METAL FORMING OF PROGRESSIVE
DIE BY SIMULATION AND
EXPERIMENTAL ANALYSIS
SANYA KUMJING
Department of Industrial Engineering, Faculty of Engineering and Architecture, Rajamangala University of Technology Suvarnapbumi, Nonthaburi 11000, Thailand
Abstract
This paper simulated manufacturing conditions using finite element analysis and designed and produced a high-precision progressive die for an automobile part. The BACK PLATE FR R/L automobile part was selected for this case study, and it was constructed from 1.8-mm-thick JAC270C-grade steel. A stamping simulation was conducted using finite element analysis, and it was shown that the workpiece could be formed without tearing. The design process with stamping station created a series of dies with high-precision progressive die stamping and test specimens were produced. Defects in certain specimens could be resolved with repeated testing. Specimens from the stamping process were of the same size, had the same surface properties as predicted by the finite element analysis and met production requirements. The simulation and experimental results compared with an accuracy of 97%. Finite element analysis simulation reduces losses and testing costs and improves the accuracy and efficiency of die functions.
Keywords : Finite element, Metal, Forming, Progressive, Precision
1. Introduction
Significant competition and rapid expansion exists in the field of precision die casting, with various industrial sectors aiming to improve production quality [Kumjing, et al. (2013)], [Zhang, et al. (2000)]. Technology is improving constantly in this competitive environment. New methods and techniques in industrial enterprises continue to accelerate the development of technology. The forming and drawing of metal is of significant importance to the automotive industry. Sheet metal forming quality depends on many factors, including the die shape, the die stamping speed and the clamping force [Rajabi, et al. (2015)]. In practice, production time determines which factors are most appropriate. Production is assisted by using computer programs, which simulate sheet metal forming processes [Halkaci, et al. (2014)]; and inappropriate molds should be avoided, especially in the automotive parts industry [Jaisingh, et al. (2004)]. The importance and complexity of this work has been widely recognized. In this study, we conducted a problem analysis to seek solutions to design analysis problems and the creation of a die using transfer die technology for auto parts manufacturing [Kamonrattapisut and Dechjarern (2007)]. We applied finite element analysis (FEA) to assist in the analysis of specimens that require stamping, before constructing the actual die using transfer die technology. This was done to simplify the die design and manufacture and to produce parts of the highest quality, which increases their market value. The delivery of parts to customers in a timely manner and with successful operational cost reductions is beneficial to companies.
2. Experimental procedure 2.1 Materialand equipment
Material used to produce the automobile component test specimen, BACK PLATE FR R/L, was 1.8-mm-thick galvanized JAC270C grade steel. This material is commonly used in the sheet metal stamping manufacture of parts with complex geometry and continuity using high-precision die sets. Design and simulation can be used to study the steel deformations and the results can be used to produce a die set. This increases the stamping process efficiency and accuracy. The test properties and conditions are shown in Table 1
Table 1Experimental conditions
Descriptions Conditions Descriptions Conditions
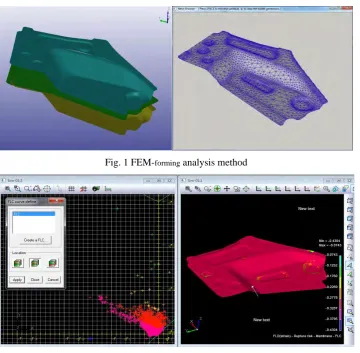
2.2.4 The process of designing and creating dies according to terms and conditions that are compatible with the machine press steel sheet feeding system and the workpiece by feeder to the relationship in each work station of the die-stamping process is shown in Fig. 2, with an analysis of the result that determines the fracture risk.
Fig. 1 FEM-forming analysis method
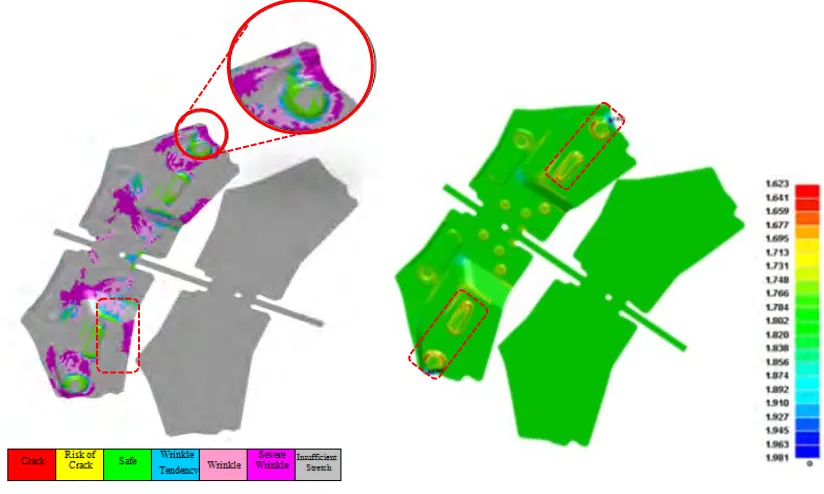
Fig. 2Results of the tearing risk by FEM method
3. Results and Discussion
Fig. 3 Result of stress analysis
(a) FEM-Forming analysis (b) Thickness Analysis
Fig. 4 The stress analysis of stamping process 1 side
A study of the stress on the process stamping parts in Fig. 3 shows that the bottom part risks material tearing in the deepest stamping region. This occurs mainly in the curve of the model, as shown in Fig. 4 (a). In general, the model thickness corresponds to that achieved in reality. The thickness is reduced to a point where the material is drawn deeper and thinner, and the size of the area in which tearing may occur is known, as shown in Fig. 4 (b) [Kumjing, et al. (2013)], [Yenitepe (2015)].
(a) FEM-Forming analysis (b) Thickness analysis
Fig. 5 The stress analysis of stamping process 2 side
(a) Position improvement die (bTest specimens
Fig. 6 Position and results the inspection with improvement
The high-precision progressive die was evaluated experimentally by observing the behavior of paint applied to metal specimens prior to their stamping at each station. Defect and size errors in the workpieces did not meet the prescribed form following adjustments to the die, as shown in Fig. 6 (a). Test specimen characteristics appear mostly uniformly, however, some color variations exist, as shown in Fig. 6 (b). The specimen shape and size are acceptable under the defined standards.
Position
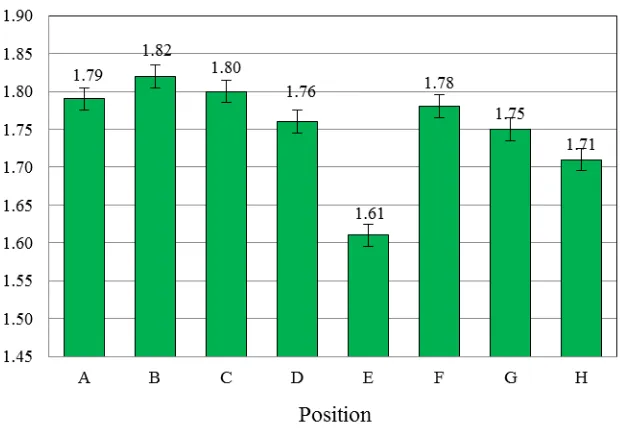
Fig. 7Position the inspection with laser scanner
Fig. 8Graph comparing the thickness of specimen
Surface characteristics were inspected using a CMM-Laser to analyze the specimen thickness of the workpiece part made by FEM at points A to H shown in Fig. 7. Risk analysis FEM-forming analysis was used after die positions were tested and adjustments were made to the die position. The inspection results are shown in Fig. 8. The surface thickness at each position shows that the stamping does not induce tearing, even at positions E and H with a thickness of 1.61 and 1.71 mm, respectively. This value is relatively low [Yenitepe (2015)] because of the vicinity of the drawn materials compared with other areas (ABCDF and G). Compared with the thickness at each position, the workpiece shape is not drawn or affected by the pump. A simulation of the stamping part BACK PLATE FR R/L showed that the object could be damaged. Die tests enabled the sample to be pumped so that the shape and size achieve the prescribed form without damaging the workpiece on both sides of the part. A system with high precision progressive die functions reduces disruption or damage at the time of stamping and allows the die to function with high precision [Reddy (2015)].
4.
Conclusion
170.
[4] Huseyin Selcuk Halkaci, Mevlut Turkoz, Murat Dilmec. (2014) : Enhancing formability in hydromechanical deep drawing processadding a shallow drawbead to the blank holder, Journal of Materials Processing Technology 214, pp.1638-1646.
[5] Amit Jaisingh, K. Narasimhan, P.P. Date, S.K. Maiti, U.P. Singh. (2004) : Sensitivity analysis of a deep drawing process for miniaturized products, Journal of Materials Processing Technology 147, pp. 321-327.
[6] Maitri Kamonrattapisut and Surangsee Dechjarern. (2007) : Sheet metal forming process optimization using FEM analysis”. The 21th
Conference of the Mechanical Engineering Network of Thailand, pp.970-975.
[7] Recep Yenitepe. (2015) : Experimental investigation and optimization of control factors for the formability of al 1050 sheet conducted by a prototype computer aided hydraulic press, International Journal of Engineering Science and Technology (IJEST), Vol. 7 No.1 Jan, pp.21-31.