IJOPM
21,4
516
International Journal of Operations & Production Management, Vol. 21 No. 4, 2001, pp. 516-524.
#MCB University Press, 0144-3577
Internet based supply chain
management
A classification of approaches to
manufacturing planning and control
Dennis Kehoe and Nick Boughton
University of Liverpool, Liverpool, UK
Keywords Internet, Manufacturing, Supply chain, Planning
Abstract Today the Internet provides a real opportunity for demand data and supply capacity data to be visible to all companies within a manufacturing supply chain. Consequently there is a need for manufacturing organisations to explore alternative mechanisms for the management of their operations network, in particular the role of manufacturing planning and control systems. This paper describes current research which examines the classification of manufacturing supply chains and positions Internet-based applications in order to identify the operations management challenges for the next generation of manufacturing planning and control systems.
Introduction
Improvements in the performance of manufacturing supply chains in terms of reduced inventory, faster customer response and greater flexibility are restricted by the traditional sequential nature of their operations and an overall inability to exploit the concepts of ``concurrency''. This issue is especially relevant to today's organisations where competition is judged more in terms of supply-chain performance than individual company performance (Bhattacharya et al., 1995). There is an increasing need for manufacturing organisations to explore alternative mechanisms to the management of their operations network. It is well established that planning and control systems have significant implications for the successful operations of any manufacturing organisation both internally and across the supply chain. However, the role of such systems needs to be re-evaluated in the light of developments in communication and information technologies and in particular the emergence of Internet-based electronic commerce.
The key to enhanced supply-chain operations is not solely efficient information transfer but timely information availability. In fact the use of information systems to ensure visibility (transparency) of item demand, location and status to all parts of the logistics network was identified over a decade ago as an important attribute of late 1990s manufacturing (DTI, 1989). Today the Internet, and more specifically extranet implementations, provides the opportunity for demand data and supply capacity data to be visible to all companies within a manufacturing supply chain and, as such, companies are in a position to anticipate demand fluctuations and respond accordingly. This is in contrast to the more entrenched, reactive approach, which characterises the order-driven-lot-sizing philosophy of traditional manufacturing planning and control.
The potential for Internet-based technologies to enhance the operations of the supply chain is well-documented (Financial Times, 1998; Deloitte and Touche,
The current issue and full text archive of this journal is available at
Internet based
supply chain
managements
517
1998), and there are many prominent successful applications which perhaps imply that approaches are available for all forms of supply chains. For many companies, however, the understanding and subsequent use of this technology is far from established. An important opportunity exists, therefore, for the international manufacturing research community together with key industrial supply chains to investigate and to understand the implications of the Internet within supply-chain operations, and to develop the alternative methods and strategies necessary to support this new manufacturing opportunity.
Planning and control system classification
Recently the UK research council undertook a review of the research and training support provided by the Design and Integrated Production programme for the period 1992 to 1997 (EPSRC, 1997). With reference to ``operations and production planning'' it was commented that most of the research focused upon methodologies for more effective implementation of existing production planning and control systems or upon improved scheduling or modelling algorithms as illustrated in Table I.
For whatever reasons, little of this research has examined alternative manufacturing planning and control paradigms and the current industrial progression from MRPII (manufacturing resources planning) to ERP (enterprise-wide resource planning) through products such as SAP, Baan and Oracle has dominated the research mindset. As a result the research base in the UK has been somewhat retrospective and provided limited vision in terms of the next generation of systems. Though the quality of the research has not been questioned, there does need to be an activity determining the structural and operational characteristics of the manufacturing planning and control systems which are likely to be part of the ``factories of the future''.
The significance of the supply chain and effective supply-chain management has grown over recent years and the role of planning and control systems is pivotal in this context. Not only do planning and control systems co-ordinate the operations of any one company but there are also associated knock-on effects across the complete supply chain. It is important, therefore, to develop collaborative work between these areas if a more holistic understanding is to be obtained. Not only is there opportunity to investigate these important relationships but, using the developing Internet-based technologies, radically different designs or approaches can be explored and a mindset more akin to supply-chain resource planning (SRP) can emerge. In order to provide an understanding of the role and scope of SRP we need to provide a number of key supply-chain perspectives including:
Table I.
EPSRC operation and production planning research, 1992-1997
Generic area Projects (no.) Projects (%)
Implementation and audit methodologies 10 28 Scheduling algorithms and modelling systems
specification 14 39
IJOPM
21,4
518
. a business viewpoint (i.e. a classification of the strategic business
orientation);
. aphysicalviewpoint (i.e. the supply-chain configuration);
. alogicalviewpoint (i.e. the underlying inventory management logic); . asystemsviewpoint (i.e. the planning and control system classification).
Methods for the classification of strategic business units are well established and include the perspective based upon the contingent variables of complexity and uncertainty proposed by Puttick (1994). Similarly the classification of planning and control systems is also well established and again can be viewed in terms of the degree of system integration and the extent to which the system is procedural in operation, as proposed by Ginzberg (1980). Figure 1 compares these two classifications.
The classification and understanding of the logical viewpoint (i.e. the inventory management logic) and the physical viewpoint (i.e. supply-chain configuration) represent significant research challenges in order to provide the new concepts necessary to support e-business.
The logical viewpoint ± inventory management classification
Existing classifications of inventory management systems have identified four generic approaches: statistical inventory control (SIC), base stock control (BSC), material requirements planning (MRP), and line requirements planning (LRP) (Verwijmerenet al.,1996). By considering such approaches in terms of inventory focus (i.e. local or integral) and time focus (i.e. instantaneous or time-phased) an appropriateness map emerges; see Figure 2.
From this classification it is clear that SRP must develop from the BSC/LRP approaches rather than the traditional MRP to ERP evolution which is currently dominating the manufacturing agenda. The concepts associated with SIC and MRP are well understood in terms of the management of inventory at the discrete
Figure 1.
Business unit classification versus planning and control system classification
Internet based
supply chain
managements
519
enterprise level. The more integrated (supply chain) approaches associated with BSC and LRP are described by Verwijmerenet al.(1996) as follows:
. BSC systems operate by each of the stock points in the supply chain
working on the basis of the actual customer demand rather than against demand generated by the next point in the supply chain. Instead of managing the local inventory level BSC systems manage the integral inventory level of a stock point.
. LRP systems also make use of integral inventory but use time-phased
inventory levels as is the case with MRP systems. As opposed to MRP, LRP explodes not only information on expected requirements, but also information on inventory levels in downstream and upstream stock points.
SRP is used here as a collective description for integral inventory management systems in which the demand and inventory data requirements across the supply chain is met by the emerging Internet technologies.
The rapid development in the industrial application of Internet technologies, which has seen the transition from e-mail to e-commerce to e-business, requires a new approach to inventory decision systems in which all partners in the supply-chain will dynamically view and manage both demand and capacity data. The potential for this integrated supply chain is enormous as the opportunity exists for the simultaneous improvement in customer service level and the reduction in overall inventory levels (and thereby costs). To compete against what are essentially supply-webs, rather than supply-chains, using conventional planning and control approaches will be extremely difficult if not impossible. Furthermore by utilising the Internet as the enabling technology removes the systems obstacle which has persisted throughout the 1990s as customer/supplier partnerships have been reluctant or unable to move to a common systems infrastructure due to the problems of legacy systems and the upgrading costs involved.
Figure 2.
Classification of inventory management systems (after Verwijmerenet al., 1996
IJOPM
21,4
520
The supply-web approach, however, represents a very different development to the current trend to enhance the scope of enterprise-based MRP by moving to an ERP. In reality, the key business advantages are derived from Web-based SRP and much of the research to date indicates that ``total cycle time compression'' (see for example Mason-Jones and Towill, 1998) and total inventory costs reduction only occur when the entire supply chain is optimised rather than individual enterprises.
The physical viewpoint ± supply chain system classification
In order to realise fully the benefits of the SRP approach to planning and control described above we need to successfully align the supply-chain requirements with the planning and control system classification. From Figure 1 above it would appear that a BSC or LRP planning and control approach would be most appropriate to support SRP but this is contingent on the characteristics of the particular supply-web. A number of classification methods have been proposed in order to characterise supply chains including the approaches shown in Figure 3 which use the contingent variables of complexity and uncertainty to depict traditional customer supplier relationships (after Harland, 1997) and the emerging classification of the development of e-business customer-supplier relationships (Financial Times, 1998) in terms of scope and application.
The various classifications depicted in Figures 1 and 3 illustrate the research need for a more coherent and integrated framework which combines these various viewpoints and defines their usefulness to real-world manufacturing organisations and supply chains. To illustrate this point we can consider two key industrial sectors which represent leading practice in the management of supply chains namely automotive manufacturing and food manufacturing. The automotive industry is characterised by supplier networks, the need for lean supply philosophies and a requirement for supplier reliability in terms of component quality and delivery. The product has a relatively complex bill of material and recent developments within the industry have seen a move to
Figure 3.
Supply-chain classifications
Internet based
supply chain
managements
521
supplier sub-assemblies being provided to the final assembly plants. Power within the industry lies very much with the brand owners (namely the assembly plants) rather than with the dealerships or the first or second tier suppliers. In terms of the above classification the automotive industry supply chain would be considered as a network with both high complexity and relatively high uncertainty in terms of variation in product level demand.
By mapping the nature of the supply-chain classification onto the inventory planning and control requirements suggests that an LRP approach would provide the most appropriate alignment of an e-business strategy within the automotive industry. This classification would indicate a dynamic re-order point approach but utilising the dependent demand characteristics inherent in the complex BOMs present within automotive assembly. Practical evidence of the validity of this alignment is demonstrated in the pioneering Internet development established in a collaboration between US automotive giants General Motors, Ford and Chrysler called the Automotive Network Exchange. This extended enterprise has succeeded in bringing together complex supply networks and has facilitated the management of parts inventories from an integral inventory perspective, very much in line with the LRP approach. Other examples of this class of approach include the first tier automotive supply development pioneered at TI Ltd in the UK in collaboration with we-supply (www.we-supply.co.uk) and the application of e-procurement to the sourcing of maintenance, repair and operational supplies as pioneered by MRO.com (www.MRO.com).
The food industry on the other hand is characterised by commodity-oriented business units, the need for food safety traceability and supplier responsiveness in terms of ingredient delivery. The products generally have simple bills of materials (which are not necessarily fixed due to seasonal material variability) and in recent years the dominant players have been the retailers who have been able to reduce the role of brand leaders. The food industry supply chains would be classified as dyadic according to the above contingent variables with a relatively low product and process complexity yet relatively high uncertainty in terms of product demand at the SKU (stock keeping unit) level.
Again by aligning the supply-chain classification of the food industry onto the inventory planning and control requirements a BSC approach is indicated in which each stock point in the supply chain works against actual customer demand data rather than against demand generated by replenishment orders from the next downstream stock point. The effect of the variability of customer demand (particularly in respect of product promotional activities) to the upstream manufacturing facilities is reduced which can simultaneously improve manufacturing costs and customer service levels. The appropriateness of this alignment between food supply-chain characteristics and inventory management requirements is again illustrated in a leading edge application of Internet based partnering, this time in the UK. Safeway, a leading food retailer, is currently making customer demand EPOS data available over the Internet to first tier suppliers in order to allow integral management of product inventories (Field, 1997). Each supplier is only allowed to view their own SKUs consistent with a dyadic relationship and is required to manage inventory at all the downstream
IJOPM
21,4
522
stocking points (including the stores). Other examples of this class of approach include applications in international food supply chains as illustrated by the Cargill Corporation (www.Cargill.com) and the implementation of Internet enabled advanced planning systems such as SCT (www.sct.com).
The DOMAIN viewpoint ± Internet based SRP
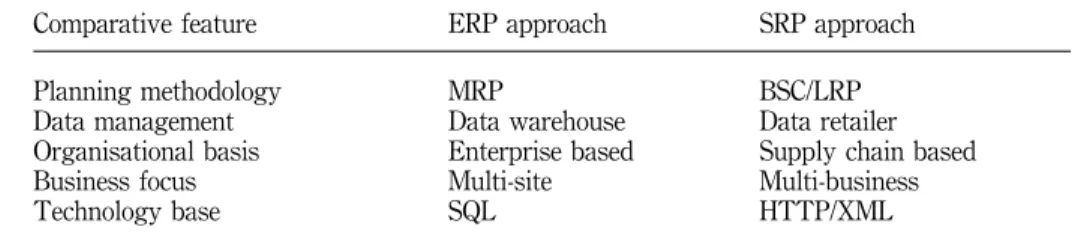
Overall it is the benefits from understanding both the nature of the supply chain and the inventory control requirements that provide the new insights into the development of an Internet facilitated SRP approach. The differences between the SRP approach and the traditional ERP approach are illustrated in Table II, but it is also important to understand from the above examples that SRP will require a contingent approach in which a number of distinct classes of application emerge.
In terms of the use of data across the supply chain, Table II is not intended to indicate that enterprise-based data depositories do not exist within the SRP approach but rather that the emphasis changes to making information available outside the boundaries of the corporate enterprise. Essentially agreed key data attributes become shared (i.e. visible) across organisational boundaries.
Having developed an operations management framework for the classification and selection of appropriate Internet-based planning and control applications, a number of important research issues remain:
. What are the search engine requirements for different Internet-based
planning and control strategies?
. How should the data interfaces to the existing (i.e. legacy) systems be
configured?
. How will the benefits from utilising a SRP approach be measured and
how will these benefits be distributed across the value chain?
One possible configuration of Internet-based SRP is being developed by the Operations Management Research Group, at the University of Liverpool, within the Engineering and Physical Sciences Research Council funded DOMAIN project (Dynamic Operations Management Across the InterNet), illustrated in Figure 4. This project has pioneered the concepts associated with Internet based interactive partnering (I-BIP) and aims to develop contingent, object-oriented prototype e-business demonstrators. The aims of the DOMAIN project (www. [email protected] and Kehoe and Boughton, 1998) are to model and evaluate e-business approaches to manufacturing supply-chain integration and in particular to attempt to quantify the benefits of e-business enabled
Table II.
Comparison between ERP and SRP
Comparative feature ERP approach SRP approach
Planning methodology MRP BSC/LRP
Data management Data warehouse Data retailer Organisational basis Enterprise based Supply chain based Business focus Multi-site Multi-business
Internet based
supply chain
managements
523
planning and control. The research methodology adopted by the DOMAIN group is to define both existing and new e-business models of the supply-chain operation using dynamic simulation tools (such as i-think) and then to depict their operation using Web prototyping tools (such as XML). Current DOMAIN applications include an e-procurement system for the sourcing of maintenance, repair and operational (MRO) supplies, the development of a system providing on-line accessibility of demand/inventory/capacity data across a supply chain within the food sector. Future applications include the development and evaluation of an on-line ``order book'' facility within an aerospace supply chain.
The importance of this research is compounded by both the rapid increase in on-line business and the enormous potential benefits in terms of improved customer service levels and reduced supply-chain costs. The effective planning and control of entire supply chains rather than individual enterprises has been identified as the key enabler to the realisation of total cycle time compression and a key component to the creation of the Efficient Customer Response (ECR) concept in the retailing sector (Lamming, 1996). Vendor-based applications of the SRP approach are emerging, initially in the form of advanced planning and scheduling systems. Illustrations of this approach include i2's RHYTHM supply-chain management solution (www.i2.com) which enables intelligent, e-business integration of sub-processes such as demand planning, supply planning and demand fulfilment. Similarly SCT's FYGIR system (www.sct.com) provides for optimisation of supply-chain operation through Internet enabled integration of business-to-business planning and control systems. The DOMAIN research agenda attempts to extend the concepts of SRP by developing new business models for Internet supply chains, including a formal presentation layer to support transparent demand/supply data, and to dynamically evaluate the resultant business benefits.
This challenge to the operations management community was depicted as long ago as 1996 by James H Clarke, the co-founder and president of Netscape, who said:
Figure 4.
DOMAIN: a model for supply chain manufacturing planning and control using Internet technologies (Kehoe and Boughton, 1998)
IJOPM
21,4
524
The Internet is the biggest thing that has happened in telecommunications since the telephone. It is going to become as fundamental to the operations of businesses as the telephone. You won't be able to be in business, I'll give it five years, without an Internet connection, because there will be so much business conducted that way (Business Times, 1996).
Conclusions
This paper has discussed the alignment of supply-chain classification with the corresponding approaches adopted to operations planning and control in the light of emerging Internet technologies. The work indicates that an alternative to the ERP approach can be developed utilising I-BIP principles which offer the benefits associated with a more integrated approach to planning and control across the supply chain. This more dynamic approach has been described as SRP and recent commercial examples of the application of the Internet in this way have indicated the tremendous potential offered to the management of operations within businesses and the emergence of e-business. However, in order for genuine improvements to be realised a radical overhaul of the current planning and control mechanisms, practices and systems is required; the DOMAIN project offers one alternative way forward.
References
Bhattacharya, A.K., Coleman, J.L. and Brace, G. (1995), ``Re-positioning the supplier: an SME perspective'',Production Planning & Control, Vol. 6 No. 3, pp. 218-26.
Business Times(1996), ``The Internet: get on board or be left behind'', Business Times, 17-18 February.
Deloitte & Touche (1998), ``1998 vision in manufacturing'', Global Manufacturing Survey by Deloitte & Touche and Deloitte Consulting, London.
DTI (1989), ``Manufacturing into the late 1990s'', DTI/PA Consulting Group, London.
EPSRC (1997), ``Evaluation of research and training provision by EPSRC's Design & Integrated Production programme'',EngProgEval3.law, EPSRC Publication, Cambridge.
Field, C. (1997), ``Suppliers get share of data'',Financial Times, 28 November.
Financial Times(1998) ``Digital business series'', October-November.
Ginzberg, M. (1980), ``An organisational contingencies view of accounting and information systems implementation'',Accounting Organisations and Society, Vol. 5 No. 4.
Harland, C., (1997), ``Supply chain operational performance roles'', Integrated Manufacturing Systems, Vol. 8 No. 2, pp. 64-70.
Kehoe, D.F. and Boughton, N.J. (1998), ``DOMAIN: dynamic operations management across the InterNet'',Proceedings of the International Federation for Information Processing Working Group 5.7(IFIP WG5.7), Kluwer Academic Publishers, Dordrecht, pp. 421-30.
Lamming, R. (1996), ``Squaring lean supply with supply chain management'', International Journal of Operations & Production Management, Vol. 16 No. 2, pp. 183-96.
Mason-Jones, R. and Towill, D.R. (1998), ``Time compression in the supply chain: information management is the vital ingredient'',Logistics Information Management, Vol. 11 No. 2, pp. 93-104.
Puttick, J. (1994), ``Modern manufacturing'', Warwick Manufacturing Group, Coventry.
Verwijmeren, M., van der Vlist, P. and van Donselaar, K. (1996), ``Networked inventory management information systems: materializing supply chain management'',
International Journal of Physical Distribution & Logistics Management, Vol. 26 No. 6, pp. 16-31.