Solidification Process and Mechanical Behavior
of the Nb/Nb
5Si
3Two Phase Alloys in the Nb-Ti-Si System
Nobuaki Sekido
*, Yoshisato Kimura
1, Seiji Miura
2and Yoshinao Mishima
1 1Department of Materials Science and Engineering, Tokyo Institute of Technology, Yokohama 226-8502, Japan
2Division of Materials Science and Engineering, Hokkaido University, Sapporo 060-0813, Japan
Design of two-phase alloys consisting of niobium solid solution (A2) and-Nb5Si3(D8l) phases in the Nb-Ti-Si ternary system is pursued
for ultra-high temperature structural applications. Compositional and annealing conditions are determined for the formation ofA2/D8llamellar
microstructure via eutectoid decomposition of Nb3Si (tP32) phase in the Nb-Si binary and Nb-Ti-Si ternary system. Addition of titanium is found to result in increased room temperature toughness, but decreased high temperature strength. Enhancement of mechanical properties is achieved by applying the directional solidification technique. Mechanical properties of the alloys are discussed from microstructural point of view.
(Received June 16, 2004; Accepted October 15, 2004)
Keywords: phase equilibria, solidification, eutectoid reaction, fracture toughness
1. Introduction
From the standpoint of energy conservation and environ-mental protection, it is required to develop new materials with superior potential for ultra-high temperature applica-tions to any present commercial alloys. To reach service temperatures of up to 1773 K, candidate materials should be based on refractory metals such as Nb, Mo, W and Ta, as they have melting points over 2700 K. However, the alloys based on such refractory metals have one major drawback: extremely poor oxidation resistance at elevated temper-atures.1,2)Recently, refractory metal aluminides and silicides have attracted substantial interest, since they exhibit better stiffness, density, high temperature strength and oxidation resistance than the major constituents alone. Many refractory metal aluminides and silicides in monolithic form, however, exhibit extremely low damage tolerance at room temperature. It is therefore crucial to improve room temperature toughness through alloy design involving an introduction of ductile phase into the microstructure, which is called ductile phase toughening.3–5)
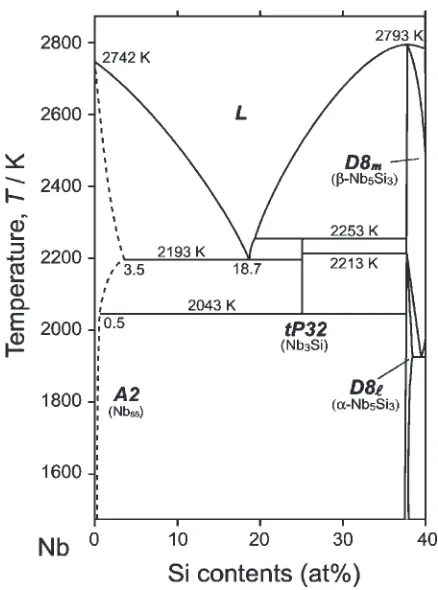
One alloy system of particular interest is the binary Nb-Si, in which the two-phase of niobium solid solution (A2) and
-Nb5Si3(D8l) is stable up to 2043 K, as shown in Fig. 1.6) The A2/D8l two-phase microstructure can be obtained through the eutectoid reaction of high temperature phase Nb3Si (tP32). There are several reports onA2/tP32eutectic composition as 17.5 at%Si,7,8)18.2 at%Si9)and 18.7 at%Si.6) Previous studies have demonstrated that the A2/D8l
two-phase alloys in the Nb-Si binary system exhibit moderate toughness at ambient temperature and reasonable strength at elevated temperature.9–26) However the binaryA2/D8l two-phase alloys with Nb-rich composition show insufficient oxidation resistance for practical use,27) and therefore, the studies gradually evolve into multi-component systems by which balance is pursued between mechanical properties and
environmental resistance. Much effort has been made to clarify the effect of alloying elements with the Nb-Si binary alloy system upon the mechanical properties and oxidation resistance. For example, addition of Al or Cr leads to improved oxidation resistance but also to increased DBTT of ductile phases,27–30) addition of Mo or W enhances high temperature compressive strength but lowers room temper-ature toughness,31,32) and Ti addition improves both room temperature toughness and oxidation resistance.2,28,29) The recent development in the Nb-silicide based composites is reviewed in the several papers.33–38)
Extensive studies have been made on the Nb-silicide based
Fig. 1 The Nb-Si binary phase diagram.6)
*Graduate Student, Tokyo Institute of Technology. Present address:
Department of Materials Science and Engineering, University of Wisconsin-Madison, Madison, WI 53706, USA.
[image:1.595.316.535.308.603.2]alloys, however, only a few studies have been made with emphasis on controlling theA2/D8llamellar microstructure
formed by the eutectoid reaction of tP32 phase23,39,40) Microstructural control to form alternating layers of duc-tile/brittle phases is one option for enhancing room temper-ature toughness of the alloys.14,15,20,25,41,42)The major interest of the present study is in microstructural control through eutectoid reaction oftP32phase. This basic strategy extends to the Nb-Ti-Si ternary system, in which improvement in room temperature toughness and oxidation resistance can be expected. The change in phase equilibria by Ti addition, especially on the stability of tP32 phase, is systematically investigated. To take advantage of ductile-phase-toughening in this alloy system, the morphology and dispersion of ductile
A2phase, as well as theA2/D8llamellae, must be carefully controlled. The alloy microstructure can be engineered by modification of the solidification conditions. Hence, direc-tional solidification, using an optical floating zone furnace, is also attempted in the present study. The effect of Ti addition on mechanical properties is discussed from chemical and microstructural points of view.
2. Experimental Procedures
Alloys were prepared by arc-melting using high purity raw materials (Nb, Ti>99:5%, Si>99:9%) under an argon atmosphere. The base compositions were the binary eutectic6) Nb-18.7 at%Si, as well as the hypereutectic Nb-20 at%Si and Nb-25 at%Si, to which Ti addition was made up to 40 at% assuming that Ti substitutes for Nb sites. Hereafter all the compositions are denoted by atomic percent. Directional solidification was conducted on a Nb-10Ti-17.5Si alloy using an optical floating zone (OFZ) furnace in a flowing Ar gas atmosphere. Feed materials, having the dimensions of 11 mm in diameter and 70 mm in length, were preliminary prepared by arc-melting. The applied growth rates were 10 and 100 mm/h, and the amount of floating liquid was kept constant during directional solidification.
For the evaluation of the phase equilibria, the as-arc-melted alloys were annealed at temperatures between 1373 and 1773 K for 100 to 500 h under an argon astrosphere. The solution treatments were performed on the binary arc-melted alloys at 2073 K for 24 h under vacuum, and on the ternary arc-melted alloys at 2023 K for 100 h under an argon atmosphere. After the solution treatment, the alloys were subsequently annealed at 1673 K for 100 h to decompose the high-temperature phase tP32 (Nb3Si) into the A2 and D8l
phases. The directionally solidified alloys were also annealed at 1673 K for 500 h for the decomposition oftP32phase.
Microstructures of the alloys were examined by a scanning electron microscope. For the microstructural observations on the directionally solidified alloys, the alloys were sectioned both longitudinally and transversely against the growth direction. Phase identification and quantitative chemical composition analyses were done by an X-ray diffractometry and electron prove microanalysis (EPMA).
Mechanical properties of the alloys were evaluated by fracture toughness measurements, compression tests and Micro-Vickers hardness measurements. Fracture toughness was evaluated by four-point bending tests using
chevron-notched specimens and analytical calculation using the Bluhm’s slice model.43) The dimensions of bending test specimen were5530mm3, and the chevron notch was introduced by electro-discharge machining to set up the initial ligament length being 0.8 against the width of the bending bar. The tests were carried out using an Instron type testing machine with the outer and inner spans being 21 and 7 mm, respectively, under the cross-head speed of 8:3
107m/s. Compression tests were performed on rectangular specimen, with dimensions of 225mm3, at temper-atures up to 1673 K. The tests were conducted with a nominal strain rate of1:0104s1in air at R.T., and under vacuum (102Pa) at elevated temperatures.
3. Results and Discussions
3.1 Phase equilibria
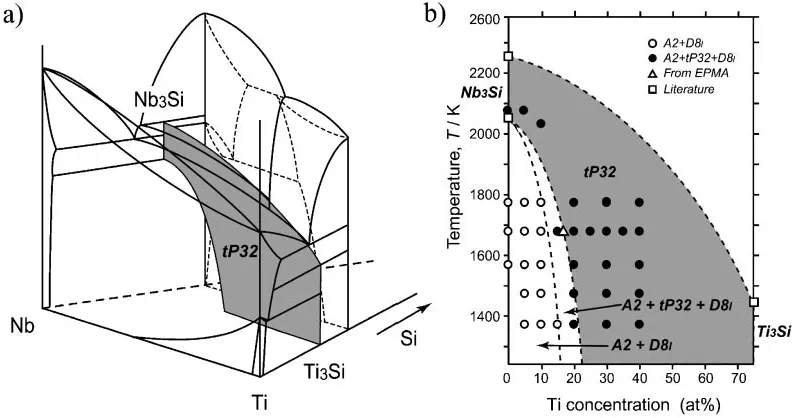
One of the major interests of the present study is the microstructure control through the eutectoid decomposition of Nb3Si phase (tP32) into the Nb solid solution (A2) and Nb5Si3(D8l) phases. In the Ti-Si binary system there exists the Ti3Si phase which has the same ordered crystal structure as Nb3Si, and is stable below 1443 K.6)Bewlayet al.have suggested that a continuoustP32solid solution forms in the Nb-Ti-Si ternary system between Nb3Si and Ti3Si phases.28) In the present study the alloys with (Nb+Ti) rich composition in the Nb-Ti-Si ternary system are annealed at various temperatures for the evaluation of the phase regions regard-ing A2, tP32 and D8l phases. Based upon the XRD and EPMA conducted on annealed alloys, the isotherm at 1673 K for the Nb-corner in the Nb-Ti-Si phase diagram has been constructed as shown in Fig. 2. The isotherm determined in the present study is in good agreement with that reported by Bewlayet al.,44,45)while theA2/tP32/D8
lthree-phase region
is slightly narrower than the reported one. In the present study, EPMA has carefully been performed on the selective regions where all the constituent phases coexist within relatively close distance, considering the adequate interphase diffusion among them during annealing. However, the annealing condition, at 1673 K for 100 h, is not exactly sufficient for attain the phase equilibrium in this alloy system. It is partly judged from the fact that some nominal
Fig. 2 The isotherm at 1673 K for the Nb-corner in the Nb-Ti-Si phase diagram. Open symbols show the nominal compositions of alloys, and solid symbols show the compositions of each constituent phase analyzed by EPMA.
[image:2.595.323.529.599.738.2]compositions are off their tie-lines or tie-triangles as shown in Fig. 2, although chemical compositions must be situated on the tie-lies or within the tie-triangles. Additionally, the segregation of Ti has been observed in thetP32phase of the annealed alloys, and it is more remarkable in the alloys with higher Ti content. The sluggish diffusion in the silicide phases seems to be the rate controlling factor of the atomic diffusion in the whole system to reach the equilibrium state, particularly in the heterogeneous multi-phase microstruc-tures.
Further XRD and microstructural analyses were performed to reveal the change in the phase stability oftP32in the Nb-Ti-Si ternary system. The vertical section at the constant 25 at%Si, along the line from Nb3Si to Ti3Si, is determined as drawn in Fig. 3. The boundary between thetP32single-phase region and theA2/tP32/D8lthree-phase region, indicated by broken line, is predicted from the results of EPMA. It is found that Ti is a quite powerfultP32phase stabilizer; for instance, thetP32phase is stable at temperatures lower than 1400 K at about more than 20 at% Ti. Thereby, Ti addition to the binary alloys should be limited to 10 at%, otherwise, the eutectoid decomposition oftP32is not utilized for the formation ofA2/ D8llamellar microstructure.
3.2 Microstructures of arc-cast alloys
According to the Nb-Si binary phase diagram shown in Fig. 1,6)theA2/D8
l two phase microstructure is formed by
the eutectic reaction of A2 and tP32 and the subsequent eutectoid reaction oftP32decomposing intoA2/D8l. When
an alloy composition is hyper-eutectic, the peritectic reaction of ‘LþD8m!tP32’ occurs prior to the eutectic reaction,
where the high-temperature phase -Nb5Si3 (D8m) trans-forms to the low-temperature phase,D8l, at 2213 K in the Nb-Si binary system. The binary eutectic Nb-18.7Nb-Si alloy exhibits a cellular eutectic microstructure, in which rod-shapedA2phase grains are embedded in thetP32matrix, as shown in Fig. 4. The primary solidification phase in the hyper-eutectic Nb-20Si alloy is dendritic D8m phase, and
tP32phase is formed surrounding the primary phase by the
peritectic reaction, which is followed by the formation ofA2/ tP32 eutectic microstructure as the final solidification product. The primary solidification phase in the Nb-25Si alloy is also D8m phase, however, the primary phase is enclosed byA2phase, not by thetP32phase. This would be explained by the halo effect46) as follows: during solid-ification of the primary D8m phase, niobium atoms are rejected into the liquid phase and enriched enough to formA2
phase in front of the solid/liquid interface, and thereby, the peritectic reaction is skipped over the subsequent eutectic reaction. Although the solidification pathway in the ternary alloys with 10 at%Ti is similar to that in the binary alloys,28,45)the formation ofA2/tP32two-phase from liquid phase is not the invariant reaction in the ternary alloys. Therefore such fineA2/tP32eutectic microstructures as seen in the binary alloys are not formed in the ternary alloys. The
A2 phase grows in a dendritic morphology in the hyper-eutectic Nb-10Ti-20Si and Nb-10Ti-25Si alloys.
Since the high-temperature phasetP32was frozen to room temperature during casting process, the alloys were annealed at 1673 K for 100 h to complete the decomposition oftP32
phase. ThetP32phase has decomposed into theA2/D8l two-phase after the annealing at 1673 K for 100 h, as shown in Fig. 5. XRD analyses have confirmed that the primaryD8m
phase completely transforms toD8lphase after the annealing.
One of the intriguing features of microstructures observed in the annealed alloys is that two distinctive types of A2/D8l
eutectoid microstructures are formed, taking on two different morphologies oftP32phase as originally solidified in as-cast microstructures. Typical microstructures are observed, for instance, in the annealed Nb-20Si alloy. One is theA2/D8l
lamellar microstructure forming at the region where thetP32
[image:3.595.99.497.73.282.2]tP32boundaries within the eutectic cell. An unusual eutectic growth is often observed as non-lamellar type within the eutectic cells because diffusion fields of neighboring eutec-toid nodules are superimposed and interact with each other when the neighboringA2/tP32boundaries are very close.
The formation of A2/D8l lamellae is found to require a certain size of tP32 phase without any phase boundaries inside. In order to take advantage of the A2/D8l lamellar microstructure formation by tP32 decomposition, it is desirable to make the microstructures of alloystP32 single phase, or A2/tP32 two-phase without any fine eutectic products, prior to the eutectoid decomposition. Annealing in
the tP32 single-phase field, or in the A2/tP32 two-phase region, decreases the volume fraction of D8l phase by
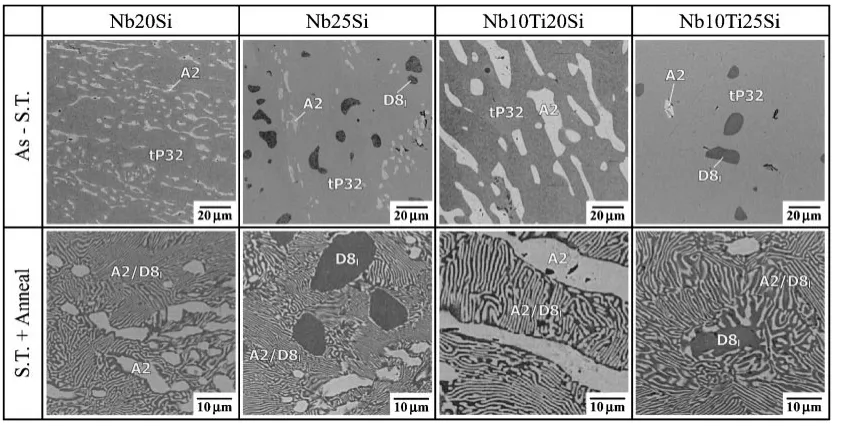
dissolving large and blocky grains of primaryD8l phase. In addition, the coarsening of microstructure reduces the amount of A2/tP32 interfaces. Hereafter this annealing procedure is denoted as ‘solution-treatment’. Figure 6 shows the microstructures of alloys solution-treated and subse-quently annealed at 1673 K for 100 h for the decomposition of tP32phase. The fine eutectic microstructure observed in the binary as-cast alloys is thoroughly coarsened after the solution-treatment. The volume fraction of primary D8l
phase is obviously decreased in Nb-20Si and Nb-10Ti-20Si
Fig. 4 The microstructures of As-arc cast alloys.
Fig. 5 The microstructures of arc cast alloys annealed at 1673 K for 100 h.
[image:4.595.93.508.70.304.2] [image:4.595.92.505.355.604.2]alloys, while some D8l grains still remain in alloys with 25 at%Si. TheA2/D8l lamellar microstructure is formed by the tP32 decomposition during the subsequent annealing. The non-lamellar type eutectoid microstructure seen in the binary annealed alloys is no longer present.
3.3 Microstructures of directionally solidified alloys
It is well known that the toughness of ductile-phase-toughened composites is strongly influenced by the morphol-ogy of ductile phase. Homogeneous dispersion of well-aligned columnar ductile phase would impart better tough-ness in the brittle matrix along a certain direction, compared with the random orientation dispersion of ductile phase.41,48) A formation of well-aligned eutectic lamellar microstructure would be realized by applying directional solidification technique to the eutectic alloys, while the arc-casting process provides only random configuration of the eutectic micro-structure.
Our recent study has shown that the trueA2/tP32eutectic point in the Nb-Si binary system is closer to 17.5 at%Si rather than 18.7 at%Si.49) Therefore in the present study, the Nb-10Ti-17.5Si alloy was directionally solidified at the growth rates of 10 and 100 mm/h using an optical floating zone melting furnace. The longitudinal and transverse sections of microstructures are shown in Fig. 7. The slower solidification rate is found to provide better alignment of microstructure, as well as coarsening ofA2grains. In general, as the growth rate increases, a plane front formed at the solid/liquid interface gradually becomes unstable and it gently changes to an undulatory front, which results in the formation of cellular or dendritic structure.50) The present result implies that the perturbation of solidification front decreases with the growth rate. However, theA2grains exhibit dendrite morphology in the Nb-10Ti-17.5Si alloy solidified at the rate of 10 mm/h. On the other hand, it has been shown that the coupled growth ofA2/tP32two-phase is established in the Nb-17.5Si binary eutectic alloy grown at the same rate of 10 mm/h.50,51)The
reason for the poor alignment of microstructure in the ternary alloys, especially the dendritic growth of A2 phase, is explained by the freezing range in the monovariant solid-ification. The freezing range tends to yield a mushy zone where solid and liquid phases coexist in equilibrium,52)which makes it more difficult to form a completely planar front at the solid/liquid interface.
The A2/D8l lamellar microstructure is formed in direc-tionally solidified alloys at the inter-dendrite regions during the subsequent annealing at 1673 K for 500 h, as shown in Fig. 8. The size of lamellae colonies is qualitatively smaller in the alloy grown at 100 mm/h than at 10 mm/h since the original microstructure becomes finer as the growth rate is faster.
Fig. 6 The microstructures of alloys solution treated at 2073 K for 24 hours for the binary alloys, and at 2023 K for 100 h for the ternary alloys, followed by the annealing at 1673 K for 100 h for the decomposition oftP32phase.
[image:5.595.89.511.72.285.2] [image:5.595.306.548.347.539.2]3.4 Mechanical properties
Fracture toughness of the present alloys is evaluated by the four point bending tests using chevron notched specimens. Measurements were conducted on selected alloys since sound specimens could not be prepared for some alloys due to microcracks formed during cooling after solidification or annealing. For the directionally solidified alloys, the chevron notch was introduced perpendicular to the growth direction. The results of fracture toughness measurements, KQ, are summarized in Table 1. Fracture toughness of the arc-melted Nb-18.7Si alloy is lower than that of the Nb-25Si alloy in spite of its higher volume fraction of ductileA2phase. The same tendency has been reported by Bewlayet al.9)This fact at least implies that theA2phase grains in the non-lamellar type eutectoid microstructure formed in the arc-melted binary alloy are not effective for improving room temper-ature toughness. It is found that toughness of the alloys is improved by the addition of Ti, as well as the solution treatment. Further improvement in toughness is achieved by applying directionally solidification. On comparison of the values of toughness for directionally solidified Nb-10Ti-17.5Si alloys before and after annealing, it is clear that the toughness is enhanced by theA2/D8llamellar microstructure formed by the eutectoid decomposition oftP32phase.
One of the reasons for the toughness improvement by Ti addition is the coarsening of ductile A2grains. It is known that a larger size of ductile phase provides better toughness in ductile phase toughened composites.53)Addition of Ti results in the formation of coarse A2 dendrites in the arc-melted alloys, and also in the directionally solidified alloys. Another reason for the toughness improvement by Ti addition is the
enhancement of dislocation mobility and plastic flow in the
A2 phase. The Ti concentration dependence of Vickers hardness is shown in Fig. 9 for several alloys with various phase constitutions and their volume fractions depending on the Si content. The Ti addition leads to moderately increased hardness of the Nb-xTi (bcc-(Nb,Ti) solid solution) and
Nb-xTi-37.5Si (D8l single-phase) alloys. The addition of first 1 at% Si drastically increases the hardness of Nb-0Ti-1Si alloy in contrast with pure Nb alloy, third times higher value in Vickers hardness number. It indicates that the solution hardening effect by Si is quite large inA2phase, nevertheless the second phase precipitates coexist in A2 matrix. It is noteworthy that the hardness of Nb-xTi-1Si alloys decreases with Ti contents showing the minimum peak at around 5 at% Ti. The same tendency of solution softening is found in the Nb-xTi-4Si alloys. Note that the EPMA has revealed that the solubility limit of Si in A2 phase is not changed by the addition of Ti within this range, which assures that the volume fraction ofD8lphase inA2matrix is constant in
Nb-xTi-1Si and Nb-xTi-4Si alloys. Moreover, the same propen-sity of solution softening is observed in the Nb-xTi-20Si and Nb-xTi-25Si alloys, of which hardness numbers are roughly described by the rule of mixture between the hardness of
Nb-xTi-1Si and Nb-xTi-37.5Si alloys. Therefore the decrease in hardness with the Ti addition is assumed to be the softening of ternary A2 phase. Chan et al. showed that the Peierls Nabarro (P-N) barrier energy for {110} edge dislocation in theA2phase of Nb-Cr-Ti alloys decreases with increasing Ti addition.38,54) Farkas have pointed out that the Ti addition promotes dislocation emissions from the crack tip in theB2
phase of Nb-Ti-Al system.55) Enhancement of dislocation mobility and plastic flow by the Ti addition could be expected inA2phase of the present alloys, which leads to improved toughness of the alloys.
The temperature dependence of 0.2% compressive flow stress for the present alloys is summarized in Fig. 10. The present alloys show excellent compressive strength higher
[image:6.595.348.503.72.288.2]Fig. 8 The longitudinal sections of microstructures for the Nb-10Ti-17.5Si alloys directionally solidified at a) 10 mm/h, and b) 100 mm/h, and subsequently annealed at 1673 K for 500 h.
Table 1 Summary of the chevron-notch fracture toughness for the selected alloys.
Alloy composition KQ(MPa ffiffiffiffim
p )
AM Nb-18.7Si 3.4
AM Nb-25Si 6.4
AM Nb-10Ti18.7Si 11.8
AM Nb-10Ti20Si 10.3
AM Nb-10Ti-20Si (Solution Treated) 13.4 DS Nb-10Ti-17.5Si (As-DS’ed: 100 mm/h) 9.8
DS Nb-10Ti-17.5Si (DS 100 mm/h + annealing) 16.0 Nb-10Si (Extruded + Annealing)13Þ ’21
AM-: Arc Melted DS-: Directionally Solidified Constituent phase:A2+tP32
Fig. 9 Variation of Vickers hardness as a function of the Ti contents for the Nb-Ti-Si ternary alloys.
[image:6.595.49.292.73.168.2] [image:6.595.46.293.256.371.2]than the third generation single crystal Ni-base superalloy,56) Nb-1.5Si10)alloy and Nb-10Si13)alloy at high temperatures over 1273 K. The ternary alloys show lower compressive strength than the binary alloys because the flow stress ofA2
phase is lowered by the Ti addition, as indicated in the hardness measurements. The elevated temperature strength of the directionally solidified Nb-10Ti-17.5Si alloy is higher, at 1673 K, than that of the arc-melted Nb-10Ti-18.7Si and Nb-10Ti-20Si ternary alloys due to its aligned microstruc-ture, but it is lower than that of the arc-melted binary alloys, and Nb-10Ti-25Si ternary alloy. The Nb-1.5Si and Nb-10Si alloys, of which microstructures are characterized by hard
D8l particles embedded in A2 matrix, show comparable
strength at over 1673 K. It implies that microstructures with continuousA2matrix are not advantageous to high temper-ature strength in this alloy system. The microstructures of the present alloys are characterized by coarse A2phase grains dispersed in A2/D8l lamellae colonies, which at least provides better static compressive strength at high temper-atures. It has been suggested that the viscous slip operates at the lamellar colony boundaries at 1673 K,40) and therefore, high temperature strength should be evaluated by creep tests in the future work. Directional solidification, which provides aligned microstructures with less boundaries, is believed to be a promising technique to pursue a good balance of room temperature toughness and high temperature strength in this alloy system.
4. Conclusions
To design a new class of heat resistant alloy based on niobium silicide, phase equilibria and microstructures were investigated for the two-phase A2/D8l alloys in the Nb-Si binary and Nb-Ti-Si ternary systems. Special interest was placed on the lamellar microstructure control through the eutectoid decomposition of tP32 phase. Phase equilibria involving major reactions were experimentally confirmed with the microstructure formation for the related phases,A2,
tP32 and D8l in the Nb-Si binary and Nb-Ti-Si ternary
systems. The solution treatment facilitates the formation of
A2/D8l lamellar microstructure which enhances the
tough-ness of the alloys. Titanium addition leads to improved toughness because of the coarseningA2phase grains, and the enhancement of plastic flow in A2 phase. Directional solidification yields better toughness and high temperature strength, indicating that this technique is promising to overcome a trade-off between toughness and strength in this alloy system.
REFERENCES
1) J. W. Semmel: Refractory Metals and Alloys, (Interscience, New York, 1961) 119–168.
2) H. Inouye: Intnl. Symp. Niobium-81, (TMS, Warrendale, 1981) 615– 636.
3) V. D. Krstic and A. K. Khaund: Proc. Fifth Intnl. Conf. Fracture, (Pergamon Press, Oxford, 1980) 1577–1585.
4) V. D. Krstic, P. S. Nicholson and R. G. Hoagland: J. Am. Ceram. Soc. 64(1981) 499–504.
5) V. D. Krsti: Philos. Mag.48(1983) 695–708.
6) T. B. Massalski, H. Okamoto, P. R. Subramanian and L. Kacprzak:
Binary Alloy Phase Diagrams Second Edition, (ASM Intnl., Materials Park, OH, 1990).
7) Yu. A. Kocherzhinskiy, L. M. Yupko and E. A. Shishkin: Ross. Metall. 1(1980) 184–188.
8) H. Okamoto: Desk Handbook-Phase Diagrams for Binary Alloys, (ASM Intnl., Materials Park, OH, 2000).
9) B. P. Bewlay, H. A. Lipsitt, M. R. Jackson, W. J. Reeder and J. A. Sutliff: Mater Sci. Eng.A192/193(1995) 534–543.
10) M. G. Mendiratta and D. M. Dimiduk: MRS Symp. Proc.133(MRS, Pittsburgh, 1989) 441–446.
11) R. Nekkanti and D. M. Dimiduk: MRS Symp. Proc. 194 (MRS, Pittsburgh, 1990) 175–182.
12) M. G. Mendiratta and D. M. Dimiduk: Scr. Metall. Mater.25(1991) 237–242.
13) M. G. Mendiratta, J. J. Lewandowski and D. M. Dimiduk: Metall. Trans.22A(1991) 1573–1583.
14) J. D. Rigney, P. M. Singh and J. J. Lewandowski: JOM42Aug. (1992) 36–41.
15) J. Kajuch, J. D. Rigney and J. J. Lewandowski: Mater. Sci. Eng.A155 (1992) 59–65.
16) M. G. Mendiratta and D. M. Dimiduk: Metall. Trans.24A(1993) 501– 504.
17) J. D. Rigney, P. M. Singh and J. J. Lewandowski: MRS Symp. Proc. 322(MRS, Pittsburgh, 1994) 503–509.
18) I. Weiss, M. Thirukkonda and R. Srinvasan: MRS Symp. Proc.322 (MRS, Pittsburgh, 1994) 377–386.
19) J. Kajuch and J. J. Lewandowski: Acta Metall. Mater.43(1995) 1955– 1967.
20) D. M. Shah, D. L. Anton, D. P. Pope and S. Chin: Mater. Sci. Eng. A 192/193(1995) 658–672.
21) K. S. Chan: Metall. Trans.27A(1996) 2518–2538.
22) J. D. Rigney and J. J. Lewandowski: Metall. Trans.27A(1996) 3292– 3306.
23) N. Sekido, S. Miura and Y. Mishima: Proc. PRICM-3, (TMS, Warrendale, 1998) 2393–2398.
24) W. A. Zinsser Jr. and J. J. Lewandowski: Metall. Trans.29A(1998) 1749–1757.
25) A. J. Gavens, D. Van Heerden, T. Foecke and T. P. Weihs: Metall. Trans.30A(1999) 2959–2965.
26) D. Van Heerden, A. J. Gavens, T. Foecke and T. P. Weihs: Mate. Sci. Eng.A261(1999) 212–216.
27) P. R. Subramanian, M. G. Mendiratta and D. M. Dimiduk: MRS Symp. Proc.322(MRS, Pittsburgh, 1994) 491–502.
28) B. P. Bewlay, M. R. Jackson, W. J. Reeder and H. A. Lipsitt: MRS Symp. Proc.364(MRS, Pittsburgh, 1995) 943–948.
[image:7.595.65.271.68.280.2]29) P. R. Subramanian, M. G. Mendiratta, D. M. Dimiduk and M. A. Stucke: Mate. Sci. Eng.A239/240(1997) 1–13.
30) R. T. Begley: Evolution of Refractory Metals and Alloys, (TMS, Warrendale, 1994) 29–48.
31) Y. Tan, H. Tanaka, C. L. Ma, A. Kasama, R. Tanaka, Y. Mishima and S. Hanada: J. Japan Inst. Metals64(2000) 559–565.
32) H. Tanaka, W. Y. Kim, A. Kasama, R. Tanaka and Y. Mishima: J. Japan Inst. Metals66(2002) 182–187.
33) P. R. Subramanian, M. G. Mendiratta and D. M. Dimiduk: JOM48 Jan. (1996) 33–38.
34) M. R. Jackson, B. P. Bewlay, R. G. Rowe, D. W. Skelly and H. A. Lipsitt: JOM48Jan. (1996) 39–44.
35) B. P. Bewlay, M. R. Jackson and H. A. Lipsitt: Metall. Mater. Trans. 27A(1996) 3801–3808.
36) B. P. Bewlay, M. R. Jackson, J. C. Zhao and P. R. Subramanian: Metall. Trans.34A(2003) 2043–2052.
37) B. P. Bewlay, M. R. Jackson, J. C. Zhao, P. R. Subramanian, M. G. Mendiratta and J. J. Lewandowski: MRS Bulletin28(2003) 646–653. 38) K. S. Chan: Mater. Sci. Eng.A329/331(2002) 513–522.
39) N. Sekido, F. G. Wei, Y. Kimura, S. Miura and Y. Mishima: J. Japan Inst. Metals41(2000) 1056–1061.
40) N. Sekido, F. G. Wei, Y. Kimura, S. Miura and Y. Mishima: Proc. ISSI-3, (TMS, Warrendale, 2002) 795–800.
41) W. O. Soboyejo, F. Ye, L. C. Chen, N. Bahtishi, D. S. Schwartz and R. J. Lederich: Acta Mater.44(1996) 2027–2041.
42) X. D. Sun and J. A. Yeomans: J. Mater. Sci. Tech.12(1996) 124–134.
43) D. G. Munz: Int. J. Fract.16(1980) 137–140.
44) B. P. Bewlay, M. R. Jackson and R. P. Bishop: J. Phase Equilib.19 (1998) 577–586.
45) B. P. Bewlay and M. R. Jackson: J. Phase Equilib.18(1997) 264–278. 46) P. Gordon: Principles of Phase Diagrams in Materials Systems,
(McGraw-Hill 1968).
47) J. W. Cahn and W. C. Hagel: Decomposition of Austenite by Diffusional Processes, (Interscience, New York, 1962) 131–196. 48) K. T. Venkateswara-Rao, W. O. Soboyejo and R. O. Ritchie: Metall.
Trans.23A(1992) 2249–2257.
49) N. Sekido: Doctoral Dissertation, Tokyo Institute of Technology (2002).
50) M. C. Flemings:Solidification Processing, (McGraw-Hill 1974). 51) N. Sekido, Y. Kimura and Y. Mishima: MRS Symp. Proc.753, (MRS,
Pittsburgh, 2002) BB5.25.
52) W. Kurz and D. J. Fisher: Fundamentals of Solidification Fourth Edition, (Trans Tech Publish Ltd. 1998).
53) M. F. Ashby, F. J. Blunt and M. Bannister: Acta Metall. Mater.37 (1989) 1847–1857.
54) K. S. Chan and D. L. Davidson: Metall. Mater. Trans.30A(1999) 925– 939.
55) D. Farkas: Mater. Sci. Eng.A249(1998) 249–258.