ABSTRACT
KARNIK, POONAM. Use of Cationized Cotton for Textile Effluent Color Reduction.
(Under the direction of Dr. Brent Smith and Dr. Peter Hauser)
The liquid effluents from the textile industry mainly consist waters colored by the
dyes used in the coloring of textile yarns and fabrics. These dyes can be removed by
adsorption onto adsorbing materials like cotton. Waste cotton fibers can be cationized using a
quaternary ammonium compound like 3-chloro-2-hydroxypropyltrimethylammonium
chloride to their cationic form. This cationic form can be used as the adsorption medium for
USE OF CATIONIZED COTTON FOR TEXTILE EFFLUENT COLOR
REDUCTION
by
POONAM PRAFULL KARNIK
A thesis submitted to the Graduate Faculty Of
North Carolina State University
in partial fulfillment of the
requirements for the Degree of
Master of Science
TEXTILE CHEMISTRY
Raleigh
2002
APPROVED BY:
--- ---
Dr. Brent Smith Dr. Peter Hauser
Chair of Advisory Committee Co-chair of Advisory Committee
---
Dr. Tom Johnson
Use Of Cationized Cotton For Textile Effluent Color Reduction
Copyright
2002
by
Biography
iii
Acknowledgements
The author wishes to express her sincere appreciation and thanks to her committee
chairmen Dr. Brent Smith and Dr. Peter Hauser for their guidance, advice and patience over
the past two years. The author would also like to thank committee member Dr. Thomas
Johnson.
Hearty thanks to Dei Castelleija of the Dow Chemical Company for supplying Quat
188 and for the nitrogen analyses. I would also like to thank Adham Tabba, Jeff Krauss,
Lynell Williamson and Dr. Keith Beck for their invaluable help and for helping me with my
research and getting me out of rough spots.
Most of all I would like to thank my family especially my fiancé Abhijit and friends
for their love and support and for standing by me when I needed them most.
TABLE OF CONTENTS
page
LIST OF FIGURES………..……….……….… viii
LIST OF TABLES….………..………….………. x
LIST OF SYMBOLS AND ABBREVIATIONS.………. xi
1. INTRODUCTION……….. 1
1.1 Background……….…………. 1
1.2 Research Objectives………. 2
1.3 Cotton Dyeing……….. 2
1.4 Sources of Pollution………. 3
1.5 Pollution Control Practices……….. 3
1.6 Introductory Remarks About Color Removal….………. 5
2. OVERVIEW OF EXISTING COLOR REMOVAL METHODS. 9
2.1 Adsorptive Methods………. 14
2.1.1 Granular Activated Carbon Adsorption……… 14
2.1.2 Natural Wastes……….. 15
2.1.3 Chitosan……… 16
2.1.4 Synthetic Resin Adsorption……….. 16
2.2 Precipitative Techniques………. 16
2.2.1 Electrochemical Precipitation……….. 17
2.2.2 Polymer Flocculants………. 17
2.3 Reactive Decolorization Methods………..……….……. 18
v
Table of Contents continued
2.3.1a. Chemical Reduction……… 19
2.3.1b. Chemical Oxidation……… 19
2.3.1c. Biological Oxidation………... 21
2.3.2 Light and Irradiation Treatments………... 21
2.4 Preliminary Treatment Processes………. 22
2.4.1 Equalization……… 22
2.4.2 Neutralization………. 22
2.4.3 Disinfection……… 22
2.5 Primary Treatment Processes……… 23
2.5.1 Screening……… 23
2.5.2 Sedimentation……… 23
2.5.3 Flotation………. 24
2.5.4 Flocculation……… 24
2.6 Secondary Treatments………... 24
2.6.1 Chemical Separation……….. 25
2.6.2 Coagulation……… 25
2.6.3 Biological Oxidation……….. 26
2.7 Tertiary Processes………. 26
2.7.1 Chemical Oxidation……… 26
3. COTTON AND ADSORPTION………. 27
Table of Contents continued
3.1.1 Sources of Cellulose………... 27
3.1.2 Chemical Structure of Cellulose…..………... 27
3.1.3 Cationization of Cotton………... 29
3.2 Adsorption Onto Cotton…….……… 33
3.2.1 Process Variables..………..………… 34
3.2.2 Isotherm Models……..……….……….. 37
4. EXPERIMENTAL………..………… 40
4.1 Equipment………. 40
4.2 Substrate……… 43
4.3 Chemicals and dyes……….. 43
4.4 Test equipment and conditions for treatment……… 45
4.5 Procedure……….. 46
4.5.1 Causticization……… 46
4.5.2 Cationization………. 46
4.5.3 Ultimate Sorption Capacity Studies………. 47
4.5.4 Absorbance measurements……… 48
4.5.5 Testing……… 48
5. RESULTS………...……… 50
5.1 Preliminary Experiments…..……… 50
5.1.1 Results of cationization……….……… 50
vii
Table of Contents continued
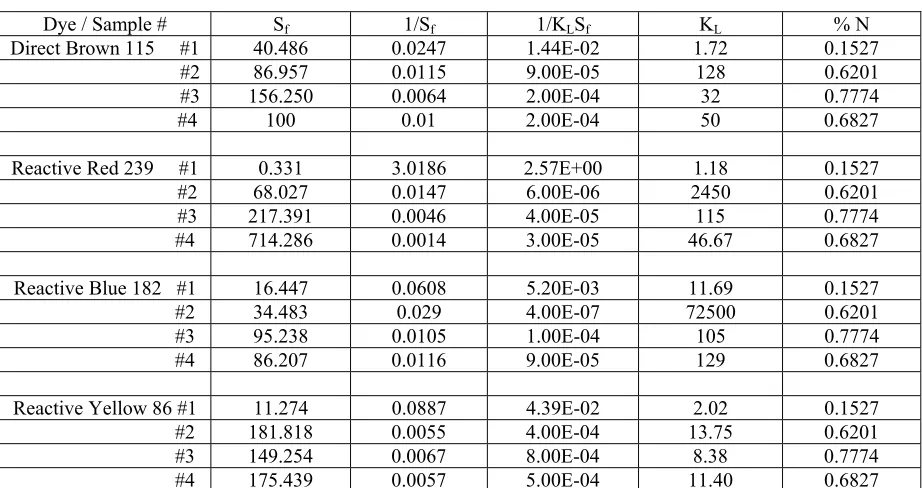
5.2.1 Results of absorbance measurements………..………. 51
6. DISCUSSION OF RESULTS…………..……… 58
6.1 Preliminary Studies……… 58
6.2 Ultimate Sorption Capacity Studies……….….……….… 61
6.3 Results and Discussion……….. 71
7. SUMMARY AND CONCLUSIONS……….. 72
8. SUGGESTIONS FOR FUTURE RESEARCH……….………….. 74
BIBLIOGRAPHY……….………... 76
APPENDICES……….. 78
Appendix 1: Listing of Dyestuffs………. 79
Appendix 2: Calibration Curves for Standard Solutions of dyes
used……….. 84
Appendix 3: Results of Ultimate Sorption Capacity Studies…….. 89
List of Figures
page
CHAPTER 2
2.1 Classification of the different dye removal methods….……..…… 10
2.2 Methods of color removal……… 11
CHAPTER 3
3.1
Structure of Cellulose……….……….… 28
3.2
Formation of epoxy radical under alkaline conditions……… 31
3.3
Cationization of cotton using 2,3-epoxypropyltrimethylammonium
chloride under alkaline conditions……….………. 32
3.4
Reaction of 2,3-epoxy propyltrimethylammonium chloride under
aqueous alkaline conditions……… 33
3.5
Nernst isotherm model……….…... 37
3.6
Langmuir isotherm model………... 38
3.7
Rearranged Langmuir isotherms………. 39
CHAPTER 4
4.1 Boekel Grant ORS-200 shaker bath and its setup……….. 41
4.2 Setup of Werner-Mathis Laboratory Jumbo Jet (JFO)………….……….. 42
4.3
Setup of Varian-Cary UV-Visible spectrophotometer for
absorbance measurements……….. 43
CHAPTER 5
5.1
Untreated and cationized cotton fibers dyed with Direct Red 81……….. 51
ix
List of Figures continued
5.3
Langmuir isotherm plot of Cf vs Cs of untreated cotton for Acid Red 1… 55
5.4
Langmuir isotherm plot of Cf vs Cs of 10% cationized cotton for
Direct Brown 115……… 56
5.5
Langmuir isotherm plot of 1/Cf vs 1/Cs of untreated cotton for Acid
Red 1……… 56
5.6
Langmuir isotherm plot of 1/Cf vs 1/Cs of 10% cationized cotton for
Direct Brown 115……… 57
CHAPTER 6
6.1
Plot of treatment method vs %N add-on………. 58
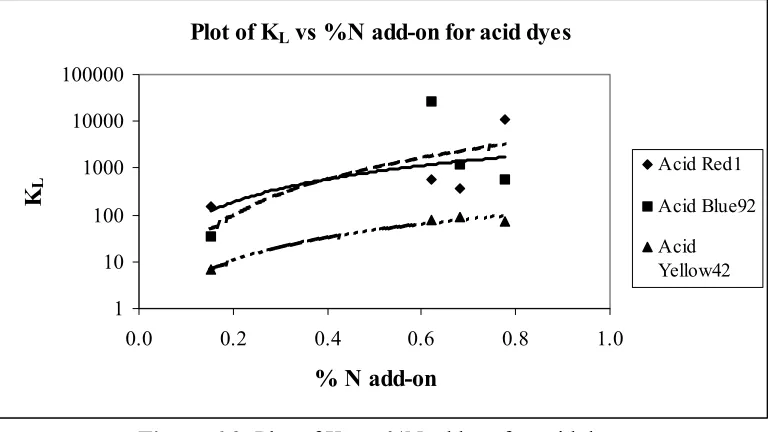
6.2
Plot of KL vs %N add-on for acid dyes………... 63
6.3
Plot of KL vs %N add-on for direct dyes….………... 63
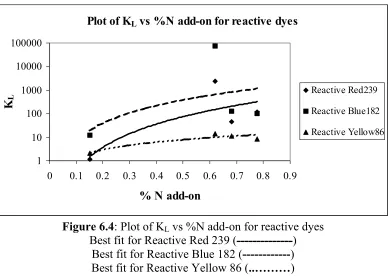
6.4
Plot of KL vs %N add-on for reactive dyes..………... 64
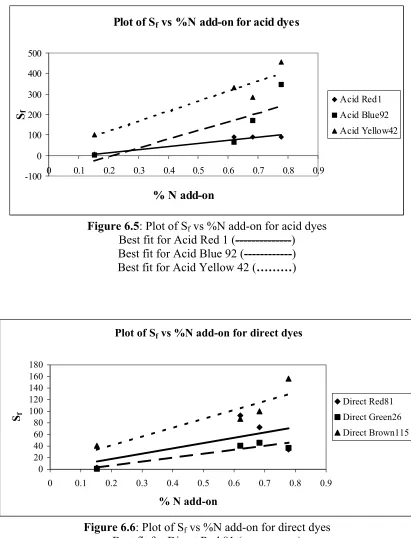
6.5
Plot of Sf vs %N add-on for acid dyes…..………... 65
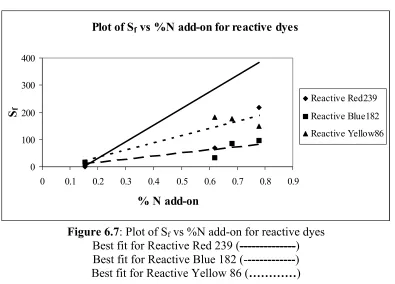
6.6
Plot of Sf vs %N add-on for direct dyes……….…. 65
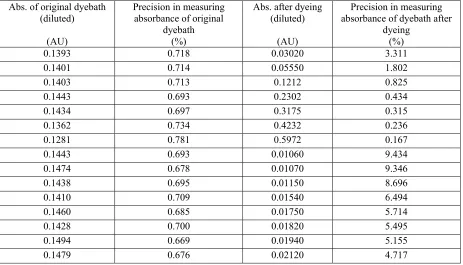
6.7
Plot of Sf vs %N add-on for reactive dyes....………... 66
List of Tables
page
CHAPTER 1
1.1
Typical Color Source Reduction Activities…..………. 7
CHAPTER 5
5.1 Analysis of nitrogen content………. 50
5.2 Diluted dyebaths for absorbance measurements..………. 52
5.3 Total Sorption Capacity results for Acid Red 1 on untreated
cotton fibers……….………. 54
5.4 Total Sorption Capacity results for Direct Brown 115 on 10%
cationized cotton fibers……… 55
CHAPTER 6
6.1 Data for KL and Sf of Acid Red 1………. 61
6.2
Precision in measuring absorbance for Acid Red 1 on untreated
cotton fibers………. 67
6.3
Precision in measuring absorbance for Direct Brown 115 on 10%
xi
List of Symbols and Abbreviations
ADMI American Dye Manufacturers Institute color determination method
APHA American Public Health Association color determination method
BOD biological oxygen demand
COD chemical oxygen demand
Cf concentration of dye in sorbent (mg/g)
Cs concentration of dye in solution (g/L)
a*l coefficient of absorption
a absorptivity
l path length
Chapter 1
Introduction
1.1 Background
Although water is abundant on Earth, since almost 97% of the water contains salt, it
is not suitable for drinking or for the various industrial purposes. Of the remaining 3%, two
thirds is in the form of ice and snow leaving only about 1% of the total water as fresh water.
Of this fresh water ground water accounts for about 98% and the surface water is only about
2%. Thus of the total amount of water present on Earth, only about 0.02% is available in the
lakes and streams. Therefore such a limited resource is very precious and needs conservation
[1].
The textile industry is a water intensive industry with water being used in every
stage of wet processing from sizing, desizing, scouring and bleaching of fibers to the dyeing,
finishing and printing of fabrics. Every textile plant requires large volumes of water and
produces high volumes of effluent wastewater
[2]. The typical textile dye wastewater
composition is quite complex. These waste streams contain dyeing process auxiliaries that
may include xylenes, phenols, buffers, bleaches and scouring agents, water softeners,
surfactants, enzymes, caustic compounds and acids.
[3]Due to the federal, state and local regulations, textile manufacturers must limit the
discharge of color from their plants. The ability to economically eliminate or lower the
by-end-of-the-pipe treatment of the wastewater. However conventional aerobic biological
treatment of wastewater is not sufficiently effective in removing most of the dyes from
wastewater. Tertiary treatment is required to remove the color before discharging the water to
the environment.
[1]Previous treatablility efforts have revealed that when a high proportion of
acid red dyes are present in the wastewater, removal of color has been extremely difficult.
[3]Modern technologies focus on either source reduction techniques or treatment of the
wastewater streams. This thesis will focus on the problem of removing and/or reducing color
from textile wastewater streams.
1.2 Research Objectives
The decolorization method being investigated in this thesis makes use of cationized
cotton fibers as an adsorbent to remove dyes from the effluent water. Cotton in itself has high
affinity for certain classes of dyes. It is the most widely used fiber. Each year there are
millions of pounds of waste cotton fibers produced during carding and other such processes
that convert the fiber to the final yarn or fabric form. These fibers can be used to reduce color
in wastewaters from dyeing plants and find a suitable use for the waste cotton fibers that are
being disposed off in landfills. This project is thus two – fold, first finding a viable and
economical method for cleaning up the effluent wastewater and secondly finding a suitable
use for the waste fibers produced.
1.3 Cotton Dyeing
fabrics are generally preferred for their natural feel and drape. For dyeing these cotton
fabrics, direct and fiber reactive dyes among others, are used since they provide a complete
color range and ease of application. However the dyeing methods employed for these dyes
are energy and water intensive pollution generating processes.
[5]1.4 Sources of Pollution
The sources of pollution are the natural impurities extracted from the fibers and the
chemicals used in the processing of fibers. The main factors affecting the quality and
quantity of the effluents generated include unit operations comprising the overall textile
process and the extent of in-house conservation measures in practice.
[4]Direct, reactive, acid, disperse, premetallized, vat and basic dyes account for about
85% of the total dyes used in the textile industry.
[4]The total dye consumption of the textile
industry alone is in excess of 10
7kg/yr worldwide. Even if it is estimated that a maximum of
90% of dye goes onto the fabrics, approximately 10
6kg/yr of dyes would be discharged into
the waste streams by the textile industry.
[5]1.5 Pollution Control Practices
State-of-the-art pollution prevention practices are well documented. The current
commercial textile pollution prevention practices include material substitution, process
modification, inventory control, better management techniques, recovery and reuse. The
textile industry has developed a relatively comprehensive approach to pollution prevention
important environmental issues such as color residues in textile dyeing and printing
wastewater.
[6].
The first synthetic dye was produced in the 1860s when Perkin oxidized aniline to
produce Mauvine.
[6]By the early 1880s diazotization was a known reaction and many
chemists like Greiss, Walter and Boettiger attempted to synthesize commercially useful dyes
using this reaction. During this time the dye manufacturers’ goals were to produce low cost
dyes with high tinctorial value, brilliance and good application and fastness properties. Until
now the emphasis has been on the production of dyes with improved stability and hence
more resistance to treatment. This can been seen from the increase in fading units of the dyes
over the years. For example in the 1880s the dyes would fade in 5 standard fading units
(SFU) of light exposure. But by 1980, 50 to 100 SFU light was considered to be standard. It
is predicted that the next generation of dyes for automotive uses that are under current
development will be able to withstand up to 1000 SFU
[6].
Chemists in their endeavor to develop highly stable dyes have produced color wastes
from dyeing and printing operations that are difficult to treat.
[6]From the environmental
standpoint, the more stable the dyes are, the more difficult they are to degrade after use.
[7]The challenge thus, is to resolve the conflicting objectives of product quality and dye waste
treatability by developing dyes that are more treatable, less persistent and thus less
offensive
[6].
The textile industry therefore needs a new generation of dyes that have better
treatability and higher exhaustion thus leaving less color residue in the effluents and
1.6 Introductory Remarks About Color Removal
Large amounts of dyestuffs are used for textile dyeing processes including a wide
range of structurally diverse dyes. Direct dyes have only a limited wet fastness that can be
improved to a certain degree with the various fixing treatments. However when dyeing
medium or deep shades, the resulting fastness is sometimes not enough
[8]. Due to this a
substantial amount of the direct dyestuffs are found in the effluent wastewater. When fiber
reactive dyes were introduced in 1956, it was thought that these dyes would overcome the
limitations of the direct dyes. Fiber reactive dyes have better overall fastness properties than
the direct dyes. However their main limitation is their poor fastness to chlorine. Another
problem with the fiber reactive dyes is their lack of affinity due to which complete color
fixation is not achieved. Much of the dye reacts with water and is wasted.
[8]. About 90% of
the fiber reactive dyes are seen to pass through the activated sludge sewage treatment plants
without any change and are discharged into the water bodies like rivers and oceans
[9]. This
can cause environmental problems.
[8]. There is concern over the possible toxicity and
carcinogenity of the dyes being used. This has led to increasing interest in the pollution
potential of the dyes. Not all dyes that are currently being used can be degraded or removed
by physical or chemical processes, and sometimes the degradation products are found to be
more toxic than the dyes themselves.
[9]The three main sources of color in textile wastewater streams are poor exhaustion of
dyes onto the fabric, inefficient handling of the dyes during their use, and the subsequent
washing off of the dyes. Although the percent of colored species in the effluents are very
man. The main reasons for the discharged dyes being an environmental problem in the
effluents include:
•
the dyes are highly detectable pollutants due to their colors,
•
the dyes can also impede light penetration thus upsetting biological processes and
productivity within the receiving body of water,
•
causing direct destruction of the aquatic communities,
•
some classes of the dyes are difficult to treat and degrade for removal from the effluent
streams,
•
the dyes can interfere with the ultraviolet disinfection processes of waste treatment
tertiary treatment systems
[4,11].
The main difficulties involved in the removal of dyes from the wastewater occur
because the dye structures are highly stable molecules that can resist degradation by light,
chemical, biological and other means. The composition of waste streams is varied containing
not only the different dyes and their mixtures, but also other chemicals like the salts and
surfactants that are used during the dyeing, printing, and finishing operations. The pH of the
effluents varies widely and there can be other particulate and undissolved suspended
matter
[11].
The most widely used means of reducing color in the effluent is a good source
reduction program. The different activities for source reduction can be classified into the
following four classes: administrative controls, engineering controls, process and product
design, and work practices. Table 1.1 shows the different classes of source reduction
activities. These activities reduce emissions, lower costs and result in improved productivity
Table 1
:
Typical Color Source Reduction Activities
Administrative
Controls
Engineering
Controls
Process/ Product
Design
Work Practices
Employee
training/attitude
Implements,
containers (design,
adequacy, clean-up)
Shade/fiber
selection
Dry capture
(vacuum, broom and
dustpan)
Color waste
monitoring
Dispensing method
(auto dosing
systems)
Exhaustion (dye
process –
temperature, time,
salt, pH, liquor
ratio)
Avoid batch dumps
of dye mixes
Reward system for
source reduction
efforts
Segregation of color
waste
Dye class selection
Screen and
squeegee cleaning
Purchasing policy
(returnable
containers)
Primary control
measures (drag-out)
Equipment selection Orderly
housekeeping and
work practices.
Incoming quality
control procedures
on dyes and
chemicals
Floor drain, drum
washer controls
Redye reduction
Dyebath
renovation/reuse
Optimized fixation
Minimize
specialty
chemicals in dye
bath
Source: Anthony Koonce, Color Reduction in Textile Wastewater Via Chitin Adsorbent, Masters Thesis in Textile Chemistry, North Carolina State University, 1993.
One way to reduce the color in the effluents is to improve the efficiency of
exhaustion of the dyes on the fabric. If 100% exhaustion could be achieved then there would
be no color in the effluents and the color effluent problems would be limited to controlling
spills. This would also ensure maximum shade reproducibility. However according to
kinetics and thermodynamics, 100% color transfer is not possible with most dye – fiber
To remove color from the effluent after it leaves the mill, the offending colored
species can be chemically destroyed or physically removed from the wastewater. To destroy
the colored species, biological or chemical decolorization methods can be used, but these
leave organic residues in the effluents. Physical removal of the colored species can be done
by precipitation and ion exchange. However there are problems associated with each of these
methods too. There is another physical method for the removal of the dye species from the
effluents that involves the use of cationized cotton fibers as the adsorbent. This method is
discussed further in this work. Other methods include recycling of the process waters directly
or after some treatment to reclaim or remove the salts and processing agents
[11].
Companies have developed products to pretreat cotton to give it a cationic charge
to enable it to take up dye more efficiently and without the use of electrolytes by increasing
the dye – fiber interactions. Since acid, direct, and fiber reactive dyes are anionic dyes,
cationically charged cotton is expected to have high affinity for these dyes. Maximum color
Chapter 2
Overview of Existing Color Removal Methods
Achieving adequate or complete color removal is quite difficult. No one specific
type of treatment will suffice for all dyeing effluents and the most effective form of
treatment will depend on the type of dyeing performed and the chemical composition of
the dyebath. Consequently, to achieve decolorizations complying with the environmental
regulations in a cost-effective manner, thorough characterizations of the wastewater and
comprehensive bench-scale treatabililty studies are essential in the selection of a viable
treatment system.
[4]There are many methods for removal of color from the effluent
wastewater that have been described in the literature.
[3, 4, 7, 10, 12]These methods can be
classified according to the type of the method, as reactive, precipitative, and adsorptive
etc. There can also be other methods for classifying these methods based on the class of
the dyes, structures of the dyes or the characteristics of the effluent streams. However
such a classification can be limited in its use because some methods may be partially
useful for a wide range of dyes and dyeing systems. Figure 2.1 gives an outline of the
classification of the different dye removal methods.
[11]There is another method of classification for the color removal processes as
Figure 2.1
: Classification of the different dye removal methods
Source: Anthony Scott Koonce, Color Reduction in Textile Wastewater Via Chitin Adsorbent, Masters Thesis in Textile Chemistry, North Carolina State University, 1993.
Carbon
Peat Moss Wood Pulp Cotton fibers
Natural Wastes Chitosan Polymeric Adsorption Techniques
Iron Hydroxide Electrochemical
Precipitation
Polymeric Precipitation Techniques
Reductive
Ozonalysis Chlorine
Oxidative Biological Chemical
Non ionizing (UV) Ionizing (e beam) Light
Figure 2.2
: Methods of color removal
Source: Gordon McKay, Waste Color Removal from Textile Effluents, American Dyestuff Reporter, April, 1979, pages 29 – 34.
Equalization
Neutralization
Disinfection Preliminary
Screening
Sedimentation
Flotation
Flocculation Primary
Chemical Separation
Coagulation
Biological Oxidation Secondary
Chemical Oxidation
Gamma Radiation
Foam Fractionation
Although biological techniques remain the most widely used treatment methods,
increasingly stringent environmental regulations, particularly for the removal of toxic
organics and colors, have induced a few mills to install advanced physical/chemical
methods such as granular activated carbon adsorption, ozonation and reverse osmosis.
The effectiveness of the decolorization techniques can be measured by different
methods as given in Standard Methods for the Examination of Water and Wastewater.
[13]These methods can be used to measure the true and apparent colors of the sample. The
apparent color of a sample is the perceived color that includes the combined effect of
colored material, turbidity and suspended solids. The true color is only due to the
dissolved colorant in the sample with the turbidity and suspended matter removed by
filtration or centrifuge. Turbidity is seen due to the scattering of light by small particles,
suspended matter or air bubbles.
The simplest method for evaluation of relatively small amounts of color in
natural water samples is by comparison of the sample with known colored samples. This
method is known as the APHA (American Public Health Association) method. This
method involves the use of known concentrations of solutions containing potassium
chloroplatinate and cobaltous chloride, also called cobalt platinum, CoPt, standard. Color
units or the so-called APHA units can be calculated based on the concentrations of the
standard solutions. While this technique is also used for measuring the color level of
textile mill effluents, it can lead to misleading results because the APHA procedure
places substantial emphasis on the reddish-yellow hues associated with natural
waters.
[4,13]spectrophotometers are used to measure color. This method involves filtering the sample
to remove suspended solids, determination of the tristimulus values
spectrophotometrically, determination of the Munsell value by reference to tables and a
simple arithmetic calculation to arrive at the ADMI value.
[4]The main drawback of the
APHA as well as the ADMI method is the requirement of filtration to reduce turbidity.
Since the appearance of wastewater is the real aesthetic pollutant, the filtration step can
change the character of the wastewater such that the measured color no longer correlates
with appearance. On the other hand if the sample is not filtered, the color measurement is
not reproducible.
Another method that also uses spectrophotometers for color measurement, uses
tristimulus filters instead of set wavelengths of light, but gives similar results to
ADMI.
[13]The Beer – Lambert law is most commonly used to determine the concentration
of a dye solution. The Beer – Lambert equation is used to calculate the concentration of a
dye solution based on the absorption of monochromatic light by the dye molecules in the
solution. The Beer – Lambert law depends on the path length of light through the sample,
the concentration of the solution and the amount of incident light transmitted and/or
absorbed by the dye molecules.
[14]Most dye and water solutions follow the Beer –
Lambert law for small concentrations of the dye. To get the calibration of a sample,
solutions of known concentrations of the dye are measured for their absorbance values
and from the resulting calibration equation, the unknown concentration of the sample can
be calculated by measuring the percent transmission of light through the sample, using a
2.1 Adsorptive Methods
Adsorption is a physiochemical wastewater treatment process that is gaining
prominence as a means of producing quality effluents that are low in concentrations of
dissolved organics.
[7]The adsorptive methods of decolorization use a sorbent medium
that physically removes the dye ions and other contaminants from the effluent through
physicochemical process of adsorption.
[11]In adsorption, the dissolved molecules are
attracted to the surface of the adsorbent by physical/chemical forces.
[7]However there are
many factors that need to be considered while using these adsorbents. Most important
among them are the cost and availability of the sorbents. Disposal of the spent sorbent is
also of primary concern.
[11]In recognition of the need for a more complete treatment of wastewater, an
Advanced Waste Treatment Research (AWTR) program was initiated in the United
States during 1960. The objectives of this program were to evaluate and develop
additional and alternative treatment methods for producing a satisfactory effluent for
discharge into the receiving waters or for direct subsequent reuse as a water supply.
Different methods of treatment were examined in the AWTR program and it was found
that adsorption was one of the most promising techniques for removal of perdurable
dissolved organic contaminants.
[7]2.1.1 Granular Activated Carbon Adsorption
Activated carbon is the most widely used adsorbent for wastewater treatment.
Activated carbon can be produced by heating a raw material like wood, lignite or coal in
waste water treatments like filtration, dechlorination and color removal.
[11]Although
activated carbon can remove a multitude of pollutants, it is mainly used for the removal
of dissolved organics.
[4]It readily adsorbs most dissolved organic compounds because
crushed carbon has a large surface area due to a large number of pores and this large
surface area is effective in adsorbing the organic compounds.
[11]Only the smaller
organics and large complex molecules are adsorbed poorly or not at all.
[4]It is ineffective
in removing disperse, vat and pigment dyes from their pure solutions but is quite
effective in decolorizing reactive, basic, azoic and 1:2 metal complex dyeing wastewater
and also for removing color from mixed effluents.
[4]2.1.2 Natural Wastes
Besides activated carbon and synthetic polymeric resins, multitudes of
adsorbents have been tried with varying degrees of success for decolorizing dye house
discharges. These include peat, wood, clays, silica gel, bauxite, fly ash, brown coal,
lignite slag and sludge from aluminium production factories. The work presented here
looks at waste cotton fibers as potential adsorbents for color removal.
Cellulose and viscose have been used together with other adsorbents like
activated carbon and nylons for dye adsorption from textile mill wastewater. Cellulose
fibers after being treated with acidic chitin containing solutions are said to have enhanced
dye adsorption capacities that can exceed those of common activated carbons. McKay et
al. have reported the use of teak wood bark, rice husk, cotton waste, coal, hair and
bentonite clay for the adsorption and desorption of eight dyes that include two each of
materials for sorption of selected dyes. It was suggested that rice husk, bark, cotton waste
and hair could adsorb only the basic dyes. However such a limitation can be overcome by
selecting appropriate operating conditions since cellulose fibers can adsorb both direct
and acid dyes and protein fibers can adsorb acid dyes.
[15]A proposed flow sheet as shown below can be used in the waste treatment plant
to get the required dye removal in accordance with the EPA regulations.
2.1.3 Chitosan
Chitosan has been used successfully as an adsorbent for removing color from
textile wastewater. From the studies carried out it was found that chitosan had high
affinity for acid dyes.
[11]2.1.4 Synthetic Resin Adsorption
Synthetic polymeric adsorbents are hard, insoluble beads of porous polymer
characterized by a spectrum of surface polarities and a wide variety of surface areas,
porosities and pore size distributions. Resins can be used similar to activated carbon i.e.
packed in columns.
[4]2.2 Precipitative Techniques
The precipitative methods remove color by changing the solubility of the dye
Adsorption
pH
adjustment
Physico-chemical
treatment /
biological
oxidation
Wastewater
Treated
such that the dye molecules settle out of the solution or by co-precipitation by sorbing
onto an auxiliary precipitative material. Like the adsorptive methods, these methods also
involve physical removal of the colored species from wastewater. Most of the
precipitative methods include reacting the material with iron hydroxide or using a
polymer flocculating material.
[11]2.2.1 Electrochemical Precipitation
In this method an electrical cell with two or more plates is used and an electrical
current is passed through it. This releases the iron and the hydroxide ions into the
solution. The reactions taking place are as follows,
[11]Anode reaction: Fe Æ Fe
+2+ 2e
-Cathode reaction: 2H
2O + 2e
-Æ H
2+ 2OH
-Solution reaction: Fe
+2+ 2OH
-Æ Fe(OH)
2Most of the dyes can be removed by electrochemical precipitation and
decolorization is quick to the order of seconds to minutes. Hence this method is useful for
treating large volumes of waste. However, large amounts of electricity and expensive
equipment are required to set up and maintain this process. Also there is a problem of
sludge disposal.
[11]2.2.2 Polymer Flocculants
The impurities present in wastewater can vary in size from a few angstrom units
Dyes are usually smaller in size and hence they are soluble in water, except for some
pigment, vat, sulfur, and disperse dyes.
Polymers can be used to flocculate suspended materials in water including dyes.
Polymers are high molecular weight long chain compounds and hence can bond with
other molecules with cohesive Van der Waals forces and hydrogen bonds. As more and
more molecules aggregate into a larger unit, the aggregate loses its solubility and
precipitates.
[11]The polymer flocculant is added as a suspension to the wastewater and the used
polymer and dye are removed by clarification during settling. The most commonly used
polymer flocculents are polyethylene oxide, hydrolyzed polyacrylamide, polyacrylic acid,
polystyrene sulphonate and polydiallyldimethyl ammonium.
[11]A common problem faced by the above-mentioned sorption and precipitation
methods is the disposal of the solid waste generated. This problem is acute in the case of
industrial sludges from precipitative methods where disposal can be a problem.
2.3 Reactive Decolorization Methods
In the reactive methods of color removal, a part of the chromophore is destroyed
that results in a colorless product. Molecules that have conjugated
π
bonds in their
structure can absorb visible light that is re-emitted at the same or different wavelengths.
If the reflected or transmitted light is in the visible region, it is detected as color.
However when the conjugation is broken into smaller molecules, the dye no longer
methods of color reduction. But most of the new synthetic dyes are produced to withstand
such degradation, making this process difficult.
[11]2.3.1 Chemical Treatments
The chemical treatments involve reductive, oxidative and biological methods of
decolorization. Oxidation using chlorine and ozone are the most widely used chemical
treatments. Many azo dyes are susceptible to these treatments because of the ability of the
nitrogen-nitrogen bond to be oxidized. Very often the reaction products are not
significantly colored, however many of the reduction products can have acute and
chronic effects on human and aquatic life.
[11]2.3.1a Chemical Reduction
For certain classes of dyes like azo dyes reductive decolorization with reagents
like sodium hydrosulphite and stannous chloride have been shown to be feasible.
[4]2.3.1b Chemical Oxidation
Reactive dyes create problems due to high solubilities and stable chemical
structures after hydrolysis. They have lower affinities as compared to the other classes of
dyes, hence they tend to exhaust less. Since many of the reactive dyes are resistant to
degradation, aggressive methods of chemical oxidation have been developed to handle
reactive dye discharges in textile wastewater.
[11]Chlorine, ozone and hydrogen peroxide are the chemical oxidants that are widely
inexpensive in capital and operating costs and because it creates no sludge requiring
incineration or landfilling. But although it has these advantages, some dyes may be
bleached by the addition of chlorine and the color returns in a reducing environment.
Chlorination can also lead to the formation of chlorinated hydrocarbons. As a
decolorization technique for textile mill effluents, chlorination is used most often as a
post-treatment step after biological treatment.
[4]Although the oxidizing power of ozone is nearly twice that of chlorine, ozone
cannot be shipped because it is unstable and has a half-life of only several minutes.
Therefore it needs to be generated on-site from air or oxygen. Ozonation is a very
versatile water and wastewater treatment process. In addition to removing color, ozone
can inactivate pathogenic microorganisms, remove taste and odor, eliminate soluble iron
and manganese and oxidize refractory and toxic organic compounds. Ozonation can often
make refractory wastes more amenable to biological treatment and in some cases
ozonation prior to activated carbon adsorption can lead to enhanced adsorption of
dissolved organics. Direct, acid and basic dyes are rapidly decolorized but insoluble and
disperse dyes respond poorly to ozonation.
[4]The only problems associated with ozonation are the expensive materials
required to build and operate a ozonalysis plant and the electricity required to produce
ozone in addition to the safety hazards involved.
[11]Fenton’s reagent, which is a combination of ferrous iron and hydrogen peroxide,
can also be used as an oxidizing agent. The ferrous radical acts as the oxidizing species
pure dye solutions but its effectiveness decreases when treating wastes containing high
volumes of organic auxiliaries.
[11]2.3.1c Biological Oxidation
This treatment is widely used for the purification of domestic and industrial
wastewater because it is relatively inexpensive, versatile and highly effective. The
conventional activated sludge process and its modifications are the most popular methods
used. The activated sludge process relies on microorganisms in suspension to oxidize
soluble and colloidal organics with molecular oxygen.
[4]While the activated sludge process or bioaeration is capable of providing high
BOD, COD, TOC and SS removals, it is less effective for color removal.
[4]Although
biological treatments are widely used for purification of the textile mill wastewater, they
are not efficient in removing the more resistant dyes.
[10]Since the synthetic dyes used by
the textile industry are formulated to resist breakdown under oxidizing conditions, most
dyes are extremely resistant to biological degradation. Color removal by activated sludge
is quite erratic ranging from 10 to 80% usually less than 50%.
[4]Furthermore, the sludge resulting from the biological processes has to be
disposed by using drying beds and sand filters etc. It is this problem of sludge disposal
and higher legal standards for the quality of effluent discharges that makes other
treatment processes more attractive.
[10]2.3.2 Light and Irradiation Treatments
high frequency radiation can break organic chemical bonds by increasing the vibrational
energies of the atoms in molecules. As these energies increase, the atoms can no longer
maintain the covalent bonds with neighboring atoms and the bonds break.
[11]Titanium
dioxide can be used as a photo catalyst in the aqueous medium with UV or solar light.
[11]2.4 Preliminary Treatment Processes
Preliminary treatment processes include equalization, neutralization and
disinfection. Disinfection can also be carried out at the end of the treatment process.
2.4.1 Equalization
Equalization is carried out by mixing different wastes to ensure that variations
and shock loadings are not introduced to the secondary treatment process. Variations in
loading can be eliminated by mixing highly concentrated waste with very dilute waste. If
the waste streams are not controlled lagoons used for equalization can become
odoriferous and objectionable to the surrounding community.
[7]2.4.2 Neutralization
Many of the dye operations are carried out under acidic or basic conditions,
hence the effluent pH is liable to vary. Neutralization is carried out to adjust the pH of the
wastewater according to the type of treatment process.
[7]2.4.3 Disinfection
fold; it can destroy some of the wastes that can be toxic to the microbes in the secondary
process and secondly it can prevent septic floc, pathogenic organisms and undesirable
algae from reaching the receiving stream. When the disinfectant is added in the final
treatment step it is usually for the latter reason. The chemicals that are most commonly
used as disinfectants are chlorine and its derivatives.
[7]2.5 Primary
Treatment
Processes
The primary treatments include screening, sedimentation, floatation and
flocculation involving the removal of grit and solid material that can be made to settle or
float out of solution.
[7]2.5.1 Screening
Screening is used to remove solids like undissolved chemicals, fibers, dirt and
grit.
[7]2.5.2 Sedimentation
In sedimentation the force of gravity is used to remove settlable solids from the
wastewater. Depending on nature of the solids present in the suspension, sedimentation
can be classified as discrete, flocculent and zone settling. The settlable solids are
deposited on the bottom of a tank to form a watery sludge that is mechanically removed
2.5.3 Flotation
This process is used to remove suspended solids from wastes or for the
separation and concentration of sludges. In flotation the waste flow or a portion of the
clarified effluent is pressurized between 3 to 5 bar in the presence of sufficient air to
approach saturation. This pressurized air-liquid mixture is then released to atmospheric
pressure in the flotation unit when minute air bubbles are released from the solution. The
sludge flocs and suspended solids are floated by the minute air bubbles that attach
themselves to and become enmeshed in the floc particles. This air-solid mixture then rises
to the surface from where it can be skimmed off.
[7]2.5.4 Flocculation
Flocculation differs from the above-mentioned techniques in that it uses
chemical precipitation to cause separation. Flocculation can either be used to increase the
rate of sedimentation and flotation or as a separate settlable solids reduction technique.
Coagulants are used to hold the solids together by molecular forces thus increasing the
size of the particles. The resulting bulky gelatinous particles known as flocs can be
removed by sedimentation, flotation or filtration.
[7]2.6 Secondary Treatments
The secondary treatments that are used in textiles to reduce the organic textile
2.6.1 Chemical Separation
This technique uses chemical absorption or bonding to separate the dissolved
contaminants from the textile effluents. The contaminants are in a colloidal form with a
molecular or particle size from 10
-7to 10
-9m. The stability of a non-gelatinous colloid is
due to electrostatic forces and neutralization of this charge can result in flocculation and
precipitation.
[7]2.6.2 Coagulation
Coagulation is due to two mechanisms, perikinetics or electrokinetic coagulation
and orthokinetic coagulation. Electrokinetic coagulation is one in which the zeta potential
is reduced by ions or colloids of opposite charge to a level below the Van der Waals
attractive forces. Orthokinetic coagulation is one in which the micelles aggregate and
form clumps that agglomerate the colloidal particles.
[7]It is one of the most effective and economical techniques for decolorizing textile
mill wastewaters. It is most suited for the removal of disperse, vat and sulfur dyes. The
most widely used coagulant is lime although alum and iron salts are also used. Alum
sludge is generally the most voluminous while treatment with ferric sulfate generates less
sludge than alum but more than lime. Also lime sludge settles fast and dewaters easily on
2.6.3 Biological Oxidation
Biological treatment depends on the oxygen requirements. Aerobic oxidation
uses the free oxygen dissolved in the mixed liquor to convert wastes in the presence of
microorganisms to more microorganisms, and carbon dioxide.
[7]2.7 Tertiary Processes
Tertiary treatment processes have been developed as the legal standards for the
quality of effluent discharges have been raised to values exceeding the limits of
conventional treatment processes. The tertiary processes like chemical oxidation,
adsorption and ion exchange have been well developed.
2.7.1 Chemical Oxidation
Chemical oxidation can be carried out using chlorine or ozone although ozone
has not yet achieved the popularity of chlorine mainly due to the cost and efficiency of
Chapter 3
Cotton And Adsorption
3.1 Chemistry of Cellulose
3.1.1 Sources of Cellulose
There are different sources of cellulose like loose cotton, slivers, yarns, fabrics,
mercerized cotton, viscose and cuprammonium rayons, cellophane sheets, filter paper etc.
3.1.2 Chemical Structure of Cellulose
There are many methods that can be used to characterize the structure of cellulose.
However most of these methods are based on solubilization or chemical decomposition of the
cotton fibers prior to characterization. Non-destructive and non-intrusive methods like x-ray
diffractometry and infrared spectroscopy are applied to a limited degree. X-ray
diffractometry is applicable to a limited degree because cellulose is available in fibrous form
and analyses of diffraction patterns from fibrous polymeric materials require a significant
number of assumptions about the structure of monomeric entities. The application of infrared
spectroscopy is limited because of two reasons. The first reason is that the optical
heterogeneities in cellulose are such that Rayleigh scattering of electromagnetic radiation is
quite high in the infrared region. So it is difficult to record the infrared spectra in which the
effect of scattering is separated from the effect of absorption. The second reason is that
infrared spectroscopy is sensitive to highly polar bonds, hence the absorptions due to
With the development of lasers Raman spectroscopy can now be used to study the
structure of cellulose. Raman spectroscopy has two advantages. The first advantage is that
with a good spectrometer it is possible to completely eliminate the problems associated with
scattering. The second advantage of Raman spectroscopy is that since the Raman spectrum
results from the polarizability of molecular bonds, it is highly sensitive to the skeletal
motions of highly covalent bonds and least sensitive to the highly polar hydroxyl and water
bonds.
[18]The three polymorphic forms of cellulose that are commonly encountered are
cellulose I, cellulose II, and cellulose III. Cellulose I is considered to be the native form and
cellulose II can be manufactured from the native form by treatment in strongly swelling
caustic solutions. Cellulose III is produced by the action of ammonia on cellulose.
[19]Non-equivalent glycosidic linkages are present in cellulose.
[19]The pattern of hydrogen bonding in cellulose is as seen in Figure 3.1.
Figure 3.1
: Structure of cellulose
Native cellulose when exposed to intense radiation from an argon ion laser
fluoresces at a level to mask the Raman spectrum. This has been traced back to the residues
of transition metal ions retained in the cellulose. Cellulose can be treated to reduce this
fluorescence and get fairly good Raman spectra. When cellulose is studied under Raman
spectroscopy, a number of very sharp intense bands are seen in the skeletal stretching region
between 1000 and 1160 cm
-1and one intense band is seen the angle bending region at about
O O
CH2OH O O H
O OH
O O H
O CH2OH HO
OH CH
378cm
-1. The appearance of these bands indicates the presence of extensive ordering in the
cellulosic structure.
[18]When cellulose is mercerized i.e. treated with caustic solutions, it converts to an
alternative polymorphic form. So we can expect a response in the spectrum indicating this
change. In the Raman spectra of mercerized cellulose, the sharp intense bands previously
observed in the spectra of native cellulose, appear to be broadened suggesting greater
irregularity in the structure of the mercerized material. In addition to this broadening of some
of the intense bands that are unshifted in frequency, there is a change in the low frequency
region. In the spectrum of native cellulose the most intense band in the low frequency region
is at 378cm
-1and for the mercerized cellulose, this band is much reduced in intensity and is
seen as only a slight shoulder on a new fairly strong peak appearing at 350cm
-1.
[18]3.1.3 Cationization of Cotton
Cellulose fibers when immersed in water produce a negative zeta potential and most
of the dye classes suitable for cotton are anionic in nature. The negative charge on the fiber
repels the anionic dye ions and consequently the exhaustion of the dye bath is limited.
However this zeta potential can be easily offset by salt concentrations of a few ppm, about 10
– 100ppm. Direct, acid, and reactive dyes are the most widely used anionic dyes for cotton.
To enhance their exhaustion on cotton, a high concentration of salt like sodium chloride or
sodium sulphate is added to the dye bath.
Water is highly structured with hydrogen bonds at low temperatures. When ions
(dye anions, ionic sites or hydrogen bonding sites on a fiber) are placed in water, water forms
water structure and decreases solubility of the dye and frees the sites so that they are more
accessible to the dye. These high salt concentrations that are of the order of 10,000 –
100,000ppm can cause environmental problems. But in the absence of these electrolytes a
large part of the dye remains unexhausted and gets discharged in the effluent streams.
[21]To
overcome these problems cationization of cotton has been studied.
Cationic cotton is cotton that is modified to contain a quaternary group. Such
cationic cotton has an enhanced affinity for anionic dyes. This is because when cotton is
cationized with a reactive type of quaternary ammonium compound it forms an integral part
of the cellulose chain.
[20]Schlack
[21]was the first to report the ability of aminated epoxy derivatives to modify
cellulose and to notice the increased affinity of the modified cellulose towards acid dyes.
Champetier and Merle
[21]have studied the modification of hydroxylated polymers including
cellulose by epoxy diethylamine – 3 – propane followed by an ethyl iodide quaternization to
yield ion exchangers and have reported the properties of the modified polymers to acid dyes.
Japanese research workers at Hokkaido University
[21]have studied the improvement of
fastness of acid dyes on cellulosic and vinylic fibers preliminarily treated with glycidyl
trimethylammonium chloride. In all these studies the preliminary cellulose modification was
carried out by use of quaternary ammonium epoxy compounds.
[21]Trialkylammonium salts can be prepared by the action of a secondary or tertiary
amine on epichlorohydrin followed by quaternization with an alkyl halide or sulfate.
Epoxypropyltrimethylammonium chloride also called glycidyltrimethylammonium chloride
aqueous solution of glycidyltrimethylammonium chloride. The general formula of these
compounds is
where R
1is methyl, R
2may be methyl ethyl, tert-butyl or benzyl, R
3may be methyl or ethyl
and X
-is chloride or bromide. While studying the stability of Glytac in water, it was
observed that the hydrolysis rate remained low in a neutral medium up to 10
°
C and was low
up to 60
°
C in a neutral medium and at 20
°
C in an alkaline medium. But the hydrolysis is
marked at 100
°
C in a neutral medium and as low as 40
°
C in an alkaline medium.
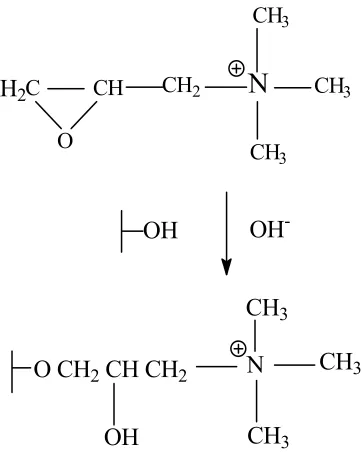
[20]3-chloro-2-hydroxypropyltrimethylammonium chloride is a compound containing a
chloro-hydroxy group. It forms 2,3-epoxypropyltrimethylammonium chloride in-situ under
alkaline conditions as shown in Figure 3.2.
[22]Figure 3.2
: Formation of epoxy radical under alkaline conditions.
Source: Adham Tabba, Cationization of Cotton with 2,3-epoxypropyltrimethylammonium chloride, Masters
Thesis in Textile Chemistry, North Carolina State University, 2000.
Epoxy radical of 3-chloro-2-hydroxypropyltrimethylammonium chloride (Quat 188) can
react with cellulose under alkaline conditions according to the path as shown in Figure 3.3.
CH
H
2C
O
CH
2N
R
1R
2R
3X
CH3 CH3 CH3 CH2 CH CH2 N Cl OH
CH2 CH CH2 N O
This reaction can proceed under conditions that can be easily achieved in any dyehouse.
Therefore it was of interest to investigate the possibility of using quaternary chloro-hydroxy
ammonium compounds for fixing an epoxy radical on cellulose in alkaline medium so as to
add a cationic radical to it and therefore modify its affinity towards dyes. The use of
positively charged quaternary ammonium compounds leads to the formation of ionic bonds
with negatively charged anionic groups of dyes.
[21,22]Figure 3.3
: Cationization of cotton using 2,3-epoxypropyltrimethylammonium chloride
under alkaline conditions.
Source: Adham Tabba, Cationization of Cotton with 2,3-epoxypropyltrimethylammonium chloride, Masters
Thesis in Textile Chemistry, North Carolina State University, 2000.
One side reaction of 2,3-epoxypropyltrimethylammonium chloride in aqueous alkaline
medium is the formation of 2,3-dihydroxypropyltrimethylammonium chloride as shown in
Figure 3.4. This product cannot react with cotton. However this reaction is unavoidable.
[22]OH
-H
2N
CH3 CH3
CH3
C CH
O
CH2
O CH
2CH CH
2OH
N
CH
3CH
3Figure 3.4
: Reaction of 2,3-epoxypropyltrimethylammonium chloride under aqueous
alkaline conditions.
Source: Adham Tabba, Cationization of Cotton with 2,3-epoxypropyltrimethylammonium chloride, Masters
Thesis in Textile Chemistry, North Carolina State University, 2000.