CONSIDERATIONS ON OBTAINING VARIOUS TYPES OF PELLETS
FROM DIFFERENT TYPES OF BIOMASS
GĂGEANU I.1), VOICU GH.2), PĂUN A.1), BUNDUCHI G.1), VLĂDUŢ V.1), VOICEA I.1), GĂGEANU P.1)
1)INMA Bucharest;2)U.P. Bucharest / Romania;
E-mail:[email protected]
Keywords: biomass, pellets, installation for densification, process variables
ABSTRACT
Materials with lignocellulosic structure (wood, straws, sawdust, etc.) represent important energy resources. Their main disadvantage consists in the fact that they have very low density, which leads to difficulties in the process of handling, transport, storage, respectively increased production costs. Besides this, high variations of humidity in the material can generate difficulties in the operation and adjustment of processes within the installations where they are used. These drawbacks can be improved by drying and compacting (densification) the material at very high pressures, thus obtaining wood biofuels with a uniform structure, such as pellets. The paper presents the process of compacting different types of biomass in the form of pellets, using a reduced scale pelleting machine.
INTRODUCTION
One of the major limitations of biomass for energy purposes is its low bulk density, typically ranging from 80–100 kg/m3 for agricultural straws and grasses and 150-200 kg/m3 for woody biomass, like wood chips (Sokhansanj and Fenton 2006; Mitchell et al. 2007). The low bulk densities of biomass often make the material difficult to store, transport, and use. Low bulk density also presents challenges for technologies such as coal cofiring, because the bulk density difference causes difficulties in feeding the fuel into the boiler and reduces burning efficiencies. Densification is one promising option for overcoming these limitations. During densification, biomass is mechanically compressed, increasing its density about ten fold. Commercially, densification of biomass is performed using pellet mills, other extrusion processes, briquetting presses, or roller presses in order to help overcome feeding, storing, handling, and transport problems [8, 9, 10].
The least-expensive biomass resources are the waste products from wood or agro-processing operations, but their supply is limited. To overcome this limitation, countries around the world are considering biomass crops for energy purposes and have begun developing technologies to use biomass more efficiently. In the United States (U.S.) and most of Europe, biomass has already penetrated the energy market. The U.S. and Sweden obtain about 4% and 13% of their energy, respectively, from biomass (Hall et al. 1992), and Sweden is implementing initiatives to phase out nuclear plants, reduce fossil-fuel energy usage, and increase the use of biomass energy [1, 7].
When biomass is used as fuel, taking the place of the fossil ones, the same quantity of carbon dioxide is released into the atmosphere. In the cases when biomass is used to produce energy, it is considered a carbon-neutral fuel, due to the drastic reduction of gas emissions into the atmosphere by producing methane instead of CO2. Carbon represents approximately 50% of the dry plant mass and it is part of the atmospheric carbon cycle. Biomass fixes CO2 from the atmosphere during its growth, and after, its own carbon is released in the form of a carbon dioxide (CO2) and methane (CH4) mixture, depending on the last use of the plant material [5, 6].
for energy production and for animal feedstock. In North America, wood pellets came into existence in the 1970s with the primary purpose to resolve the energy crisis. They were mainly used by individual, commercial and institutional sectors for heating. The European markets started later, with Sweden running at the forefront beginning about 1980; afterwards the market expanded all over Europe. This development was initially driven by an increase in prices for fossil fuels and good availability of residues from sawmills and the pulp and paper industry. Environmental regulations aiming to reduce carbon dioxide emissions and an increase in environmental consciousness of our society became important factors triggering the utilization of biomass for energy production. [2, 7]
The process of manufacturing the pellets involves introducing grinded biomass under high pressure and forcing it to go through a round opening called "die". When exposed to adequate conditions, biomass "fused" together to form a solid mass. This process is known as "extrusion" [11].
Some types of biomass (primarily wood) naturally form high quality pellets, while for other types of biomass it may be necessary to add different types of additives to serve as "binders" which hold the pellets linked together.
The main advantages of densifying wood biomass are:
• Increasing the density of compressed material (from 80-150 kg / m3 for straws or 200 kg / m3for sawdust to up to 600-700 kg / m3for final products);
• A higher calorific value and a homogeneous structure of densified products; • A low moisture content (lower than 10%).
Pelletizing process represents a real possibility of recovering waste wood. Pellets are a fuel that is made from waste from wood processing, eg, sawdust, shavings, wood chips, crop residues or energy crops. In general, pressed pellets have a cylindrical shape with a diameter of 6-8 mm and a length of 20-40 mm. It is an entirely non pollutant fuel because by burning it, no harmful emissions are released into the atmosphere. The mass of 1 m3 of pellets is approximately 650 kg and produces approximately 3.250 kWh of energy. The process of manufacturing the pellets is not complicated, but it is still complex[3, 4].
Pelleting is a popular processing technique in feed and fuel manufacturing. In simple terms, pelleting converts finely ground ingredients into dense, free-fl owing, durable pellets. A pellet has uniform product characteristics in terms of size (length and diameter), shape (cylindrical), and unit densities.
MATERIAL AND METHOD
Pellets are produced by grinding sawdust, wood chips, branches, tree bark or parts of agricultural biomass and pressing the material obtained through a die. The heat resulted due to friction is enough to soften the lignin in the biomass. When is cooled, lignin becomes rigid and binds the material.
For obtaining biomass pellets, various types of raw material can be used, such as energy willow, miscanthus, sawdust, etc. These materials are suitable for compaction, because they have a high content of lignin, which is very important for the resistance of pellets in time, lignin acting as a binder when the material is subjected to compression forces within the pressing channels at increased temperatures.
Material properties necessary for densification: • Capacity of flowing and cohesion;
• Particle size (if the particles are too fine, it translated in high cohesion, but in reduced flowing; if the particles are too large, the cohesion decreases, but the capacity to flow increases);
• Hardness (particles that are too hard create difficulties for the process of densification);
• Particle distribution (is necessary to have a sufficient quantity of fine particles so that they “bind” together the larger particles).
To achieve the densification process for biomass, an experimental installation for biomass compaction at a reduced scale can be used to study the various parameters of the process. It is represented by a force machine with a maximum capacity of 100 kN. The experimental installation is assisted by a computer, and through specialized software program it is possible to vary the forward speed of the piston and the data is saved while performing the tests. The installation for the densification of agricultural and forestry biomass is presented in figure 1.
Fig. 1 - Installation for biomass compaction at reduced scale
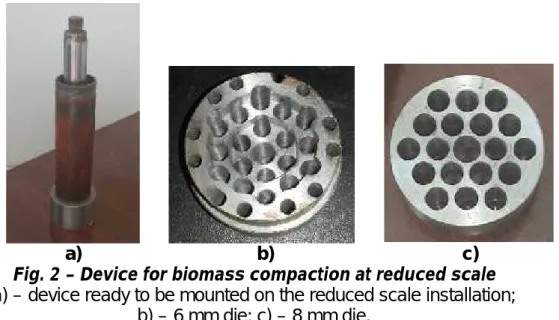
In order to obtain pellets using this installation at reduced scale, a special device was built for compressing the biomass material, equipped with two exchangeable dies with different sizes for the channels (6 and 8 mm) as shown in figure 2.
a) b) c)
Fig. 2 – Device for biomass compaction at reduced scale a) – device ready to be mounted on the reduced scale installation;
b) – 6 mm die; c) – 8 mm die.
RESULTS AND DISCUSSIONS
The installation for compressing biomass at reduced scale operates in the following manner:
- The installation is connected to the computer;
- the piston of the device for forming pellets is attached to the force machine; - the grinded material is introduced in the pressing chamber of the device for
forming pellets;
- the piston is introduced in the chamber and the process is started;
- after pellets exit the die channels, the installation is stopped and data recorded is processed by the software.
In table 1 are shown the recommended values of some of the most important parameters of the densification process.
Table 1 Recommended values for the parameters of the densification process
Parameter Recommended value Die temperature 80-90oC
Material moisture 6-12% for woody biomass 10-20% for agricultural biomass
Granulation 0.5-5 mm Ø
10-20% fines
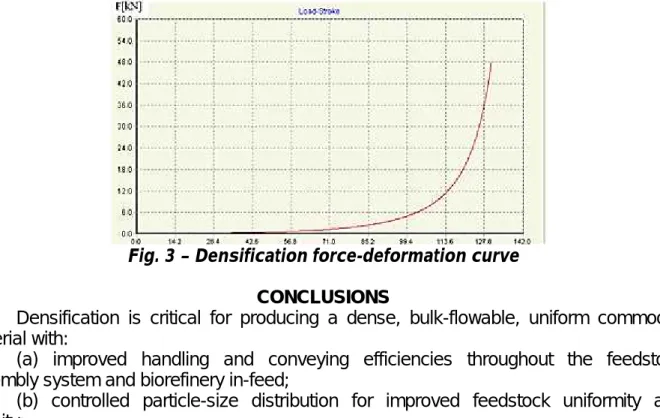
By using the installation for compressing biomass at reduced scale, it is possible to vary the compression force in order to determine the optimal pressure for various materials, granulations and moistures. Also, the installation is connected to a computer, and has special software for recording information and processing data. In figure 3 is shown a densification force-deformation curve achieved using the installation.
Fig. 3 – Densification force-deformation curve
CONCLUSIONS
Densification is critical for producing a dense, bulk-flowable, uniform commodity material with:
(a) improved handling and conveying efficiencies throughout the feedstock assembly system and biorefinery in-feed;
(b) controlled particle-size distribution for improved feedstock uniformity and density;
(c) fractionated structural components for improved compositional quality;
(e) reduced storage, handling, and transportation logistics costs.
During densification, the material initially undergoes rearrangement of the particles to form a packed mass followed by elastic and plastic deformation. At the end of the compaction process, the densified material reaches the true density of the component ingredients.
Understanding the effects of densification process variables on some common chemical constituents like starch, cellulose, hemi-cellulose, fat, and lipid, will help clarify quality parameters, such as moisture content, bulk density and durability of densified biomass.
BIBLIOGRAPHY
[1] Hojae Yi, Apoorva Karamchandani, Virendra M. Puri, Daniel Ciolkosz - Determinations of Mechanical Properties of Pelletized Biomass and Fundamental Mechanical Properties of Granular Biofeedstock, The Department of the Agricultural and Biological Engineering, PA;
[2] Kaliyan N., Morey R. V., White M. D., Doering A. - Roll press briquetting and pelleting of corn stover and switchgrass, 2009 American Society of Agricultural and Biological Engineers ISSN 0001-2351, Vol. 52(2): 543-555.
[3] Nalladurai Kaliyan, R. Vance Morey - Factors affecting strength and durability of densified biomass products, Biomass and bioenergy 33 (2009) 337 – 359;
[4] Saumen Poddar, Mohammed Kamruzzaman, S.M.A. Sujan, M. Hossain, M.S. Jamal , M.A. Gafur, Mahfuza Khanam - Effect of compression pressure on lignocellulosic biomass pellet to improve fuel properties: Higher heating value, The Science and Technology of Fuel and Energy, ISSN: 0016-2361, 2014, pp 43-48;
[5] Sudhagar Mania, Lope G. Tabilb, Shahab Sokhansanja, -Effects of compressive force, particle size and moisture content on mechanical properties of biomass pellets from
grasses, Biomass and Bioenergy 30 (2006) 648–654;
[6] Tabil L., Adapa P., Kashaninejad M. - Biomass Feedstock Pre-Processing– Part 2: Densification, ISBN 978-953-307-480-1, Published: August 1, 2011;
[7] Tumuluru J. S., Wright C. T., Kenny K. L., Hess J. R. – A review on biomass densification technologies for energy applications, Idaho National Laboratory Biofuels and Renewable Energies Technologies Department, 2010, Idaho;
[8] I. Voicea, V. Vladut, M. Matache, A. Danciu, Gh. Voicu - Influence of the agricultural
and forestry biomass physical characteristics on the compaction/pelleting PROCEEDINGS
OF THE 42nd INTERNATIONAL SYMPOSIUM ON AGRICULTURAL ENGINEERING,
ISSN1848-4425, 2014, Opatija – Croatia;
[9] I. Voicea, V. Vladut, P. Cardei, M. Matache, I. Gageanu, Gh. Voicu, C. Popescu, G. Paraschiv, O. Kabas - Compacting process and mathematical analysis of miscanthus
briquettes expansion, PROCEEDINGS OF THE 43rd INTERNATIONAL SYMPOSIUM ON
AGRICULTURAL ENGINEERING, ISSN1848-4425, 2015, Opatija – Croatia;
[10] Wolfgang Stelte, Anand R. Sanadi, Lei Shang, Jens K. Holm, JesperAhrenfeldt, Ulrik B. Henriksen – Recent developments in biomass palletization – A review, BioResources 7(3), 2012, pp. 4451-4490;