JOB SEQUENCE TO MINIMIZE THE
WORKLOAD IMBALANCE ON
PARALLEL MACHINES THROUGH
GENETIC ALGORITHM
B.V.Raghavendra
Assistant Professsor, JSS Academy of Technical Education, Bangalore, India.
Dr. A.N.N.Murthy
Principal, T. John Institute of Technology, Bangalore, India
M. Jayaram
HOD-QA, Government Tool Room & Training Centre, Bangalore, India
Abstract:
Workload balancing helps to remove the bottlenecks present in a manufacturing system. A Genetic algorithm (GA) is used to solve the parallel machine problem in planning stage of the manufacturing system with the objective of minimize the imbalance of workload among the parallel machines. The performance of GA is compared with shortest processing time and longest processing time for loading the work-in-process jobs on parallel machines. The relative index (RI) is adopted among parallel machines for evaluating the performance of these heuristics. Computer program has been coded on an IBM/PC compatible system in MATLAB language for experimentation to a standard manufacturing system. A case study is conducted in Government Tool Room & Training Centre-Bangalore for ten different types of components with different batch quantity machining on two parallel HAAS-USA make vertical machining centres. The Genetic algorithm based result is presented for job sequence in order to minimize the imbalance of the workload on parallel machines.
Key Word: Workload Balancing; Parallel Machine; Genetic Algorithm.
1. Introduction:
A automated manufacturing system is a production system that consists of numerically controlled machines connected via an automated transportation system. Every process within automated machines is controlled by a central computer. An automated has the capability to process parts of a certain part spectrum in arbitrary order with high accuracy and productivity. Depending on the operation to be performed by the machine, the production system can consist of identical and different machines (Tempelmeier and Huhn, 1993). Identical machines can perform identical operations. If they are equipped with identical tools, they can be used alternatively for an operation and thus offer a choice in the processing of a part type[1].
Identical parallel machine scheduling problem for minimizing the imbalance of workload between the machines and the makespan has been solved by operational methods such as dynamic programming, branch and bound method, integer programming etc. These methods can give an optimal solution for a reasonably sized problem, however, in the case of a large scale problem these methods have limitation of applications of mathematical optimization techniques, Heuristic procedure [2] is suitable for identical parallel machine scheduling problem of small scale, but in case of processing objects of larger scale, heuristic procedure is not yet effective enough, especially the accuracy of the solution need improving. Genetic algorithm (GA) [3] has been applied in those fields such as combinatorial optimization successfully in view of it characteristic such as near optimization, high speed, and easy realization.
parallel machine scheduling, there are ‘m’ machines to which ‘n’ jobs are assigned satisfying the precedence constraints based on an objective function. Workload balancing in a shop floor helps to reduce work-in-process (WIP) inventory, makespan, increase the throughput, and machine utilization. It removes the bottleneck present along the product line. The machine with less workload is selected for assigning a new job from the lists of jobs [4].
In this work an effort is made to carry out the case study for ten different part styles with different batch quantity on two vertical machining centre with the application of GA to reduce the workload imbalance on the parallel machines in a shop floor. The results are analyzed with the performance objective to reduce the relative percentage index for these machines.
2. Problem Formulation:
In this study, the parallel machine scheduling problem for minimizing the unbalance between the machines or minimizing the makespan is defined as follows: there are ‘10’ independent jobs with different batch quantity and ‘2’ parallel machines; each job has its fixed processing time. The processing job can be completed by either of the machines. We want to find out the sequence and the assignment of the job with the operation on the machine so that workload imbalance among machines will be minimized. A heuristic procedure is explained for determining the fitness (Objective) function for selected part type’s sequence which needs to be loaded on the parallel machines. There are n! ways of sequence for ‘n’ different part types. GA is applied for determining the best sequence so that the objective function is met.
2.1. Assumption:
a) Simultaneously processing of selected part types.
b) Machine Capacity & enough tool slots are sufficiently available on machine to process selected part types. c) All the jobs and machines are simultaneously available in the beginning.
d) Transportation time required to move a job on the machine is negligible.
e) Constraints related to material handling system, availability of pallets, fixtures are relaxed. f) Required tools will be loaded on machine for every part types and set-up,
g) Set-up (Si ) is the precedence constraint for the next set-up (Si +1 ) & precedence constraint should be satisfied.
3. GA: I set-up based on GA generated job sequence and Remaining Set-ups based on SPT/LPT rule:
a) For I set-up job sequence is based on GA generated job sequence
b) For rest of the set-up the sequence rule is based on SPT/LPT respectively considering machining time of immediate competing set-up of the work-in-process jobs (WIP).
3.1. Procedure (Refer Fig. 1):
a) At the beginning all the machines are available and select the job to load on the machine based on GA generated job sequence.
b) If machine is free load the machine by WIP jobs. If more than one WIP jobs are waiting to process then select the job which has SPT/LPT in the rest of the set-ups respectively. But machine should not be idle while loading the jobs. If so then select the next WIP job so that machine is not idle.
c) If no WIP jobs are available then load the machine with the remaining jobs from the randomly selected job pool.
d) Repeat above steps till completing all the jobs.
4. GA in Parallel Machine Scheduling:
Fig. 1: Flow chart for objective function (Fitness Function).
Fig. 2: Flow Chart of Genetic Algorithm
Representation (encoding) plays a major role in the development of GAs. We have decided to use the sequence-oriented representation scheme. The initial population is generated randomly [6]. The numbers (Gens) is the chromosomes are jobs. In this research relative percentage index ((Maximum workload-Minimum workload)/Maximum workload) is used to evaluation of the each chromosome. The chromosome (Sequence) which has the least relative percentage index is the best sequence which will be the optimum or near to the optimum. The workload of a machine is the sum of processing time of all jobs allotted to it. Since the workload balance is the combinatorial optimization problem, hence partially mapped cross over is used. The mutation operator used in this research is similar to reciprocal exchange, which randomly selects two positions in the string and swaps the part types in these two positions to generate a new string. Termination is the criterion by which the genetic algorithm decides whether to continue searching or stop the search. In this work Generation Number (A termination method that stops the evolution when the user specified maximum number of evolution has been run.) types of termination is applied
Randomly generated initial Population of chromosomes.
Evaluation of each chromosomes in the population based on objective function
Parent (Minimum 2 parents) Selection based on Best
chromosomes (Minimum Relative Index).
Crossover (PMP) performed on randomly selected two parents which produces required number of child (offspring’s)
Mutation(Swap) performed on randomly selected parents which produces required number of child (offspring’s)
Is satisfying the termination Criteria?
Select the Best Chromosomes (Sequence) based on Objective Function
Start
Input=Population Size, No of Generation, Best parent, Crossover fraction,
No
Yes
Stop
New Population = Best Parents + Offspring’s from Crossovers and Mutation
Input: No. of jobs (n), set-up wise Processing time, batch quantity and No. of Parallel Machines (m)
Select the jobs sequence from the GA generated job sequence pool
Load the jobs on available machines for Set-up-I
Select all work in-process jobs
Select the jobs as per stated sequence rule (SPT/LPT)
Load the job on immediate available machine
Check M/C Idleness for Zero or Minimum
Process the job on the machine
Next Set-up
New Job from the selected job sequence
No Yes
No
Any In-Process Jobs?
Yes
Consider rest of the jobs in the sequence
No
Yes
End No
5. Results and Discussion:
The case study has been conducted with setting the GA parameter as, population size 20, best parents 12, maximum generation 50 and crossover fraction 0.9. GA is generated the solution for sequence of jobs based on shortest processing and longest processing rule to load the work-in-process jobs on machines. The job sequence generated by GA for shortest processing rule is 5 3 4 2 7 10 1 8 6 9. The workload of the machine 1 is 25023 and the machine 2 is 25005 minutes with the relative index (Fitness function) is 7.193382 e-004. However the job sequence for longest processing rule is 7 2 4 8 1 9 3 5 6 10 and the workload for the machine 1 is 25013 & machine 2 is 25015 minutes with the relative index (Fitness Function) is 7.995203e-005. The Genetic algorithm based longest processing rule to load the work in process jobs gives better results.
6. Conclusion:
In this study GA based heuristic procedure for the loading problems of jobs in the automated production shop in parallel machine is presented. The GA based heuristic procedure is compared with shortest processing and longest processing rule for loading the work in process jobs on parallel machines and found that the genetic algorithm based longest processing rule gives better result than the shortest processing approach. The proposed GA based heuristic procedure gives better results in view of accuracy and the quick solution. This will help to finding the better sequence of part types within reasonable time in real time application to meet the objective function of minimize the workload imbalance thereby reducing makespan, work-in-process inventory and increase machine utilization.
7. Appendix:
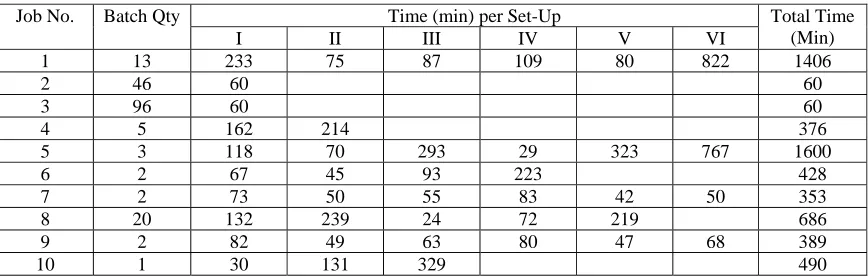
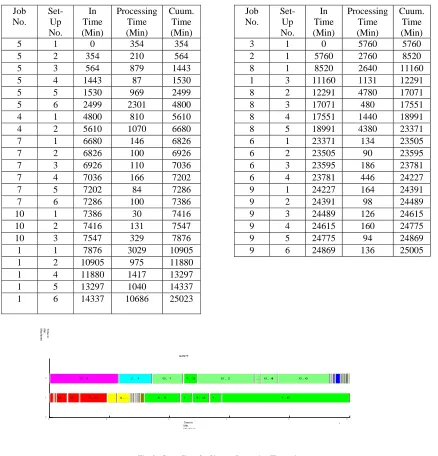
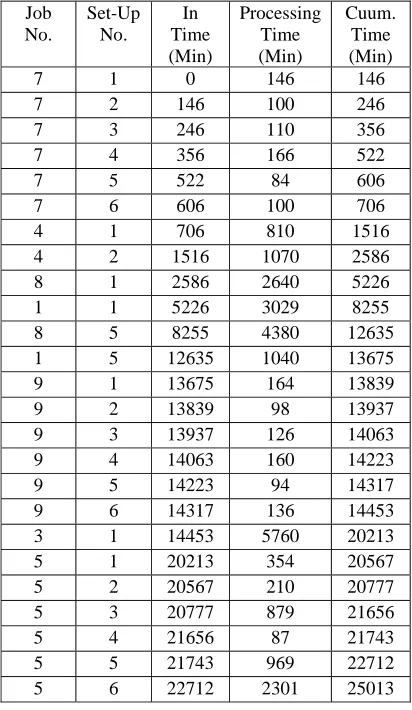
Table 1 gives the details of time required per set-up per job. HAAS-USA make, 20 tool magazine capacities, two vertical machining centres are considered to machine 10 different parts in different batch quantity. The job input sequence and relative index ((Maximum workload –Minimum workload )/ Maximum workload) is determined through GA. Genetic algorithm based shortest processing and longest processing for loading the work in process jobs are applied and found that the longest processing approach gives better results. The Gantt chart is for loading the components on two machines for each job is presented for GA generated the job sequence. Table 2 and 3 gives the details of job loading on parallel machine 1 and machine 2 for Genetic algorithm based shortest processing rule and Table 4 and 5 gives the details of job loading on parallel machine 1 and machine 2 for Genetic algorithm based longest processing rule to load work in process jobs on machine.
Table : 1: Details of Processing time set-up wise
Job No. Batch Qty Time (min) per Set-Up Total Time
(Min)
I II III IV V VI
1 13 233 75 87 109 80 822 1406
2 46 60 60
3 96 60 60
4 5 162 214 376
5 3 118 70 293 29 323 767 1600
6 2 67 45 93 223 428
7 2 73 50 55 83 42 50 353
8 20 132 239 24 72 219 686
9 2 82 49 63 80 47 68 389
10 1 30 131 329 490
Machines are HAAS-USA (Model VF1A and VF1B) make two parallel vertical machining centre. Each machine has tool magazine capacity of 20 tool slots.
Solution Generated by GA
Parameter selected are: Maximum Generation =50, Population size = 20, Best parents =12, Crossover fraction = 0.9.
GA based Shortest Processing Time for loading work-in-process jobs Selected sequence = 5 3 4 2 7 10 1 8 6 9
Table 2: Workload on Machine No: 1. Table 3: Workload on Machine No: 2
Job No.
Set-Up No.
In Time (Min)
Processing Time (Min)
Cuum. Time (Min)
Job No.
Set-Up No.
In Time (Min)
Processing Time (Min)
Cuum. Time (Min)
5 1 0 354 354 3 1 0 5760 5760
5 2 354 210 564 2 1 5760 2760 8520
5 3 564 879 1443 8 1 8520 2640 11160
5 4 1443 87 1530 1 3 11160 1131 12291
5 5 1530 969 2499 8 2 12291 4780 17071
5 6 2499 2301 4800 8 3 17071 480 17551
4 1 4800 810 5610 8 4 17551 1440 18991
4 2 5610 1070 6680 8 5 18991 4380 23371
7 1 6680 146 6826 6 1 23371 134 23505
7 2 6826 100 6926 6 2 23505 90 23595
7 3 6926 110 7036 6 3 23595 186 23781
7 4 7036 166 7202 6 4 23781 446 24227
7 5 7202 84 7286 9 1 24227 164 24391
7 6 7286 100 7386 9 2 24391 98 24489
10 1 7386 30 7416 9 3 24489 126 24615
10 2 7416 131 7547 9 4 24615 160 24775
10 3 7547 329 7876 9 5 24775 94 24869
1 1 7876 3029 10905 9 6 24869 136 25005
1 2 10905 975 11880
1 4 11880 1417 13297
1 5 13297 1040 14337
1 6 14337 10686 25023
Fig .3: Gantt Chart for Shortest Processing Time rule
GA based Longest Processing Time for loading work-in-process jobs Selected sequence = 7 2 4 8 1 9 3 5 6 10
Fitness Function (Relative Index) = 7.995203 e-005
0 0.
5 1 1.5 2 2.5
x 10
4
0 1 2
GANTT CHART
Ti
m
e
i
n
Mi
n.
Mac
hi
n
e
s
Table 4: Workload on Machine No: 1.
Table 5: Workload on Machine No: 2
0 0.5 1 1.5 2 2.5
x 10 4
0 1 2
GANTT CHART
Ma
c
h
in
e
s
Time in Min.
2 = Part number
1= Set-Up number
Fig. 4: Gantt Chart for Longest Processing Time rule
Job No.
Set-Up No.
In Time (Min)
Processing Time (Min)
Cuum. Time (Min)
Job No.
Set-Up No.
In Time (Min)
Processing Time (Min)
Cuum. Time (Min)
7 1 0 146 146 2 1 0 2760 2760
7 2 146 100 246 8 2 2760 4780 7540
7 3 246 110 356 8 3 7540 480 8020
7 4 356 166 522 8 4 8020 1440 9460
7 5 522 84 606 1 2 9460 975 10435
7 6 606 100 706 1 3 10435 1131 11566
4 1 706 810 1516 1 4 11566 1417 12983
4 2 1516 1070 2586 1 6 12983 10686 23669
8 1 2586 2640 5226 6 1 23669 134 23803
1 1 5226 3029 8255 6 2 23803 90 23893
8 5 8255 4380 12635 6 3 23893 186 24079
1 5 12635 1040 13675 6 4 24079 446 24525
9 1 13675 164 13839 10 1 24525 30 24555
9 2 13839 98 13937 10 2 24555 131 24686
9 3 13937 126 14063 10 3 24686 329 25015
9 4 14063 160 14223
9 5 14223 94 14317
9 6 14317 136 14453
3 1 14453 5760 20213
5 1 20213 354 20567
5 2 20567 210 20777
5 3 20777 879 21656
5 4 21656 87 21743
5 5 21743 969 22712
5 6 22712 2301 25013
8. References:
[1] Heinrich Kuhn.(1995): A Heuristic Algorithm for the Loading Problem in Flexible Manufacturing System, The International Journal of FMS, 7 , pp. 229-254.
[2] Blackstone HG, Phillips ET, Hogg GL. (1982): The state-of-art survey of dispatching rules for manufacturing job shop operations, International Journal of Production research, 20(1), pp. 27-45.
[3] Liu Min, Wu Cheng. (1999): A genetic algorithm for minimizing the makespan in the case of scheduling identical parallel machines, Artificial Intelligence in Engineering ,13, pp. 399-403.
[4] S. Rajakumar, V.P.Arunachalam, V. Selladurai. (2006): Workflow balancing in parallel machine scheduling with precedence constraints using genetic algorithm, Journal of Manufacturing Technology Management, 17 (2), pp. 239-254.
[5] M.E.Kurz and R.g.Asking. (2001): Heuristic scheduling of parallel machines with sequence-dependent set-up times. International Journal of Production Research, 39 (16),pp. 3747-3769.
[6] Mahanim Omar, Adam Baharum, Hahya Abu Hasan. (2006): A Job- Shop Scheduling problem (JSSP) using Genetic Algorithm (GA). Proceedings of the 2nd
IMT-GT Regional Conference on Mathematics, Statistics and Applicaions University Sains Malaysia, Penang, June 13-15.