Strojniški vestnik - Journal o f Mechanical Engineering 53(2007)11, 794-801 U D K - UDC 621.74.043
Strokovni članek - Speciality paper (1.04)
Nenehno izboljševanje tlačnega litja s postopkom Šest sigem
Continuous Improvements in Die-Casting Using a Six Sigma Approach
Duško Pavletič1 - Mirko Soković2 - Daniel Maurović3
('U niversity o f Rijeka, Croatia; 2Fakulteta za strojništvo, Ljubljana; 3PS CIMOS - PCC d.o.o., Croatia)
Prispevek se ukvarja z uporabo metodologije Šest sigem za nenehno izboljševanje procesa tlačnega litja aluminija. Projekt izboljšanja Sest sigem je vpeljan v proces tlačnega litja aluminija z namenom zmanjšati obdelovalni izmeček s povprečnih 4,12 % na manj ko 2 % ter materialni izmeček z 11,43 % na manj ko 4 % v povprečju. Parametri z največjim vplivom na količino izmečka so določeni v diagramu vzrok - posledica, analizirani, izboljšani, ker j e to potrebno, in nadzorovani z uporabo orodij in metod Šest sigem. Začetni cilji projekta niso povsem doseženi, narejene so bile večje izboljšave procesa tlačnega litja, ki so dale značilne prihranke.
© 2007 Strojniški vestnik. Vse pravice pridržane.
(K ljučne besede: m etodologija Šest sigma, tlačno litje, aluminij, nenehne izboljšave)
This paper deals with the application o f a Six Sigma methodology to the continuous improvement o f an aluminium die-casting process. A Six Sigma improvement project was initiated in an aluminium die casting process, with the aim to reduce the amount o f machining scrap from an average o f 4.12% to less than 2%, and the amount o f material scrap from 11.43% to an average o f less than 4%. The parameters with a major influence on the level o f scrap were defined in a cause-and-effect diagram, analyzed, improved where necessary, and pu t under control using Six Sigma tools and methods. Although the initial project goals were not completely met, major die-casting process improvements were made, resulting in significant savings.
© 2007 Journal o f Mechanical Engineering. All rights reserved.
(Keywords: Six Sigma, die-casting, aluminium, continuous improvements)
0 UVOD
Zaradi velike količine izm ečka v procesu tla č n e g a litja a lu m in ija se j e p rič e l iz v a ja ti p ro je k t izboljšanja Šest sigem . G lavna nam ena p r o j e k t a se n a n a š a ta n a z m a n jš a n je ra v n i o d k r ite g a iz m e č k a p ri tla č n e m litju , k i v p o vprečju dosega 4,12 %, kakor tudi izmečka pri o b d elav i, ki v p o v p rečju zn aša 11,43 %. C ilja p ro je k ta Šest sigem sta: zm anjašanje izm ečka pri tla č n e m litju na m anj ko 2 % in izm ečka pri ob d elav i na manj ko 4 %.
Skladno z metodologijo DM AIC, prvi korak je bil merjenje ravni celotnega izmečka in določanje d eleža v odstotkih za posam ezne vrste izmečka. Poroznost, s svojim deležem več kakor 80 %, je bila ugotovljena kot naj izrazitejša vrsta izmečka pri tlačnem litju (sl. 1).
Analiza izmečka pri obdelavi pa je pokazala, da sta izmeček, povzročen s pršenjem kalupov, in
0 INTRODUCTION
Due to the high level o f scrap in the aluminium die-casting process a Six Sigma improvement project was begun. The main project goals were related to a reduction in the amount o f scrap during pressure die casting, which on average amounted to 4.12%, as well as a re d u c tio n in the am ount o f scrap du rin g machining, which on average equals 11.43%. The Six Sigma project goals were a reduction o f scrap during the die-casting process to less than 2%, and scrap during machining to less than 4%.
In accordance with the DMAIC methodology the first step was to measure the current scrap level and to determ ine the percentage o f each type o f scrap in the total. Porosity was selected as a major scrap type in die-castings that contributes more than 80% to the total amount o f scrap (Fig. 1).
Del A/Part A Del C/Part C
% 100
80
60
40
20
0
poroznost/ pomanjkanje pomanjkanje porosity materiala zadaj/ materiala na osnovi/
material missing on material missing on
tail base
60 50 40 % 30
20
10
0
poroznost (j)10/ poroznost na poroznost M&/ porosity <|)10 osnovi "B7 porosity M&
porosity on base “B” Sl. 1. Materialni izmeček za izbrana izdelka
Fig. 1. Material scrap fo r selected types o f products
Del F/ Part F Del H/ Part H
izmeček zaradi pršenja kalupa/ scrap due mould spraying
hladni strel/ zlomljen del/ cold shut broken part
hladni strel/ zlomljen del/ cold shut broken part
SI. 2. Obdelovalni izmeček za izbrana izdelka
Fig. 2. Machining scrap fo r selected types o f products
izmeček zaradi pršenja kalupa/ scrap due mould spraying
izmeček, imenovan “hladni strel”, najbolj opazni called cold shut represented the two most influenced vrsti izmečkov pri tlačnem litju (sl. 2). types o f scrap observed during die-casting (Fig. 2).
1 ANALIZA PROCESA IN IZBOLJŠAVE
1 PROCESS ANALYSIS AND IMPROVEMENTS
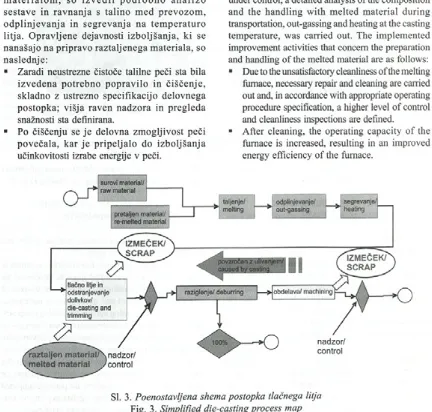
P ostopek tlačn eg a litja je p o n azo rjen s shemo na sliki 3.
V postopek vstopa surovi material, kateremu je dodan tudi p o v ratn i m aterial iz livarne ali obdelovalnice za ponovno pretaljevanje. Po taljenju se raztaljeni m aterial nalije v lonec za litje in prenese v stroj za tlačno litje. Pred nalivanjem v stroj se ra z ta lje n i m ate ria l izp o stav i p ro cesu odplinjevanja, da bi se zmanjšal delež plinov v talini in s tem zmanjšal pojav poroznosti pri litju. Na vsakem stroju za tlačno litje se raztaljeni material n a lije v p eč, ki o m o g o č a litje p ri u s tre z n i tem p eratu ri. Po tlačn em litju sled i ločevanje dolivkov, nadzor in raziglanje. Po tem so deli pripravljeni za prevoz za nadaljnjo obdelavo.
The die-casting process is represented by the process map shown in Figurò 3.
The process involves raw material, to which is added material that is returned from the process to be melted again. After melting, the melted material is poured into the casting vessel and transported to the casting machines. Before pouring into the die-casting machines, the melted material is subjected to aprocess of out-gassing to reduce the amount O f gas in the materials and to prevent the appearance of porosity in the castings. On each die- casting machine melted material is poured into the furnace; this enables casting at the appropriate temperature. After the die-casting, the parts are subjected to trimming, control and deburring. At this point the parts are ready to be transported for further machining.
Kakor je razvidno, določena vrsta izmečka nastane med tlačnim litjem in le manjši del med procesom ločevanja dolivkov. Številni param etri lahko vplivajo na raven izmečka. Razvrščeni so v p et glavnih kategorij: m aterial, o seb je, stroji, meritve in okolje ter analizirani z diagramom vzrok - posledica (sl. 4).
S k u p in e m a te r ia l, o s e b je in s tr o ji, s p o d s k u p in o k a lu p i, so a n a liz ir a n i p o s e b e j, m edtem k o je skupina m eritve analizirana skupaj s skupino o sebje, skupina o k o lje p a skupaj s skupino stroji.
1.1 M aterial
D a bi z a g o to v ili celo ten n a d z o r n a d m a te r ia lo m , so iz v e d li p o d r o b n o a n a liz o se sta v e in ra v n a n ja s ta lin o m ed p re v o z o m , o d p lin je v a n ja in se g re v a n ja na te m p e ra tu ro litja . O p ra v lje n e dejavnosti iz b o ljš a n ja , k i se n an ašajo na p rip rav o ra z taljen eg a m ateriala, so n asled n je:
■ Zaradi neustrezne čistoče talilne peči sta bila iz v e d e n a p o tre b n o p o p ra v ilo in č iš č e n je , skladno z ustrezno specifikacijo delovnega po sto p k a; v išja rav en n a d zo ra in p re g le d a snažnosti sta definirana.
* Po čiščenju se je delovna zm ogljivost peči p o v ečala, k a r je p rip e lja lo do iz b o ljš a n ja učinkovitosti izrabe energije v peči.
Obviously, scrap is produced during the die casting and to a smaller extent during the trimming process. There are a large number of parameters that can influence the level o f scrap. The parameters are grouped into five main categories: Material, Personnel, Machines, Measurements and Environment, and these are analyzed with a cause-and-effect diagram (Fig. 4).
The groups Material, Personnel and Machines, with the subgroup Moulds, are separately analyzed, while the group Measurement is analyzed together with the group Personnel, and the group Environment is analyzed together with the group Machines.
1.1 M aterial
To ensure that the m aterial is com pletely under control, a detailed analysis of the composition and the h andling w ith m elted m aterial during transportation, out-gassing and heating at the casting tem perature, was carried out. The im plem ented improvement activities that concern the preparation and handling o f the melted material are as follows: ■ Due to the unsatisfactory cleanliness o f the melting
furnace, necessary repair and cleaning are carried out and, in accordance with appropriate operating procedure specification, a higher level of control and cleanliness inspections are defined.
■ A fter cleaning, the operating capacity o f the furnace is increased, resulting in an improved energy efficiency o f the furnace.
seg rev an je/ heating
tlačno litje in
" odstran jev an je dolivkov/ die-casting an d trimming
/raztaljen m a t e r i a l / \ m e l t e d m a t e r i a l
razig len je/ deburring . o b d elav a/ m achining
.nadzor/ 'control
100% nadzor/
control
SI. 3. Poenostavljena shema postopka tlačnega litja
Meritve/ Measurements
Material
delež plinov/ gas contents
R&R analiza/ R&R analysis
temp. pri litju/ temp, in casting
talilna peč temp. raztaljenega materia/ melting furnace melted material temp. \ delež plinov/
gas contents
kemična sestava/ Chemicals
temp. vode/ water temp.
Osebje/ Personnel
pretaljevalci/ melting personnel
delovodja/ foreman
Jivarji/ casting personnel
končni nadzor/ final control
obdelava/ machi ning
^ količina izmečka
* scrap level
parametri rezanja/
casting parameters kalupi/ molds odstranjevanje delo v i i
parts trimming / prekinitve pri ulivanju/ . . . , . 7 stops in casting
pršenje kalupa/ ' M
mold spraying
okolje/ environment stroji/ machines
SI. 4. Diagram vzrok - posledica za parametre, ki vplivajo na količino izmečka
Fig. 4. Cause-and-effect diagram o f parameters that influence scrap level
* Osebje je dodatno usposabljano za izvajanje ustreznega čiščenja povratnega m ateriala iz procesa tlačnega litja pred taljenjem.
* Sedanja izolacija lonca za litje je zam enjana z iz o la c ijo , k i im a m a n jš o to p lo tn o prevodnost, kar povzroča neznatno ohlajanje r a z ta lje n e g a m a te r ia la m ed p re v o z o m . N eposredni rezultat te izboljšave je, da se je tem peratura segrevanja v peči za litje lahko znižala za približno 45 °C.
■ Metoda “Poka-yoke” je uporabljena na stroju za odplinjevanje, da bi preprečili odplinjevanje s tlakom plina, nižjim od dovoljenega. ■ M etoda “Poka-yoke” je tudi uporabljena na
strojih za tlačno litje, da bi preprečili litje pri te m p e ra tu ri ra z ta lje n e g a m a te ria la zunaj določenega delovnega področja.
1 .2 O s e b j e
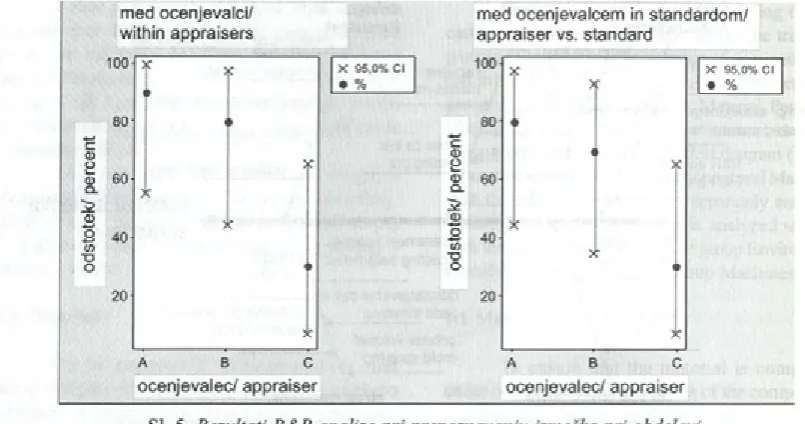
Naslednji pomembni parameter, ki močno vpliva na raven izmečka, je osebje. Ugotovljeno je, da naj bi bil operater, kot dejavni udeleženec v procesu litja, ustrezno usposobljen za čimprejšnje prepoznavanje izmečka in ustrezno ukrepanje. Po tej poti bi lahko preprečili ali se izognili velikim nihanjem procesa, ki se jih včasih odkrije prepozno. Za oceno ravni prepoznavanja izmečka osebja se izvaja analiza R&R. Doseženi rezultati kažejo, da bi morali izpeljati naslednje usposabljanje osebja (sl. 5).
■ Personnel are additionally trained to provide adequate cleanliness o f the m aterial that is returned from the die-casting process to melting. ■ The existing casting vessel’s insulation was replaced
with insulation that has less thermal conductivity, which results in significantly less cooling o f the melted material during the transportation. As a direct result of that improvement, the heating temperature in the m elting furnace can be decreased by approximately 45°C.
■ A P oka-yoke is applied to the out-gassing m achine to prevent out-gassing w ith a gas pressure lower than that which is allowed. ■ A Poka-yoke is also applied on the die-casting
m achines to prevent casting w ith a m elted- m a te ria l te m p e ra tu re o u tsid e the d efin ed operating window.
I > 1 .2 P e r s o n n e l
m ed o ce n je va lci/ w ith in ap pra isers
100
c
0
2
0
Q.
0
O cn ~o
o
A B C
o c e n je v a le c / a p p ra ise r
m ed o ce njevalcem in stan dard om / a p p ra is e r vs. standard
100
c
0
o
1—
0
Q-s 0 o
T 3
O
A B C
o c e n je v a le c / a p p ra ise r
Sl. 5. Rezultati R&R analize pri prepoznavanju izmečka pri obdelavi
Fig. 5. Results o f the R&R analysis fo r scrap recognition during machining
Vodeno u sp o sab ljan je o seb ja vp liv a na boljše prepoznavanje izm ečka pri litju; omogoča uporabo nadzornih načrtov, s katerim i se da zelo zgodaj prepoznati posebne vzroke za spremembe procesa.
The personnel training resulted in better scrap recognition during casting, enabling the application o f control charts, by w hich special causes o f variation in the process are recognized as early as possible.
1 .3 S tr o j i
V analizi vpliva stroja na raven izmečka, j e b il g la v n i p o u d a re k p o d a n zn iž a n ju rav n i izm ečka zaradi potrebnega pršenja kalupa z oljem. Pri sedanji tehnološki rešitvi je prvi uliti del po p rš e n ju v ed n o iz m eček . Š te v iln e te h n o lo šk e rešitve so bile analizirane in najbolj obetajoča je b ila u p o ra b a a v to m a tsk e g a p rše n ja k a lu p a z različnim i vrstam i olja. Po začetnih preizkusih in poskusih je bil nam eščen sistem za avtom atsko pršenje kalupa na vseh strojih za tlačno litje. N a sliki 6 so prikazane šobe za pršenje kalupov z oljem.
A n aliza v p liv a stro ja za tlačno litje na k o ličin o izm ečka je b ila izp eljan a v štev iln ih smereh. Tako so bili m ed projektom nadzorovani številni delovni parametri, zamenjani neustrezno delujoči elementi strojev za tlačno litje ipd.
Posebna pozornost je bila namenjena analizi n ih an j p ri d e lo v an ju stro ja za tlačn o litje ali zaustavitvam. Izkazalo seje, d a je bilo veliko število nezabeleženih kratkih prekinitev med delovanjem stroja za tlačno litje. Nihanje pri delovanju stroja z a tla č n o litje p o v z ro č a n e p o tre b n o in
1 .3 M a c h in e s
In the analysis o f the machine’s influence on scrap level, the main focus was on decreasing the level o f scrap due to the necessary mould spraying. With the existing technological solution, the first part cast after spray in g is alw ays scrap p ed . S ev eral technological solutions were analyzed, and the most promising was the use o f automated mould spraying with different types o f oil. After the initial experiments and tests, automated mould spraying was installed on all the die-casting machines in the process. Figure 6 shows the nozzles for spraying the mould with oil.
An analysis o f the influence o f the d ie casting machine on the level o f scrap was carried out in several directions. This means that during th e w o rk on th e p ro je c t, s e v e ra l o p e ra tin g param eters were controlled, and m alfunctioning die-casting machine parts were replaced, etc.
Sl. 6. Šobe za razprševanje olja v kalupu
Fig. 6. Nozzles fo r oil spraying the mould
nepričakovano ohlajanje kalupov, ki neposredno vpliva na količino izmečka.
O p azo v an je stro ja za tlačn o litje prek krm ilne enote stroja in postavljanje doseženih p o d atk o v v p o v ezav o z k o ličin o izm ečk a za določene krajše odmore, pokaže močno povezavo med količino izmečka in številom prekinitev pri delovanju stro ja (sl. 7). Z ato je treb a ločeno analizirati nihanja pri delovanju strojev 2;a tlačno litje, da bi jih zmanjšali na minimum.
unnecessary and unwanted cooling o f the moulds, which directly influence the level o f scrap.
M onitoring the die-casting machine via a machine control unit, and putting the obtained data in correlation with the scrap level for certain shorter intervals showed the strong correlation between the scrap level and the number o f stops when a machine is in operation (Fig. 7). Therefore, it is necessary to separately analyze the casting machine’s operating discontinuities in order to reduce them to a minimum.
1.4 K alupi 1.4 M oulds
The main characteristic o f the observed die casting process is rapid changing. During the project a significant number o f new moulds was introduced, and this trend is continuing. Each new mould in the process represents a new source of variability. A particular problem was the introduction o f a new mould for the
160 sP S ' 140
® 120
43 £ 100
c 80
§ 60
O' 40
J 20 >M 0
d n e v i / d a y s
O sre d n ja k a ra k te ris tik a o p a z o v a n e g a procesa tlačnega litja je hitro spreminjanje. Med projektom so uporabili precejšnje število novih, kalupov. Ta usmeritev se nadaljuje. Vsak nov kalup pri procesu je nov vir sprememb. Poseben problem je bilo uvajanje novega kalupa za sedanji liti del. V
Sl. 7. Analiza količine izmečka ter prekinitev tlačnega litja na stroju, krajših kot 10 minut
kalup 1 kalup 2
kalup 2 mold 1
kalup 3 mold 2 kalup 1
mold 1 vrste izmečka
types of scrap
mold 2 mold 3
celoten izmeček total scrap
januar februar marec april
January February March __ April
avgust september August j September
oktober november december October November December
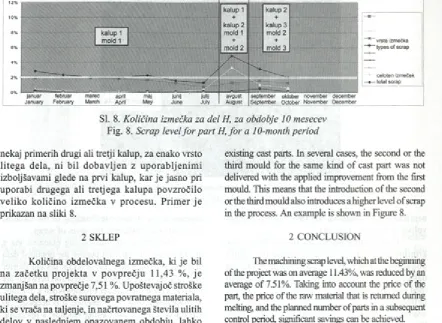
SI. 8. Količina izmečka za del H, za obdobje 10 mesecev
Fig. 8. Scrap level fo r part H, fo r a 10-month period
nekaj primerih drugi ali tretji kalup, za enako vrsto lite g a dela, ni b il d o b a v lje n z u p o ra b lje n im i izboljšavami glede na prvi kalup, kar je jasno pri uporabi drugega ali tretjeg a k alu p a povzročilo v elik o k oličino izm ečka v p ro cesu . P rim er je prikazan na sliki 8.
existing cast parts. In several cases, the second or the third mould for the same kind o f cast part was not delivered with the applied improvement from the first mould. This means that the introduction o f the second or the third mould also introduces a higher level o f scrap in the process. An example is shown in Figure 8.
2 SKLEP
Količina obdelovalnega izmečka, ki je bil n a začetk u p ro jek ta v p o v p re č ju 11,43 %, je zmanjšan na povprečje 7,51 %. Upoštevajoč stroške ulitega dela, stroške surovega povratnega materiala, ki se vrača na taljenje, in načrtovanega števila ulitih delov v naslednjem opazovanem obdobju, lahko izračunamo znatne prihranke.
Prihranki so doseženi tudi pri taljenju z večjo učinkovitostjo talilne peči kakor tudi pri procesu tlačnega litja zaradi večje učinkovitosti in izkoristka strojev za tlačno litje.
Čeprav so bili doseženi znatni prihranki in iz b o ljš a v e j e tre b a p o v e d a ti, da na z a č e tk u postavljeni cilji procesa niso povsem doseženi. Razlogov za to je kar nekaj: npr. velika dinamika p ro iz v o d n je , u v ajan je v e lik e g a šte v ila n o v ih kalu p o v v proces ipd. Z ato je treb a predlagati smernice za nadaljnje delo pri stalnem izboljšanju kakovosti procesa tlačnega litja.
Te smernice so:
■ stalno izboljšanje discipline pri postopku, ■ stalno usposabljanje osebja,
■ uvedli naj bi preventivno vzdrževanje kalupov. P o se b n o p o z o rn o s t naj bi p o s v e tili prekinitvam delovnega procesa tlačnega litja, še posebej skozi novi projekt Sest sigem.
N a k oncu je v p re g le d n ic i 1 p o dana še skupna količina izmečka za določene dele v procesu tlačnega litja aluminija.
2 CONCLUSION
The machining scrap level, which at the beginning of the project was on average 11.43%, was reduced by an average of 7.51%. Taking into account the price o f the part, the price o f the raw material that is returned during melting, and the planned number o f parts in a subsequent control period, significant savings can be achieved.
Savings were also achieved during melting, due to the higher efficiency o f the melting furnace and, in the die-casting process, also due to the higher efficiency and utilization o f the die-casting machines.
Although significant savings and improvements are achieved, it should be said that the initial process goals were not completely met. There are several reasons for this; for example, the high dynamics o f the production, the introduction o f a large number o f new moulds in the process, etc. For this reason it is necessary to suggest directions for further work in continuous quality improvement in the die-casting process. These directions are:
■ th e d is c ip lin e in th e p ro c e ss sh o u ld be continuously improved,
■ the personnel should be continuously trained, ■ preventive mould maintenance should be introduced.
Special attention should be given to the die casting process’ operating discontinuities, which are possible with a new Six Sigma project.
Preglednica 1, Količina izmečka na začetku in na koncu projekta
T able 1. Scrap level at the beginning and at the end o f the project
izm eček zarad i p ršen ja k alupa scrap due m ould sp rayin g
hladni strel cold shut
ko ličin a izm ečka na začetku projekta
scrap level at the beginning o f the project 1,92% 5,75 %
k o ličin a izm ečka na koncu projekta
0,55 % 2,89 %
scrap level at the end o f the project
iz b o ljša n je
1,37 % 2,86 %
im p r o v e m e n t
3 LITERATURA 3 REFERENCES
[1] Pavletič, D., Soković, M. (2002) Six Sigma: a complex quality initiative, Journal o f Mech. Eng., Voi. 48, No. 3, 2002.
[2] Pavletič, D., Fakin, S., Soković, M. (2004) Six Sigma in process design, Journal o f Mech. Eng., Voi. 50, No. 3, 2004.
[3] Soković, M., Pavletič, D., Fakin, S. (2005) Application o f Six Sigma methodology for process design,
Journal o f Mater. Process. Techn., Voi. 162/163, 2005.
[4] Soković, M., Pavletič, D., Matkovič, R. (2005) Measuring system analysis for quality assurance in a Six-Sigma process, Journal o f Mech. Eng., Voi. 51, No. 9, 2005.
[5] Breyfogle III, F. W., et al. (2001) Managing Six Sigma, John Wiley & Sons, Inc., New York. [6] Pyzdek, T. (1999) The Six Sigma revolution, Quality America Inc.
[7] Sistemska navodila podjetja Cimos, PS Cimos, Koper, 1999-2001. [8] D elovna navodila PS CIMOS, PC BUZET, PS Cimos, 1999-2001.
N aslovi avtorjev:
doc. dr. Duško Pavletič Univerza na Rijeki Tehnična fakulteta Vukovarska 58
HR-51000 Rijeka, Hrvaška
prof. dr. Mirko Soković Univerza v Ljubljani Fakulteta za strojništvo Aškerčeva 6
1000 Ljubljana
mirko.sokovic@ fs.uni-lj.si
Daniel Maurovič PS CIMOS - PCC d.o.o. Most 24
HR-51420 Buzet, Hrvaška
Authors’ Addresses:
Doc. Dr. Duško Pavletič University o f Rijeka Faculty o f Engineering Vukovarska 58
HR-51000 Rijeka, Croatia
Prof. Dr. Mirko Soković University o f Ljubljana
Faculty o f Mechanical Engineering Aškerčeva 6|
S I-1000 Ljubljana, Slovenia mirko.sokovic@ fs.uni-lj .si
I
Daniel Maurovič PS CIMOS - PCC d.o.o. Most 24
HR-51420 Buzet, Croatia
Prejeto: Sprejeto: Odprto za diskusijo: 1 leto