also found that the yield stress of the composite material increased with increasing the amount of pre-strain and depended on the volume fraction of the fiber and heat treatment. The smartness of the composite could be given due to the shape memory effect of the TiNi fiber, which generated compressive residual stress in the matrix material when heated after being pre-strained. Microstructural observation revealed that interfacial reactions occurred between the matrix and fiber, creating two intermetallic layers.
(Received August 14, 2003; Accepted November 17, 2003)
Keywords: smart composite material, metal matrix composite, shape memory alloy, mechanical properties, fiber reinforcement
1. Introduction
Many studies have been performed on smart composite material reinforced by TiNi shape memory alloy (SMA).1–3) The design concept of this smart composite material is that as temperature increases, austenite transformation occurs from martensite phase in TiNi fiber and the fiber contracts up to the amount of tensile pre-strain applied at room temperature. This property is caused by the shape memory effect (SME) of TiNi fiber and compressive residual stress that occurs in the matrix due to this shape memory effect. As a result, this determines the strength of whole composite material.2,5,6) Armstrong4)reported the thermal behavior of Al6061 matrix composite reinforced by TiNi SMA fiber by using a one dimensional model. He compared the theoretical and the experimental results. However, he did not focus on the fabrication process or strengthening mechanism. In addition, Hamada and co-workers1) reported the optimal fabrication condition for TiNi/Al6061 composite material in vacuum using the hot-press method. They also reported the strength-ening mechanism of composite material by comparison of theoretical and experimental methods. Due to the fabrication method, the volume fraction of fiber is limited so they restricted the volume fraction of fiber within 5.3% and the pre-strain within 2.9%. Thus, the relationship between volume fraction and pre-strain was not thoroughly examined. This was a fundamental study to develop a fabrication method of TiNi/6061 composite material into plates. In this study, an attempt was made to fabricate a composite material using hot-press method and to examine the strengthening mechanism. There have been many studies in Korea on the fabrication of smart composite material using squeeze casting and powder metallurgy.7)However, the strength of the smart composite material made by these methods is not satisfactory and many problems, such as array of fiber reinforcement, have occurred. The hot-press method is useful in simultaneously solving strength and fiber array problems.
The advantages of the hot-press method are that it can produce various sizes and fiber volume fractions of compo-site material. In addition, this method allows the production of composite materials into commercially viable plates.
In this study, TiNi/6061 composite material was produced using the hot-press method. To obtain the optimal fabrication condition for composite material, various temperatures and pressures were attempted. The optimal condition was determined by observing the separation of the interface between the fiber and matrix SEM and the diffusion layer as evaluated by EPMA. Three kinds of specimens with volume fractions of fiber 3.2%, 5.2% and 7% were made under the optimal condition and their mechanical properties were examined at room temperature and 363K. To investigate the strength increase effect resulting from pre-strain, 1%, 3% and 5% of pre-strain were applied. In addition, strength increase evaluations were performed to determine the effect of the rule of mixture.
2. Design Concept of Shape Memory Composite Mate-rial
the austenite phase is still in the elastic region. In step 4, tension is applied to step 3 and mechanical properties are evaluated.
3. Experimental Method
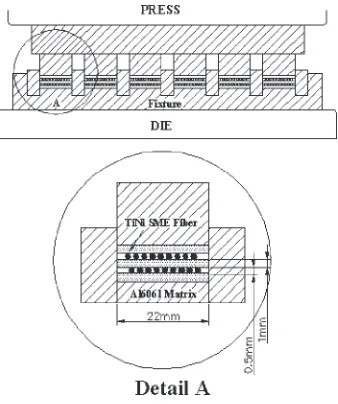
[image:2.595.70.267.70.267.2]In this study, 1 mm thick Al6061 plate and TiNi fiber (Ti-50.0 at% Ni; diameter 0.5 mm) are used to fabricate TiNi/ Al6061 shape memory composite material. For the purpose, a hydraulic hot press with a 250-ton capacity is made. This press is equipped with a high temperature furnace that allows maintenance of temperatures up to 800C. The fixture in Fig. 2 arrays the fiber shape memory alloy straight at a constant spacing to prevent contact. Similar specimens can be repeatedly made and volume fractions of fiber can be arbitrarily changed. TiNi fiber was fixed at a constant spacing between 150 mm 22 mm 1 mm aluminum plates. The aluminum plates were pressurized at high temperature on the press as shown in Fig. 3. Three kinds of composite materials with three different fiber volume fractions (3.2%, 5.2% and 7%) were fabricated for the experiment. To determine the optimal fabrication condition of TiNi/Al6061 shape memory composite material, two pressures (40 MPa and 60 MPa) were applied for 30 minutes under two temperature
con-ditions (803K and 833K). Temperature was measured between two aluminum plates and pressure was calculated from the aluminum’s dimensions before pressure was applied.
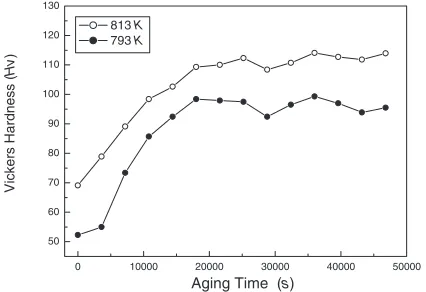
Since the surface of the aluminum matrix is easily oxidized, the specimens were fabricated in argon. Freeform composite material was made by the hot-press method as shown in Fig. 4(a). After machining this material, a plate tensile test specimen was made. Its shape and dimensions are shown in Fig. 4(b). To increase the strength of aluminum 6061 matrix, T6 heat treatment was performed. In air, a solution treatment was performed for an hour at 793K or 813K, and the specimens were cooled in water. An aging treatment was performed at 448K. In Fig. 5, the relationship between aging time and Vickers hardness is shown. It was observed that the hardness of the composite material solution treated at 813K was higher than that of 793K. Previous studies have shown that the hardness does not change significantly after aging treatments of more than 5 hours. In this study; therefore, instead of evaluating the strength of the composite material according to the heat treatment condition, an attempt was made to determine the ideal heat treatment condition to produce the greatest strength of Al6061 and composite material fabricated under these conditions. Using Fig. 2 Fixture for keeping TiNi shape memory alloy fiber.
Fig. 3 Schematic diagram of hot pressing.
(a) Composite freeform
t = 2mm
15
64 74 148
15
(b) Tensile test specimen
Fig. 4 The shape of composite freeform and specimen.
Loading for pre-strain
Step 1
Step 2
Step 3
Step 4
F
F
Heating with M-A transformation
Tensile test for composite Pre-strain
(A)
(B)
(C)
(D)
(E)
[image:2.595.343.512.71.273.2] [image:2.595.312.540.316.455.2] [image:2.595.66.273.628.768.2]the results shown Fig. 5, a solution treatment was performed for the specimen at 813K for an hour and then an aging treatment was performed at 448Kfor 5 hours. Pre-strains of 1%, 3% and 5% were applied to the specimen by tensile velocity of 1104mm/s at room temperature. A tensile
test was attempted on the pre-strained specimen at 363K. The experiment temperature was measured at the surface of the specimen by thermocouple.
To determine the optimal fabrication condition of TiNi/ Al6061 shape memory composite material using the hot-press method, an evaluation was performed of the adhesion state by SEM and an investigation of the change of chemical composition at the interface of TiNi fiber and Al6061 matrix was undertaken. The specimen’s optimum fabrication vol-ume fraction of fiber was 3.2%. With a volvol-ume fraction of 7%, the spacing between two fibers was 0.7 mm, which was wider than the 0.5 mm fiber diameter. Pressure was applied at 833 K. The fiber spacing was found to have no effect on the adhesion state.
4. Theoretical Strength of Composite Material
The relationship between stress and strain of one direc-tional composite material when tension was performed in the fiber direction under the assumption of equal strain can be expressed as eq. (1).
"c¼"f ¼"m; "fu"mu ð1Þ
Here,"c is an average strain of composite material, and"fu and"muare fracture strains of fiber and matrix, respectively. From eq. (1)
f
Ef
¼m
Em
; fu
Ef
Em
mu ð2Þ
Equation (2) is obtained. In addition, the stress can be expressed using the rule of mixture as follows:
cþVffþ ð1VfÞm¼ fVfEfþ ð1VfÞEmg"c ð3Þ
Here s and m represent stress occurring in the fiber and matrix, respectively.Vfis the volume fraction of fiber,Efand
Em are vertical elastic modulus of fiber and matrix, respectively. This equation is effective until one fiber and matrix are fractured.8)If equivalent fiber stress is represented byfu, then eq. (4) is obtained.
Vf Vf Ef
And let the volume fraction of fiber Vfcr when c and the strength of fiber become the same, eq. (5) is obtained.
Vfcr¼
mu ðmÞ"fu
fu ðmÞ"fu
ð5Þ
In addition, let the volume fraction of fiber Vfmin when fracture in fiber and matrix occurs simultaneously,Vfmincan be expressed as follows:
Vfmin¼
mu ðmÞ"fu
fuþmu ðmÞ"fu
ð6Þ
A problem of these calculations is that when yielding occurs in the matrix earlier than a fracture in fiber, it is difficult to examine the behavior. And when there is a deviation in the strength of fiber, there is no way to evaluate the strength. The calculation also produces larger value than the actual value, which seems to be attributed to interface separation of fiber and basic material in actual experiment, unlike in theoretical assumption. Especially in case there is dispersion at the strength of fiber, it is impossible to make accurate calculation when strength of composite material is calculated by theoretical formula, which in turn makes it impossible to accurately calculate the fiber strength. There-fore, accurate calculation of the fiber strength is required. In this study, therefore, the average strength of fiber was used throughout the study. The volume fractions of TiNi fiber used in the calculation of strength were 3.2%, 5.2% and 7%. After theoretical and experimental strength were compared, calcu-lations were performed to evaluate the strength increase in composite material due to the strengthening effect of TiNi fiber and shape memory effect at high temperature.
5. Results and Discussion
5.1 Determination of the optimal fabrication condition To determine the optimal fabrication condition of compo-site material, three factors (temperature, pressure, and time) were considered. First of all, temperatures affecting diffusion layer are changed to 803K and 833K respectively, while pressures to 40 MPa and 60 MPa respectively. And then interface connection status varying in accordance with temperature and pressure is observed in the production of composite material by SEM micrograph. Temperature and pressure are kept constant at 1800(s). First of all, temper-atures affecting diffusion layer are changed to 803K and 833K respectively, while pressures to 40 MPa and 60 MPa respectively. And then interface connection status varying in accordance with temperature and pressure is observed in the production of composite material by SEM micrograph. Temperature and pressure are kept constant at 1800(s). SEM micrographs of the composite materials fabricated by various conditions are shown in Fig. 6. From the figures, it is observed that the state of adhesion of fiber and matrix differed according to temperature and pressure. At a temper-ature of 833K, a pressure of 60 MPa, and a time of 1800 seconds in (d), optimal adhesion was attained. In (a), (b) and (c), the adhesion line is observed on the interface of the
0 10000 20000 30000 40000 50000
50 60 70 80 90 100 110
Vickers Hardness (
Hv
)
Aging Time (s)
793 K
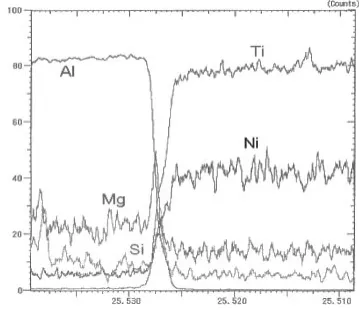
[image:3.595.63.276.74.220.2]matrix but perfect adhesion was not formed on the interface between the fiber and matrix. Figure 7 is a result of EPMA analysis of the portion shown in the rectangular region in Fig. 6(d). The result demonstrated that the thickness of the diffusion layer is about 400mmand the component of TixAly
exists in the diffusion layer. The existence of the diffusion layer is a chemical result between the matrix and fiber and is very important information in the adhesion state of the interface. From the results of SEM and EPMA analysis of interface, 833K, 60 MPa and 1800 seconds were determined to be the optimal condition for the fabrication of TiNi/
Al6061 shape memory composite material.
5.2 Mechanical property evaluation 5.2.1 Strength property of TiNi fiber
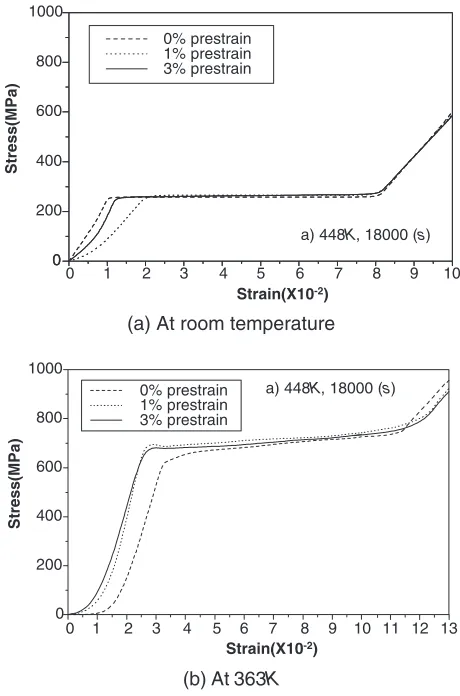
[image:4.595.80.256.66.615.2]For the evaluation of mechanical properties of TiNi shape memory alloy, the same heat treatment that was applied in the fabrication of the specimen (the temperature of 448K and maintenance time of 5 hours) was performed. This intended to evaluate the specimen’s mechanical properties under the same conditions as matrix Al6061 that was reinforced by TiNi fiber. The starting temperature of martensite trans-formation Ms and the finishing temperature of austenite transformation Af show a gradual increase as the applied stress increases due to the increase martensite transformation. In addition, Ms and Af are 296K and 342K respectively. Accordingly, in this experiment, at a temperature of 363K, an evaluation of the mechanical properties was performed. Figure 8 shows the tensile test results of TiNi fiber at room temperature and 363K. The TiNi fibers for the experiment were pre-strained 0%, 1% and 3% at room temperature. Figure 8(a) shows that the stress-strain curves can be divided into an elastic region, super-elastic region, and hardening region of martensite.9,10)The super-elastic region is in the 1.5 to 8% range. For TiNi fiber, the effect of pre-strain cannot be observed at room temperature and the strength in the super-elastic region was 284 MPa. On the other hand, at a temperature of 353K, the elastic and super elastic regions were both present. The strength at the super-elastic region was found to be 715 MPa, which was very high compared with the results obtained at room temperature. In addition, at high temperatures, a slight strength increase due to pre-strain was observed. We concluded from the stress-strain curve of TiNi shape memory alloy that at a high temperature, the increase of volume fraction of fiber was more effective on the strength of TiNi/Al6061 shape memory composite material than the pre-strain.
5.2.2 Mechanical properties of composite material A tension test was performed for the specimens with differing volume fractions of fiber being 0%, 3.2%, 5.2% and 7% to investigate the effect of volume fraction of fiber on the mechanical properties of TiNi/Al6061 shape memory com-posite material. The test was performed at room temperature (between Ms and Af of TiNi fiber) and high temperature (a) 803K, 40MPa, 1800 seconds.
(b) 803K, 60MPa, 1800 seconds.
(c) 833K, 40MPa, 1800 seconds.
(d) 833K, 60MPa, 1800 seconds.
Fig. 6 SEM micrograph of the TiNi/Al6061 composite made by various processing conditions.
[image:4.595.335.515.74.229.2] [image:4.595.82.256.79.298.2](above Af). In Fig. 9, stress-strain curves of TiNi/Al6061 shape memory composite material at room temperature and 363Kare shown and in Fig. 10, changes of tensile strength due to volume fraction at room temperature and 363Kare shown. As shown in Fig. 10, the tensile strength of composite material at room temperature slightly decreased as the volume fraction increased. This infers that the fracture of composite material occurs in the super-elastic region of TiNi shape memory alloy. In Fig. 8(a), superelastic region of TiNi fiber indicates the range of strain 1-8%. For yield strength of composite material, the strength of fiber increases in hard-ened part of martensite, which is out of the range. Figure 9(a) shows that TiNi/Al 6061 composite material forms general stress-strain curve at normal temperature. This infers that composite material, including separation of interface, is destructed while TiNi fiber exists in superelastic region. In other words, separation of interface occurred due to the difference of strength of fiber and matrix at room temper-ature. At 363K; however, tensile strength increased as volume fraction of fiber increased. Contrary to normal temperature, the strength increases at a high temperature of 363K according to volume content. This could be because the strength of TiNi fiber, reinforcing material, is consid-erably high at a higher temperature and continuous shape memory remains effective as the fiber stays at superelastic region under tensile strength. However, interface separation between fiber and base material is observed on the fractured
surface as shown in Fig. 11. This seems to result from the coefficient difference of heat expansion between the base and the fiber. In order to minimize separation of interface, the diameter of TiNi SMA fiber should be considered in production of composite material because a smaller diameter of TiNi SMA fiber reduces the area of contact between one fiber and matrix, resulting in improvement of joining with matrix compared to a bigger diameter. In Fig. 12, stress-strain curves of different pre-stress-strains are shown. Figure 12 shows that the tensile strength of composite material increases as the amount of pre-strain increases. This is 10
0 200 400 600 800
0 1 2 3 4 5 6 7 8 9
0
1% prestrain 3% prestrain
Stress(MPa)
a) 448K, 18000 (s)
Strain(X10-2)
(a) At room temperature
0 1 2 3 4 5 6 7 8 9 10
0 200 400 600 800 1000
a) 448K, 18000 (s) 0% prestrain
1% prestrain 3% prestrain
Stress(MPa)
Strain(X10-2)
11 12 13
(b) At 363K
Fig. 8 Stress-strain curve of TiNi SMA fiber at each temperature (aging time=18000 seconds. pre-strain=0%, 1%, 3%).
0.000 0.05 0.10 0.15 0.20 0.25 0.30 50
100 150 200 250 300
Stress (MPa)
Strain
Volume Frac. 0% Volume Frac. 3.2% Volume Frac. 5.2% Volume Frac. 7%
(a) At room temperature
0.000 0.05 0.10 0.15 0.20 0.25 0.30 50
100 150 200 250 300 350
Stress (MPa)
Strain
volume Frac. 0% volume Frac. 3.2% volume Frac. 5.2% volume Frac. 7%
(b) At 363K
Fig. 9 Stress-strain curve of TiNi/Al6061 composite at room temperature and 363K.
3 4 5 6 7
260 280 300 320 340 360
Tensile Strength (MPa)
Volume fraction (%)
[image:5.595.53.283.72.420.2]Room Temp. 363K
[image:5.595.314.538.72.425.2] [image:5.595.325.527.475.624.2]because compressive residual stress occurs at the Al6061 matrix due to the shape memory effect of TiNi fiber. Above
AsTiNi fiber tends to return to the original state due to shape memory effect. This makes compressive residual stress occur in Al matrix and above As the strength of fiber itself also increases. Accordingly, the strength of composite material increases.
Figure 12 also reveals that as the volume fraction of fiber increases, large strain occurs in composite material; however, as pre-strain increases, strain in composite material decreas-es. This is because significant plastic deformation occurs in aluminum as pre-strain increases. Accordingly, it is known that the total elongation of composite material depends on Al6061, which has a large volume fraction.
The relationship between tensile strength depending on pre-strain and volume fraction at 363 K is shown in Fig. 13. It is observed that as the volume fraction of TiNi fiber increases, the tensile strength of composite materials in-creases almost linearly; and as the volume fraction of fiber increases, tensile strength also increases. On the other hand, as pre-strain increases, the amount of increase of tensile strength tends to be insignificant for composite material of all volume fractions. This is because the increasing effect of strength due to pre-strain of TiNi fiber is slight. Accordingly, it is known that to increase the strength of TiNi/Al6061 shape memory composite materials it is much more effective to increase the volume fraction of fiber than to increase the pre-strain.
[image:6.595.84.254.72.220.2]5.2.3 Theoretical strength of composite material Table 1 reveals the mechanical properties of Al6061 and TiNi fiber at room temperature and 363K. Only the superelastic region is used to evaluate TiNi fiber strength. Fig. 11 SEM micrographs fracture surface of TiNi/Al 6061 composites.
0.00 0.05 0.10 0.15 0.20 0.25 0.30
0 50 100 150 200 250 300 350
Stress (MPa)
Strain
Prestrain 0% Prestrain 1% Prestrain 3% Prestrain 5%
(a) Vf = 3.2%
0.000 0.05 0.10 0.15 0.20 0.25 0.30
50 100 150 200 250 300 350
Stress (MPa)
Strain
Prestrain 0% Prestrain 1% Prestrain 3% Prestrain 5%
(b) Vf = 5.2%
0.000 0.05 0.10 0.15 0.20 0.25 0.30 50
100 150 200 250 300 350
Stress (MPa)
Strain
Pre-strain 0% Pre-strain 1% Pre-strain 3% Pre-strain 5%
[image:6.595.317.534.73.234.2](b) Vf = 7%
Fig. 12 Stress-strain curves of TiNi/Al6061 composite.
3 4 5 6 7 8
260 280 300 320 340 360
Tensile Strength (MPa)
[image:6.595.67.270.265.767.2]Volume fraction (%) Prestrain 0% Prestrain 1% Prestrain 3% Prestrain 5%
Fig. 13 The relationship between volume fraction and tensile strength as a function of pre-strain at 363K.
Table 1 Mechanical properties of Al6061 and TiNi Fiber.
Elastic
Poisson’s Tensile Temp. modulus
ratio strength
(GPa) (MPa)
Al6061 R.T. 70 0.33 307.9
363K 70 0.33 288
TiNi R.T. 41 0.43 284
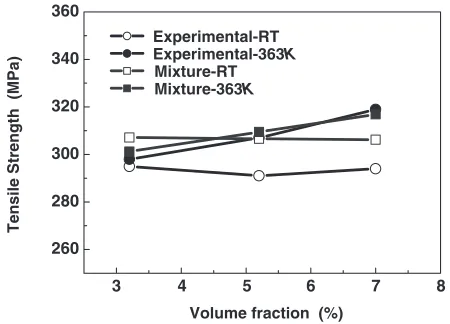
[image:6.595.305.548.693.786.2]Experimental results indicate that the fracture of composite material occurs at the super-elastic region of the fiber. At 363K, the strength of reinforcement fiber is high. The strengths depending on volume fraction of fiber at room temperature and 363K are shown in Fig. 14. These results were obtained by using Equation (3). In Fig. 15, tensile strengths of composite material are shown. These results were obtained by experiment and by calculation using the rule of mixture. Figure 14 shows that the tensile strength at 363K is larger than that at room temperature. This result supports the tendency of Fig. 10 and is based on the fact that the strength of TiNi fiber is high at high temperatures. In Fig. 15, it is observed that the tensile strength at room temperature obtained either by experiment or by calculation decreases as the volume fraction of fiber increases. This is because at room temperature the strength of aluminum is higher than that of TiNi fiber. The reason that the strength obtained by the rule of mixture is higher is because the separation of interface of fiber and matrix is not considered when the rule of mixture is used. At high temperatures, the strengths obtained by experiment and the rule of mixture are almost coincident. However, for the composite material with low volume fraction, the strength obtained by the rule of mixture is higher; and for the composite material with
[image:7.595.62.277.71.231.2]volume fraction of 7%, the experimental value is high. From this fact it is expected that the slight strength increase due to shape memory effect exists at 363K without pre-strain. Figure 16 compares the strength of composite materials with pre-strain and the strength calculated by the rule of mixture. From the figure, it is known that the strength with pre-strain is much higher than the calculated strength. This implies that it is impossible to evaluate the strength of composite materials with pre-strain. In the case with pre-strain, the strength increases as the volume fraction of fiber increases. However, without pre-strain, the increase of strength of composite material is negligible as the volume fraction of fiber increases. Accordingly, the effective way to increase the strength of composite material is to consider both of volume fraction of fiber and pre-strain, simultaneously.
6. Conclusion
This study attempted to determine the fabrication con-dition of TiNi/Al6061 shape memory composite material using hot-press method and its mechanical properties. The results are as follows:
(1) The optimal fabrication condition of TiNi/Al6061 shape memory composite materials is 833K, 60 MPa and 1800 seconds of maintenance time in hot pressing. In addition, it is verified that diffusion layer exists in the adhesion interface of fiber and matrix according to EPMA analysis.
(2) The hardness of composite materials solution treated at 813K is superior to that at 793K. And after 5-hour aging treatment at 443K, almost no hardness change occurs in Al6061 matrix.
(3) At 363K, the tensile strength of composite materials with pre-strain increases as the amount of pre-strain increases; however, the amount of increase of strength does not increase noticeably as the amount of pre-strain increases.
(4) Testing demonstrated that it is more effective to increase the volume fraction of reinforcement fiber to increase the strength of composite materials.
(5) Slight strength increase due to purely shape memory effect is verified to exist at high temperature. It is impossible
3 4 5 6 7 8
260 280 300 320 340
Tensile Strength (MPa)
Volume fraction (%) Mixture-RT
[image:7.595.307.548.73.253.2]Mixture-363K
Fig. 14 Analysis of the tensile strength of the composite as a function of volume fraction of TiNi fiber.
3 4 5 6 7 8
260 280 300 320 340 360
Tensile Strength (MPa)
Volume fraction (%) Experimental-RT Experimental-363K Mixture-RT Mixture-363K
Fig. 15 Analysis and experimental results of the tensile strength of the composite as a function of volume fraction of TiNi fiber.
3 4 5 6 7 8
280 300 320 340 360
Tensile Strength (MPa)
Volume fraction (%)
[image:7.595.56.281.284.446.2]Mixture Prestrain 1% Prestrain 3% Prestrain 5%
to evaluate the strength of composite material with pre-strain by the use of the rule of mixture.
REFERENCES
1) K. Hamada, J. H. Lee, K. Mizuuchi, M. Taya and K. Inoue: Metall. Mater. Trans (A)29A(1998) 1127–1135.
2) Y. C. Park and Y. Furuya: Nondestr. Test. Eval.4(1992) 541–554. 3) Y. Furuya, A. Sasaki and M. Taya: Mater. Trans., JIM34(1993) 224–
227.
4) W. D. Armstrong: J. Intell. Mater. System Struct.7(1996) 448–453. 5) H. Ehren Stein: Proceeding of the International Conference on Material
Transformation, (1986) 1083–1086.
6) Y. Hunag, G. Yang and P. He: Scr. Metall.19(1985) 1033–1038. 7) Y. C. Park, D. P. Yun, G. C. Lee and Y. Furuya: Transactions of the
KSME A21(1997) 405–413.
8) T. Fujii, T. and M. Zako: Real Number Edition, Inc., Tokyo, Japan, (1996) 13–16.
9) C. M. Wayman: J. Japan Inst. Metals19(1980) 26–32.