1
A simulation method to estimate task-specific
1uncertainty in 3D Microscopy
23
Giovanni Moroni
1,2, Wahyudin P. Syam
3, and Stefano Petrò
2 41 School of Mechanical Engineering, Tongji University, Cao An Road, 201804 Shanghai, P.R. of China 5
2 Mechanical Engineering Department, Politecnico di Milano, Via La Masa 1, 20156 Milan, Italy 6
3 Manufacturing Metrology Team, Faculty of Engineering, University of Nottingham, NG7 2RD, 7
Nottingham, UK
8 9
Corresponding author: Wahyudin P. Syam ([email protected]) 10
11
Abstract:
12
Traceability in micro-metrology requires an infrastructure of accredited metrology 13
institutes, effective performance verification procedures, and task specific uncertainty 14
estimation. Focusing on the latter, this paper proposes an approach for the task specific 15
uncertainty estimation based on simulation for a generic 3D microscope. The proposed 16
simulation approach is based on the identification and a successive parameter 17
estimation of an empirical model of measured points. The model simulates the probing 18
error of the 3D microscope based on a Gaussian process model, thus including the 19
correlation among close points. Parameters for the error simulation are estimated by a 20
deep analysis of error sources of the 3D microscope. Validations of the proposed 21
simulation approach are carried out in the case of focus variation microscopy (FVM), 22
considering several case studies. The procedure proposed in the ISO/TS 15530-4 23
standard are applied for validation. 24
25
Keywords: Uncertainty, 3D microscopy, geometrical metrology, micro-metrology, 26
ISO/TS 15530-4, focus-variation. 27
28
1. Introduction
29
Micro-engineered components are important since they can integrate functions and 30
intelligence into products [1]. These products need micro-geometrical metrology to 31
verify their compliance to tolerances. Coordinate measuring systems (CMSs), being 32
suitable for micro-geometrical metrology are in most cases non-contact (optical) 33
instruments, due to their flexibility in accessing the surface of parts, elimination of the 34
risk of damaging small and delicate micro features and fast data acquisition rate [2]. 35
Among the others, 3D microscopy (3DM) seems very promising and already counts a 36
lot of industrial applications, particularly in the field of surface analysis. 3DM gathers 37
technique like coherence scanning interferometry, phase shifting interferometry, 38
confocal scanning microscopy, confocal chromatic microscopy, digital holography, and 39
focus variation microscopy. Most 3DM techniques are based on the sequential 40
acquisition of images of the sample, while changing the distance between the sample 41
and the objective lens. 42
43
1.1 Measurement traceability and uncertainty 44
Regardless of the considered measuring instruments, traceability of measurements is 45
very important for a reliable measurement result in the case of micro-geometrical 46
metrology as well. Traceability requires not only periodical instrument performance 47
2 or according to some predefined performance indexes, but also measurement 49
uncertainty must be stated to guarantee measurement comparability [3]. The subject of 50
performance verification has been addressed by the authors in previous papers [4, 5]: 51
this paper addresses the problem of the uncertainty estimation. 52
The main reference for measurement uncertainty estimation is the “Guide to the 53
expression of uncertainty in measurement” (GUM) [6]. According to the GUM, when 54
a final measurement result comes from several distinct measurement data processes, 55
the uncertainty is derived based on the propagation of the uncertainty from each 56
uncertainty contributor along the data processing chain, thus GUM requires a closed 57
form mathematical model of the measurement. In addition, for coordinate metrology, 58
measurement uncertainty is “task-specific” [7], i.e. a single measuring instrument can 59
perform several different measurement tasks with different measuring strategies, which 60
are characterized by a different uncertainty [8]; hence the GUM method is difficult to 61
apply. 62
The ISO 15530-3 [9] and ISO/TS 15530-4 [10] standards propose alternative methods 63
to effectively estimate the measurement uncertainty for coordinate metrology. The ISO 64
15530-3 method needs expensive calibrated artifacts; hence it is not suitable when a 65
product has many variants, as it would require many different calibrated artifacts, or 66
when small production volume cannot justify the cost of a calibrated artifact. The 67
ISO/TS 15530-4 simulation method seems more promising in the case of high product 68
or high demand variability. The main drawback of the simulation method is its 69
computational intensity [11], but the continuous reduction of computational costs 70
should reduce this issue. 71
72
1.2 Simulation approaches 73
A simulation-based approach seems to be the most promising solution to estimate a 74
task-specific measurement uncertainty, especially for optical-distance sensor 75
instruments, as suggested by Evans [11] in the case of interferometry. Baldwin et al. 76
[9] used a simulation approach to estimate the uncertainty in tactile-CMM 77
measurement. They simulated CMM geometric errors and incorporated them in the 78
kinematic model of the CMM, so that the nominal position of points could is modified. 79
Kruth et al. [12] proposed a similar approach, with addition of part form deviation as 80
an uncertainty source. Cheung et al. [13] also used a similar approach to estimate the 81
uncertainty in the case of free-form surface measurements. All these simulation 82
approaches neglect the presence of spatial correlations among the sampled points. 83
In general, a simulation approach relies on a point perturbation process (an error 84
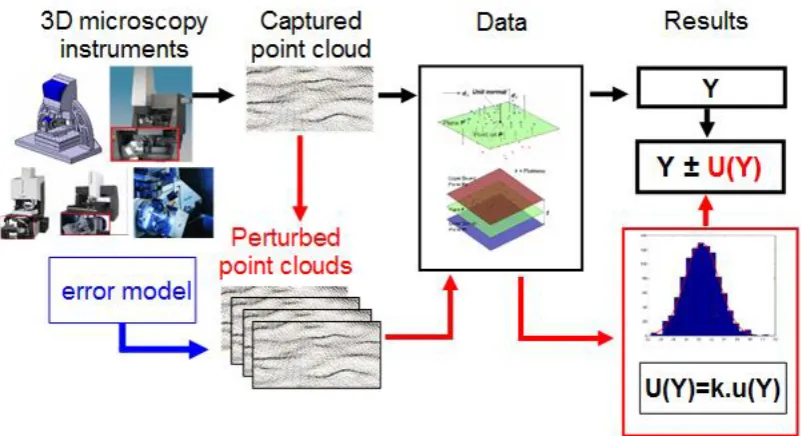
simulator) generating a perturbation of a reference cloud of points, as shown in Figure 85
1. Detailed explanation of the framework applied to CMMs was described by Trapet 86
and Waldele [14]. The scheme consists of two paths, the first one (Figure 1: black 87
arrow) estimates a measurement result Y, while the second one (Figure 1: red arrow) 88
estimates the measurement uncertainty U. The first path is explained as follows: a point 89
cloud is obtained by the selected measuring system using a defined measuring strategy. 90
This point cloud is then processed to calculate the measurement result Y. The second 91
path starts from the same sampled point cloud. A point perturbation process by 92
measurement error simulation is applied to the original point cloud. The perturbed point 93
cloud is processed by the same numerical algorithm that is gathered to the measurement 94
result and the results are stored. The simulation of the error is repeated for an adequate 95
number of times (usually a few thousand) and the simulated measurement results are 96
stored. The estimated uncertainty usim (U = 2 usim) of a measurement is the sample 97
3 99
Figure 1: Framework a simulation method for the uncertainty estimate. 100
101
1.3 Research aim 102
In this paper, a simulation-based approach considering spatial correlation among 103
points is proposed. The proposed model does not directly take into consideration 104
physical phenomena related to interactions between materials and light; rather the 105
model includes the effect of the physical interaction between the materials and the light 106
inside several uncertainty sources, e.g. material types, and parameters of the simulation. 107
There are several technical reasons behind this consideration. First, even if well-108
established physical models exist for the interaction between electromagnetic waves 109
and matter, their application is numerically impractical to apply and to the degree of 110
accuracy required for 3DM measurement simulation. In general, the intensity value on 111
each single pixel is not completely independent of the others. Hence, a single ray 112
coming to the complementary metal-oxide semiconductor (CMOS) sensor has some 113
degree of correlation with its neighbor ray of light [15]. And finally, some techniques 114
add an additional contribution to the correlation among points, as the optimization 115
function allowing the identification of the coordinates of the single point is calculated 116
considering the neighboring pixels, selected by a windowing process [15]. 117
Hence, to empirically model this phenomenon, the basis of the methodology is a 118
Gaussian process [16], in which data are randomly distributed according to a 119
multivariate Gaussian distribution, whose covariance structure depends on the spatial 120
distribution of points. The multivariate Gaussian process can capture and simulate the 121
correlation among points. 122
This paper is structured as follows. Section 2 describes the mathematical model 123
allowing the simulation of the correlated points. Section 3 introduces Focus Variation 124
Microscopy (FVM) as technology considered for the validation of the approach, and 125
then focuses on the estimation of the parameters required to run the simulation. Finally, 126
section 4 validates both the model and the estimation of the parameters according to the 127
ISO/TS 15530-4 standard. 128
2. Task-specific uncertainty estimation by simulation in 3DM
129
The proposed approach relies on a point perturbation process (an error simulator) 130
4 as shown in Figure 1. A correlation means that the error behavior of a point depends on 132
other points within a certain distance from it. The simulation approach (figure 1, blue 133
box) uses a Gaussian process model completely defined by a variogram function, we 134
call it “variogram error model”. The need of this kind of model arises from how a 3DM 135
measurement is taken. As explained in section 1.3, it is expected that the measurement 136
errors of the single sampling points are not independent but correlated. An independent 137
simulation of them could then lead to a simulation far from the reality. The use of a 138
Gaussian process described by a variogram error model allows the simulation of non-139
independent measurement errors, coherently with the measurement method. 140
141 142
2.1 Mathematical model for the simulation of a perturbed cloud of points 143
The core of the uncertainty estimation by simulation is the model for the perturbation 144
of the point cloud. In general, the perturbation of the cloud of points is given 145
x, y, z
, which are rotation errors with respect to x, y and z axes, and x, y, zi.e.
146
linear errors along x, y and z directions, respectively. Once these perturbations have 147
been generated for each point, pi', the coordinates of a single perturbed point, can be 148
generated from the original measured points pi, (both are expressed in homogeneous 149
coordinates) by multiplying the measured points pi time an error matrix, 𝐓𝑒𝑟𝑟, that is:
150 151
z y x
z x y
y x z
1 1 '
1
0 0 0 1
i err i i
p T p p (1)
152
153
In 3DM most of the error terms can be neglected. In fact, the x and y coordinates are 154
not directly measured, but considered at their nominal value, as defined by the objective 155
lens magnification and the image sensor size of the 3DM. Moreover, during the scan 156
the x and y do not move, and the translation along z is very small, so rotation errors are 157
negligible. As such, the model can be simplified considering only the 𝜀𝑧 term.
158
A correlated error for the i-th point, zi, is generated by sampling from a multi-variate 159
Gaussian distribution. The multivariate normal distribution density function is 160 formulated as: 161 162
1
1 2
1
, , e
2πm
f
p μ Σ p μ
p μ Σ
Σ (2)
163
where m is the dimension of the multivariate, i.e. the number of points, 𝐩 represents the 164
random vector with mean μand Σis am m variance-covariance matrix which 165
represents correlation. As the cloud of points is being randomly perturbed, the μ term 166
is set equal to 0. There are several ways of modelling Σ. Among the others, we have 167
selected the use of the variogram 2 ( )
[16]. The variogram is well known and widely 168applied in spatial statistics, as its estimation is more robust compared to its competitor 169
method. The variogram function, together with the mean vectorμ, fully characterizes 170
the Gaussian process. Here we will address only isotropic homogeneous variogram 171
function, as they are the simplest type of variograms, to simplify the discussion. 172
Moreover, they have been found to be adequate for our case study. Details on non-173
isotropic homogeneous variograms can be found in the proposed literature. An isotropic 174
5
1
2
2 1 2
2 ( , x x)2 ( ) h E Z[( ( )x Z(x )) ] (3) 176
177
where2 ( )
is the variogram function, h is the lag (distance) between the generic 178locations x1 and x2, andZ x( )is a response function at x (in 3DM the z-coordinate of a
179
point). Please note that the assumption 2 ( , ) x x1 2 2 ( ) h implies the variogram is isotropic.
180
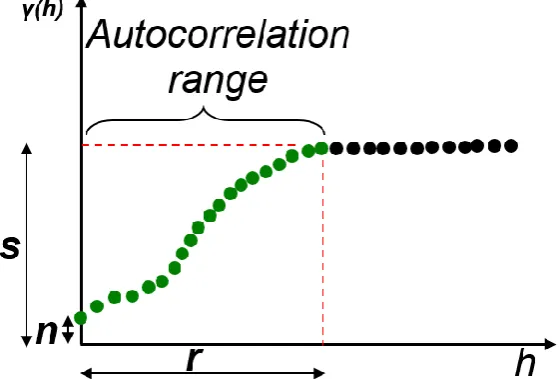
The typical shape of a () function is illustrated in Figure 2. Example functions suitable
181
to model isotropic homogeneous variogram models, but many more exist in literature, 182 are: 183 184 2 2 0 0
( ) Gaussian model
n s 1-exp -3 0 r
0 0
( ) Exponential model
n s 1-exp -3 0 r
0 0
( ) n s 1-exp -3 0 r Spherical model r
n s r
h h h h h h h h h h h h h (4) 185 186
where s, n, r are a sill, nugget, and range, respectively. These three parameters 187
characterize all variogram models (Figure 2). Nugget (n) is a non-zero limit 188
representing a discontinuity in a variogram origin. The nugget represents the pure white 189
noise included in the random error. Sill (s) quantifies the error dispersion at infinite 190
distance, i.e. global correlated and uncorrelated measurement noise. Range (r) is a 191
measure of the distance up to which the measurement noise is significantly correlated. 192
Supposing the variogram error model and its parameters are known, having defined 193
a set of locations 𝐱, the Σmatrix can be built as 194
195
𝛴𝑖𝑗 = 𝑠 − 𝛾(𝐱𝑖, 𝐱𝑗) (5)
196 197
Once the Σmatrix is known any multi-normal random number generator can be applied 198
to generate the 𝜀𝑧𝑖 term at the 𝐱𝑖 location.
199 200
[image:5.595.157.437.545.734.2]201
Figure 2: Illustration of variogram function and its s, r, n parameters. 202
6 2.2 Estimation of the variogram parameters for the simulation
204
The variogram model and its parameters need experimental identifications and 205
evaluations. From experimental data, a least-square method is usually adopted to fit the
206
empirical model of the variogram. Given a set of observations 𝑍(𝐱𝑖) (e.g. a single scan
207
of a surface by 3DM), the value of the variogram at distance h can be estimated as 208
209
𝛾̂(ℎ) =2|𝑁(ℎ)|1 ∑𝑁(ℎ)(𝑍(𝐱𝑖) − 𝑍(𝐱𝑗))2 (6) 210
𝑁(ℎ) = {(𝐱𝑖, 𝐱𝑗)|‖𝐱𝑖− 𝐱𝑗‖ = ℎ} (7)
211 212
In the specific case of 3DM, as the points are locate on an evenly spaced grid, the 213
possible values of h are well defined, so there are a series of well-defined values of 214
𝛾̂(ℎ). The 𝛾̂(ℎ) are then fitted, considering different variogram models. Based on R2 215
of the least-square fitting, the best-fitted variogram model is selected, and then, the n, 216
s, and r parameters are estimated. 217
The least square estimation of the s, n, and r parameters is in general applicable to a 218
single sampled surface. It is then evident that the resulting parameters will be specific 219
for the particular condition at which the scan has been conducted, e.g. material type. To 220
have parameters that can be applied in a larger variety of conditions, we must modify 221
them in order to take into account other uncertainty contributors. While the estimate of 222
the nugget and the range can be properly estimated on a single scan, the sill, being 223
representative of the overall variability of the measurement noise (correlated and 224
uncorrelated), should include all the uncertainty contributors, and not only those from 225
the condition at which it has been characterized so far. Hence, the parameter s resulting 226
from the least square fitting shall be combined with other error sources before the 227
simulation, according to the formula: 228
229
2 2
ssim s
si (8)230 231
where sis the sill originally obtained from the fitted model of the variogram and si
232
is the contribution related with the ith source of error. The estimate of the 𝑠𝑖 terms 233
require a deep analysis of the specific uncertainty sources affecting a particular 3D 234
microscope, and an extensive experimental investigation of them. O nce the 235
contributors are known, their value can be extended to any future measurement. 236
237
3. Case study: the uncertainty estimation for a Focus Variation Microscope
238 239
Focus variation microscopy (FVM) is considered in this study as an example of 3DM. 240
The FVM instrument used to demonstrate the proposed simulation approach is a 4th
241
generation FVM instrument by Alicona Imaging GmbH. 242
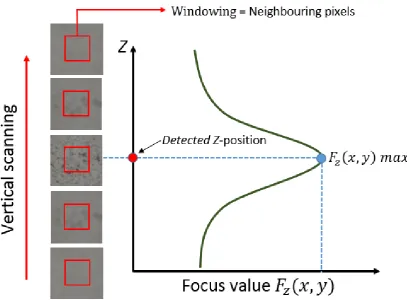
A FVM works based on the local focus condition of a stack of images taken at 243
different distances from the measured surface to the FVM objective lens. The FVM 244
working principle is as follows (see Figure 3): first, a stack of images is taken over a 245
specified range of z-level (the distance from the measured surface to the scanning 246
objective lens); the stack image acquisition is usually obtained by mechanically moving 247
the objective lens of the FVM. For each z-level and for each pixel of the related stacked 248
images, a focus value 𝐹𝑧(𝑥, 𝑦), which is a contrast of a pixel with respect to its
249
7 higher the focus value is. For each pixel a mathematical fitting procedure is applied to 251
the calculated focus values at each level, and the detected z-coordinate of a point is 252
determined corresponding to the z-level with the highest 𝐹𝑧(𝑥, 𝑦) [15]. 253
One fundamental advantage of a FVM instrument compared to other optical 254
microscopy is its large working volume and its long working distance of the objective 255
lens. This fundamental advantage provides the possibility of measuring the geometrical 256
properties of a part. 257
The FV values calculated for each (i,j) pixel locations are obtained by comparing its 258
contrast with respect to the intensity of its neighbor pixels. 259
260
[image:7.595.92.500.207.507.2]261
Figure 3: FVM working principle by calculating a focus value inside a windowing 262
area. 263
264
3.1. Estimation of the variogram parameters 265
Different materials can be characterized by different variograms. In this study, we 266
consider calibrated plates of aluminum (Al), stainless steel (SS), and titanium (Ti) for 267
the variogram characterizations. It is worth to note that the variogram characterization 268
data need to be obtained from a real surface in order to take into account the physical 269
properties of the real measured surface, e.g. a roughness effect, local slope effect, 270
reflectance effect, measurement angle effect and speckle noise effect of the surface to 271
be included into the simulation process. Hence the variogram model takes into account 272
the material type as uncertainty source. The variogram data from the actual surface 273
measurements from the mentioned three materials will be used for uncertainty 274
estimation with industrial case studies (section 4). 275
The variogram characterization, required to estimate the degree of a spatial 276
correlation among points, is a fast procedure. The procedure only takes one single 277
measurement with a single image field of a surface to be measured. It is worth noting 278
8 sufficient to characterize the variogram because in an empirical variogram estimate 280
every couple of points counts as a variance estimate replica. 281
The flatness of the three materials was calibrated by means of a traceable CMM with 282
E0,MPE=2+L/300 µm. Methods selected for the calibration are position and
multi-283
measurement strategies. A total of four different positions for the part were considered 284
during the calibration of the plates. For each position, five measurements were repeated. 285
By this method, an uncertainty contribution of the volumetric error of the CMM is also 286
taken into account in the total calibration uncertainty. The results of the flatness 287
calibration and their uncertainty are (notation is based on GUM [4]): aluminum = 288
25.1(8) µm, stainless steel = 4.8(1) µm, and titanium = 4.1(2) µm. 289
To yield the data on which to define the variogram models, the plates were measured 290
having the optical axis of the FVM approximately perpendicular to the plate itself, using 291
the scan parameters in Table 1. The empirical variogram was then evaluated on these 292
scanned surfaces. The variogram models in Eq. 4 are least-square fitted and the 293
parameters s, n, and r are calculated. The model is selected based on the highest R2 294
value of the data fitting. Table 2 presents the selected variogram models and their R2
295
value for the considered three materials (Al, SS, Ti). Detailed variogram 296
characterizations can be found in [17]. The nugget effect has been indicated equal to 0 297
because its value did not differ significantly from 0. This indicates a very strong 298
statistical correlation among measurement errors at short distances, which is due to the 299
FVM measurement principle based on a focus value calculated over a small patch of 300
pixels. 301
Regarding the vertical and lateral resolution, they are set following the default values 302
proposed by the instrument manufacturer with a 5× objective lens. It is worth noting 303
that the selected lateral resolution is larger than the pixel size of the instrument. For the 304
5× objective lens, the pixel size is 1.76 µm. But, the actual resolution (the smallest 305
distance between two features that can be resolved) will be larger than the pixel size 306
due to the working principle of the instrument. As the measuring principle of the 307
instrument needs the consideration of a patch of pixels around the considered point to 308
calculate the focus measure that defines the z-level of the point, the effective resolution 309
is reduced by the averaging effect of the focus measure estimated on the patch (see 310
figure 3). 311
Table 1 Measurement parameter for Al, SS, and Ti materials. 312
Material Exposure
time [µs]
Contrast Vertical
Resolution [µm]
Lateral Resolution [µm]
Aluminum 114.4 1.33 0.4 7.82
Stainless steel 116.4 1 0.4 7.82
Titanium 224 1 0.4 7.82
313
Table 2 Selected variogram model for Al, SS and Ti. 314
Material Variogram
model R
2 s [µm] n [µm] r [µm]
Aluminum (Al) Exponential 0.56 31 0 114 Stainless steel (SS) Exponential 0.78 2.8 0 56
Titanium (Ti) Gaussian 0.71 3.9 0 18
315
3.2. Estimation of the contributors to the sill value for the simulation 316
An extensive experimental campaign was carried out to estimate the various 𝑠𝑖 terms 317
involved in FVM measurements. Therefore, the physical aspects of a FVM 318
9 A FVM uses a sensor to take a series of images at different distances from a surface. 320
A focus value is then calculated and a height is associate to each pixel. In case, stitching 321
can be applied to increase the size of the scan. This process is prone to a lot of 322
uncertainty sources that cannot be considered by the experiment proposed in section 323
3.1. Therefore, more uncertainty sources are estimated. Figure 4 schematically depicts 324
the main uncertainty contributors in FVM measurements. 325
326
[image:9.595.150.466.172.345.2]327
Figure 4: Diagram of the uncertainty contributors in FVM measurements [17]. 328
329
An extensive experimental campaign has been conducted to study and quantify the 330
effect of the mentioned factors and to include them into the simulation parameters. The 331
three materials already mentioned were considered: aluminum (Al, specular surface), 332
stainless steel (SS, lambertian surface), and titanium (Ti, lambertian surface). The 333
numbers of points produced by a FVM measurement ranges from ~1 to ~4 million 3D 334
spatial points. The analysis of variance (ANOVA) has been used to determine the 335
significance of the factors. 336
Outliers were removed from the obtained datasets before measurement results could 337
be extracted. This procedure is important since a large data point set is obtained from a 338
single measurement cycle and outlying points among these points (points presenting a 339
very large algebraic deviation compared to other points in the scan) could reduce the 340
accuracy of the measurement result. A simple outliers removal procedure has been 341
applied, i.e. points having a deviation greater than 3σ from the fitting plane or cylinder 342
of data points (depending on measured form) were removed, where σ is the sample 343
standard deviation of all point deviations (residuals), that are distances from points to 344
the fitted geometry. 345
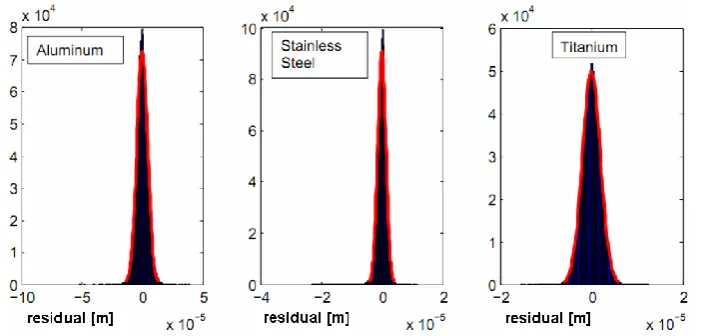
A Shapiro-Wilk test, applied to the residuals (errors) of measured points, proved 346
normality of the deviations with p-value around 0.8 for all the datasets. Figure 5 shows 347
the histogram of the deviations (residuals) of points to the fitted plane for the three 348
materials. The red line is the fitted Gaussian density function. The standard deviation 349
(σ) of the residuals is presented in Table 3. 350
In this uncertainty characterization studies, the standard deviation σ of measurement 351
residuals due to different parameters and measurement conditions is considered as 352
parameter characterizing the impact or effect on the measurement uncertainty. The 353
measurement residuals are σ of point deviations (a point distance error) to a fitted 354
geometry, e.g. a plane, sphere and cylinder. 355
356
Measurement Uncertainty
Machine (Instrument Parameters)
Exposure time Contrast Vertical Resolution
Lateral Resolution
-Materials (Part shape &Illumination)
PeakValley shape
Material types
Illumination types
-Methods (Procedure)
Stitching
Part orientation
Magnification
-Environment
Drift
-10 357
Figure 5: Histogram of residual from a fitted plane for the Aluminum, Stainless 358
steel and Titanium materials. 359
360
Table 3 Standard deviation of residuals for the three materials. 361
Material σ[µm]
Aluminum (Al) 4.49 Stainless steel (SS) 1.37 Titanium (Ti) 2.00
362
3.2.1 Influence of ambient light and different magnification lenses 363
364
A randomly structured surface of a polymeric injection-molded part was used to 365
evaluate this contribution. The polymeric surface is considered because it has a high 366
surface diffusivity and low roughness < 200 nm. Therefore, the surface is smooth and 367
good to estimate the measurement repeatability in the study and to understand the effect 368
of ambient light in a FVM measurement. 369
Measurements were carried out at 5× and 10× magnifications, both with the ambient 370
light switched on or off. Numbers of 20 repetitions were carried out with around ~1 371
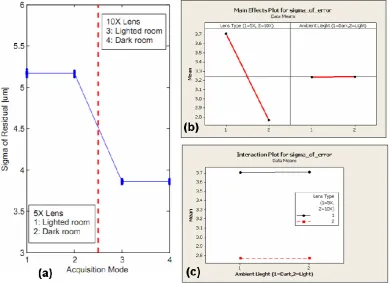
million points in each measurement repetition. Figure 6a plots the sigma of the residuals 372
obtained by measuring with different lens types and ambient illuminations. In this 373
figure, there are two sections. The left section presents results obtained using the 5× 374
lens in an illuminated or dark room, while the right section presents the result obtained 375
using the 10× lens. The main effect and interaction plot between the objective lenses 376
and ambient light are shown in figure 6b and 6c, respectively. 377
From the obtained results, it seems that no influence of the ambient light is present. 378
The different magnification is significant instead. The σ of the residuals at 10× reduces 379
to 2.8 µm from the 3.7 µm obtained at 5×. The interaction between magnifications and 380
ambient light is found to be not statistically significant. The range of σ for the lighted 381
and dark room is around 0.01 µm. Meanwhile for difference lenses (magnification 382
11 384
Figure 6: (a) Plot of sigma of residual obtained by different lenses and ambient 385
light, (b) Main effect and (c) Interaction plot between the two factors. 386
387
3.2.2 Influence of different types of illumination 388
389
In this study, two materials were used, aluminum (specular) and random-structured 390
polymer (lambertian) [18]. A 5× magnification was used. For each sample, 20 391
measurements were carried out (~1 million points each). The FVM instrument is 392
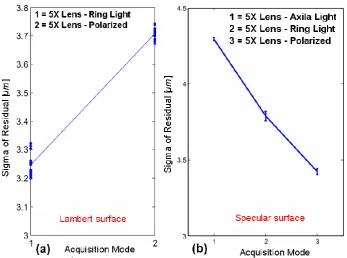
equipped with three illuminators: axial-light, ring-light and polarized-light. From the 393
analysis, different illuminations significantly affect σ. 394
From figure 7, for the aluminum surface (specular) the difference of σ from ring-light 395
to polarized light reduces by about 0.6 µm, while for the polymer one, it increases by 396
about 0.45 µm. Furthermore, the σ has inverse behavior when moving from specular to 397
lambertian surface. Note that the plot of σ for the lambertian surface is only for ring 398
light and polarized light since the surface cannot be captured with the axial light. The 399
range of σ the different types of illumination with lambert surface is around 0.5 µm and 400
with specular surface is around 1 µm. 401
[image:11.595.100.491.80.363.2]12 403
Figure 7: Effect of different illuminations for (a) Lambert surface and (b) Specular 404
surface. 405
406
3.2.3 Influence of part orientations (surface slopes) 407
408
The three flat samples made respectively of aluminum, stainless steel, and titanium 409
with the addition of coated steel (lambertian) and steel (specular) were used. The 410
measurements were carried out for four different positions and steepness/slope 411
orientations (00, 50, 100, 150). There are four position types which are combinations of 412
two types of sample placement directions (along x-axis/horizontal or along y-413
axis/vertical) and two types of rotation directions (clockwise or anti-clockwise). Five 414
measurement repetitions were carried out using the 5× objective lens, so in total 80 415
measurements were carried out for each material. 416
From the analysis, it is found that these factors significantly affect the σ. The range 417
of σ for different types of measurement for aluminum, stainless steel and titanium varies 418
around 2.5 µm, 2 µm and 1 µm, respectively. Figure 8 shows the plot of σ for each 419
experiment as well as the measurement process (position and tilt/orientation direction). 420
Figure 8 shows the plot of σ for different positions and different degrees of steepness 421
(orientation). Note that for steel there are no data when the steepness is higher than 50 422
due to the specular reflectivity of the steel material, which causes the measurement to 423
fail. The range of σ for the part orientation is around 3 µm considering the highest range 424
value observed is for aluminum-ring light (figure 8 right: blue line). 425
13 428
Figure 8: Results of σ for part orientation experiments. 429
430
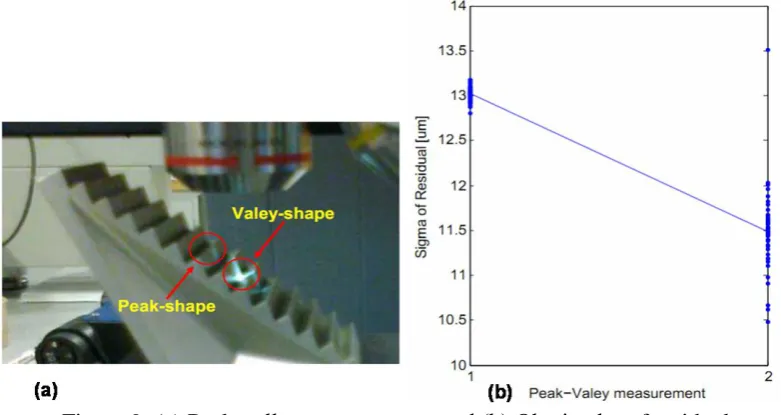
3.2.4 Influence of peak-valley shape measurements 431
432
A machined part having peak and valley features (saw-tooth), made of glazed 433
aluminum with grey color (lambertian), has been used. The edge of the machined part 434
(either peak or valley) was measured 50 times. Each measurement generated about 435
45000 points. The σ in this case is the standard deviation of the distance of a point to a 436
fitted 3D line representing an edge feature. The results show a statistically significant 437
difference of σ between the two different shapes. The σ of peak measurement is lower 438
by about 1.5 µm with respect to the valley one. The peak-valley measurement and the 439
obtained σ are shown in figure 9. The range of σ for the peak-valley shape contributor 440
is around 2.2 µm (by neglecting some outliers points in figure 9). 441
442
[image:13.595.98.489.543.750.2]14 3.2.5 Stitching/no-stitching measurements
444 445
Two types of sphere measurement were carried out: a single image (no-stitching) and 446
four multiple images measurements. The measured part is an ISO 3290-1 steel sphere 447
[19]. Numbers of 50 measurement repetitions were carried out generating ~750000 448
points per scan for a single image measurements and ~ 3250000 points for multiple 449
ones. Table 4 provides details of the results of a point repeatability. The point is derived 450
from the center of a fitted sphere to the obtained points. 451
The results show that the σ, in x-, y- and z-direction, of measurements by stitching are 452
two times lower than the one without stitching. Hence, by stitching procedure, there is 453
an averaging effect to the calculated position of the obtained points which suppresses 454
part of the random error. Form errors in table 4 are the minimum distance between two 455
concentric spheres covering all the obtained points. The range of σ for the stitching of 456
multiple image measurements is around 0.9 µm. 457
458
Table 4: Repeatability of a single point. 459
Measurement type
Form Error /µm
Mean Sigma (σ)
Single image 13.27 2.39
Multiple
images 13.5 1.45
460
3.2.6 Influence of measurement parameters 461
462
There are four main parameters of an FVM measurement: exposure time, contrast, 463
vertical and lateral resolutions. These factors can be controlled by the user before the 464
measurement is carried out. A flat sample made of titanium was used for the study. 465
There are four considered levels for lateral and vertical resolution factors and three 466
levels for exposure time and contrast factors. The range of the lateral and vertical 467
resolutions is based on the resolution limit of a 5× objective lens used for the 468
experiments. Conversely, the selected range for exposure time and contrast were based 469
on the range in which a good scan of the surface can be obtained. Table 5 and Table 6 470
present details of the lateral-vertical study and brightness-exposure time study, 471
respectively. 472
From the analysis of experiment for the lateral and vertical resolution factors, it is 473
found that only the lateral resolution is significant. As it can be seen in figure 10, the 474
lower the lateral resolution is, the smaller the σ is. Decimation of points for bigger 475
lateral resolution could be the reason for the reduction of noise since there is an 476
averaging effect in data processing algorithms. There is no interaction effect between 477
lateral and vertical resolutions as it can be observed in figure 11. 478
These results can be applied in practice for geometric measurement, in particular form 479
measurement. As stated by Evans [11] optical instruments have considerably larger 480
noise compared to contact ones. As form measurement is very sensitive to noise a larger 481
lateral resolution is preferable to suppress measurement noise. The range of σ for the 482
lateral and vertical resolution are around 3 µm and 0.01 µm. 483
[image:14.595.194.403.287.384.2]15
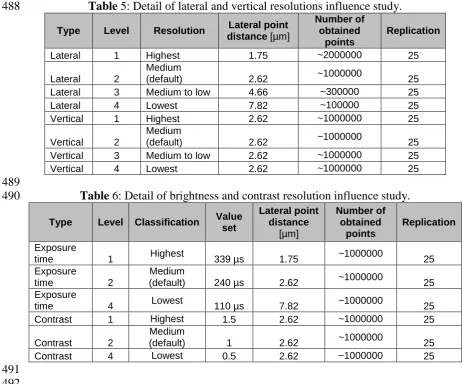
Table 5: Detail of lateral and vertical resolutions influence study. 488
Type Level Resolution Lateral point distance [µm]
Number of obtained
points
Replication
Lateral 1 Highest 1.75 ~2000000 25
Lateral 2
Medium
(default) 2.62 ~1000000 25
Lateral 3 Medium to low 4.66 ~300000 25
Lateral 4 Lowest 7.82 ~100000 25
Vertical 1 Highest 2.62 ~1000000 25
Vertical 2
Medium
(default) 2.62 ~1000000 25
Vertical 3 Medium to low 2.62 ~1000000 25
Vertical 4 Lowest 2.62 ~1000000 25
489
Table 6: Detail of brightness and contrast resolution influence study. 490
Type Level Classification Value set
Lateral point distance
[µm]
Number of obtained
points
Replication
Exposure
time 1 Highest 339 µs 1.75 ~1000000 25
Exposure
time 2
Medium
(default) 240 µs 2.62 ~1000000 25
Exposure
time 4 Lowest 110 µs 7.82 ~1000000 25
Contrast 1 Highest 1.5 2.62 ~1000000 25
Contrast 2
Medium
(default) 1 2.62 ~1000000 25
Contrast 4 Lowest 0.5 2.62 ~1000000 25
[image:15.595.52.516.73.457.2]16 493
Figure 10: Effect of lateral and vertical resolutions. 494
495
496
Figure 11: Interaction plot between lateral and vertical resolutions. 497
498
Exposure time (brightness) and contrast effects were then considered. From this 499
analysis, it is shown that exposure time and contrast are significantly affecting the 500
sigma of residual σ. Figure 12 shows that σ decreases when both exposure time and 501
[image:16.595.111.484.412.657.2]17 found significant (figure 13). The range of σ for the contrast and exposure time settings 503
are 0.2 µm and 0.3 µm, respectively. 504
505
[image:17.595.200.385.116.410.2]506
Figure 12: Effect of different levels of exposure time and contrast. 507
508
509
Figure 13: Interaction plot between the exposure time and contrast. 510
511
3.2.7 Long measurement (drift) behaviors 512
513
The variation of σ due to long measurement, both with and without stitching, has been 514
[image:17.595.118.479.440.678.2]18 components drift can be a relevant uncertainty source.The titanium flat sample has been 516
used for measurements without stitching. 517
Measurements without stitching do not involve stage movements. Instead, for 518
measurements with stitching from four images, an ISO 3290-1 steel sphere was used. 519
The purpose of this type of measurements is to observe the behavior of the instrument 520
in continuous measurement involving stage movements. Both types of measurements 521
were carried out continuously without operator interventions. Thanks to a scripting 522
ability of the instrument, this continuous measurement can be automatically run by the 523
FVM instrument. The measurement used a 5× magnification lens with default lateral 524
and vertical resolutions. 525
For non-stitching measurements, a total of 30 runs (~1 million points obtained for 526
each measurement run) were carried out with a time span of around five hours. Sigma 527
of residual σ and flatness are calculated for each measurement. Range of σ for this 528
period of time is 0.0067 µm. Results of flatness measurements show a decreasing trend 529
up to the 10th measurement sequence. The flatness interval (95%) for the first 100 530
minutes of measurement is 1.25 µm. After this 100 minutes period, the interval becomes 531
0.62 µm. 532
To represent a systematic error, measurements of distances from i-th plane to a 533
reference plane (plane fitted from the first measurement) were conducted as can be seen 534
from figure 14. In this figure, the systematic error representation is defined as the 535
distance from the center point of the fitted plane of measurement i to the reference plane 536
(plane fitted from the points of the first measurement). They show that the variation 537
range (95%) of the distance during the first 19 measurements (the first 190 min.) is 0.16 538
µm, while after this period, it increases to 2.72 µm. Note that the value is shifted one 539
position to the left, since the 1st measurement is not included. Starting from the 20th 540
measurement, juggling phenomena of the measured distance to the reference plane of 541
the flatness can be observed. These results are presented in figure 15. 542
543
[image:18.595.189.412.458.698.2]544
Figure 14: Illustration of distance to reference plane. 545
19 547
Figure 15: Long continuous measurement behaviors by plane measurements (without 548
stitching). 549
550
Measurements of a sphere with stitching were carried out for 45 runs (~3 millions of 551
points for each measurement run) which correspond to a six hour period. Parameters 552
calculated from the measurement include sigma of the residuals σ, the distance of two 553
consecutive centers and the sphere form error. The sigma of the residuals is used to 554
represent a random error. For a systematic error representation, distances between two 555
consecutive centers are calculated. A stable variation was observed during the first 40 556
measurements (the first 320 minutes). A shifting is observed for σ after 320 minutes is 557
around 3 µm and for form error is about 40 µm, while the shift between the center 558
distances is about 25 µm. Figure 16 presents the plot of the measurement drift behavior 559
for this type of measurement. The range of σ for the drift is around 2 µm. 560
20 563
Figure 16: Long continuous measurement behavior by sphere measurements (with 564
stitching). 565
566
3.3 Summary of the contributions 567
568
Finally, to summarize all the results from the uncertainty characterisation study, table 569
7 shows the range of the variation of σ for all the considered factors (worst-case 570
scenarios). These values, that are considered relevant in each measurement task, are the 571
𝑠𝑖 values included in the sill 𝑠𝑠𝑖𝑚 parameter used in the simulation model (equation 5).
572 573
Table 7: Summary of the influence of the factors. 574
Factor Effect σ [µm]
Peak-Valley shape Significant 2.2
Illumination type with lambert surface Significant 0.5 Illumination type with specular surface Significant 1
Lateral Resolution Significant 3
Vertical Resolution Not Significant 0.01
Exposure time Significant 0.3
Contrast Significant 0.2
Stitching Significant 0.9
Magnification Significant 1.3
Part orientation Significant 3
Drift Significant 2
Ambient light Not Significant 0.01
4. Validation
575
The ISO/TS 15530-4 standard [10] is the basis for the application and validation to 576
guarantee the traceability of a simulation-based uncertainty estimation in coordinate 577
metrology. As there are several deeply different coordinate measuring systems, the 578
ISO/TS 15530-4 standard cannot define a general methodology for simulating the 579
measurement and stating the uncertainty based on the simulation results. Instead, the 580
ISO/TS 15530-4 standard defines the general requirements for the simulation, and the 581
[image:20.595.140.454.467.632.2]21 The validation according to the ISO/TS 15530-4 standard includes both the 583
mathematical model and the model parameters. The ISO/TS 15530-4 states that: 584
585
“Performing a number of measurements on calibrated objects, the coverage of the 586
uncertainty ranges is checked. The plausibility criterion should be satisfied for an 587
appropriate percentage of the time (95% for k = 2); this criterion is that a statement of 588
uncertainty is plausible if: |𝑦 − 𝑦𝑐𝑎𝑙|/√𝑈𝑐𝑎𝑙2 + 𝑈2 ≤ 1”. 589
590
In this method, one should then calculate a En value for each measurement run. En is 591
formulated as: 592
593
2 2
cal
n cal
E |yy | / U U (9) 594
595
where y is a measurement result, ycal is the calibrated value of y, Ucal is the expanded
596
calibration uncertainty, and U is the expanded uncertainty obtained by simulation. If 597
the expansion factor k is equal to 2, a good agreement can be concluded if 598
approximately 95% of total measurements runs are characterized by En< 1. 599
Several case studies of geometric measurements are considered to validate the 600
proposed simulation method; they include form (flatness measurements) and size 601
measurements (diameter and height measurements). More complicated case studies can 602
be found in [17]. It is worth to note that although the components are not a micro-sized 603
component, the portion of features of the measured component and tolerances are at 604
micro-scale [1, 2]. In the case study, the variogram model, used for uncertainty 605
estimations by the proposed simulation, are selected based on the type of the material 606
of the cased study considered. 607
608
4.1 Flatness measurement 609
610
The three calibrated samples originally adopted for the definition of the variogram 611
models were considered (see §3.1). The simulation is applied to points obtained from a 612
real measurement. Therefore, feature form deviation of the part is already included [20]. 613
Figure 17 qualitatively shows that a variogram based simulation yields better results 614
compared to a simulation of uncorrelated points. The red line shows the simulation 615
result if the variogram model is applied: it is clear that it is close to the original data. 616
Instead, if the noise is simulated as pure white noise with a standard deviation equal to 617
the sill s of the variogram, the simulation result is far from the original data (green 618
points). 619
Numbers of 100 flatness measurement runs were carried out by changing the part 620
orientation (approximately perpendicular to the optical axis, 5° tilted clockwise and
621
anticlockwise) to represent an orientation error when placing the part. The measurement 622
parameters used followed those shown in Table 1 for each material type and orientation. 623
To evaluate the uncertainty, 500 simulation runs were carried out. The sill s parameter 624
of the simulation was modified according to Eq. (5) to consider the influence of the 625
various uncertainty factors in the real measurement situation of the flatness 626
measurement. Figure 18a shows results of the flatness measurements. It is worth noting 627
that the flatness is based on a min-max fitting. This kind of fitting in general generates 628
a non-Gaussian distribution of the measurement results. 629
22 The flatness samples were calibrated on a traceable tactile-CMM with E0;MPE = 2 +
631
L/300 µm where L is the measured length in mm (the CMM is periodically performance 632
verified). The calibrations follows a multiple-measurements strategy that vary the 633
position and orientation of the samples during the calibration process to take into 634
account the volumetric error of the traceable tactile-CMM. Calibration results of the 635
flat samples are y = 25.1 µm and cal Ucal = 1.6 µm for Al, y = 4.8 µm and cal Ucal = 0.2
636
µm for SS, and y = 4.1 µm and cal Ucal = 0.4 µm for Ti.
637
The estimated U for Al, SS, and Ti are 14.0 µm, 7.7 µm, and 10.1 µm, respectively. 638
From calculation of each Envalue, the fraction of Envalues for which En < 1 for Al, SS, 639
and Ti are 97%, 96%, and 98% respectively (Figure 18b), so the simulator can be 640
considered validated in this case. From figure 18, some portions of En are larger than 641
one. Having some portion of En > 1 suggest that the estimated uncertainty by the 642
proposed simulation is not overestimating the expected uncertainty. Similar explanation 643
for the En values are valid for all other presented case studies in this paper. 644
645 646
[image:22.595.114.492.309.603.2]647
Figure 17: Plot of original points (blue) superimposed with the simulated points 648
without considering (green) and with considering (red) the correlation among points 649
for aluminum (Al), stainless steel (SS), and titanium (Ti). 650
23 652
Figure 18: Plot of (a) histogram of the flatness value and (b) Envalues for the flatness 653
measurement of Al, SS, and Ti. 654
655
4.2. Commercial micro-wire measurements 656
The measurement of a diameter (a dimensional characteristic) is presented in this 657
case. An industrial micro steel wire with diameter of 310±2 µm was measured (Figure 658
19). The wire is used as a plug-gage to measure the nozzle diameter of a water jet 659
machine. Since the part is a commercial plug-gage, ycaland Ucalare based on the part’s
660
nominal specifications. The ycal is considered to be equal to 310 µm. The Ucal of the
661
plug-gage diameter is estimated as a type B uncertainty and is assumed to have a 662
rectangular distribution. Hence, Ucal is equal to 2.31 µm.
663
Before running the simulation, the procedure, explained in Section 2, to determine 664
the variogram model was carried out for steel since the variogram model of the steel 665
material used in this case study has not yet been determined. The selected variogram 666
model is a Gaussian one with s, n, and r parameters equal to 34.4 µm, 0 µm, and 14.8 667
µmm respectively. The estimated U is 5.6 µm obtained from 500 simulation runs 𝑦. A 668
total of 85 measurement runs 𝑦 were carried out with the following measurement 669
parameters: 193.2 ms (exposure time), 0.44 (contrast), 0.6 µm (vertical res.) and 3.9 670
µm (lateral res.) by using 10× objective lens. From the En calculation, a total of 98 % 671
values have En < 1, thus ensuring validation. The histogram of the measurement results 672
𝑦 and the En calculation for each measurement are shown in figure 20. In figure 20 673
right, around 2 % of En values are more than one. 674
24 676
Figure 19: The micro-wire. 677
678
Figure 20: (a) Histogram of the diameter measurement results and (b) En values for 679
the diameter measurement validation. 680
681
4.3. Step-height measurements of a slot-milled steel component 682
683
A measurement of the step-height of a slot-milled part is presented in this study. The 684
part was made of a steel material by using a precision micro-milling machine. The part, 685
the slot height definition and an example of the measured surface are shown in figure 686
21. Measurement parameters for the slot step-height measurement are exposure time = 687
88.32 µs, contrast = 0.2, lateral resolution = 7.83 µm and vertical resolution = 0.4 µm 688
by using a 5× objective lens. 689
The results of a calibration process using a traceable tactile-CMM are y = 698.7 cal 690
µm and expanded uncertainty Ucal = 0.25 µm. Total of 100 measurements runs 𝑦 was
691
carried out. From around 500 simulations runs to estimate the uncertainty of the slot 692
measurement, an expanded estimated uncertainty U is obtained as 0.45 µm. From a 693
total of 100 measurement runs 𝑦, 93% (almost 95%) of En values are less than 1, hence 694
25 histogram of the measurement results and the En value calculation for each 696
measurement. 697
698
[image:25.595.97.502.116.252.2]699
Figure 21: The measured slot and its obtained surface. 700
701
702
Figure 22: (a) Histogram of the height measurement results and (b) En values for the 703
slot step-height measurement validation. 704
5. Conclusions
705
This paper presents a proposal of a simulation-based approach to estimate the task-706
specific measurement uncertainty of a 3DM performing geometric inspections. A case 707
study regarding FVM is proposed. The case study is validated according to the ISO/TS 708
15530-4 standard. The method considers the correlation among points obtained by the 709
optical instrument since correlation naturally occurs among points measured 710
sequentially or continuously. Variogram models are determined for each material to 711
represent the property of correlations among points. In general, the correct type of 712
variogram (Gaussian, exponential, spherical, etc.) is defined based on the gathered 713
[image:25.595.114.492.284.582.2]26 we developed and validated in a case study. The proposed approach can be applied to 715
other type of 3DM instruments and can be implemented and integrated into instruments 716
software system as a module. 717
Extensive uncertainty characterization has been carried out to identify and quantify 718
the uncertainty sources and incorporate them into the simulation parameters. The 719
validation is carried out with industrial case studies and the results show that the 720
simulated uncertainties have a good agreement with the real measurement. 721
The proposed simulation approached can be summarised as follows: 722
1. Define the variogram model and quantify the s, n and r parameters for each 723
material type. This step is carried out once for every different material. 724
2. Experimentally evaluate the additional uncertainty sources not considered in the 725
variogram, but influencing the measurement result. The uncertainty sources 726
quantification is carried out once for each type of instrument. 727
3. Measure the part to inspect, and compute the measured value 𝑦. 728
4. Having modified the value of s considering the additional sources of uncertainty, 729
apply the variogram model to generate an adequate number of simulation runs 730
and the related perturbed clouds of points, compute the simulated measured values 731
and, based on these values, estimate the expanded uncertainty U. 732
5. State the measurement result 𝑦 ± 𝑈. 733
Further works include building a database of optimal variograms for various types of 734
materials and applying the proposed method to estimate task-specific uncertainty for 735
surface texture measurements. 736
737
Acknowledgements
738 739
Financial support to this work has been provided as part of the project REMS - Rete 740
Lombarda di Eccellenza per la Meccanica Strumentale e Laboratorio Esteso, funded by 741
Lombardy Region (Italy), CUP: D81J10000220005 and AMala – Advanced 742
Manufacturing Laboratory, funded by Politecnico di Milano (Italy), CUP: 743
D46D13000540005. 744
Acknowledgment is due to the Recruitment Program of High-end Foreign Experts of 745
the Chinese State Administration of Foreign Experts Affairs. 746
747
References
748
[1] L. Alting, F. Kimura, H. Hansen, G. Bissacco, Micro engineering, CIRP Annals 749
- Manufacturing Technology 52 (2) (2003) 635–657. doi:10.1016/S0007-750
8506(07)60208-X. 751
[2] H. Hansen, K. Carneiro, H. Haitjema, L. De Chiffre, Dimensional micro and 752
nano metrology, CIRP Annals - Manufacturing Technology 55 (2) (2006) 721–743. 753
doi:10.1016/j.cirp.2006.10.005. 754
[3] ISO/IEC, ISO/IEC GUIDE 99:2007(E/F): International vocabulary of 755
metrology - basic and general concepts and associated terms (VIM) (2007). 756
[4] G. Moroni, S. Petrò, W. Syam, Four-axis micro measuring systems 757
performance verification, CIRP Annals - Manufacturing Technology 63 (1) (2014) 758
485–488. doi:10.1016/j.cirp.2014.03.033. 759
[5] G. Moroni, W. Syam, S. Petrò, Performance verification of a 4-axis focus 760
variation co-ordinate measuring system, IEEE Transactions on Instrumentation and 761
Measurement 66 (1) (2017) 113–121. doi:10.1109/TIM.2016.2614753. 762
[6] ISO/IEC, ISO/IEC GUIDE 98-3: Uncertainty of measurement - Part 3: Guide 763
27 [7] R. Wilhelm, R. Hocken, H. Schwenke, Task specific uncertainty in coordinate 765
measurement, CIRP Annals - Manufacturing Technology 50 (2) (2001) 553–563. 766
doi:10.1016/S0007-8506(07)62995-3. 767
[8] G. Moroni, S. Petrò, Optimal inspection strategy planning for geometric 768
tolerance verification, Precision Engineering 38 (1) (2014) 71–81. 769
doi:10.1016/j.precisioneng.2013.07.006. 770
[9] International Organization for Standardization, ISO 15530-3: Geometrical 771
Product Specifications (GPS) – Coordinate measuring machines (CMM): Technique 772
for determining the uncertainty of measurement – Part 3: Use of calibrated workpieces 773
or standards (2011). 774
[10] International Organization for Standardization, ISO/TS 15530-4: Geometrical 775
Product Specifications (GPS) - Coordinate measuring machines (CMM): Technique for 776
determining the uncertainty of measurement - Part 4: Evaluating task-specific 777
measurement uncertainty using simulation - First Edition (Jun. 2008). 778
[11] C. Evans, Uncertainty evaluation for measurements of peak-to-valley surface 779
form errors, CIRP Annals - Manufacturing Technology 57 (1) (2008) 509–512. 780
doi:10.1016/j.cirp.2008.03.084. 781
[12] J.-P. Kruth, N. Van Gestel, P. Bleys, F. Welkenhuyzen, Uncertainty 782
determination for cmms by monte carlo simulation integrating feature form deviations, 783
CIRP Annals - Manufacturing Technology 58 (1) (2009) 463–466. 784
doi:10.1016/j.cirp.2009.03.028. 785
[13] C. Cheung, M. Ren, L. Kong, D. Whitehouse, Modelling and analysis of 786
uncertainty in the form characterization of ultra-precision freeform surfaces on 787
coordinate measuring machines, CIRP Annals - Manufacturing Technology 63 (1) 788
(2014) 481–484. doi:10.1016/j.cirp.2014.03.032. 789
[14] E. Trapet, F. Waeldele, The virtual CMM concept, in: P. Ciarlini, M. Cox, 790
F. Pavese, D. Richter (Eds.), Advanced Mathematical Tools, II, World Conference 791
Scientific, Singapore, 1996, pp. 238–247. 792
[15] R. Leach (Ed.), Optical Measurement of Surface Topography, Springer-Verlag, 793
Berlin, Germany, 2011. doi:10.1007/978-3-642-12012-1. 794
[16] N. A. C. Cressie, Statistics for Spatial Data, 1st Edition, Wiley-Interscience, 795
New York, 1993. 796
[17] W. P. Syam, www.politesi.polimi.it/handle/10589/100382Uncertainty 797
evaluation and performance verification of a 3d geometric focus variation 798
measurement, Ph.D. thesis, Politecnico di Milano, Milan, Italy (2015). 799
www.politesi.polimi.it/handle/10589/100382 800
[18] D. A. Forsyth, J. Ponce,
801
https://books.google.it/books?id=gM63QQAACAAJComputer Vision: A Modern 802
Approach, Always learning, Pearson, 2012. https://books.google.it/-803
books?id=gM63QQAACAAJ 804
[19] International Organization for Standardization, ISO 3290-1: Rolling bearings – 805
Balls – Part 1: Steel balls (2014). 806
[20] J. M. Baldwin, K. D. Summerhays, D. A. Campbell, R. P. Henke, Application 807
of simulation software to coordinate measurement uncertainty evaluations, NCSLI 808
Measure 2 (4) (2007) 40–52. doi:10.1080/19315775.2007.11721398. 809
![Figure 4: Diagram of the uncertainty contributors in FVM measurements [17]. Environment](https://thumb-us.123doks.com/thumbv2/123dok_us/8559948.365326/9.595.150.466.172.345/figure-diagram-uncertainty-contributors-fvm-measurements-environment.webp)