2019 International Conference on Information Technology, Electrical and Electronic Engineering (ITEEE 2019) ISBN: 978-1-60595-606-0
Study on Post-Processor of Double Swing Head 5-axis Machine Tool
with Angle head Spindle
Zhi-qing WU and Hao-hui SHI
Guangzhou Institute of Technology Mechanical and Electronic Engineering, Guangzhou, China
Keywords: 5-axis machining, Post-processor, Reverse kinematic, Angle head spindle.
Abstract. In view of the fact that the traditional five-axis machine tool cannot process some parts with complex inner cavity structure (such as hydrostatic bearings), an angle head is arranged on the spindle of the traditional five-axis machine tool to process the parts with complex internal shape. The loading angle head of the double-swing five-axis machine tool is studied as an example. Firstly, the kinematic model of five-axis machine tool with angle head is established by inverse kinematics. Then, a special post-processing software is developed based on JAVA software. Finally, the effectiveness of the method and the algorithm is verified by simulating cutting and actual processing parts. Therefore, it is very important to select the angle head of five-axis machine tool for processing complex inner cavity parts effectively.
Introduction
The traditional five-axis machine tools can be divided into three types according to their configuration, i.e. table turning and swing, tool turning and swing, tool swing and table turning. The shape and range of parts processed by different types of machine tools are different. Although these types of machine tools can process many parts of shape and structure, it is impossible to process curved surfaces such as cylindrical cavity with angle and inclination. Although they are the most suitable types for machining inclined curved surfaces of inner holes, the machine tools of tool swing and table turning are not often to meet the processing requirements because of the cylindrical diameter inside the holes is too small and too deep.
Especially when processing complex shapes such as internal oil grooves of hydrostatic bearings, it is necessary to adopt forming tools or an angle head to meet the requirements. However, the use of forming tools will increase the cost of use and require multiple clamping .In order to reducing the cost and improving the accuracy of processing, this requirement can be met by using the double-swing head five-axis CNC machine tool of the angle head spindle.
This research is mainly aimed at the studying work of machining complex cylindrical innet surface with double swing heads and five-axis CNC machine tool with angle head. In order to improve the processing accuracy, reduce the using cost and facilitate the processing, a special post-processor for double-swing five-axis CNC machine tool with angle head spindle is developed. Finally, the feasibility of this method is verified by simulation and actual processing of a sample.
Application of Angle Head
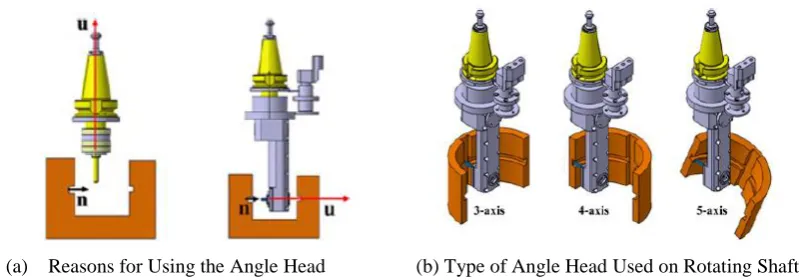
Figure 1 shows the use of angle head. In general processing, the normal vector of the surface during side milling groove is not consistent with the vector of the tool's axial processing, as shown on the left of Fig. 1 (a). Based on this, the normal vector of the surface matched by an angle head is consistent with the tool axial vector, as shown on the right of Fig. 1 (b).
[image:2.595.96.496.72.212.2]
(a) Reasons for Using the Angle Head (b) Type of Angle Head Used on Rotating Shaft
Figure 1. The angle head.
Post Processing Development
Before the development of post-processing, we first need to understand the kinematic model of machine tools, then establish relevant coordinate transformation formulas, and then develop post-processing based on high-level language.
Fig. 2 (a) shows a five-axis CNC machine tool with double-swing heads. The worktable moves in a straight line in the positive and negative directions of X axis. The spindle head rotates around X axis and Z axis and moves in a straight line in the Y and Z directions. The A and C axes rotate around X and Z respectively. The rotation angle of A axis is -90 ~+90, and the rotation angle of C axis is -190 ~+190. The two revoling axes intersect at point O of the swing center of the angle head. If the spindle head is aligned with the Z axis, the distance between the swing center and the end face of the spindle is swing length K, the distance between the end face of the spindle and the tool tip is tool length H, and the distance between the swing center and the tool tip is L, as shown in Figure 2 (b).
(a) Five Axis Tool Structure of Double Pendulum Head (b) Moving Coordinate
Figure 2. Five axis tool of double pendulum head.
Kinematic Model Analysis
As shown in Figure 2 (a), the traditional double-swing head CNC machine tool has two revolving axes loaded on the spindle head, and L is the swing length. The coordinate system OmXmYmZm is established at the swing center point, the coordinates of motion chang are shown in Fig. 2 (b), so that the coordinate system is consistent with the axes directions of the tool-tip coordinate system OtXtYtZt and the workpiece coordinate system OwXwYwZw. assumed that the cutter position
( , , )
w x y z
R w w w and the cutter position vectorR v v vv( ,i j, k) change through coordinate translation and
rotation, It is defined as the starting position of the double-swing-head CNC machine tool from tool coordinate system to workpiece coordinate system. Available[1-3]:
( ) ( ) 0 0 1 0T 0 T
z x i j k
[image:2.595.144.456.429.572.2]
0 0 L 1
R Cz( )R Ax( )wx wy wz 1
X Y Z 1
(2)Since an angle head is added, as shown in Fig. 1 (b), the normal vector of the cutting point is perpendicular to the axial vector of the tool, and the offset distance d between the cutting point position and the tool center exists. According to the motion transformation, formulas 1 and 2 can evolve into [4]:
( ) ( 90 ) 0 0 1 0T 0 T
z x i j k
R C R A v v v (3)
0 d L 1
R Cz( ) R Ax( 90 ) wx wy wz 1
X Y Z 1
(4)
References [1, 3, 4, 5] show that the formulas of vectors and motion coordinates can be obtained by solving them.
sin sin( 90 ) cos sin( 90 )
cos( 90 ) 1
i j k
v C A
v C A
v A (5)
sin( 90 ) cos( 90 ) sin
sin( 90 ) sin( 90 ) cos
cos( 90 ) sin( 90 )
x y z
L A d A C
X w
Y w L A d A C
Z w L A d A
(6)
Post Processing Development
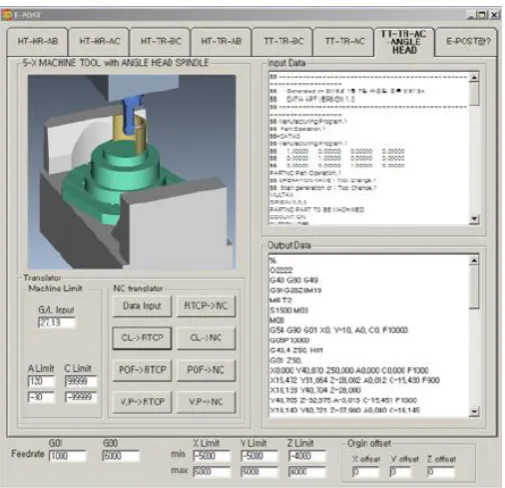
Combining the proposed motion solution and motion model, the post-processing of five-axis CNC machine tool with angle head is developed in JAVA high-level language as shown in Fig. 3 [5-7].
[image:3.595.183.436.524.768.2]Because the post-processor is integrated into the post-processing of the early development, users can select the target motion model to proceduring program conversion by clicking on the numerous motion models in the main menu, and then inserting the backward motion model into the pendulum length, offset length, machine tool limit value, origin offset value, target CL data by clicking on the open data input button. Line program transformation.
Simulation and Practical Cutting Experiments
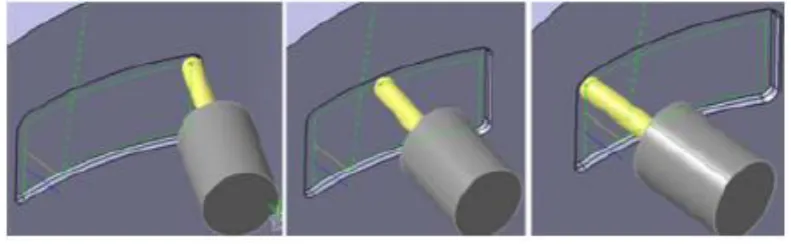
In this paper, a simple part design model which similar to the inner surface of hydrostatic bearing is adopted, and the shape of milling is designed as a rectangle. The shape of the part and the tool path [8-9]
[image:4.595.99.495.146.268.2]are shown in Figure 4, respectively.
Figure 4. Tool path.
The generated NC data is carried out on the VERICUT simulation software. VERICUT is a CNC NC machining simulation software. The software simulates the whole machine tool processing process and verifies the accuracy of the processing program, so as to find errors in the processing program.The motion model of the double-swing five-axis machine tool with an angular head spindle and the shape of simultion cutting specimen[10]are shown in Fig.4, Verified by VERICUT, the feasibility of post-processing is verified, as shown in Fig. 5, The NC program of simulation is transmitted to the double-swing five-axis machine tool with angle head for actual processing, and the parts is processed actually and obtained the cutting effect, as shown in Fig. 6. The validity of the post-processing is verified by the actual processing experiments of the parts.
[image:4.595.225.474.428.560.2]
Figure 5. VERICUT Cutting Simulation. Figure 6. Five Axis Cutting Experiment and Result.
Conclusion
Aiming at the method of using angle head spindle in double-swing head five-axis machine tool, this paper establishes its special motion model by analyzing the difference between its motion model and traditional processing of double-swing head machine tool. Then, based on JAVA high-level language, a special post-processor with angle head spindle is developed, and the correctness and feasibility of the post-processing are verified by simulation and actual parts processing.
Acknowledgement
Reference
[1] LI Yong-qiao, Chen Qiang, Chen Yong-xiang. Research on General Motion Conversion of Coordinate and Method for 5-axis NC Machines [J]. Modular Machine Tool & Automatic Manufacturing Technique, 2010(10):4-5.
[2] Zhao Shi-tian, Sun Dian-zhu, Sun Xiao-xia. The Development and Application of Special Postprocessor for Five-axis Machining Center Based on UG/POST[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2006(1):26-28, 34.
[3] Jung Hyoun-Chu, Hwang Jong-Dae, Park Ki-Beom, Jung Yoon-Gyo. Development of practical postprocessor for 5-axis machine tool with non-orthogonal rotary axes [J]. J. Cent. South Univ. Technol, 2011 (18): 159−164.
[4] Tang Qing-Chun, Zhang Jian, Ma Zhong-Liang, Liu Qian. Study on the Post Processing of the Domestic Double Swing Head of Five-axis Machines[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2014(04): 35-37.
[5] Vladimir Kvrgic, Zoran Dimic, Vojkan Cvijanovic, Dragomir Ilic, Mirko Bucan. A control algorithm for a vertical five-axis turning centre [J]. Int J Adv Manuf Technol. 2012, 61:569–584.
[6] Junteng Wang, Dinghua Zhang, Baohai Wu, Ming Luo, Ying Zhang. Kinematic analysis and feedrate optimization in six-axis NC abrasive belt grinding of blades [J]. Int J Adv Manuf Technol 2015, 79:405–414.
[7] Zhao Zhen. The development of Eclipse Technology[M].Beijing: Chemical Industry Press, 2010.
[8] Zhen Yan. Feedrate planning of five axis NC machining of complex surfaces[D].Shanghai: Shanghai Jiao Tong University, 2011.
[9] Duan Chun-hui. Development of universal post processing system for five axis NC machine tool[D]. Southwest Jiao Tong University, 2007.