International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 4, Issue 1, January 2014)
281
Mechanical and Morphological Studies of Modified Epoxy
Resin Matrix for Composite Applications.
Padma. C. Balasubramanya
1, K. Natarajan
21
Research Scholar, Department of Chemistry, R.V. College of Engineering, Bangalore-560059
2Professor & Head of Department of Chemistry, R.V. College of Engineering, Bangalore-560059
Abstract— An epoxy resin based on diglycidyl ether of bisphenol A has been modified with polymethylmethacrylate (PMMA) and poly (acrylonitrile-co-butadiene) rubber (NBR)
and cured with a stochiometric quantity of
4,4’-diaminodiphenyl methane (DDM).The ultimate aim of the study is to investigate the effect of adding PMMA and NBR on the morphology and hence the mechanical properties of the modified epoxy network. It has been observed that the modified epoxy network showed an enhancement in elongation, ductility, impact strength and toughness as a result of inclusion of NBR into the blend while the increase in glass transition temperature and tensile strength can be attributed to the inclusion of PMMA into the blend.
The FTIR spectra study ascertained that the interaction between the constituents of the modified epoxy matrix were physical in nature. The dynamic mechanical properties such as the storage modulus, the loss modulus and the damping properties of the blend were investigated with special reference to the addition of both the thermoplastic and
elastomer into the blend over a temperature range of 00C to
2000C at a frequency of one hertz. The morphological
evolutions of the neat as well as modified epoxy network were examined by scanning electron microscope and the toughening mechanism were determined to be due to rubber cavitation, followed by plastic deformation of the matrix resin.
Keywords—modified epoxy blend; FTIR study; mechanical properties; morphology; ternary blend
I. INTRODUCTION
Epoxy resins are characterized with outstanding performances such as toughness, rigidity, chemical resistance, adhesive properties and high thermal stability. Hence they are widely used as matrix resin for composites. However the highly cured resin cannot absorb energy under stress and hence is of a brittle nature.
The most successful and the best established method so far of increasing the toughness of the epoxy resins is to incorporate a second phase of dispersed rubbery particles into the cross linked polymers [6,8]. However, the addition of rubbery particles is effective in increasing only the fracture toughness of epoxy resin while the glass transition temperature and its solvent stability are lowered.
To retain the thermal stability of the thermoset, thermoplastics were used to modify the epoxy resin and to enhance its fracture toughness [1,5,9,10]. However it has been shown that the thermoplastic modified epoxies exhibit various types of morphology, depending crucially on the backbone structure, molecular weight and the end group chemistry of the thermoplastic. Since the ultimate properties of the blend is dependent on the morphology of the cured resin, the difficulty of controlling morphology limits any further improvement of toughness using the thermoplastics.
The present study is aimed at developing a ternary polymer blend by incorporating a thermoplastic and rubber into the epoxy matrix and to examine the morphology, mechanical and thermal properties of this ternary blend. More specifically, the effect of adding the elastomer, NBR and the thermoplastic PMMA, to the epoxy resin matrix has beento the epoxy resin matrix has been investigated.
II. EXPERIMENTAL METHOD
A. Materials
All materials used throughout this work were from commercial sources and were used as received. The epoxy resin employed was Epicote 828 comprising bisphenol A and epichlorohydrin as kindly supplied by Veeyor polymer private limited, Bangalore. The resin had an epoxy equivalent of 188.5g/mol. The thermoplastic used was polymethylmethacrylate (PMMA) IH830, a product of LGMMA. The rubber used here was nitrile- butadiene rubber, TAPRYL CC-360, with a bound acrylonitrile content of 32% kindly supplied by Taprath Polymers Pvt. Ltd. Mumbai, India. The curing agent 4,4’diamino diphenyl methane(DDM) ,K-5 is a product of Atul polymer Ltd, Gujarat, India.
B. Preparation of the blends
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 4, Issue 1, January 2014)
282
The thermoplastic was dissolved in the same mixed solvent combination and this solution was filtered into the epoxy/rubber mixture. It was then heated to remove excess of solvent and then DDM was added to the mixture at 80% stoichiometrically. This was then poured into a preheated mould at 850C. The sample was then placed in an open mould, cured at 1150C in an air oven for a period of 4 hours. It was then post cured at 1200C for 2 hours and then gradually cooled by placing it in the oven overnight.
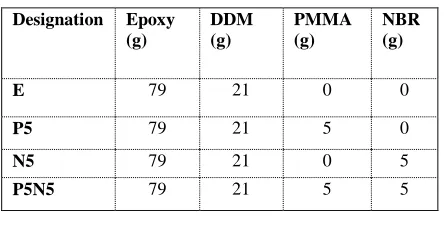
[image:2.612.42.265.293.410.2]Similarly DDM-cured DGEBA/PMMA, DGEBA/NBR and DGEBA blends were prepared.
Table 1
List of formulation for this study
III. CHARACATERISATION
A. Mechanical testing
3.1 FTIR
A Shimazdu IRA Affinity-1spectrophotometer was used to record the spectrum of the cured and uncured samples in the middle infra red region [4000- 500cm-1] and in the near infra red region [7500-4000cm-1]. Analysis was done using solid KBr pellets.
3.2 Tensile strength
The tensile tests were performed in an Instron testing machine at a cross head speed of 5mm/min according to ASTM D 412. The specimens were prepared from a Teflon mould of dimensions 115×33×6mm3. The values were taken from an average of at least 5 specimens.
3.3 Impact strength
The impact strength of the notched specimens was determined using rectangular species of 64×12.7×3.2mm3 according to ASTM D256.
The impact test was carried out at room temperature and the impact energy was reported in Joules per meter. The values were taken for an average of at least 5 specimens.
3.4 Fracture toughness
Fracture toughness, KIC, measurement were done on single-edge notched bend specimens [SEN-B] in an Instron machine at a cross head speed of 5mm/min, according to ASTM D-5045, for the sample size of 60x12x3mm3 with the length of the notch equal to 6mm. Before the measurements the cuts were made sharper by using a laser blade.
3.5 Differential Scanning Calorimeter (DSC)
Two DSC experiments were performed at different temperature ranges. It was performed using 823e Mettler Toledo instrument in a dry nitrogen atmosphere and using 5mg sample in Al pans. Two runs at a constant heating rate at 100C/min were performed in a temperature range of 30-2000C.
DSC was also performed using Perkin-Elmer Diamond series in a dry nitrogen atmosphere working with 5mg sample in Al pans. Four runs at a constant heating rate of 50C/min were performed in a temperature range of -500C to 2000C.
3.6 Dynamic Mechanical Thermal Analysis
The dynamic mechanical measurements were performed using a dynamic mechanical analyzer. The analysis was carried out from 20 to 2000C at a heating rate of 50C/min, with a fixed frequency of 1Hz. Elastic modulus; viscous modulus and tan delta value were obtained according to ASTM D4065, D4440 and D5279 for the sample size of 45×10×2mm3.
3.7 Scanning Electron Microscope
The morphology and fracture surface of the blends were studied using scanning electron microscope [Quanta 200, FEI- Netherland] at an accelerating voltage of 20kV. The specimens were sputtered with gold before taking the micrographs.
Designation Epoxy
(g)
DDM (g)
PMMA (g)
NBR (g)
E 79 21 0 0
P5 79 21 5 0
N5 79 21 0 5
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 4, Issue 1, January 2014)
283
IV. RESULTS AND DISCUSSION
4.1 FTIR measurements
Fig.1. FTIR spectra of uncured and cured P5N5 blend
The modified epoxy blend exhibited the following major peaks of DGEBA, PMMA and NBR. (Figure 2)
For DGEBA, the C-O deformation band centred at 915cm-1, C-H stretching of terminal oxirane group at 3050cm-1, the broad band linkage located at3500cm -1assigned to O-H stretching and bands corresponding
to the ether linkage located at 1000-1100cm-1was observed.
For PMMA, the C=O absorption peak was obtained at 1725cm-1.
For NBR, the nitrile stretching at 2238cm-1 and that of the C-H stretching of butadiene double bond at 969cm-1 was observed.
The modified epoxy blend with 4,4diamino diphenyl methane as curing agent showed all the above major peaks of the three components undergo a red shift indicating perhaps the presence of hydrogen bonding in the cured blend. (Figure 2)
4.2 Tg measurements by DSC
The lowering of the Tg of the N5 blend to 1410C [Fig.2] in comparison to the neat epoxy resin suggests that the elastomer has remained in the solution too far into the cure and significant quantities of it has been trapped in the solution when the resin gels. Thus the tapped elastomer acts as plasticizer and has subsequently lowered the glass transition temperature of the blend.
The P5N5 bend exhibited glass transition temperature closer to that of neat epoxy resin suggesting that the presence of the thermoplastic in the epoxy matrix has indeed contributed to a better phase separation of the rubbery particles during cure and hence enhanced the glass transition temperature of the blend by preventing the plasticizing of the matrix.
Further, the P5N5 blend was subjected to a temperature range of -500C to 2000C, to ascertain whether the results obtained would be similar to that achieved under the range of 300C to 2000C. As expected, both ranges reflected similar results, with Tg values of the P5N5 blend remaining unaltered.
Fig.2. Glass transition temperature of the neat and modified epoxies as determined by DSC
Mechanical analysis
4.3 Impact property
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 4, Issue 1, January 2014)
284
The fact that PMMA is an amorphous material having fracture energy of the order of 1KJ/m2 and large free volume available, allows it to absorb greater energy associated with crack growth and propagation, resulting in the P5 blend showing an comparatively higher impact strength than the neat epoxy resin.
Incorporation of NBR into P5N5 blend resulted in matrix ductility and hence an improvement in the impact strength value. The improvement in impact strength shall be correlated with toughness enhancement. Significant toughening is achieved only when the rubber can form a separate phase inside the epoxy matrix with a particle size in the order of few micrometers. This ability is affected both by the functionality of the end groups and the acrylonitrile content of the rubber employed.
As suggested by Y.Huang and co-workers [19] greater acrylonitrile content used promotes good interfacial bonding as a result the rubber particles tend to cavitate during fracture rather than debond from the matrix. The rubber employed here contains 32% acrylonitrile; hence rubber cavitation and shear deformation has resulted in increase in the efficiency of stress transfer behavior in the rubber toughened epoxy system as ascertained by SEM micrograph of P5N5 blend.
Fig.3. Impact strength of neat and modified epoxies
4.4 Tensile strength and related property
The P5 blend exhibited greater tensile strength and greater degree of stiffness as characterized by Young modulus behavior in comparison to neat epoxy resin [Fig. 4, 5]. Generally when a rubber modifier is added to a thermoset resin its elastomeric character authorizes a decrease in Young’s modulus significantly as exhibited by the N5 blend. The Young’s modulus value of P5N5 blend indicates that the stiffness caused due to the addition of the thermoplastic, PMMA has been offset by the addition of the elastomer, NBR. This decrease in the stiffness of the modified epoxy network probably can be attributed to lowering in cross linking density.
Fig.4. Tensile strength of neat and modified epoxies
Fig.5. Young’s Modulus values of neat and modified epoxies
4.5 Fracture toughness property
The N5 blend exhibited the maximum fracture toughness property [Fig.6]. It is also observed that the elastic modulus and the Tg of the N5 blend is significantly lower than the other blends. This suggests that a small amount of rubber has been trapped and remains in solution in the matrix and that the matrix has been plasticized. Thus, the matrix has become more ductile. According to Chen and Jan [19] enhanced matrix ductility increases the size of plastic deformation zone and thus, contributes to further toughening.
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 4, Issue 1, January 2014)
285
The presence of such holes is interpreted as caused by the dilatational deformation of the particles and the matrix [21, 22] that nucleates local shear yielding of the epoxy matrix causing a significant crack tip deformation. According to R. Thomas et al. [8] the crack growth resistance of rubber – modified epoxies arises from the energy dissipation occurring in the vicinity of the crack tip. The synergic effect of localized cavitations at the rubber/ matrix interface and plastic shear yielding in the epoxy matrix are supposed to be responsible for deformation that results in energy dissipation process which ultimately improves the fracture toughness values of the rubber modified epoxies.
Fig.6. Fracture Toughness of the neat and modified epoxies
4.6 Dynamic mechanical analysis
The storage shear modulus (G’) of cured modified blends is depicted in [Fig.7]. The value of storage modulus, G’, signifies the stiffness of the material. All the curves show three distinct regions: a glassy high modulus region where the segmental mobility is restricted, a transition zone where a substantial decrease in the G’ values with increase in temperature and a rubbery region where a drastic decay in the modulus. The storage modulus of N5 is the least, indicating that the stiffness decreases on addition of NBR. This decrease is attributed to the lowering of the cross- linking density and plasticization effect of NBR in the epoxy matrix. [24]
Fig.7. Storage shear modulus [G’] versus temperature of modified epoxies
The loss modulus peak corresponds to the maximum heat dissipation per unit deformation. It is observed that the transition peak becomes more intense by greater cross linking density as exhibited by the P5 blend [Fig.8]. With the inclusion of NBR, the peak shifting and broadening is observed. According to R. Thomas et al. [24] the reason for peak shifting and broadening could be due to decrease in the cross- linking density of the epoxy on incorporation of NBR. The distribution of relaxation times of molecules in the epoxy matrix becomes broader by the inclusion of NBR into the matrix.
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 4, Issue 1, January 2014)
286
The ratio of the loss modulus to the storage modulus is measured as the mechanical loss factor or tan δ. The damping properties of the material give the balance between elastic and viscous phase in a polymeric structure. It is observed that as temperature increases, damping goes through a maximum in the transition region and then decreases in the rubbery region. The position and height of the tan δ peaks as seen in [Fig. 9] are indicative of the structure and extent to which the polymer is cross- linked. The shift of the peak to lower region in the N5 blend may be attributed to lowering of cross- linking density in the modified sample. During the curing of epoxy resin, phase separated NBR domains shall occupy space in between the reaction sites, thereby impairing the cross- linking reaction at that particular site. This, in turn reduces the cross- linking density of the cured systems. The tan δ peak of the P5N5 blend suggests that the presence of the thermoplastic, PMMA, has reduced the NBR content in the epoxy matrix, thereby increasing the cross-linking density. The P5N5 blend exhibits a Tg of 1640C which is agreeable with the value obtained from DSC.
Fig.9 Tan δ versus temperature of modified epoxies
4.7 Morphological Properties
The fracture surface of the unmodified epoxy as show in [Fig. 10, 11] was mainly featureless except for a few river lines in the crack tip area. The main deformation micro-mechanism in the fracture of the unmodified epoxy polymers according to previous reports is localized shear yielding in the crack tip region.
The scanning electron micrographs of P5N5 blend display rough fracture surfaces [Figure 16, 17]. The magnified P5N5 micrograph shows the crack propagation mostly through the epoxy matrix, around the rubber particles [Figure 17]. The toughening effect is made possible by the formation of two phase system.
The rubber has precipitated out of the mixture during the polymerization process. The difference in the solubility due to acrylonitrile content causes the rubber to precipitate out into spherical particles. The presence of embedded soft spherical particles stimulates shear deformation mechanism because points of maximum stress concentration develop around the equators of such particles when the resin is stressed. Further void formation is promoted and yielding constraints adjacent to failed particle are reduced. The resulting plastic deformation helps to blunt a propagating crack tip and suppress fracture.
The stress whitening seen [Figure 16] is attributed to light scattering by these holes and the major energy absorption mechanism suggested being the plastic deformation of the matrix. Plastic deformation blunts the crack tip which reduces local stress concentration and allows the material to support higher loads before failure occurs.
V. CONCLUSIONS
It has been found that the incorporation of NBR/PMMA into a commercial high performance epoxy/amine system shows distinct morphological and mechanical properties unique to it.
The presence of the thermoplastic PMMA in the homogenized epoxy matrix helps improve the modulus, tensile behavior and thermal properties of the blend while the incorporation of NBR which forms a dispersed rubbery phase, helps the blend become more ductile and improves its impact strength and hence toughness property.
Unfortunately viscosity limitation did not permit further loading of both PMMA and NBR and hence it has not been possible to determine a direct morphology- loading level relationship.
The result from this work has demonstrated that the ternary epoxy matrix consisting of PMMA and NBR can be considered as a promising matrix for composite applications.
Acknowledgements
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 4, Issue 1, January 2014)
287
Fig.10. SEM micrograph of neat epoxy
Fig.11. Magnified micrograph of neat epoxy
Fig.12. SEM micrograph of P5 blend
Fig.13. Magnified micrograph of P5 blend
Fig.14. SEM micrograph of N5 blend
Fig.15. Magnified micrograph of N5 blend
Fig.16. SEM micrograph of P5N5 blend
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459,ISO 9001:2008 Certified Journal, Volume 4, Issue 1, January 2014)
288
REFERENCES
[1] Natarajan K, Rao R M V G K(1994) Toughening studies on an
ABS/PC blend-modified epoxy resin system. High Perform polym6:
241-248.
[2] Horiuchi.S, Street.A.C, Ougizawa.T, Kitano. T (1994) Fracture toughness and morphology study of ternary blends of epoxy, poly(ether sulfone) and acrylonitrile-butadiene rubber. Polymer 24: 5283-5292
[3] Remiro.R.M, Marieta.C, RiccardiC.C, Mondragon.I(2001) Influence
of curing conditions on the morphologies of a PMMA-modified epoxy matrix. Polymer 42: 9909-9914
[4] Clara M. Gomez, Clive B. Bucknall (1993) Blends of poly(methyl
methacrylate)with epoxy resin and an aliphatic amine
hardner.Polymer 34: 2111-2117
[5] Pena.G, Eceiza.A, Valea.A, Remiro.P, Oyanguren.P, Mondragon.I
(2003) Control of morphologies and mechanical properties of thermoplastic- modified epoxy matrices by addition of a second thermoplastic. Polym Int. 52: 1444-1453.
[6] Jansen B.J.P, Tamminga K.Y, Meijer.H.E.H, Lemstra P.J (1999)
Preparation of thermoset rubbery epoxy particles as novel toughening modifiers for glassy epoxy resins. Polymer 40: 5601-5607
[7] Jansen B.J.P, Rastogi.S, Meijer H.E.H, Lemstra P.J (2001)
Rubber-Modified Glassy amorhous polymers prepared via chemically induced phase separation.1. Morphology development and mechanical properties. Macromolecules 34: 3998-4006
[8] Raju Thomas, Ding Yumei, He Yuelong, Yang Le, Paula
Moldenares, Yang Weimin, Tibor czigany, Sabu Thomas(2008): Miscibility, morphology, thermal, and mechanical properties of a DGEBA based epoxy resin toughened with a liquid rubber. Polymer 49: 278-294
[9] Das B, Chakraborty D, Hajra A.K, Sinha S (1994):
Epoxy/Poly(methyl methacrylate) Interpenetrating polymer
networks- Morphology, Mechanical and thermal properties. J. Apl. Polym. Sci.53: 1491-1496
[10] Schauer E, Berglund L, Pena G, Marieta C, Mondragon I(2002) Morphological variations in PMMA- modified epoxy mixtures by PEO addition Polymer 43: 1241-1248
[11] Bagheri R, Pearson R.A (1993) Rubber-toughened epoxy
polymers-the role of polymers-the epoxy rubber interface, The Society of Plastic
Engineers ANTEC’: 3006-3008
[12] Peter Brandenburger (1994) Rubber Toughening of thermosetting
poly(methyl methacrylate), The Society of Plastic Engineers
ANTEC’: 889-891
[13] Yoon T.H, Liptak S.C, Priddy D, MC Grath J.E (1994) Toughened epoxy resins via reactive thermoplastic modification, The Society of Plastic Engineers ANTEC’: 889-891
[14] Kortaberria G, Arruti P, Gabilondo N, Mondragon I (2004) Curing of an epoxy resin modified with poly(methylmethacrylate) monitored by simultaneous dielectric/ near infrared spectroscopies. Eur. Polym. J. 40: 129-136
[15] Woo E.M., Min.N.Wu (1996) Blends of a diglycidylether epoxy
with bisphenol-A polycarbonate or poly(methylmethacrylate):cases of miscibility with or without specific interactions Polymer 37:2485-2492
[16] [16] Olmos D, Loayza A, Gonzalez-Benito J (2010):
Phase-separation process in a poly(methylmethacrylate)- modified epoxy system- A novel approach to understanding the effect of the curing temperature on the final morphology, J. Apl. Polym. Sci. 117: 2695-2706
[17] Olmos D, Bagadi K, Mozco J, Pukanszky B, Gonzalez-Benito J
(2011): Morphology and interphase formation in
epoxy/PMMA/glass fibre composites: Effect of the molecular weight of the PMMA, J. Colloid Interf. Sci. 360: 289-299
[18] Chakraborty S, Bandyopadhyay S, Ameta R, Mukhopadhyay R,
Deuri A.S (2007) Application of FTIR in characterization of acrylonitrile – butadiene rubber (nitrile rubber), Polym. Test. 26 : 38-41
[19] Chen, T.K, Jan Y.H.(1995): Fracture behaviour of rubber mounted high temperature epoxies, Polym. Eng.Sci. 35: 778-775
[20] C. Keith Riew, Anthony J. Kinloch (1993) Toughened Plastics I. American Chemical Society
[21] Bascom WD, Hunston DL. In: Alex K W(1980). Adhesives, vol. 6.:
Applied Science Publishers, London
[22] Hunston DL, Bascom WD.In: Riew CK, Gillham JK, (1984). Rubber
modified thermoset resins. Advance in chemistry series no. 208. American Chemical Society: p.83-99
[23] Kinloch AJ, Hunston DL (1986) Effect of volume fraction of
dispersed rubbery phase on the fracture toughness of rubber- toughened epoxy polymer, J. Mater. Sci. Lett. 5: 909.
[24] Raju Thomas, Sebastien Durix, Christophe Sinturel, Tolib Omonov,
Sara Goossens, Gabriel Groeninckx, Paula Moldenaers, Sabu Thomas (2007): Cure Kinetics, morphology and miscibility of modified DGEBA- based epoxy resin- Effects of a liquid rubber inclusion Polymer 48: 1695-1710