OPTIMIZATION OF
ELECTROCHEMICAL MACHINING
PROCESS PARAMETERS USING
TAGUCHI APPROACH
R.Goswami1, V. Chaturvedi2,R. Chouhan31
Lakshmi narain college of technology, Bhopal
2
madhav institute of technology & science, Gwalior
3
Lakshmi narain college of technology, Bhopal
1
2
3
ABSTRACT
In this research paper, Taguchi method is applied to find optimum process parameters for Electrochemical machining (ECM). The objective of experimental investigation is to conduct research of machining parameters impact on MRR and SR of work piece of Aluminum and Mild steel . The approach was based on Taguchi’s method, analysis of variance and signal to noise ratio (S/N Ratio) to optimize the Electrochemical machining process parameters for effective machining and to predict the optimal choice for each ECM parameter such as voltage, tool feed and current. In this research three level of parameter is considered for experiment. There is L9 orthogonal array used by varying A,B,C respectively and for each combination we have conducted three experiments and with the help of Signal to Noise ratio we find out the optimum results for ECM. It was confirmed that determined optimal combination of ECM process parameters satisfy the real need for machining of Aluminum and Mild steel in actual practice.
Keywords: Electrochemical machining (ECM), ANOVA, S/N Ratio, MRR,SR.
1.INTRODUCTION
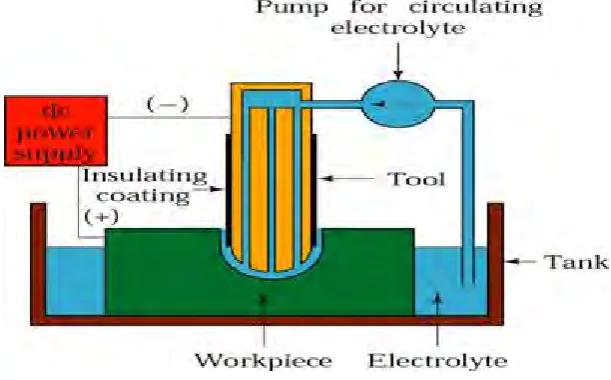
Electrochemical Machining (ECM) is the controlled removal of metal by anodic dissolution in an electrolytic cell in which the work piece is the anode and the tool is cathode. The electrolyte is pumped through the gap between the tool and the work piece, while direct current is passed through the cell, to dissolve metal from the
work piece.
Fig. 1 :ECM Machine
2. METHODOLOGY
• Analysis of Variance (ANOVA)
Analysis of variance (ANOVA) and F-test (standard analysis) are used to analysis the experimental data as given follows
• SIGNAL TO NOISE RATIO CALCULATION
Quality Characteristics: S/N characteristics formulated for three different categories are as follows:
Larger is Best Characteristic: Data sequence for MRR (Material Removal Rate), which are higher-the-better performance characteristic are pre-processed as per Eq.1
S/N= -10 log ((1/n) ((1/y2))...1
Nominal and Smaller are Best Characteristics
Data sequences for SR , which are lower-the-better performance characteristic, are pre-processed as per Eq.2 &3 S/N= -10 log (y/s2y)...2
S/N= -10 log ((1/n) (Σ(y2))...3
Where y^ is average of observed data y, sy2 is variance of y, and n is number of observations.
3. EXPERIMENTAL SET UP AND WORK PROCEDURE:
Material: In this investigation, the work material Aluminum and Mild steel
Table 1 : Properties of Mild Steel
Table2: Properties of Aluminum
Property Value
Modulus of Elasticity (GPa) 68.3 Poisson’s Ratio 0.34 Thermal Conductivity (0-100°C) (cal/cms. °C) 0.57 Co-Efficient of Linear Expansion (0-100°C) (x10-6/°C) 23.5 Electrical Resistivity at 20°C (Ω.cm) 2.69 Density (g/cm3) 2.6898 Melting Point (°C) 660.2 Boiling Point (°C) 2480
Property Value
3.1.Design of Experiments
The experimental layout for the machining parameters using the L9 orthogonal array was used in this study. This array consists of three control parameters and three levels, as shown in table 3. In the Taguchi method, most all of the observed values are calculated based on ‘the higher the better’ and ‘the smaller the better’. Thus in this study, the observed values of MRR and SR were set to maximum and minimum respectively. Each experimental trial was performed with three simple replications at each set value. Next, the optimization of the observed values was determined by comparing the standard analysis and analysis of variance (ANOVA) which was based on the Taguchi method.
3.2. Selection of the machining parameters and their levels
The experimental plan has three variables, namely, tool feed, current and applied voltage. On the basis of preliminary experiments conducted by using one variable at a time approach, the feasible range for the machining parameters was defined by varying the voltage (05-15 V) , tool rate (0.10 – 0.30 mm/min) and current (0 – 100 A). In the machining parameter design, three levels of the cutting parameters
Table 3: Design scheme of experiment of Parameters and levels
Process parameter Level
1
Level 2
Level 3
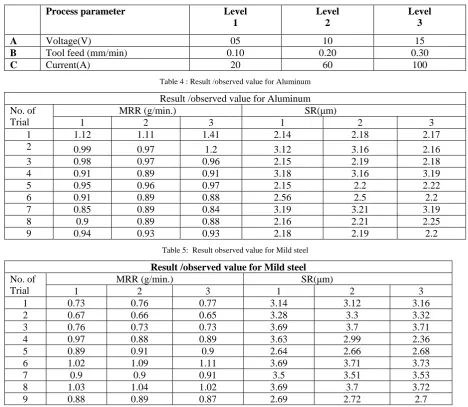
A Voltage(V) 05 10 15
B Tool feed (mm/min) 0.10 0.20 0.30
C Current(A) 20 60 100
Table 4 : Result /observed value for Aluminum
Result /observed value for Aluminum No. of
Trial
MRR (g/min.) SR(μm)
1 2 3 1 2 3
1 1.12 1.11 1.41 2.14 2.18 2.17 2 0.99 0.97 1.2 3.12 3.16 2.16 3 0.98 0.97 0.96 2.15 2.19 2.18 4 0.91 0.89 0.91 3.18 3.16 3.19 5 0.95 0.96 0.97 2.15 2.2 2.22 6 0.91 0.89 0.88 2.56 2.5 2.2 7 0.85 0.89 0.84 3.19 3.21 3.19 8 0.9 0.89 0.88 2.16 2.21 2.25 9 0.94 0.93 0.93 2.18 2.19 2.2
Table 5: Result observed value for Mild steel
Result /observed value for Mild steel
No. of Trial
MRR (g/min.) SR(μm)
1 2 3 1 2 3
Table 6: Result of MRR for Aluminum
A B C 1 2 3 Average(S/N) 1 1 1 1.12 1.11 1.41 1.52467 1 2 2 0.99 0.97 1.20 0.33458 1 3 3 0.98 0.97 0.96 -0.26549 2 1 2 0.91 0.89 0.91 -0.88447 2 2 3 0.95 0.96 0.97 -0.35552 2 3 1 0.91 0.89 0.88 -0.98225 3 1 3 0.85 0.89 0.84 -1.31809 3 2 1 0.90 0.89 0.88 -1.01330 3 3 2 0.94 0.93 0.93 -0.59960
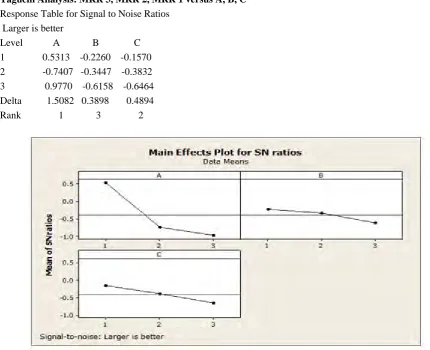
Taguchi Analysis: MRR 3, MRR 2, MRR 1 versus A, B, C
Response Table for Signal to Noise Ratios Larger is better
Level A B C 1 0.5313 -0.2260 -0.1570 2 -0.7407 -0.3447 -0.3832 3 0.9770 -0.6158 -0.6464 Delta 1.5082 0.3898 0.4894 Rank 1 3 2
Fig-2. Graph between S/N Ratio and variables of MRR for Aluminum.
Table 7: Result of SR for Aluminum
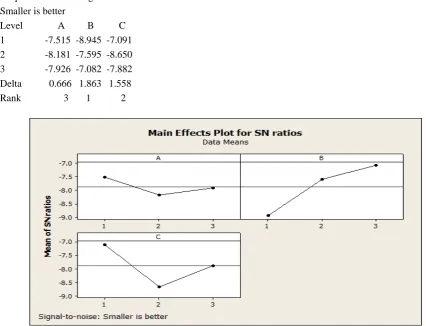
Taguchi Analysis: SR 3, SR 2, SR 1 versus A, B, C
Response Table for Signal to Noise Ratios Smaller is better
Level A B C 1 -7.515 -8.945 -7.091 2 -8.181 -7.595 -8.650 3 -7.926 -7.082 -7.882 Delta 0.666 1.863 1.558 Rank 3 1 2
Fig-3. Graph between S/N Ratio and variables of SR for Aluminum.
Table 8: Result of MRR for Mild steel
A B C 1 2 3 Average(S/N) 1 1 1 0.73 0.76 0.77 -2.46700 1 2 2 0.67 0.66 0.65 -3.61112 1 3 3 0.76 0.73 0.73 -2.62004 2 1 2 0.97 0.88 0.89 -0.81179 2 2 3 0.89 0.91 0.90 -0.91622 2 3 1 1.02 1.09 1.11 0.59737 3 1 3 0.90 0.90 0.91 -0.88339 3 2 1 1.03 1.04 1.02 0.25593 3 3 2 0.88 0.89 0.87 -1.11147
Taguchi Analysis: MRR 3, MRR 2, MRR 1 versus A, B, C
Response Table for Signal to Noise Ratios Larger is better
Fig-4. Graph between S/N Ratio and variables of MRR for Mild Steel.
Table 9: : Result of SR for Mild steel
A B C 1 2 3 Average(S/N) 1 1 1 3.14 3.12 3.16 -9.9387 1 2 2 3.28 3.30 3.32 -10.3704 1 3 3 3.69 3.70 3.71 -11.3641 2 1 2 3.63 2.99 2.36 -9.6515 2 2 3 2.64 2.66 2.68 -8.4978 2 3 1 3.69 3.71 3.73 -11.3876 3 1 3 3.50 3.51 3.53 -10.9144 3 2 1 3.69 3.70 3.72 -11.3719 3 3 2 2.69 2.72 2.70 -8.6381
Taguchi Analysis: SR 3, SR 2, SR 1 versus A, B, C
Response Table for Signal to Noise Ratios Smaller is better
Fig-5. Graph between S/N Ratio and variables of SR for Mild Steel.
4.Results and Discussion:
The following discussion focuses on the different process parameters to the observed values (MRR and SR) based on the taguchi methodology.
Material Removal Rate (MRR)
Main effects on MRR of each factor for various level conditions are shown in fig. 2. According to fig.2 the MRR of Aluminum depend on three major parameter A,B and C MRR is maximum is case of Voltage (A) at level 1 (05), in the case of tool feed (B) level 1(0.10mm/min) and in case of current (c) at level 1 (20) so the optimal parameter setting for the MRR of Aluminum found (A1B1C1) and according to fig. 4 the MRR of Mild steel depend on three major parameter A, B and C MRR is maximum in case of voltage (A) at level 2 (10), in the case of tool feed (B) at level 3 (0.30mm/min) and in case of current (c) at level 1 (20) so the optimal parameter setting for MRR of Mild steel found (A2B3C1).
Surface Roughness (SR)
Fig.3 evaluates the main effect of each factor for various level conditions. According to the fig. 3 the surface Roughness of aluminum depend on three major parameter A, B and C SR will be minimum. in the case of voltage (A) at level 2 (10), in case of tool feed (B) at level 1 (0.10mm/min) and in the case current (c) at level 2 (60). So the optimal parameter setting for minimum SR of Aluminum found (A2B1C2) and according Fig. 5 the SR of Mild steel depend on three major parameter A, B and C. SR will be minimum in the case of voltage (A) at level 1 (05), in case of tool feed (B) at level 3 (0.30mm/min) and in case current (C) at level 1 (20) so the optimal parameter setting for SR of Mild steel found (A1B3C1).
5.Confirmation Test
The confirmation experiments were conducted using the optimum combination of the machining parameters obtain from taguchi analysis. These confirmation experiments were used to predict and verify the improvement in the quality characteristics for machining of Aluminum and Mild steel both. The MRR and SR predicted process combination is (A1B1C1) or (A2 B3 C1) and (A2 B1 C2) or (A1 B3 C1) and found predict optimum parameter MRR 0.542g/min or 0.99g/min and SR 0.102(μm) or 0.099 (μm).
6.Conclusions
This paper presents analysis of various parameters on the basis of experimental results, analysis of variance (ANOVA), F-test and SN Ratio. The following conclusions can be drawn for effective machining of Aluminum and Mild steel by ECM process as follows:
REFERENCES:
[1] Dungchai W, Chailapakul O, Henry CS (2011) A low-cost, simple, and rapid fabrication method for paper-based microfluidics using wax screen-printing. Analyst 136:77–82.
[2] Chitnis G, Ding ZW, CL Chang, Savran CA, Ziaie B (2011) Laser-treated hydrophobic paper: an inexpensive microfluidic platform. Lab Chip 11:1161–1165R.
[3] Dungchai W, Chailapakul O, Henry CS (2009) Electrochemical detection for paper-based microfluidics. Anal Chem 81:5821–5826.
[4] William L. Masterton, Cecile N. Hurley Chemistry: Principles and Reactions, Cengage Learning (2008) ISBN 0-495-12671-3 p. 379.
[5] Brian Scott Baigrie Electricity and magnetism: a historical perspective, Greenwood Publishing Group (2007) ISBN 0-313-33358-0 p.
73.
[6] Polmear, I.J. (2006). "Production of Aluminium". Light alloys from traditional alloys to nanocrystals. Oxford:
Elsevier/Butterworth-Heinemann. pp. 15–16. ISBN 978-0-7506-6371-7.
[7] B. Bhattacharyya, S. Mitra, and A. K. Boro, “Electrochemical machining: new possibilities for micromachining,” Rob. Comput.-
Integr.Manufact. 18, 283–289 _2002.
[8] R. Schuster, V. Kirchner, P. Allonue, and G. Ertl, “Electrochemical micromachining,” Electrochemical machining, J. A. McGeough, in
“Kirk-Othmer Encyclopedia of Chemical Technology” (5th edition), Vol. 9, pp 590-606, J. I. Kroschwitz (editor), Wiley-Interscience,