Effect of Casting Parameters on the Microstructure and Mechanical Properties
of ADC10 Alloys Using a Semisolid Die Casting and Heat Treating Process
Byung Keun Kang
1, Chun Pyo Hong
1, Young Soo Jang
2, Byoung Hee Choi
2and Il Sohn
1,+ 1Department of Materials Science and Engineering, Yonsei University, 50 Yonsei-ro, Seodaemun-ku, Seoul 120-749, Korea 2Samgsung Electronics Co., Ltd. 129, Samsung-ro Yeongtong-gu, Suwon-si, Gyeonggi-do 443-742, KoreaThe effect of casting parameters on the microstructure and mechanical properties during semisolid die casting using commercial ADC10 alloys was studied. Fine and uniform globular microstructures were produced using optimized casting conditions, where low pouring temperatures of 878 K (605°C) and pre-heating of the slurry-making container temperatures up to 523 K (250°C) resulted in better microstructural control. To obtain the conditions for high quality slurries within a mass production system, the microstructural characteristics of slurries produced with various cooling rates were analyzed. Cooling rates between 0.1°C/s and 0.9°C/s were found to result in comparatively good microstructural characteristics, which corresponded to form factors of 0.75 or greater and¡-Al particles less than 65 µm in the slurries. The hardness and tensile strength were evaluated for T6 heat-treated semisolid die cast products and compared with the properties of high-pressure die cast specimens. Transmission electron microcopy (TEM) and electron probe micro-analysis (EMPA) were also used to identify and verify the precipitated secondary phases and the solute distribution. [doi:10.2320/matertrans.M2015406]
(Received November 4, 2015; Accepted December 15, 2015; Published February 25, 2016)
Keywords: electro-magnetic stirring, rheo-die casting, ADC10 alloy, cooling rate, tensile strength, hardness
1. Introduction
To improve the mechanical properties of products made of aluminum alloy through typical casting and forging process-es, heat treating including solution and aging is used. In the solution heat treatment step, alloying elements are dissolved into the aluminum matrix at temperatures above 723 K (450°C) and then quenched in water at room temperature. In the aging step, the aluminum alloy is held between 403 K (130°C) and 473 K (200°C), the elements are precipitated from the matrix and second phase clusters are formed. These clusters prevent the movement of dislocations, which result in improved mechanical properties such as higher hardness and tensile strength.1,2)For higher productivity and economic feasibility, high-pressure die casting (HPDC) for lightweight vehicles and electronics has been widely used.3,4) However, in general it is difficult to conduct a commercial scale heat treatment process during HPDC because of the occurrence of inner defects, such as porosity, as gases become trapped during the high-speedfilling of the mold with molten metal. A porosity increase in the HPDC process up to 1,000 times can be observed when solution heat treatment is applied.5)
Thus, the application of HPDC for the production of high-strength products through heat treating has been limited because of blister defects and size deformations originating from the increased porosity. To meet these challenges, the semisolid die casting process utilizing a semisolid slurry has been studied as a method for reducing the inherent porosity defects within the HPDC and to provide a means to inhibit blister defects and size deformation.3,610)
Unlike traditional HDPC processes, the semisolid die casting process minimizes turbulence during mold filling of the liquid metal by maintaining uniform solute and temper-ature fields within the molten metal and refining the microstructure by maximizing the initial nucleation of the molten metal during solidification.7)In semisolid die casting,
the amount of gas mixed during the injection of molten metal into the mold having a laminarflow pattern is reduced along with the total gas content in the molten metal. Further, the molten metal has a low pouring temperature, which lowers the thermodynamic saturated gas solubilities in the melt to ensure a higher internal quality. Thus, heat treatment in the semisolid die casting process is possible and can enhance the mechanical properties of the product, which is impossible with traditional HPDC. This is because of the lower gas concentrations that exist after solution heat treatments, which inhibits gas-induced blisters.4,11) Despite this advantage, the
application of semisolid die casting to the commercial manufacturing scale has yet to be established and has been investigated only on an experimental level.
The initial quality of the slurry plays an essential role in obtaining improved product quality through a semisolid die casting process. A high quality slurry has a uniform dispersion of fine and globular ¡-Al particles within the semisolid melt. The form-factor, which is the globularity of ¡-Al particles, ranges from 0 to 1, and a higher value of the form-factor indicates that the particles are more globular.12,13)
In the semisolid casting of ADC10 alloy, compared to other Al-alloys, the relatively small difference between the liquidus and solidus makes it difficult to obtain a high quality semisolid slurry. Past work by Hong and Kim on the semisolid die casting of ADC10 alloys have been pre-sented,8,14)wherein the effects of lower pouring temperature
and conditions of the slurry-making container was discussed. However, the detailed casting parameters such as the cooling rate, container thickness and temperature, and temperature distribution along the container have yet to be fully understood.
In the present study, casting parameters in a 125-ton semisolid die casting process with heat treatment of the ADC10 alloy was investigated. Casting parameters including pouring temperature, container thickness, and pre-heating temperature of the slurry-making container were optimized to control and minimize porosity defects. By incorporating a
+Corresponding author, E-mail: ilsohn@yonsei.ac.kr
modified heat treatment process, the mechanical properties of the specimens were evaluated and compared with those of conventional HPDC samples.
2. Experimental Procedure
2.1 Semisolid die casting experimental apparatus and slurry formation procedure
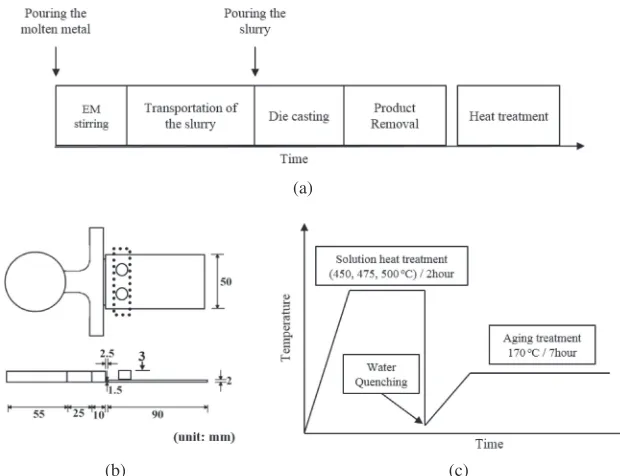
Figure 1 is a schematic representation of the equipment used in the present study. The setup is composed of an automated electromagnetic (EM) stirrer installed on a 125-ton die casting machine (BD-125V4, TOYO Machinery & Metal Col, LTD., Hyogo, Japan) that is used to produce a semisolid slurry during the die casting process and to feed the slurry into the sleeve. The chemical composition of the ADC10 (JIS) alloy used in this study was Al9 mass% Si3 mass%
Cu0.3 mass% Mg, and the liquidus temperature of the ADC10 alloy is 866 K (593°C). The molten metal was maintained at 973 K (700°C) for 1 h to achieve thermal equilibrium within the melt and to remove excess dissolved gas. The slurry container was made of stainless steel (SUS304) with a diameter of 50 mm and a length of 70 mm. The inside of the container was coated with BN to inhibit excessive sticking of the melt and to ensure ease of melt pouring. Tcenter in Fig. 1 denotes the temperature at the center of the slurry, whereas Tsurfacedenotes the temperature near the surface of the container. To calculate the relationship of the solid fraction and temperature, the Thermo-Calc software was used. The intensity of the electromagnetic stirring was approximately 0.03 T, as measured with application of g a single-phase 220 V and 10 A at 60 Hz. Figure 2(a) shows the process sequence of a single semisolid die casting cycle using electromagnetic stirring, which includes electromagnetic stirring, transportation of the semi-solid slurry, die casting, and product removal. The total cycle time is 30 s.
2.2 Specimen preparation and testing
Figure 2(b) describes the semisolid die cast specimens created by pouring the slurry manufactured by the automated electromagnetic stirrer into the 125-ton die casting machine. T6 heat treatments were conducted on the prepared speci-mens using a solution heat treatment and aging treatment as shown in Fig. 2(c). The microstructures were observed by optical microscopy (KSM-IA5, SAMWS, Seoul, Korea), electron probe micro-analysis (EPMA) (JXA-8500F, JEOL Ltd., Tokyo, Japan) and transmission electron microscopy (TEM) (JEM-2100F, JEOL Ltd., Tokyo, Japan). Hardness and tensile strength were measured and compared with those of normal HPDC specimens. Rockwell B hardness testing was performed using a hardness testing machine (ARK-600, MITUTOYO, Kanagawa, Japan). Tensile samples were
Fig. 1 A schematic drawing of the automated electromagnetic stirring system and the temperature measurement positions.
(a)
(c) (b)
[image:2.595.50.289.280.471.2] [image:2.595.140.450.521.759.2]machined to the specifications of the ASTM E8M and tested using a universal testing machine (UNITECH S series, R&B Co. Ltd., Daejeon, Korea).
3. Results and Discussions
3.1 Effect of the melt pouring temperature on the microstructure
The products were made using the slurries that were manufactured with the cycle time of the die casting process. To ensure a sound product, it is important to fabricate a high-quality slurry that has small deviations in the temperature distribution and uniform dispersion of ¡-Al particles within the slurry. To minimize these issues that can be detrimental to a high quality product, the slurry-making conditions were optimized by varying the pouring temperature, the temper-ature of the slurry container, and the container thickness.
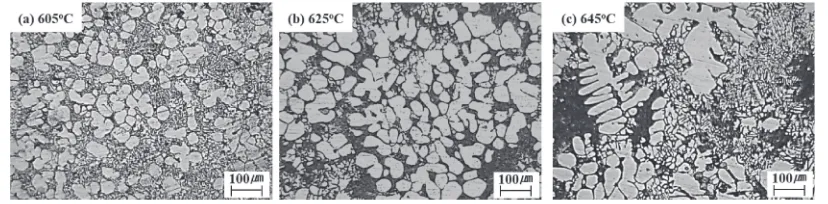
The microstructures of the slurry were analyzed at various pouring temperatures, 878 K (605°C), 898 K (625°C), and 918 K (645°C) corresponding to Figs. 3(a), 3(b), and 3(c), respectively. The electromagnetically stirred slurry is quenched in water at room temperature when the temperature of each slurry reaches 583°C (856 K), which corresponds to a solid fraction of 0.15. When the pouring temperature was low, the slurry uniformity and globularity of the ¡-Al particles improved because of the large amount of recales-cence. As the pouring temperature is lowered, superheat is lowered and better rapid cooling can occur throughout the entire liquid, resulting in accelerated nucleation and growth taking place in the absence of re-melting. At lower pouring temperatures, the ¡-Al particles become smaller and globularity increases.8,9,13) Therefore, 873 K (605°C) was
found to be the optimal pouring temperature to ensure a uniform and fine semisolid slurry for die casting. Thus, further experiments were performed to explore other casting parameters at the optimal pouring temperature of 873 K (605°C).
Figure 3(c) shows a coarse dendrite appearing when pouring is performed at the high temperature of 918 K (645°C). Increased pouring temperatures have higher super-heat, resulting in increased temperature gradients between the melt and the wall of the slurry-making container, which made some of the dendrites grow. A fine and tiny microstructure is also produced when the nuclei re-melt because of local overheating caused by the temperature difference between the molten metal at the surface and the center of the slurry-making container at high pouring temperatures. The un-melted nuclei grow dendritically and become coarse, as the
diffusion of solute elements at higher temperatures is increased.
3.2 Effect of temperature distribution within the slurry-making container on the microstructure
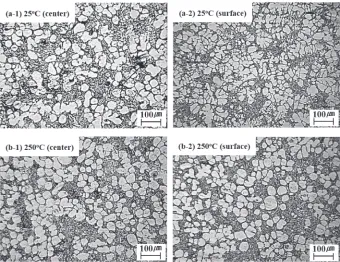
In the case of the alloy ADC10, wherein the Si content is close to the eutectic, an inappropriate slurry-making contain-er tempcontain-erature can detcontain-eriorate the slurry quality, and in some cases can result in a solidified shell on the container wall because of the temperature difference between the surface and the center of the slurry.9) Figures 4 and 5 show, respectively, the microstructures and cooling curves at the center and surface of the slurry at the slurry-making container temperatures of 293 K (25°C) and 573 K (250°C) with afixed pouring temperature of 878 K (605°C). The container was pre-heated in a box furnace up to the target temperature for 1 h. Figure 4 shows the sizes of the ¡-Al particles to be comparable irrespective of the two container temperatures according to the image analyzer using the image analyzer software (Image-Pro, Media Cybernetics, Inc., Rockville, USA). However, significant differences in the globularity were observed with drastically reduced globularity at lower container temperatures. Because of the large difference between the initial container temperature and the temperature of the molten metal, solidification occurs quickly at the container surface when the container temperature is low, as shown in Fig. 5(a). The large temperature gradient between the center and surface provides an increased heatflux, as the heat is extracted from the container walls. When the container temperature is 523 K (250°C), the temperature difference between the surface and the center of the slurry is less than 5 K (5°C), as shown in Fig. 5(b). The temperature difference reference point is taken when the solid fraction of 0.15 near the surface of the container is achieved at 856 K (583°C). Because of the temperature difference between the center and surface across the slurry, solidification at the container surface is completed before the center of the slurry reaches the desired solid fraction, which causes significant inhomogeneity in the solidified microstructure and thus differences in the mechani-cal properties. In addition, a separated solidified shell can also be formed that adheres onto the container walls, making continuous operation impossible when the temperature difference is large between the surface and the center.
3.3 Effect of cooling rate on the microstructure
To identify the optimal in situ casting conditions at a pouring temperature of 878 K (605°C), the size and form factor of the ¡-Al particles as a function of cooling rate is
[image:3.595.92.506.70.172.2]shown in Fig. 6. The cooling path traverses the liquidus temperature of 866 K (593°C) to the semisolid temperature of 856 K (583°C) having a solid fraction of 0.15. As the cooling rate increases, the size of the ¡-Al particles and the globularity (form factor) of the ¡-Al particles decrease. In the case of excessively high cooling rates above 0.5°C/s, prevalent dendrite formation within the microstructure allows effective removal of excess heat, which can be detrimental to the slurry die casting process. Thus, Fig. 6 shows that slurries with good microstructural characteristics (i.e., form factors of 0.75 or greater, and¡-Al particle with sizes less than 65 µm) can be produced at cooling rates between 0.1°C/s and 0.5°C/s. The form factor (F), which is the criterion of the globularity of the primary Al particles, is calculated via the equation:F=p2/4³A, whereAis the area of the primary Al
particles and pis their perimeter.13)
(a) (b)
Fig. 5 Temperature-time curves obtained by the cooling curve experiment during slurry making for ADC10 alloy with various container temperature: (a) 25°C and (b) 250°C. Here,Tssis the semisolid temperature at solid fraction 0.15 and¦Tsur-cenis the temperature
difference between the surface and the center positions.
Fig. 6 The variation of¡ particle size and form factor with a pouring temperature of 605°C for various cooling rates.
[image:4.595.128.468.69.331.2] [image:4.595.117.484.385.526.2] [image:4.595.323.531.618.760.2]The microstructures at the surface of the slurry obtained with various slurry-making container thicknesses at a pouring temperature of 878 K (605°C) and a container temperature of 523 K (250°C) are shown in Fig. 7. For a 2-mm-thick slurry-making container, the globularity of the¡-Al particles at the surface of the slurry was low because the cooling rate at the surface was approximately 0.9°C/s, even though the contain-er tempcontain-erature was high, as shown in Fig. 7(a). Figure 7(b) shows the microstructure of increased globularity in the¡-Al particles for the 1 mm wall thickness, where the measured cooling rate was 0.3°C/s. This occurs because lowering the cooling rate at the wall surface during the initial stage of solidification increased the globularization time of the particles. Thus, the cooling rate at the early stage of solidification appears to be a very important variable in the production of ADC10 alloy slurries. It can be considered that when the size of the slurry-making container is changed, the temperature and thickness of the container for obtaining a semisolid slurry with uniform and globular ¡-Al particles should be optimized using this concept.
3.4 Effect of heat treating on the mechanical properties
Heat treatment was conducted to improve the strength of the product when Al alloy is used for casting. However, in the HPDC process, if air is trapped in the product because of the high-speed feeding of molten metal into the cavity during a long duration of solution heat treatment, blisters may form on the product surface and make it difficult to conduct the heat treatment. To prevent inner defects, attempts have been made to reduce the solution treatment time; however, because sufficient solute diffusion does not always occur, it is difficult to achieve the required mechanical properties in the product.4,9) For the semisolid die casting process using an
automated electromagnetic stirrer, blister formation can be prevented by minimizing the generation of bubbles with laminar-flow pouring into the cavity. In addition, compared with the coarse dendritic particles in HPDC specimens, the test specimens havefiner and more uniform primary particles. Thus, because of the shorter diffusion distance when the solute nuclei are diffused inside the primary particles, sufficient solute diffusion can be obtained during solution heat treatment, even when the duration of the heat treatment is short. By preventing blister formation, the short solution heat treatment is expected to not only achieve high-strength
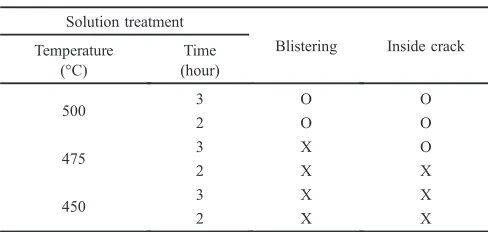
and high-quality products but also produce economic benefits by shortening the entire heat treatment process. The heat treatment conditions used in the present study are shown in Table 1. Solution heat treatment was conducted under various ranges of temperature and time, and the resulting blister occurrences were analyzed. Blistering occurred when the solution heat treatment lasted for more than 2 hours at a temperature of 773 K (500°C). Blisters were not observed when the solution heat treatment temperature was below 748 K (475°C).15) The microstructures of the specimens produced at each solution heat treatment temperature are shown in Fig. 8. The globularity of eutectic Si was greatly decreased when the solution heat treatment was conducted at 723 K (450°C). Temperatures at or below 723 K (450°C) appear to be insufficient for solute diffusion during solution heat treatment. Thus, the optimal conditions for solution heat treatment were determined to be 2 hours or less at 748 K (475°C).
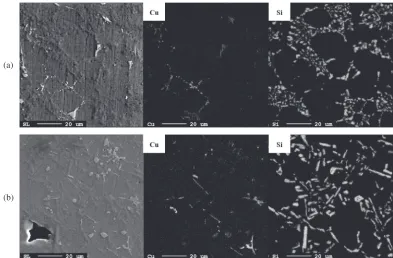
Figure 9 shows the TEM image of the secondary phase precipitated within the matrix. The shape of precipitated particle is round with the size of about 28.1 nm and the morphology of the precipitate particles is comparable to the semisolid die cast and conventional HPDC specimens. Precipitate particle has 28.1 nm of diameter. Figure 10(a) and (b) indicate the back scattered electron (BSE) images of microstructures with the distribution of solute elements from the electron probe micro-analysis (EPMA). Micro-porosities observed in HPDC specimens expand during heat treatment and cause blisters and deformation, resulting in decreased mechanical properties. Contrary to HDPC specimens, the
(a) (b)
[image:5.595.124.470.71.210.2]Fig. 7 The observed microstructures at the surface obtained under various thickness of slurry-making container (cooling rate): (a) 2 mm (C.R=0.9°C/s) and (b) 1 mm (C.R.=0.3°C/s).
Table 1 Conditions of the solution treatment. Solution treatment
Blistering Inside crack Temperature
(°C)
Time (hour)
500 3 O O
2 O O
475 3 X O
2 X X
450 3 X X
[image:5.595.305.549.275.391.2]semisolid die cast specimens showed no micro porosities.8)In
addition, the constitutional distribution of Si has an effect on the precipitation. Long and rectangular Si particles hinder the movement of solute diffusion for clustering, which also
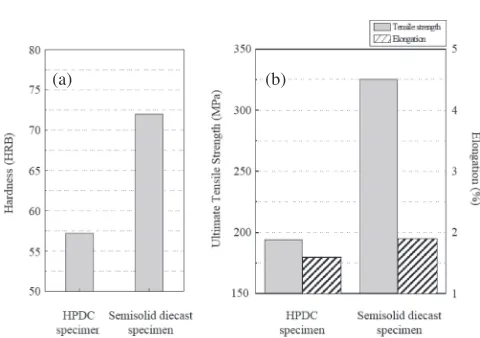
reduces the mechanical properties that arise from heat treating. As shown in Table 2 and Fig. 11, the hardness and tensile strength of electromagnetically stirred semisolid die cast specimens were tested and compared with those of HPDC specimens. In HPDC specimens, the hardness after heat treatment was reduced because of defects, such as blisters, inside the product.15)In contrast, the semisolid die cast specimens had an HRB value of 71.9, which is 25.7% greater than the HRB value of the HPDC die cast specimens. The tensile strengths of the HPDC die cast specimens after heat treatment failed to exceed 200 MPa, which is indicative of low-level material properties; in contrast, tensile strengths exceeding 300 MPa were achieved in the semisolid die cast specimens because there was sufficient solute diffusion, even when the solution heat treatment was short.
4. Conclusion
In the present study, high-quality slurries were produced using a pouring temperature of 878 K (605°C) and a
slurry-Fig. 9 The transmission electron microscopy (TEM) image of precipitated secondary phase.
(a)
[image:6.595.95.502.70.182.2](b)
Fig. 10 BSE image of microstructure and the constitutional distribution of solute, Si and Cu after heat treatment with EPMA: (a) semisolid die cast specimen and (b) HPDC specimen.
(a) (b) (c)
[image:6.595.61.276.239.383.2] [image:6.595.100.493.501.759.2]making container temperature of 523 K (250°C). These conditions yielded slurries with fine and uniform globular ¡-Al particles (i.e., form factors of 0.75 or greater and¡-Al particles of less than 65 µm). The stable feeding characteristic of the semisolid die casting process produced specimens with few porosity defects using a 2 hours solution heat treatment at 748 K (475°C). The mechanical properties were measured and analyzed; the hardness of the specimens exceeded that of HPDC specimens by 20%, and their tensile strength was 300 MPa.
Acknowledgments
This study was supported by the Brain Korea 21 PLUS (BK21 PLUS) Project at the Division of the Eco-Human-tronics Information Materials.
REFERENCES
1) M. C. Flemings: Metall. Sci. Technol.18(2000) 34. 2) Z. Fan:Int. Mater. Rev.41(2002) 4985.
3) D. H. Kirkwood:Int. Mater. Rev.39(1994) 173189.
4) S. Janudom, J. Wannasin, J. Basem and S. Wisutmethangoon: Acta Mater.61(2013) 62676275.
5) J. G. Sim, J. Y. Moon, J. M. Kim and C. P. Hong:Solid State Phenom.
116117(2006) 509512.
6) J. G. Sim, B. H. Choi, Y. S. Jang, J. M. Kim and C. P. Hong:ISIJ Int.
50(2010) 11651174.
7) Y. S. Jang, B. H. Choi and C. P. Hong:Mater. Trans.55(2014) 693 699.
8) Y. S. Jang, B. H. Choi and C. P. Hong:ISIJ Int.53(2013) 468475.
9) E. J. Vinarcik:High Integrity Die Casting Processes, 1st ed., (Wiley-Interscience, New York, 2002).
10) P. Rometsch, L. Arnberg and D. L. Zhang: Int. J. Cast. Met. Res.12
(1999) 18.
11) Y. Birol:J. Alloys Compd.470(2009) 183187.
12) H. Mirzadeh and B. Niroumand:J. Alloys Compd.474(2009) 257 263.
13) B. K. Kang, C. P. Hong, B. H. Choi, Y. S. Jang and I. Sohn:Met. Mater. Int.21(2015) 153158.
14) J. M. Kim, J. G. Sim, J. Y. Moon, M. S. Kim, Y. M. Yoon, Y. J. Ko, J. D. Lim and C. P. Hong: Solid State Phenom.128(2006) 116117. 15) S. Menargues, E. Martin, M. T. Baile and J. A. Picas:Mater. Sci. Eng.
A621(2015) 236242.
[image:7.595.61.548.84.172.2](a) (b)
[image:7.595.48.288.205.374.2]Fig. 11 Comparison of the mechanical properties between HPDC and the semisolid die cast after T6 heat treatment; (a) hardness and (b) tensile strength.
Table 2 Mechanical properties of two processing methods obtained by various heat treatment conditions.
Methods Heat treatment Yield Strength (MPa)
Ultimate Tensile Strength (MPa)
Elongation (%) Tempers Conditions
HPDC F As-cast 145.1 145.1 1.09
T6 Solution (475°C/2 h); Aging (170°C/7 h) 191.1 194.1 1.25 Semisolid
die casting
F As-cast 188.2 213.2 2.02