ABSTRACT
DOBY, JR., TROY ALVIN. Optimization of Wastewater Treatment Design
under Uncertainty and Variability. (Under the direction of John W. Baugh, Jr.)
The objective in domestic wastewater treatment is to provide a low cost process
that is reliable meeting effluent quality standards. Designers using traditional
steady-state design and modeling of domestic wastewater treatment plants use scalar values as
inputs. The inputs are typically of two types – (1) design loadings based on historical
data and (2) stoichiometric and kinetic parameters based on literature values. Using the
traditional design approach, there is no way of knowing
a priori
the reliability of the
design or whether the design is least cost.
Designers using deterministic optimization and modeling of domestic wastewater
treatment plants also use the two types of scalar inputs as with traditional design. While
the designer may now know that the design is least cost given the inputs, there is no way
of knowing
a priori
whether the design is the most reliable for the cost.
It is possible to take an existing design – whether obtained by traditional design
methods, deterministic optimization, or by any other design method – and determine the
reliability of the design. To do so, however, requires characterization of both uncertainty
and variability of the data. Uncertainty arises because of a lack of knowledge about an
input value and its statistical distribution. Variability arises because of the heterogeneity
of the processes determining the input value and its statistical distribution. In a case
study developed herein, the historical input loadings are presented and the variability is
characterized. The characterization of the load variability is then used for future
particular case are not typically known and thus are uncertain. An approach to
quantifying the uncertainty of these values is proposed.
Different loading criteria (based on percentiles of historical flow and waste
concentration data) are used in deterministic optimization. It is determined that the
higher the flow percentile, the more expensive the design. However, a more reliable
design could be found at a lower cost and at a lower flow percentile.
A different design procedure using stochastic programming is illustrated taking
both cost and reliability into account during the design procedure. As a result, a
reliability-cost tradeoff curve is generated. This curve is characterized by (1) a steep
portion where slight increases in cost lead to large improvements in reliability; and (2) a
flat portion where large increases in cost lead to small improvements in reliability. This
design procedure also allows determination of the value of an experimental program
characterizing the uncertainty and variability of the stoichiometric and kinetic parameters
and their statistical distribution. This proposed methodology allows the designer to
choose for a level of uncertainty in stoichiometric and kinetic parameter the design values
with an optimum cost-reliability tradeoff. This proposed methodology also shows the
value to the owner of reducing the uncertainty level by experimentally determining the
Optimization of Wastewater Treatment Design
under Uncertainty and Variability
by
Troy Alvin Doby, Jr.
A dissertation submitted to the Graduate Faculty of
North Carolina State University
in partial fulfillment of the
requirements for the Degree of
Doctor of Philosophy
Department of Civil Engineering
Raleigh
2004
Approved By:
Dr. J. W. Baugh, Jr.
Dr. F. L. de los Reyes, III
Chair of Advisory Committee
Dr. S. R. Ranjithan
Dr. E. D. Brill, Jr.
BIOGRAPHY
Table of Contents
Page
List of Tables ... vi
List of Figures ... ix
Chapter 1. Introduction ...1
Chapter 2. Literature Review...3
Uncertainty
and
Variability...3
Reliability...7
Optimization under uncertainty ...7
Stochastic
Optimization
and Stochastic Programming...11
Applications of Chance-Constrained, Stochastic Optimization, and
Stochastic Programming ...13
Final
Remarks ...17
Chapter 3. Optimization of Wastewater Treatment Design under Variable Loading
Conditions with Uncertain Parameter Values: Conceptual Model ...18
Introduction...18
Traditional
Design ...20
Deterministic Optimization Design ...24
Framework for Optimization under Variability and Uncertainty ...29
Chapter 4. Loadings and Variability...33
Introduction...33
Data and Distribution...33
Fitting the Influent Concentration Data ...37
Dilution
Effects...41
Generation of Synthetic Loads...49
Final
Remarks ...56
Chapter 5. Parameter Values and Uncertainty...58
Introduction...58
Chapter 6. Deterministic Optimization and Reliability ...63
Introduction...63
Materials and Methods...63
Computers
used...63
Biological Process Used ...63
Wastewater
treatment
model
used ...64
Effluent Limits permitted...64
Raw influent data ...64
Design loadings used ...64
Stoichiometric and Kinetic Parameters used ...66
Cost
model
used...66
Objective Functions, Constraints, and Decision Variables...77
Reliability
Determination...78
Synthetic
Loading
Data
used for Simulation and Reliability
Determination ...78
Definition
of
Reliability...80
Stoichiometric and Kinetic Parameter Uncertainty
Treatment ...80
Other
Simulation
Issues ...81
Results
and
Discussion ...83
Least Cost Solutions ...83
Reliability of Least Cost Solutions ...85
Final
Remarks ...89
Chapter 7. Optimization under Uncertainty and Variability...91
Introduction...91
Materials and Methods...92
Definition of Reliability...92
Computers
used...92
Biological Process Used ...92
Wastewater
treatment
model
used ...92
Effluent Limits permitted...92
Raw Influent Data ...92
Design loadings used ...93
Stoichiometric and Kinetic Parameters used ...93
Cost
model
used...94
Capital costs ...94
Operational
pumping
costs ...94
Operational
aeration
costs...95
Objective Functions, Constraints, and Decision Variables...95
The Genetic Algorithm (GA)...98
Reliability
Determination...100
Stoichiometric and Kinetic Parameter Uncertainty
Treatment ...101
Other
Simulation
Issues ...102
Results
and
Discussion ...104
Generation of the Reliability-Cost Tradeoff Curve for a ≤ 4.0....104
Design Characteristics of Optimum Points along Reliability-Cost
Tradeoff Curves ...107
Implications of 2.50 “a” Recycle Constraint ...108
Implications of 0.50 Unaerated Sludge Mass Fraction
Constraint...111
Reducing Parameter Uncertainty: What is it worth? ...117
Assessment of Deterministically Determined Least Cost
Designs...119
Final
Remarks
...124
Bibliography ...126
Appendices...150
Appendix 1. Tar River Regional Wastewater Treatment Plant Rocky
Mount, North Carolina. Raw Data...151
List of Tables
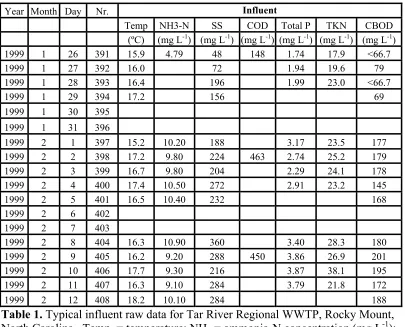
Table 1. Typical influent raw data for Tar River Regional WWTP, Rocky Mount, North
Carolina. ...34
Table 2. Raw data characterization of the Tar River Regional Wastewater Treatment
Plant (WWTP) for the 1998-2002 period ...37
Table 3. Determination of whether raw data are normally distributed ...39
Table 4. Statistical values of the mean, standard error (s. e.), the third central moment (3
rdc. m.), skewness, β1, fourth central moment (4
thc. m.), and β2
...40
Table 5. Ammonia concentrations disaggregated by flow...44
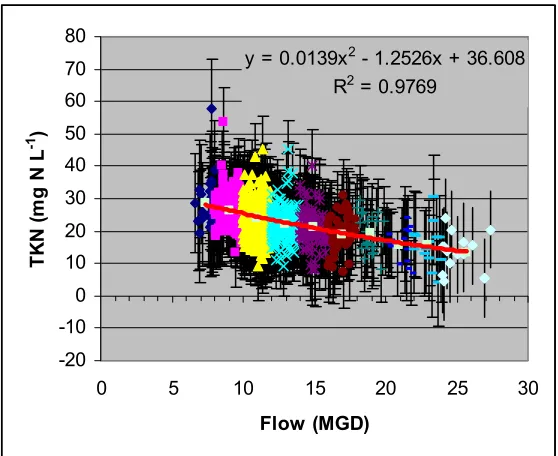
Table 6. TKN concentrations disaggregated by flow ...44
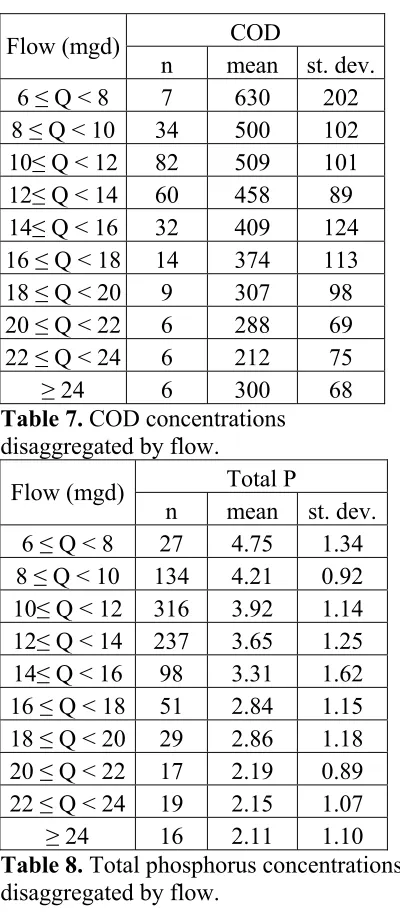
Table 7. COD concentrations disaggregated by flow. ...45
Table 8. Total phosphorus concentrations disaggregated by flow...45
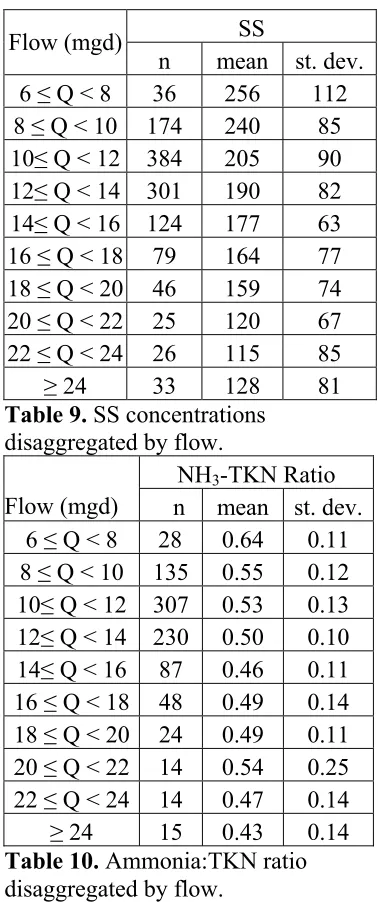
Table 9. SS concentrations disaggregated by flow ...46
Table 10. Ammonia:TKN ratio disaggregated by flow ...46
Table 11. COD:TKN ratio disaggregated by flow...50
Table 12. Total P:TKN ratio disaggregated by flow...50
Table 13. TKN standard measures (z values) assuming Pearson Type IV distributions...52
Table 14. Ammonia standard measures (z values) assuming Pearson Type IV
distributions...53
Table 15. COD standard measures (z values) assuming Pearson Type IV distributions...54
Table 16. ln(Total P) disaggregated by flow ...55
Table 17. The standard measures (z values) for normally distributed values...55
Table 18. ln(SS) disaggregated by flow...56
Table 19. Mean and standard error at different uncertainty levels of stoichiometric and
non-Arrhenius-type kinetic parameters...59
Table 21. Design loading values used in deterministic optimization based upon
percentiles of data for the Tar River Regional Wastewater Treatment Plant, Rocky
Mount, North Carolina...65
Table 22. Values of stoichiometric and kinetic parameters used in deterministic
optimization ...65
Table 23. Design flows (m3 d
-1) used in deterministic optimization...68
Table 24. Volume (m
3) reduction in biological reactors required to justify primary
clarifier...69
Table 25. Slope of head loss vs. annual cost regression lines for different diameter
pipes ...71
Table 26. Design flows (gpm) for different percentiles...71
Table 27. Cost of static head loss...72
Table 28. Friction head loss for different diameter-flow combinations ...72
Table 29. For s-recycle, cost of friction plus static head loss in different diameter pipes
for different design flow rates...74
Table 30. For a-recycle, cost of friction plus static head loss in different diameter pipes
for different design flow rates...75
Table 31. Decision variables and constraints for the least-cost optimization problem ...78
Table 32. Engineering design characteristics and annual costs of designs according to
different flow-waste characteristic percentiles ...82
Table 33. Reliability of different flow-waste concentration percentiles at 25% uncertainty
level...86
Table 34. Reliability of different designs at different uncertainty levels ...88
Table 35. Mean values of stoichiometric and kinetic parameters or functions used in their
calculation in optimization under uncertainty and variability ...93
Table 36. Decision variables and constraints for the optimization problem under
uncertainty and variability ...98
Table 38. Distribution of “a” recycle rates by percentage at different uncertainty
levels ...108
Table 39. Distribution of “s” recycle rates by percentage at different uncertainty
levels ...108
Table 40. For different uncertainty levels, percentages of “a” recycle rates falling into
different ranges ...113
Table 41. For different uncertainty levels, percentages of “s” recycle rates falling into
different ranges ...114
Table 42. For different uncertainty levels, percentages of unaerated sludge mass fraction,
smfunaerated, falling into different ranges ...115
Table 43. Approximate cost ($millions) for different reliabilities at various uncertainty
levels ...118
Table 44. Approximate reliabilities for different costs at various uncertainty levels...118
Table 45. Annual cost and engineering characteristics of least-cost deterministic
List of Figures
Figure 1. Schematic of 5-stage Bardenpho Process...2
Figure 2. Deterministic Design Procedure...22
Figure 3. Optimization of Deterministic Design Procedure ...23
Figure 4. Reliability Assessment Methodology of an Existing Design ...27
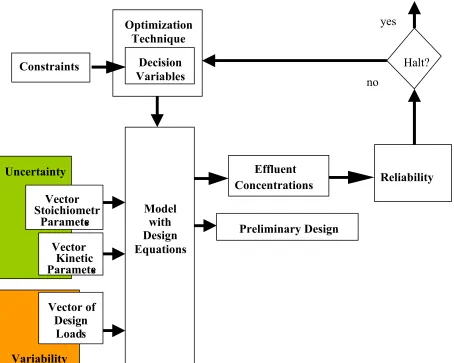
Figure 5. Optimization with Uncertainty and Variability with penalty assessment for
reliability...31
Figure 6. Optimization with Uncertainty and Variability with no penalty assessment for
reliability and constraints on decision variables that determine cost...32
Figure 7. Flow data from Tar River Regional WWTP, 1998-2002 ...35
Figure 8. Temperature of influent wastewater. Tar River Regional WWTP, Rocky Mount,
North Carolina ...35
Figure 9. Normal Order Statistic Medians versus Normal Ordered Response for TKN
concentration...38
Figure 10. Dilution effect on ammonia concentration. Tar River Regional WWTP, Rocky
Mount, North Carolina...41
Figure 11. Dilution effect on TKN concentration. Tar River Regional WWTP, Rocky
Mount, North Carolina...42
Figure 12. Dilution effect on COD concentration. Tar River Regional WWTP, Rocky
Mount, North Carolina...42
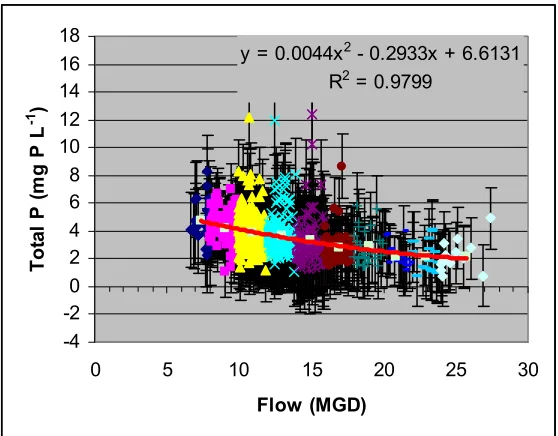
Figure 13. Dilution effect on total P concentration. Tar River Regional WWTP, Rocky
Mount, North Carolina...43
Figure 14. Dilution effect on SS concentration. Tar River Regional WWTP, Rocky
Mount, North Carolina...43
Figure 15. Ammonia concentration disaggregated by flow with error bars and regression
equation...47
Figure 17. COD concentration disaggregated by flow with error bars and regression
equation...48
Figure 18. Total phosphorus concentration disaggregated by flow with error bars and
regression equation ...48
Figure 19. SS concentration disaggregated by flow with error bars and regression
equation...49
Figure 20. Schematic of 5-stage Bardenpho Process...61
Figure 21. Annual pumping costs for 1000 feet of pipe of different diameters...70
Figure 22. Annual cost for different pipe diameters per foot of head loss assuming 1,000
feet of pipe ...71
Figure 23. Partitioned GA representation with each of the decision variables as a separate
gene within the organism ...97
Figure 24. Performance of GA by generation...100
Figure 25. Reliability-Cost tradeoff curve at 0%, 5%, 10%, 20%, and 25% uncertainty
levels. Constraints: 0 ≤ smfanoxic ≤ 0.50 and 0.5 ≤ a ≤ 4.0 ...107
Figure 26. Effect of different “a” recycle constraints for 0% uncertainty level ...110
Figure 27. Effect of different “a” recycle constraints for 5% uncertainty level ...110
Figure 28. Effect of different “a” recycle constraints for 10% uncertainty level ...111
Figure 29. Effect of different “a” recycle constraints for 20% uncertainty level ...111
Figure 30. Effect of different “a” recycle constraints for 25% uncertainty level ...112
Figure 31. Reliability-Cost tradeoff curve at 0%, 5%, 10%, 20%, and 25% uncertainty
levels ...113
Figure 32. Effects of different unaerated sludge mass fraction, smfunaerated, constraints
upon annual cost and reliability at 0% uncertainty level ...116
Figure 33. Effects of different unaerated sludge mass fraction, smfunaerated, constraints
upon annual cost and reliability at 5% uncertainty level ...116
Chapter 1
Introduction
The focus of this thesis is optimization of wastewater treatment design under
uncertainty and variability. The methodology used is stochastic programming. An
example problem is developed for wastewater treatment design using data from the Tar
River Wastewater Treatment Plant in Rocky Mount, North Carolina. The process being
optimized is the 5-stage Bardenpho process, which is illustrated in Figure 1.
In Chapter 2, definitions and short literature reviews of uncertainty, variability,
reliability, and stochastic programming are provided.
In Chapter 3, the conceptual frameworks for (1) traditional wastewater treatment
design, (2) deterministic optimization of wastewater treatment design, (3) determination
wastewater treatment design reliability, and (4) optimization of wastewater treatment
design under uncertainty and variability are presented. The strengths and weaknesses of
the different frameworks are discussed.
In Chapter 4, loading values and variability are treated with presentation of the
data from the Tar River Wastewater Treatment Plant. This data shows that there are
definite dilution effects of nitrogen, COD, phosphorus, and suspended solids (SS). In
addition, the data follow an empirical distribution (Pearson Type IV). The means of
dealing with this distribution is presented.
In Chapter 5, stoichiometric and kinetic parameter values for a steady state model
are presented. Lacking any other information, the data are assumed to have a normal or
In Chapter 6, deterministic optimization of design is treated and the means of
determining the design’s reliability are presented. In this chapter it is argued that while
the reliability of a design may be determined, there is no way to assess the relative
performance of the design with regard to reliability.
In Chapter 7, design optimization under uncertainty and variability are presented
showing that with this methodology it is possible to obtain a design that is more reliable
for the same cost or less costly for the same reliability.
Figure 1. Schematic of 5-stage Bardenpho Process
Effluent
Return Activated Sludge (RAS)
“s” recycle
“a” recycle
Anoxic
Chapter 2
Literature Review
A short review of work performed in uncertainty, variability, and reliability
together with optimization under these conditions is presented. The purpose is to give
definitions of these terms and to show the methods others have used for dealing with
uncertainty, variability and reliability. Uncertainty and variability are discussed jointly
along with the techniques others have used for delineating and treating uncertainty and
variability. Optimization under uncertainty, stochastic optimization, and stochastic
programming are discussed.
Uncertainty and Variability
Three types of uncertainty are commonly designated (US EPA, 1992; Murphy,
1998):
•
Scenario uncertainty involves extending a model beyond its original bounds or
overlooking important scenarios. One example of the first type of scenario
uncertainty in wastewater treatment would be use of unmodified ASM1 for
modeling industrial wastewater treatment. An example of the second type of
scenario uncertainty would be overlooking risk of bulking/foaming when
modeling.
•
Model uncertainty involves both the structure of the model (the transport,
physical, and chemical processes involved) and not accounting for heterogeneous
conditions. Thus, in wastewater treatment modeling, the floc structure and
substrate transport would provide one level of model uncertainty while the mixing
•
Parameter uncertainty arises because of imperfect or limited knowledge.
Uncertainty may be reduced with increased knowledge. Variability, on the other
hand, arises from the heterogeneity of the data and is an inherent property of the
data. Increased knowledge does not result in decreased variability (Bennett
et al.
,
1999; Huijbregts
et al.
, 2000).
In this study, the focus will be placed on parameter uncertainty rather than model
or scenario uncertainty. Henceforth, when uncertainty is mentioned, it is implicitly
understood to mean parameter uncertainty.
Both uncertainty and variability of parameter mean values are characterized with
probability density functions (PDFs). PDFs are characterized with a distribution function
of some type, e.g., normal (or Gaussian), lognormal, gamma, chi-squared, or Weibull
distributions.
One of the most commonly used distributions is the Gaussian distribution. Its
main drawback in the context of wastewater treatment is that Gaussian distribution allows
expectations of negative values. Negative values (for concentrations, kinetics,
stoichiometries, etc.) in wastewater modeling are typically infeasible. One way around
this is use of truncated Gaussian distributions.
Lognormal distributions are also commonly used in wastewater treatment for
characterizing effluents. A justification for thinking the process gives effluent
concentrations that have lognormal distributions is that “the underlying random process is
multiplicative in nature” (Niku
et al.
, 1979). In other words, the effluent concentration
can be predicted with a nonlinear equation or set of equations. Under such
distribution of the product (effluent concentration) is lognormal (Burmaster and Hull,
1997). Furthermore, Ott (1990) demonstrated through simulation that random dilution of
an initial concentration yields a lognormally distributed final concentration.
Schmoyer
et al.
(1996), however, provide a counterargument against an
immediate assumption of lognormal distributions. Schmoyer
et al.
(1996) argue that
there is no physical reason for thinking that concentration distributions are inherently
lognormal (or any other distribution). This is because many physical processes besides
dilution shape contaminant distributions. These different physical processes are likely to
have normally-distributed measurement errors that in turn shape the concentration
distributions. Instead, Schmoyer
et al.
(1996) argue that a t-test should be used for
estimating the mean of a large series of data. Furthermore, one of the “laws” of
uncertainty analysis inveighs: “Nearly all parameter distributions of a parameter value
will look lognormal, as long as you don’t look too closely” (Hattis, 1990).
Different tools are available for assessing the distributions and the mean values of
the parameters. Efron in 1979 introduced bootstrapping for confidence interval
estimation of some known data set with n points (Efron and Tibshirani, 1993). While
there are different bootstrapping methods, the bootstrap-p method is more commonly
used for uncertainty in the mean, and is described here. A distribution function (e.g.,
Gaussian, lognormal, etc.) is assumed. A sampling technique (with replacement) is then
used to select a new set of size n drawn from the original data set. This process is then
performed r different times. The means of the r different sets are then calculated and
used for the different distribution types of the bootstrap sample imposes a distribution
and variance on the means (Cullen and Frey, 1999).
The same technique of drawing samples with replacement can be used for sample
variance. The variance values found using bootstrapping with resampling have shorter
tails than those of standard distribution functions. There is no extrapolation beyond the
boundaries of the data with variance values found with bootstrapping (Cullen and Frey,
1999).
When historical data are available, variability is probably more important than
uncertainty. The variability of the historical data can be used to generate future data. As
a result, the variability of the historical data becomes an estimate of the uncertainty of
future data (Murphy, 1998; Abdel-Aziz and Frey, 2003).
In wastewater treatment design, there usually is sufficient data to characterize the
variability of loadings that must be handled. However, there is little data available for the
characterization of the stoichiometric and kinetic parameters of a particular wastewater.
The designer is then left to use suggested values taken from the literature that may or may
not be appropriate. Knowledge of the exact stoichiometric and kinetic parameter values
that should be used requires experimental work that is not routinely performed. The
experimental methods are currently experimental, non-standardized, and expensive. As a
result, the parameter values typically used are uncertain.
Reliability
Reliability, in the current context, is the probability the proposed design will meet
historical data then is important to the extent that may provide likelihood or expectation
of future events.
Niku
et al.
(1979) used this approach to determine the reliability of meeting
effluent BOD and SS concentrations limits. BOD and SS effluent concentration data
from 37 different WWTPs were used. After raw data were collected, statistical
calculations were performed. The distributions from 25 of the 37 in both cases were
lognormal. Lognormal distribution of effluent concentrations was also in agreement with
others (Berthouex, 1974; Crain and Woods, 1995; Pöpel, 1976; Garrett, 1976).
Optimization under uncertainty
Earlier work has been performed on uncertainty in optimizing traditional
wastewater design for BOD and solids removal. However, the earlier work did not make
a distinction between uncertainty and variability. The earlier work did draw a distinction
between sensitivity analysis and uncertainty. Sensitivity analysis considers how change
in one input parameter at a time alters the expected output. Uncertainty considers how
changes in combinations of input parameter affect the output. The two different types of
techniques used in addressing parameter uncertainty can be divided into statistical and
non-statistical techniques. In the statistical approach, the mean, distribution type (normal,
uniform, triangular, etc.) and some scatter of values are provided. This is the approach
Berthouex and Polkowski (1970), Chen
et al.
(1970) and Tarrer
et al.
(1976) have used.
In the non-statistical approach, a standard for robustness is defined based on the least cost
solution and solutions that are more robust are found with an alteration of parameter
Berthouex and Polkowski (1970) optimized a wastewater treatment plant by
combining different kinetic models for different processes under conditions of model
parameter uncertainty. The decision variables were the cross-sectional areas of the
primary and secondary clarifiers, concentration of secondary clarifier underflow solids
and effluent BOD. Incorporating uncertainty (i.e., parameter standard deviations
≠
0) led
to only slight increases (3-4%) in total cost above the minimum cost without uncertainty
(i.e., parameter standard deviations = 0). The authors reported that if the BOD removal
rate was low, there was greater uncertainty in the ability to meet the effluent BOD target,
which required either increased suspended solids concentrations or increased AS basin
volume as compensation. Another finding from this study was that increasing the BOD
loading rate (kg BOD kg
-1VSS d
-1) leads to significant cost savings since the AS basin
volume can be decreased.
Chen
et al.
(1970) provided four different possible methods for incorporating
parameter sensitivity and uncertainty into the design of an optimal solution. (1)
Determining the optimal solution subject to sensitivity constraints thus ensuring that the
result would be less sensitive to parameter variations. (2) Incorporating the sensitivity
constraints into the objective function with weightings on the sensitivity functions. (3)
For parameters with fixed but uncertain values lying within certain bounds, determining
the optimum solution within the bounds of these parameters. (4) For parameters with
varying values, optimizing based on the objective function’s expected value. Chen
et al.
(1970) used the latter approach to minimize the total HRT of a two-tank-in-series CMAS
the design required larger safety factors. In almost every case, increased uncertainty led
to a reduction in the first tank’s HRT value despite an increase in total HRT.
Tarrer
et al.
(1976) optimized the design of a liquids train of a wastewater
treatment plant under parameter uncertainty. To gauge uncertainty, the authors assigned
variances to the model parameters. Monte Carlo simulation was performed with these
variances to produce expected effluent soluble BOD and SS concentrations. The
variances in the simulated results and observed values were compared. There was only a
slight difference in the variances of effluent soluble BOD concentration and no difference
in the effluent SS concentration. The cross-sectional area of the final clarifier and the
flow were set to constant values while other parameters were given stochastic values.
This study showed that both SRT and MLSS concentration values should have minimum
values placed as constraints. The authors’ most important conclusion was that when
faced with uncertainty in parameter values that would affect risk of system failure, the
best means of dealing with this was to choose extreme parameter values. This caused the
capital and operating costs to increase, but not dramatically.
Uber
et al.
(1991a) presented a “robust optimal design” framework for dealing
with parameter value uncertainty by merging optimization and sensitivity analysis. The
uncertainty considered could be from “subjective parameter estimates, measurement
errors, inadequate data, natural variability” or any combination thereof. Robustness of
the system was defined as the ability to deliver the required level of service even if the
model parameters varied from the values assumed during design. The framework was
function of changes in system performance due to parameter value changes.
Improvements in robustness resulted from decreased system sensitivity coefficient
values. A robustness function was defined as the sum of the weighted sensitivities of
each of the model parameters. Requiring the robustness function to meet a target
robustness value allowed incorporation of the robustness function into the optimization
problem as a constraint. Choice of the decision variables was important in this
framework. The decision variables should not be control variables (e.g., recycle rates)
since their inclusion would lead to a maximally conservative design. Uber
et al.
(1991b)
then used the “robust optimal design” framework for the problem and model given by
Tang
et al.
(1987a, b). There were 55 uncertain parameters in the model and robustness
was with respect to the ability to meet effluent BOD and TSS concentration values. Of
the decision variables chosen, two were control variables. As a result, the authors
asserted, the robustness measures should be “interpreted as estimates of the maximum
change in performance for a particular operating regime given by the values of the”
decision variables. Two tradeoff curves between (1) robustness of effluent BOD
concentration and cost and (2) robustness of effluent TSS concentration and cost showed
that effluent BOD was more sensitive than TSS to parameter variations. In addition,
BOD robustness could be improved greatly (~55%) with approximately a 10% cost
increase from the least cost solution. The effluent BOD concentration was most sensitive
to sludge thickening and AS kinetic parameters. The effluent TSS concentration was
most sensitive to the influent flow rate and secondary clarifier parameters. When
design. Joint robustness increases and BOD robustness increases required greater SRT
values than the least-cost SRT values. The authors concluded that not only would
increased SRT improve settleability in the secondary clarifier, as Bisogni and Lawrence
(1970) had concluded, but the increased SRT would lead to greater robustness in being
able to meet effluent BOD concentration targets.
Uncertainty analysis combined with nutrient removal remains virtually
unexplored and will be a rich field for future investigations, using both statistically-based
and non-statistically-based methods as presented above. Future questions uncertainty
analysis can address include: How often will this proposed plant meet effluent quality
standards? How do you design a plant that will meet effluent quality standards X% of the
time within a Y% confidence limit? Stochastic optimization and particularly stochastic
programming are methodologies that can be used to provide answers to such questions.
Stochastic Optimization and Stochastic Programming
Stochastic optimization and stochastic programming are two potential approaches
for addressing optimization of wastewater treatment design under uncertainty. The
stochastic optimization problem can be written as (Diwekar
et al.
, 1997):
))
,
(
(
1
z
x
u
P
Maximize
(1)
( )
(
,
)
0
2
h
x
u
=
P
to
subject
(2)
( )
(
,
)
0
3
g
x
u
≤
P
(3)
where x is a vector of decision variables, u is a vector of uncertain parameters, P1, P2,
dealing with uncertain parameters. The problem formulation using CCP is (Watanabe
and Ellis, 1994; Diwekar
et al.
, 1997):
( )
(
z
x
u
)
E
(
F
( )
u
)
P
Maximize
1
,
=
(4)
( )
(
h
x
u
≤
β
)
≥
α
P
to
subject
,
(5)
where x is the vector of decision variables, u is the decision of uncertain parameter
values, P and P1 are probabilistic functionals, z is the objective function, h is the set of
inequality constraints, and
α
and
β
are probability value vectors with 0
≤
α
i≤
1 and 0
≤
β
i≤
1. Thus, the probability of violating
P
(
h
( )
x
,
u
)
≤
β
for any choice of a decision
variable x must not be greater than the reliability level, 1-
α
i. The values ofα
i aretypically normally distributed, random variables.
In both chance-constrained and stochastic optimization, stochastic models are
used in optimization. In stochastic programming, however, deterministic models may be
used. The stochastic programming problem may be written as (Diwekar
et al.
, 1997):
*))
,
(
(
1
z
x
u
P
Maximize
(6)
(
)
(
,
*
)
0
2
h
x
u
=
P
to
subject
(7)
(
)
(
,
*
)
0
3
g
x
u
≤
P
(8)
where x is a vector of decision variables, u* is a vector of vectors of uncertain
parameters, P1, P2, and P3 are probabilistic functionals, g is the set of inequality
constraints, and h is the set of equality constraints.
There are several features of stochastic programming that should be discussed:
multiple stages, recourse, and a horizon. For T stages, the stochastic program has
(Dupa
č
ová, 2002):
(
1,..,
1)
*
=
u
u
T−and with recourse, the decision variables change
(
x
x
T)
x
*
=
1,..,
(10)
The sequence of decisions with recourse is recursive and can then be written as:
(
,
)
,..,
(
,
,..,
)
,
,
1 2 1 1 1 1 11
u
x
x
u
x
Tx
u
u
T−x
(11)
The horizon is typically the number of stages in the problem.
In stochastic programming, there should be a tension between reducing the size of
x* or T, on the one hand, and finding a solution that is robust for small input value
changes. The problem becomes more tractable as the size of x* or T is reduced, but
potentially at the cost of robustness of the solution. One possibility is to use post
processing to assess the robustness of the optimal value found (Dupa
č
ová, 1995).
Applications of Chance-Constrained, Stochastic Optimization, and Stochastic
Programming
Applications of chance-constrained programming in environmental and structural
engineering have included:
• Reservoir management (Afshar
et al.
, 1991; Changchit and Terrell, 1993;
Dupa
č
ová and Kos, 1979; Eisel, 1972; Houck, 1979; Lane, 1973; Loucks and
Dorfman, 1975; Prékopa
et al.
, 1978; Prékopa and Szántai, 1978; Rangarajan
and Simonovic, 1999; ReVelle
et al.
, 1969; ReVelle and Kirby, 1970; ReVelle
and Gundelach 1975; Sniedovich, 1980; Sreenivasan and Vedula, 1996);
• Surface water quality management (Askew, 1974; Bao and Mays, 1994; Burn
Heady, 1978; Mao and Mays, 1994; Nieswand and Granstro, 1971; Ouarda
et
al.
, 2001; Takyi and Lence, 1997);
• Groundwater quality management (Cantiller and Peralta, 1989; Chan, 1994;
Datta and Dhiman, 1996; Gorelick, 1990; Morgan
et al.
, 1993; Nieswand and
Granstro, 1971; Reichard, 1995; Ritzel
et al.
, 1994; Sawyer and Lin, 1998;
Takeuchi, 1986; Tucciarelli and Pinder, 1991; Tung, 1986; Wagner, 1999;
Wagner and Gorelick, 1987; Wagner
et al.
, 1992; Xu
et al.
, 2001);
• Land management (Koo
et al.
, 2000);
• Municipal solid waste management (Huang
et al.
, 2001);
• Stormwater management (Jacobs
et al.
, 1997);
• Waste reduction strategies (Linninger
et al.
, 2000);
• Channel dredging and management (Ratick
et al.
, 1992);
• Air quality management (Ellis
et al.
, 1985a, 1986; Ellis, 1990; Fuessle
et al.
,
1987; Guldman, 1986, 1988; Liu
et al.
, 2003; Shih and Frey, 1995; Wang and
Milford, 2001; Watanabe and Ellis, 1993, 1994); and
• Structural analysis (Ellis
et al.
, 1991; Hyon
et al.
, 1978; Jacobs, 1991; Rao,
1980).
Applications of stochastic optimization in chemical, environmental and structural
engineering have included:
• Reservoir management (Archibald
et al.
, 2001; Basson and Van Rooyen,
2001; Bogle and O’Sullivan, 1979a, b; Braga and Barbosa, 1991; Braga
et al.
,
1991; Croley, 1974; Drouin
et al.
, 1996; Faber and Stedinger, 2001; Feiring
et
1991; Houck and Datta, 1981; Jacobs
et al.
, 1995; Karamouz
et al.
, 1992;
Karamouz and Vasiliadis, 1992; Koutsoyiannis and Economou, 2003; Lamond
and Sobel 1995; Lamond, 2003; Lund and Ferreira, 1996; Mizyed
et al.
, 1991,
1992; O’Sullivan and Bogle, 1980; Philbrick and Kitanidis, 1999;
Ponnambalam and Adams, 1996; Ponnambalam
et al.
, 2003; Raghuraman
et al.
,
2003; Rangarajan
et al.
, 1999; Simonovic and Qomariyah, 1993; Walski, 1980);
• Groundwater management (Freeze and Gorelick, 1999; Gailey and Gorelick,
1993; Georgakakos and Yao, 1993);
• Urban hydrology (Tanaka and Tatano, 2000);
• Waste minimization (Dantus and High, 1999);
• Materials properties (Gomes
et al.
, 2001; Herges
et al.
, 2003; Marti, 2001,
2003; McMillan
et al.
, 2003; Merlitz and Wenzel, 2002; Moret
et al.
, 1998;
Vilela
et al.
, 2002);
• Pipeline management (Subramanian
et al.
, 2000, 2001, 2003);
• Chemical process networks (Emmerich
et al.
, 2001);
• Structural analysis (Baumann and Kost, 1999; Deges and Vietor, 1998;
Evgrafov and Patriksson, 2003a; Evgrafov
et al.
, 2003; Marti, 1997; Oakley
et
al.
, 1998; Shieh, 1994; Shim and Manoochehri, 1999; Vietor, 1997;
Zimmerman
et al.
, 1992, 1993);
• Nuclear waste treatment (Chaudhuri and Diwekar, 1999; Diwekar, 2003);
• Channel dredging and management (Knaapen and Hulscher, 2002);
• Heat exchange network management (Banga
et al.
, 1994; Groscurth, 1992;
Groscurth
et al.
, 1993; Lewin, 1998; Lewin
et al.
, 1998; Soršak and Kravanja,
2002);
• Transportation fleet management (Godfrey and Powell, 2002);
• Water distribution systems (Cunha and Sousa, 1999);
• Industrial waste treatment (Ellis
et al.
, 1985b); and
• Wastewater treatment (Casares and Rodriguez, 1989).
Applications of stochastic programming in chemical, environmental and structural
engineering have included:
• Structural analysis (Evgrafov and Patriksson, 2003a, b; Jendo
et al.
, 1997);
• Solid waste management (Gupta and Maranas, 2003; Huang
et al.
, 2001;
Maqsood and Huang, 2003);
• Reservoir management (Dupa
č
ová
et al.
, 1991; Elshorbagy
et al.
, 1997;
Feiring
et al.
, 1998; Georgakakos and Marks, 1987; Huang, 1998; Huang and
Loucks, 2000; Kelman
et al.
, 1990; Keplinger
et al.
, 1999; Kim and Palmer,
1997; Loucks, 1968; Pereira and Pinto, 1985; Peters
et al.
, 1978; Prékopa and
Szantai, 1978; Prékopa
et al.
, 1978; Reznicek and Cheng, 1991; Stedinger
et al.
,
1984; Trezos and Yeh, 1987);
• Surface water management (Brill
et al.
, 1979; Edirisinghe, 1999; Elshorbagy
• Water resources planning (Aleksandrov
et al.
, 1986; Lund and Israel, 1995;
Sutardi
et al.
, 1991; Watkins and McKinney, 1997);
• Lake eutrophication (Somlyódy and Wets, 1988);
• Estuary management (Zhao and Mays, 1995);
• Nuclear waste treatment (Kim and Diwekar, 2002a, b);
• Groundwater treatment (Andricevic and Kitanidis, 1990; Wagner
et al.
, 1992,
1994; Watkins and McKinney, 1997; Xu
et al.
, 2001);
• Watershed management (Prato, 2000);
• Air quality management (Birge and Rosa, 1995; Condevaux-Lanloy and
Fragnière
et al.
, 2000; Fragnière and Haurie, 1996; Kanudia and Loulou, 1998,
1999; Loulou and Kanudia, 1999);
• Land management (Greiner and Parton, 1995; Nazareth, 2000);
• Energy and resources savings during operation of chemical plant (Bodrov
et al.
, 1997); and
• Distillation (Paules and Floudas, 1992).
Final Remarks
The chapter has introduced the concepts of uncertainty, variability, reliability, and
stochastic optimization. Further discussion of these topics in the context of optimization
Chapter 3
Optimization of Wastewater Treatment Design under Variable Loading
Conditions with Uncertain Parameter Values: Conceptual Model
Introduction
This chapter begins by introducing two conceptual models: 1) for traditional
wastewater treatment design and 2) for deterministic optimization of wastewater
treatment design. The deterministic optimization framework has the potential
advantage of finding a design that is least-cost or has the best effluent quality.
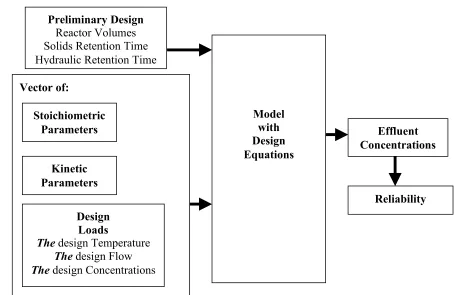
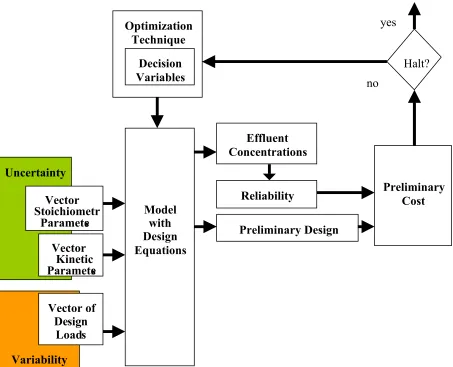
A third conceptual framework taking uncertainty and variability of inputs is
then presented for determining the reliability of a design. Reliability is defined as the
expectation that a design meets a given criterion over an operational period.
Finally, a fourth conceptual model is presented to show the tradeoff between
cost and reliability. This framework incorporates uncertainty and variability into the
design optimization process.
Before presenting the conceptual models, definitions of uncertainty,
variability, and reliability are presented. Chapter 2 provides a much longer discussion
of these concepts. The definitions presented here are specifically for wastewater
treatment design and the case study is used to illustrate the conceptual models.
Variability, as used here, corresponds to variance as used by others (Webster
and Mackay, 2003). Variability in data arises from heterogeneity that can be
quantified with a probability density function (PDF). Variability cannot be reduced
with additional research or knowledge. Sources of variability may be temporal,
behavioral, or weather-related (Bennett
et al.
, 1999; Huijbregts
et al.
, 2000). In the
data; behavioral data variability is due to population growth or decline, changes in
diet, changes in per capita water use, aging of the sanitary sewer system, industrial
change, and expansion of the sanitary sewer system; and weather-related variability is
due to rainfall and drought periods. All of these have different impacts on the
system’s performance. Mechanical and operational failures are other important
sources of variability in wastewater treatment system performance, but these are not
included within this analysis (Tchobanoglous
et al.
, 2003).
Uncertainty, unlike variability, can be reduced with additional research and
knowledge. Uncertainty, like variability, is generally characterized with a PDF and is
applicable to parameters used in modeling. Some model parameters are directly
measurable (such as oxygen concentrations in the influent or recycle wastewater), but
many are not. Instead, determination of the parameter values is indirect. A model is
used to predict how and why changes over time occur to certain observable values,
e.g., the oxygen, nitrogen, or other substrate concentration. Curve fitting techniques
are used in conjunction with the model for parameter determination. Uncertainty may
arise from many sources in such a process, such as measurements, of model structure
with lumped parameters, poorly defined models, or from lack of knowledge (Beck,
1982, 1984, 1989; Bennett
et al.
, 1999).
Reliability as used here is the percentage of time (or cases) in which the
design is expected to meet the effluent concentration limit. This is a definition in
agreement with others (Niku
et al.
, 1979; Tchobanoglous
et al.
, 2003).
Mathematically, this is:
300
,
7
1
v
where r is the reliability for one set of realizations using the variable loadings and
uncertain parameters; and v is the number of violations counted. 100 assessments are
performed whereupon the mean and standard deviation of the reliability is computed.
The expected reliability value reported is for
300
,
7
2
1
+
⋅
−
=
−σ
v
R
(13)
where R is the reliability for 100 sets of realizations,
v
−is the mean number of
effluent violations, σ is the standard error of the number of effluent violations, and
7,300 is the number of days in 20 years (the anticipated life of the project). For any
one design, four different reliabilities are assessed – for ammonia, nitrate, total
nitrogen, and total phosphorus. This provides a framework for assessing the
reliability of the least-cost design and conventional design.
The remainder of this chapter is devoted to presenting the traditional model,
the deterministic optimization model, and the optimization under variability and
uncertainty model along with their respective strengths and weaknesses. Finally, a
comparison of the model for optimizing under variability and uncertainty is compared
with the stochastic programming technique.
Traditional Design
Traditional design of wastewater treatment plants is typically a deterministic
process with inputs into a set of design equations that produce outputs as shown in
Figure 2.
Daily inputs
. These are the design loads of the system consisting of scalar
values for the design flows, the design temperature, and design influent
concentrations of various chemical species, e.g., biochemical oxygen demand (BOD),
chemical oxygen demand (COD), total Kjeldahl nitrogen (TKN), ammonia, etc.
Kinetic parameters
. Design equations are typically used requiring kinetic
parameter values or functions, e.g., the growth rate, the death or decay rate, reaction
rates, etc. The kinetic parameters required are model specific.
Stoichiometric parameters
. Stoichiometric parameters are the ratios of the
amounts of one chemical species required to react with another or to produce a
product. These are similar to kinetic parameters in that they are required in the design
equations, are model specific, and standard values are generally taken from the
literature. Neither stoichiometric nor kinetic values are constants. Constant values
are universal, e.g., g, c, π, e, etc. Parameter values are particular to the system being
Decision variables
. A set of decision variables is also typically used. Which
decision variables are required is model specific. Among the decision variables are
the recycle rates from one reactor to another, and the fraction of the reactor volume
that is unaerated (anoxic or anaerobic).
The model’s design equations are then used to generate outputs. These
outputs consist of
Preliminary design
. Among other features, the preliminary design consists
of the total reactor volumes, the hydraulic retention time (HRT), and the solids
retention time (SRT). HRT and SRT are the average time liquid and solid particles
spend in the wastewater treatment system, respectively. From the preliminary design,
calculation of the design cost can be performed.
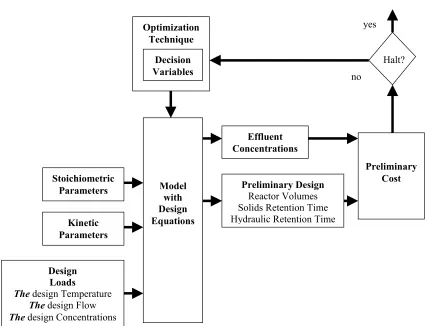
Model with Design Equations Decision
Variables
Stoichiometric Parameters
Kinetic Parameters
Design Loads
The design Temperature
The design Flow
The design Concentrations
Effluent Concentrations
Preliminary Design
Reactor Volumes Solids Retention Time Hydraulic Retention Time
Preliminary Cost
Effluent concentrations
. The concentration of solids, BOD, ammonia,
nitrate, phosphate, etc. in the effluent can be determined. Generally, the design
engineer has a set of effluent limits that must be satisfied. If the design effluent
concentrations do not meet these required limits or the design is too expensive, then a
new set of decision variables is used and the process is repeated until the effluent
and/or cost limits are met.
One limitation of the traditional design approach is that there is no systematic
search of decision variable values for a least-cost design or for a high effluent quality
design. One means of addressing this is to use an optimization technique to perform a
search. This is addressed in the next section.
Halt?
Model with Design Equations Stoichiometric
Parameters
Kinetic Parameters
Design Loads
The design Temperature
The design Flow
The design Concentrations
Effluent Concentrations
Preliminary Design
Reactor Volumes Solids Retention Time Hydraulic Retention Time
Preliminary Cost Optimization
Technique
Decision Variables
yes
no