Effect of Strain Rate and Temperature on Tensile Properties of Bi-Based Lead-Free
Solder
Zhang Haidong
1, Ikuo Shohji
1, Masayoshi Shimoda
2and Hirohiko Watanabe
2 1Faculty of Science and Technology, Gunma University, Kiryu 376–8515, Japan2Fuji Electric Co., Ltd., Tokyo 191–8502, Japan
Tensile properties of three Bi-based lead-free solder which are pure Bi, Bi-1.0Ag-0.3Sn-0.03Ge (mass%), and Bi-2.5Ag (mass%) were investigated and compared with that of Pb-rich Pb-2.5Ag-2.5Sn (mass%) solder. Tensile strength of pure Bi is the minimum among solder in-vestigated regardless of the temperature and strain state. Although tensile strength of Bi-based solder is lower than that of Pb-2.5Ag-2.5Sn at 25 C, those of Bi-1.0Ag-0.3Sn-0.03Ge and Bi-2.5Ag improve and become analogous and higher than that of Pb-2.5Ag-2.5Sn at a temperature of 125 C or more. The effect of strain rate on elongation is negligible in solder investigated. Although elongations of Bi-based lead-free solder are lower than that of Pb-2.5Ag-2.5Sn at 25 C, they increase with increasing temperature. While the elongation of Pb-2.5Ag-2.5Sn relatively stable at approximately 20–30% regardless of temperature, elongations of Bi-1.0Ag-0.3Sn-0.03Ge and Bi-2.5Ag become a same level with that of Pb-2.5Ag-2.5Sn at 125 C and 175 C. In particular, the ductility of pure Bi which is about 5% improves drastically at temperatures of 75 C or more and the elongation rises to approximately 60%. From microstructure observation results, it was confirmed that the addition of small amount of Sn and Ge is effective to form fine microstructure. From fracture surface observation results, it was confirmed that brittle fracture occurs at 25 C and the fracture mode changes to ductile fracture when the temperature increases and the ductility improves.
[doi:10.2320/matertrans.MD201517]
(Received December 21, 2015; Accepted March 28, 2016; Published May 25, 2016)
Keywords: lead-free solder, high-temperature, Bi-based, tensile properties, microstructure
1. Introduction
High-melting point solder has been used as a bonding ma-terial for discrete semiconductors, power modules, IC chips and so on. Pb-rich Pb-Sn solder has been used as high-melt-ing point solder which has a melthigh-melt-ing point over 260 C and does not melt in second reflow soldering process. Due to RoHS restriction, lead-free high-melting point solder is ex-pected to be applied and the development has been active. Although many studies on lead-free high-melting point sol-der have been conducted, the optimum substitute materials for Pb-rich solder have not been developed. Now, lead-free high-melting point solder is not regulated by RoHS restric-tion yet, but such lead-free solder is expected to be devel-oped1–5). Pb-(5–10 mass%)Sn solder, however, are still
con-sidered the material of choice for high temperature applications due to the inherent limitations of Pb-free solders, including wettability, reliability, and cost6).
Given these considerations, Au-based, Zn-based, and Bi-based high temperature solder have been found to be suitable to satisfy the abovementioned conditions. In particular, Au-based alloys have excellent creep resistance and ideal for in flux-less soldering processes. However, the high cost associ-ated with Au-based alloys limits their wide application7–9).
On the other hand, Zn-based alloys are considered to be cheaper than Au-based alloys, but are limited by their high corrosiveness10,11). As other candidates, an Al-based alloy
which has a long track record as a bonding solder material is also expected high-temperature solder and already widely used in aerospace, automotive, electrical, transportation and other industrial sectors. Although Al has the melting point of 660 C, if alloying with Si which melting point is 577 C, it could be used for joining in a part of the power device.
Similarly, Bi-based alloys are affordable and have accept-able melting point, but their low thermal and electrical
con-ductivities and wettability still remain as problems to be solved. Thus, they have been developed in die attach solder for power devices and light-emitting diodes (LEDs)12–14).
With the addition of Ag to Bi-based alloys, the ductility of the brittle Bi phase could be drastically improved. Meanwhile, Bi–Ag alloys exhibited a non-equilibrium solidification fea-ture and have a considerably large undercooling compared with pure Bi13,15). It has been well documented that the
addi-tion of Ag to Bi would slightly improve the thermal and elec-trical conductivities of the alloy16).
In this study, pure Bi and Bi alloys with addition of Sn or Ge or Ag are focused as lead-free high-melting point solder. The addition of Sn is expected to suppress excessive Ni disso-lution in the solder joint with Ni plated electrodes. It is also considered to improve the wettability and thus ensure joint quality. The addition of Ge is expected to improve ductility by refinement of the microstructure. The purpose of this study is to investigate the effects of temperature and strain rate on the tensile characteristics of pure Bi, Bi-1.0Ag-0.3Sn-0.03Ge (mass%) and Bi-2.5Ag (mass%) and to compare with those of conventional Pb-based solder.
2. Experimental Procedure
Three types of Bi system solder which are Bi, Bi-1.0Ag-0.3Sn-0.03Ge and Bi-2.5Ag, were prepared. For comparison, Pb-2.5Ag-2.5Sn (mass%) was also prepared. Table 1 shows solidus and liquidus temperatures of solder investigated and casting temperatures. As-cast specimens with 25 mm gage length, 10 mm width and 2 mm thickness were fabricated with a metal mold made of SUS304 steel that can be separat-ed. The metal mold with molten solder was cooled by sand-wiching between two stainless steel plates. The maximum cooling rate on casting was from 3 C/s to 5 C/s. Figure 1 shows the shape and dimensions of the tensile specimen. As-Special Issue on Frontier Researches Related to Interconnection, Packaging and Microjoining Materials and Microprocessing for Such Materials
cast specimens were polished with a #800 polishing paper before tensile test. Microstructure observation of each as-cast solder was conducted with an electron probe X-ray microan-alyzer (EPMA). The EPMA analysis was conducted for the cross section of the gage area. Crystal orientation observation of each as-cast solder was conducted by an electron backscat-ter diffraction (EBSD) method.
The tensile test was performed at the strain rates of 1 × 10−2 s−1, 1 × 10−3 s−1 and 1 × 10−4 s−1. The test temperature
was varied at 25 C, 75 C, 125 C and 175 C. Also, to investi-gate temperature dependence of tensile properties in pure Bi, additional tensile test was performed at the strain rate of 1 × 10−3 s−1 and test temperatures of 50 C and 60 C. After tensile
test, fractured surfaces were observed with a scanning
elec-tron microscope.
3. Results and Discussion
[image:2.595.333.517.225.760.2]3.1 Microstructures
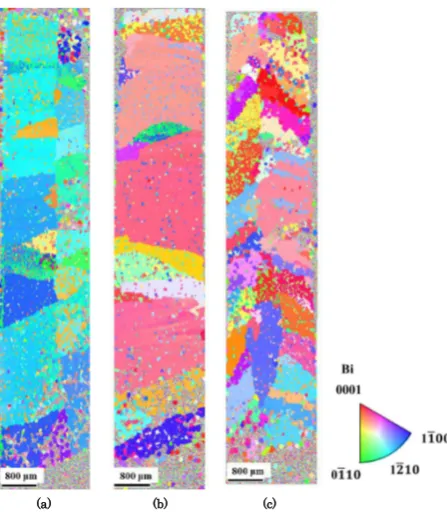
Figure 2 shows EBSD analysis results for cross sections of gage areas of pure Bi and Bi-based alloys. In inverse pole figure (IPF) maps, the crystal lattice of Bi was analyzed as hcp. From Fig. 2(a), the initial microstructure of pure Bi was found to be formed by coarse grains which average grain size is 1289 μm. From Fig. 2(b), the initial microstructure of
Bi-Table 1 Solidus and liquidus temperatures of solder investigated and cast-ing temperatures.
Solder type (mass%) Solidus temp.
( C) Liquidus temp.( C) Casting temp.( C)
Bi 271 271 300 ± 5
Bi-1.0Ag-0.3Sn-0.03Ge 262 266 300 ± 5
Bi-2.5Ag 262 262 300 ± 5
Pb-2.5Ag-2.5Sn 300 308 350 ± 5
Fig. 1 Shape and dimensions of tensile specimen.
Fig. 2 EBSD analysis results for cross sections of gage areas. (a) Bi, (b) Bi-2.5Ag, (c) Bi-1.0Ag-0.3Sn-0.03Ge.
[image:2.595.46.293.284.357.2] [image:2.595.56.280.506.763.2]2.5Ag was found to be formed by similar coarse grains with 1598 μm average grain size. On the contrary, it was confirmed that the initial microstructure of Bi-1.0Ag-0.3Sn-0.03Ge is formed by relative small grains which average grain size is 712 μm from Fig. 2(c). On the basis of EBSD analysis re-sults, it was clarified that the grain size of pure Bi and Bi-2.5Ag is at the same level, but the grain size of Bi-1.0Ag-0.3Sn-0.03Ge is smaller than those of pure Bi and Bi-2.5Ag. This means that the addition of small amount of Sn and Ge is effective on fining the microstructure.
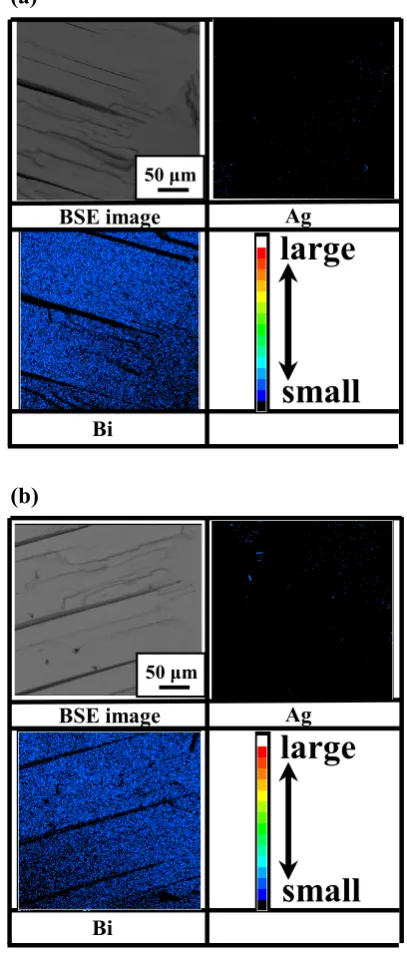
Figure 3(a) shows the back-scattered electron (BSE) image and EPMA mapping analysis results of Bi-2.5Ag. Bright gray area and dark gray area are a Bi phase and an Ag phase, re-spectively. The formation of coarse Bi phase was observed. Ag is scarcely solid-soluted in Bi phases17). Eutectic phases
of Bi and Ag formed around the coarse Bi phase. Considering with both Fig. 3(a) and Fig. 2(b), the eutectic phase seems to be included in the coarse Bi phase.
Figure 3(b) shows the BSE image and EPMA mapping analysis results of Bi-1Ag-0.3Sn-0.03Ge. A lamellar struc-ture of Bi phase and eutectic phase was found. Each phase was finer compared with those formed in Bi-2.5Ag. Segrega-tion of Sn or Ge was not found. The additive amount of Sn and Ge was not enough to analyze by EPMA.
3.2 Stress-strain curves
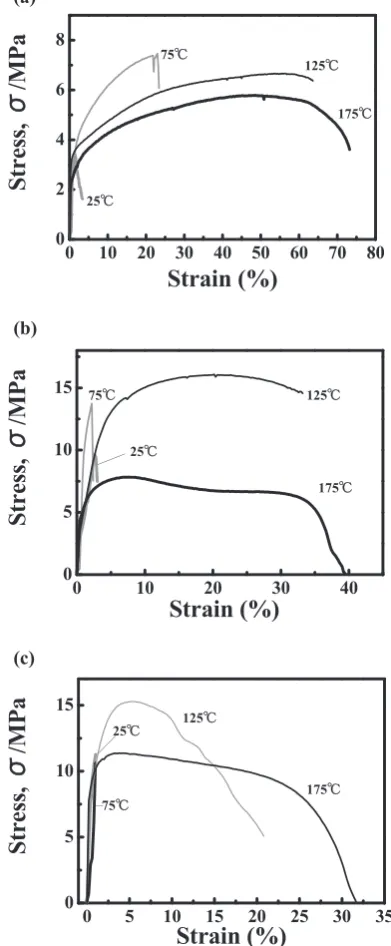
Figure 4 show typical stress-strain curves of Bi and Bi al-loys at strain rate of 1 × 10−2 s−1. For Bi, at 25 C, the
speci-men was broken almost without plastic deformation due to low ductility. At 75 C, it became to be broken in plastic re-gion, and the tensile strength became the highest. At the tem-perature of 125 C and more, dislocations become easy to move so that the ductility improved. Therefore, the tensile strength decreased and elongation increased with increasing temperature.
For Bi-1.0Ag-0.3Sn-0.03Ge and Bi-2.5Ag, specimens were broken almost without plastic deformation when tem-perature is below 75 C, because ductility was low. On the contrary, they became to break in the plastic region at 125 C and the tensile strength became the maximum. Similar to Bi, the tensile strength decreased and elongation increased with increasing temperature from 125 C to 175 C.
3.3 Tensile properties
The relationship between tensile strength and test tempera-ture in each strain rate is shown in Fig. 5. At any strain rate, tensile strength of Pb-2.5Ag-2.5Sn was higher than those of Bi-based solder at room temperature.
When the strain rate was 1.0 × 10−2 s−1, the tensile strength
of Pb-2.5Ag-2.5Sn reduced with rising of temperature. In a temperature range from 25 C to 175 C, the tensile strength of pure Bi was the lowest value among solder investigated, al-though it increased with increasing temperature. The tensile strength of Bi-1.0Ag-0.3Sn-0.03Ge and Bi-2.5Ag were lower than that of Pb-2.5Ag-2.5Sn at 25 C and 75 C, but when they came to be comparable to that of Pb-2.5Ag-2.5Sn, and are the maximum values at 125 C. Then they tended to decrease with increasing temperature.
When the strain rate was 1.0 × 10−3 s−1, the similar
tenden-cy with the strain rate of 1.0 × 10−2 s−1 was observed. The
tensile strength of pure Bi showed the lowest value among the four types of solder and decreased with increasing tempera-ture. After tensile strength of both Bi alloys show the maxi-mum value at 75 C, they tended to decrease with increasing temperature.
At the strain rate of 1.0 × 10−4 s−1, tensile strength except
Bi-2.5Ag decreased with increasing temperature. Also, in the temperature range from 25 C to 175 C, the tensile strength of pure Bi was the lowest among solder investigated. At room temperature, tensile strength of Bi-1.0Ag-0.3Sn-0.03Ge and Bi-2.5Ag were higher than that of pure Bi, but it showed a lower value than that of Pb-2.5Ag-2.5Sn. At temperature from 75 C to 175 C, the tensile strength of Bi-1.0Ag-0.3Sn-0.03Ge was comparable to those of Pb-2.5Ag-2.5Sn. The ten-sile strength of Bi-2.5Ag became to be a little higher than that Fig. 4 Typical stress strain curves of Bi (a), Bi-1.0Ag-0.3Sn-0.03Ge (b)
[image:3.595.326.522.76.550.2]of Pb-2.5Ag-2.5Sn at the temperatures over 125 C.
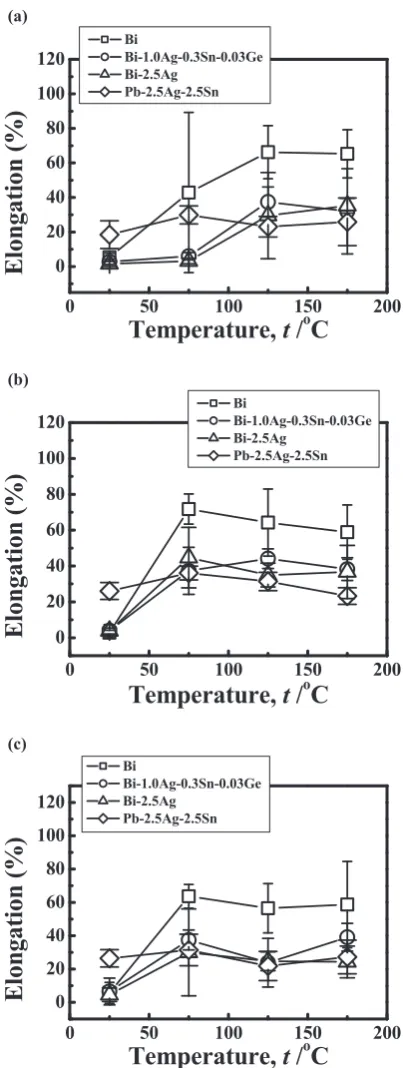
The relationship between elongation and test temperature at each strain rate is shown in Fig. 6. In any solder, strain rate dependency was not observed with respect to the elongation. Regardless of the strain rate, elongations of Bi-based lead-free solder showed lower values than that of Pb-2.5Ag-2.5Sn at 25 C. Regardless of the temperature and the strain rate, the elongations of Pb-2.5Ag-2.5Sn were relatively stable at about 20–30%. On the contrary, the elongation of Bi-based lead-free solder increased with increasing temperature. In
particu-lar, when the strain rate was 1.0 × 10−2 s−1 at temperature
above 125 C, and 1.0 × 10−3 s−1 and 1.0 × 10−4 s−1 at
tem-perature above 75 C, ductility of pure Bi significantly im-proved and thus the elongation rose to approximately 60%.
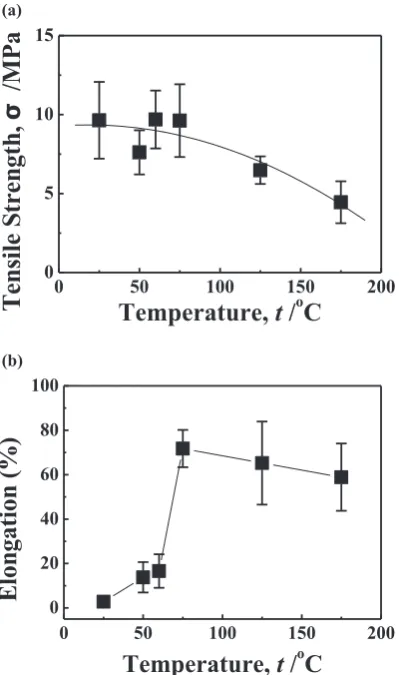
Additional tensile tests were performed to investigate the temperature dependence of tensile properties of pure Bi. The results show in Fig. 7. From the relation of test temperature and tensile strength shown in Fig. 7(a), the tensile strength of pure Bi showed a tendency to decrease with increasing tem-perature. Also, from the relation of test temperature and elon-gation shown in Fig. 7(b), the elonelon-gation of pure Bi increased Fig. 5 Relationship between tensile strength and temperature for each
sol-der. (a) ε˙ = 1.0 × 10−2 s−1, (b) ε˙ = 1.0 × 10−3 s−1, (c) ε˙ = 1.0 × 10−4 s−1.
[image:4.595.61.293.63.608.2] [image:4.595.325.527.66.601.2]with increasing temperature until 75 C and slightly lowered with increasing temperature above 75 C. In particular, it was found that the elongation greatly improves when the tempera-ture comes to over 75 C.
3.4 Fracture surfaces
The results of fracture surface observation of pure Bi are shown in Fig. 8 in each temperature and stain rate. Brittle fracture surfaces were observed at 25 C regardless of strain rate. This is the reason why the elongation of pure Bi is low at 25 C, as shown in Figs. 4 and 6. The fracture mode depended on strain rate at 75 C. When the strain rate was 1.0 × 10−2 s−1,
brittle fracture was still observed. At the strain rate of 1.0 × 10−3 s−1, a mixed fracture mode of ductile fracture and brittle
fracture was observed. On the contrary, at the strain rate of 1.0 × 10−4 s−1, locally shrank dimples were confirmed in the
fracture surface and ductile fracture was observed. The simi-lar ductile fracture was observed in fracture surfaces at 125 C. The similar fracture surfaces were observed at 175 C.
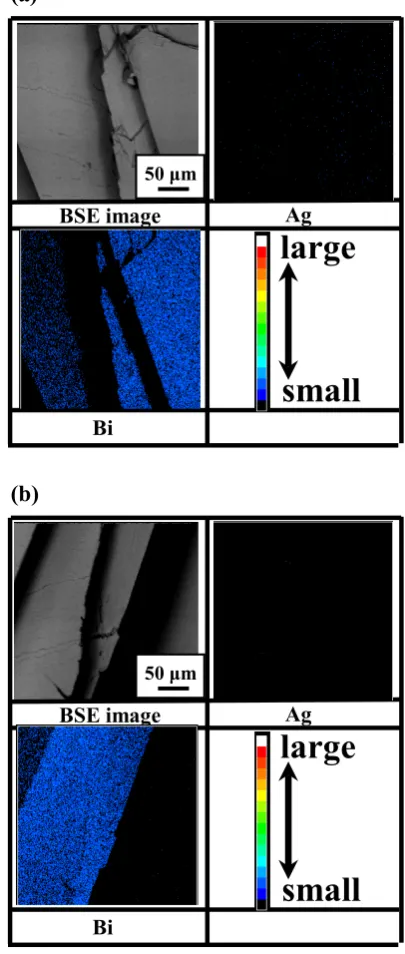
[image:5.595.70.270.69.407.2]The fracture surface observation results of Bi-1.0Ag-0.3Sn-0.03Ge are shown in Fig. 9. Similar brittle fracture to pure Bi was observed in Bi-1.0Ag-0.3Sn-0.03Ge at 25 C. Figure 10 shows BSE images and EPMA mapping analysis results of fracture portion of Bi-1.0Ag-0.3Sn-0.03Ge. Only Bi could be observed on both fracture surfaces. This means brittle fracture occurred in Bi phases. For the change of frac-ture mode at 75 C, shown in Fig. 9(b), the similar change to Fig. 7 Effect of temperature on tensile properties of Bi (ε = 1.0 × 10˙ −3 s−1).
(a) Tensile strength, (b) Elongation.
[image:5.595.312.542.78.740.2]pure Bi was observed. When the strain rate was 1.0 × 10−2 s−1,
brittle fracture occurred. At the strain rate of 1.0 × 10−3 s−1,
the brittle fracture mode changed to the mixed fracture mode of ductile fracture and brittle fracture. At the strain rate of 1.0 × 10−4 s−1, ductile fracture with locally shrank dimples
occurred.
At 125 C, shown in Fig. 9(c), the mixed fracture mode of ductile fracture and brittle fracture appeared at a strain rate of 1.0 × 10−2 s−1. When the strain rate was lower than 1.0 ×
10−2 s−1, wavy fracture surfaces which are shown by arrows
in the figure were observed. Wavy fracture shows destruction including ductile fracture. Therefore, it is considered that the ductility is improved by sliding of dislocations. The similar fracture mode was found in specimens tested at 175 C. Fig. 9 Secondary electron images of fracture surfaces of
[image:6.595.53.284.73.740.2]Bi-1.0Ag-0.3Sn-0.03Ge. (a) 25 C (b) 75 C (c) 125 C.
[image:6.595.324.528.77.556.2]Figure 11 shows the fracture surface observation results of Bi-2.5Ag. At 25 C, fracture surfaces of Bi-2.5Ag were brittle, which were similar to pure Bi and Bi-1.0Ag-0.3Sn-0.03Ge. Figure 12 shows BSE images and EPMA mapping analysis results of fracture portions of Bi-2.5Ag. Similar to the results of Bi-1.0Ag-0.3Sn-0.03Ge shown in Fig. 10, only Bi was de-tected on both fracture surfaces. Thus, it was confirmed that brittle fracture occurs in Bi phases. At 75 C, shown in Fig. 11(b), the brittle fracture mode was observed at the strain rate of 1.0 × 10−2 s−1, but when the strain rate descended to
1.0 × 10−3 s−1, the brittle fracture mode changed to the mixed
fracture mode of ductile fracture and brittle fracture. When the strain rate was 1.0 × 10−4 s−1, ductile fracture with locally
[image:7.595.53.284.71.741.2]shrank dimples occurred similar to other solder. Above 125 C, Fig. 11 Secondary electron images of fracture surfaces of Bi-2.5Ag. (a)
[image:7.595.324.527.78.556.2]25 C (b) 75 C (c) 125 C.
the ductile fracture including the wavy fracture surface ap-peared. The similar fracture mode was found in specimens tested at 175 C.
For Bi-based lead-free solder, the elongation in the tem-perature range of 175 C from 125 C was stable in the range of 30–40% as shown in Fig. 6. Consequently, at 125 C or more, the elongations of 1.0Ag-0.3Sn-0.03Ge and Bi-2.5Ag have been improved to the same level of Pb-Bi-2.5Ag- Pb-2.5Ag-2.5Sn. However, they did not improve to the same level with pure Bi. It will be investigated that eutectic phases of Bi and Ag inhibit the improvement of ductility at high temperatures. Further study is required to investigate the generation mecha-nism of wavy fracture surfaces based on sliding system of dislocations.
4. Conclusion
In this study, the tensile properties of three types of Bi-based lead-free solder which are pure Bi, Bi-1.0Ag-0.3Sn-0.03Ge, and Bi-2.5Ag were investigated and compared with those of Pb-2.5Ag-2.5Sn. The results obtained are summa-rized as follows.
(1) From the results of microstructure observation and EBSD analysis, it was found that the grain size of Bi-1.0Ag-0.3Sn-0.03Ge is finer than those of pure Bi and Bi-2.5Ag. It was confirmed that the addition of small amount of Sn and Ge is effective to form fine microstructure.
(2) Pure Bi has smaller tensile strength than any other solder in the temperature range of 175 C from 25 C. At 25 C, brittle fracture occurred and the ductility was poor. When the temperature rose to 75 C or more, the ductility im-proved drastically and the elongation became approxi-mately 60%. With the improvement of ductility, the frac-ture mode changed from the brittle fracfrac-ture mode to the ductile fracture mode.
(3) The tensile strength and elongation of Bi-1.0Ag-0.3Sn-0.03Ge were lower than those of Pb-2.5Ag-2.5Sn at 25 C. Analogous to pure Bi, brittle fracture occurred and thus the ductility was poor at 25 C. On the basis of the EPMA mapping analysis for fracture surfaces, it was confirmed that brittle fracture occurs in Bi phases. When the temperature rose to 75 C, the tensile strength and
elongation improved. At 75 C, with decreasing the strain rate from 1.0 × 10−2 s−1 to 1.0 × 10−3 s−1 and 1.0 ×
10−4 s−1, the fracture mode changed from the brittle
frac-ture mode to the ductile fracfrac-ture mode and thus the elon-gation became a same level with that of Pb-2.5Ag-2.5Sn. When the temperature rose to 125 C and more, Bi-1.0Ag-0.3Sn-0.03Ge had similar tensile properties to Pb-2.5Ag-2.5Sn. Ductile fracture was observed in fracture surfaces. (4) For Bi-2.5Ag, tensile properties and fracture modes anal-ogous to those of Bi-1.0Ag-0.3Sn-0.03Ge were con-firmed.
REFERENCES
1) M. Nahavandi, M.A. Azmah Hanim, Z.N. Ismarrubie, A. Hajalilou, R. Rohaizuan and M.Z. Shahrul Fadzli: J. Electron. Mater. 43 (2014) 579– 585.
2) R.I. Rodriguez, D. Ibitayo and P.O. Quintero: IEEE Trans-CPMT-A 3 (2013) 549–557.
3) M.A.A. Mohd Salleh, A.M. Mustafa Al Bakri, M.H. Zan.Hazizi, Flora Somidin, Noor Farhani.Mohd.Alui and Zainal.Arifin.Ahmad: Materi-als Science and Engineering A 556 (2012) 633–637.
4) A.A. El-Daly, A. Fawzy, A.Z. Mohamad and A.M. El-Taher: J. Alloy. Compd. 509 (2011) 4574–4582.
5) V. Chidambaram, J. Hattel and J. Hald: Microelectron. Eng. 88 (2011) 981–989.
6) B. Kim, C.-W. Lee and D. Lee: J. Alloy. Compd. 592 (2014) 207–212. 7) H.M. Chung, C.M. Chen, C.P. Lin and C.J. Chen: J. Alloy. Compd. 485
(2009) 219–224.
8) F. G. Yost, M.M. Karnowsky, W.D. Drotning, and J. H. Gieske: Metal-lurgical Transactions A, 21 (1990) 1885–1889.
9) W. Tang, A. He, Q. Liu and D. Ivey: J. Mater. Sci. Mater. Electron. 19
(2008) 1176–1183.
10) N. Kang, H.S. Na, S.J. Kim and C.Y. Kang: J. Alloy. Compd. 467
(2009) 246–250.
11) Y. Takaku, L. Felicia, I. Ohnuma, R. Kainuma and K. Ishida: J. Elec-tron. Mater. 37 (2008) 314–323.
12) J.-M. Song, H.-Y. Chuang and T.-X. Wen: J. Electron. Mater. 35 (2006) 1041–1049.
13) K. Tanaka, A. Ninomiya, T. Ishigohka and K. Kurahashi: IEEE APPL S
11 (2001) 3002–3005.
14) J.-M. Song and H.-Y. Chuang: Trans. JIM 50 (2009) 1902–1904. 15) J.M. Song, H.Y. Chuang and T.X. Wen: Metall. Mater. Trans., A Phys.
Metall. Mater. Sci. 38 (2007) 1371–1375.
16) M. Rettenmayr, P. Lambracht, B. Kempf and M. Graff: Advance En-glish material 7 (2005) 965–969.