Influence of Catalyst and Its Applications in Petroleum
Refineries- A Overview
Sundaram Haridoss
Assistant Professor,
Department of Petroleum Engineering
AMET University, Chennai-603112, Tamil Nadu, INDIA. email:[email protected].
(Received on: July 21, Accepted: July 31, 2017)
ABSTRACT
Catalysts are substances that speed up reactions by providing an alternative pathway for the breaking and making of bonds. Key to this alternative pathway is lower activation energy than that required for the uncatalysed reaction. Catalysts are often specific for one particular reaction and this is particularly so for enzymes which catalyze biological reactions, for example in the fermentation of carbohydrates to produce biofuel. If catalytic activity can be improved, it may be possible to lower the temperature or the pressure at which the process operates and thus save fuel which is one of the major costs in a large-scale chemical process. Further, it may be possible to reduce the amount of reactants that are wasted forming unwanted by-products. If the catalyst is in the same phase as the reactants, it is referred to as a homogeneous catalyst. A heterogeneous catalyst on the other hand is in a different phase to the reactants and products, and is often favored in industry, being easily separated from the products, although it is often less specific and allows side reactions to occur.
Keywords: Catalyst, temperature, pressure, biofuel, energy, cost.
INTRODUCTION
light vacuum gas oil, and deasphalted oil are common feedstocks for the FCC. Since the FCC is not a hydrogen addition unit carbon is rejected in the form of coke on the catalyst particles and burned off to provide heat needed for the reaction. The product is sent to a Fractionator where 3-7 % ends up in the bottom as heavy aromatic slurry oil that contains catalyst fines (Guercio, 2010). These fines settle out and slurry oil is, therefore, more correctly termed decant oil (DO). When decant oil under goes carbonization in a delayed Coker it produces a premium grade coke known as needle coke. Needle coke is highly graphitizable and is the primary filler used in the production of graphite electrode for electric-arc furnaces to recycle scrap iron and steel. When sulfur content of the needle coke is sufficiently high an irreversible volume expansion (puffing) has been observed when cokes are subject to graphitization heat treatment. The volume expansion increases the porosity which reduces the strength and conductivity of the graphite electrodes. Puffing in needle coke results from the explosive evolution of sulfur in the form of CS2 and H2S (Noda, Kamiya and Inagaki, 1968; Fujimoto et al., 1989) in a narrow temperature window during graphitization heat treatment.
Several measures have been proposed to reduce puffing. One measure includes the addition of inhibitors such as metal oxides, e.g., Iron (III) oxide. The metal provides a bonding site for the evolved sulfur to form sulfides and, therefore, inhibits the pressure build up in pores and reduces the effects of puffing because metal sulfides decompose at higher temperatures. Hydrodesulphurization (HDS) of the needle coke has also been investigated to reduce puffing. However, HDS of solid coke is a multistep process that only reduces total sulfur concentration by around 20% (Mochida, et al., 1988). Hydrodesulphurization of the needle coke feed (DO) has several advantages over the post treatment since sulfur is more readily removed in liquid phase. As the trend of processing heavier crude oils containing higher levels of sulfur continues, needle coke feedstocks will require processing to reduce sulfur content to acceptable levels.
It has been demonstrated by Eser and Jenkins (1989) that there is a strong relationship between carbonaceous mesophase development and the aromatic to aliphatic hydrocarbon ratio in delayed coking feedstocks. Therefore, hydrogenation during hydrodesulphurization should be kept to a minimum to maintain hydrogen aromaticity of decant oils. The change in sulfur concentration from hydrodesulphurization is not expected to impact mesophase development because organic sulfur has not been shown to impact mesophase development when under 3 wt. % (Gu et al., 1984). Emphasis should be placed on sulfur removal from the heavy ends of decant oil since these compounds are most likely to get incorporated into the coke. It is the large molecules in the heavy ends of decant oil that is most likely to have diffusion limitations in and out of the catalyst pores.
1.1 CATALYST CLASSIFICATION
Figure: 1. Types of catalyst
1.2 HETEROGENEOUS CATALYSIS
The gas molecules interact with atoms or ions on the surface of the solid. The first process usually involves the formation of very weak intermolecular bonds, a process known as physisorption, followed by chemical bonds being formed, a process known as chemisorptions. Physisorption can be likened to a physical process such as liquefaction. Indeed the enthalpy changes that occur in physisorption are ca -20 to -50 kJ mol-1, similar to those of
enthalpy changes when a gas condenses to form a liquid. The enthalpies of chemisorption are similar to the values found for enthalpies of reaction. They have a very wide range, just like the range for non-catalytic chemical reactions.
An example of the stepwise processes that occur in heterogeneous catalysis is the oxidation of carbon monoxide to carbon dioxide over palladium. This is a very important process in everyday life. Motor vehicles are fitted with catalytic converters. These consist of a metal casing in which there are two metals, palladium and rhodium, dispersed very finely on the surface of a ceramic support that resembles a honeycomb of holes. The converter is placed between the engine and the outlet of the exhaust pipe. The exhaust gases contain carbon monoxide and unburned hydrocarbons that react with the excess oxygen to form carbon dioxide and water vapor, the reaction being catalyzed principally by the palladium. The removal of carbon monoxide, unburned hydrocarbons and nitrogen (II) oxide from car and lorry exhausts is very important for this mixture leads to photochemical smogs which aggravate respiratory diseases such as asthma.
Platinum, palladium and rhodium are all used but are very expensive metals and indeed each is more expensive than gold. Recently, much work has been devoted to making catalysts with very tiny particles of the metals, an example of the advances being made by nanotechnology.
endothermic to proceed. The enthalpy of chemisorption has to be sufficiently exothermic for chemisorption to take place, but not so high that it does not allow further reaction to proceed. For example, in the oxidation of carbon monoxide, molybdenum might at first sight be favored as a choice, as oxygen is readily chemisorbed by the metal. However, the resulting oxygen atoms do not react further as they are too strongly adsorbed on the surface. Platinum and palladium, on the other hand, have lower enthalpies of chemisorption with oxygen, and the oxygen atoms can then react further with adsorbed carbon monoxide.
1.3 GENERAL REQUIREMENTS FOR A HETEROGENEOUS CATALYST
The catalyst must allow the reaction to proceed at a suitable rate under conditions that are economically desirable, at as low a temperature and pressure as possible. It must also be long lasting. Some reactions lead to undesirable side products. For example in the cracking of gas oil, carbon is formed which is deposited on the surface of the catalyst, a zeolite, and leads to a rapid deterioration of its effectiveness. Many catalysts are prone to poisoning which occurs when an impurity attaches itself to the surface of the catalyst and prevents adsorption of the reactants. Minute traces of such a substance can ruin the process; one example is sulfur dioxide, which poisons the surface of platinum and palladium. Thus all traces of sulfur compounds must be removed from the petrol used in cars fitted with catalytic converters.
Further, solid catalysts are much more effective if they are finely divided as this increases the surface area. At high temperatures, the particles of a finely divided catalyst tend to fuse together and the powder may 'cake', a process known as sintering. This reduces the activity of the catalyst and steps must be taken to avoid this. One way is to add another substance, known as a promoter. When iron is used as the catalyst in the Haber process, aluminum oxide is added and acts as a barrier to the fusion of the metal particles. A second promoter is added, potassium oxide that appears to cause the nitrogen atoms to be chemisorbed more readily, thus accelerating the slowest step in the reaction scheme.
1.4 LUMINIUM OXIDE, SILICON DIOXIDE, ALUMINOSILICATES AND ZEOLITES
One of the most important reactions in which Aluminium oxide, Al2O3, (often referred
to as alumina) takes part in an industrial reaction is in plat forming, in which naphtha is reformed over alumina impregnated with platinum or rhenium. Both the oxide and the metals have catalytic roles to play, an example of bifunctional catalysis. There are hydroxyl groups on the surface of alumina which are, in effect, sites which are negatively charged to which a hydrogen ion is attached that can act as an acid catalyst.
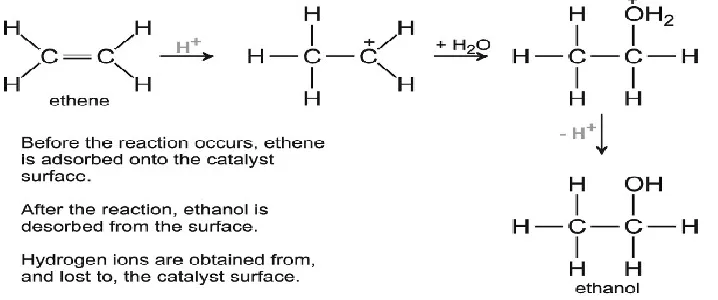
active acidic sites. For example, the manufacture of ethanol is achieved by the hydration of ethene using silica, coated with phosphoric acid:
The mechanism involves the formation of carbonation (Figure 2):
Figure 2: A mechanism for the hydration of ethene to ethanol.
Aluminosilicates are also used as catalysts when an acid site is required. These are made from silicon dioxide (silica) and aluminum oxide. They contain silicate ions, SiO44- that have a
tetrahedral structure which can be linked together in several ways. When some of the Si atoms are replaced with Al atoms, the result is an aluminosilicate. Hydrogen ions are again associated with the aluminium atoms:
2. ZEOLITE CATALYSTS
Figure 3: The structure of a zeolite
However, if the zeolite is washed with phosphoric acid and heated strongly, minute particles of phosphorus (V) oxide are deposited on the surface making the pores slightly smaller. This restricts the diffusion of the 1,2- and 1,3-isomers and they are held in the pores until they are converted into the 1,4-isomer and can escape (Figure 4). This remarkable selectivity enables the yield of the 1, 4-isomer to be increased from 25% to 97%.
The ability of the zeolite to absorb some molecules and to reject others gives it the ability to act as a molecular sieve. For example, in the manufacture of ethanol from ethene or from biomass, an aqueous solution of ethanol is produced, in which there is 4% water still present even after repeated distillations.
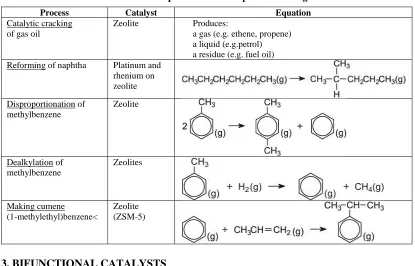
Table 1: Examples of industrial processes using zeolites.
Process Catalyst Equation
Catalytic cracking of gas oil
Zeolite Produces:
a gas (e.g. ethene, propene) a liquid (e.g.petrol) a residue (e.g. fuel oil) Reforming of naphtha
Platinum and rhenium on zeolite
Disproportionation of methylbenzene
Zeolite
Dealkylation of methylbenzene
Zeolites
Making cumene (1-methylethyl)benzene<
Zeolite (ZSM-5)
3. BIFUNCTIONAL CATALYSTS
Bifunctional catalysts are able, as the name implies, to catalyse the conversion of one compound to another, using two substances on the surface.
If a sulfur compound is allowed to pass over the surface of the catalyst, it is preferentially adsorbed by the rhenium. If sulfur compounds are not removed, reactions occur leading eventually to the formation of carbon which causes the activity of the catalyst to be markedly reduced.
Branched alkanes have a much higher octane rating than straight chain ones. Not only are the alkanes now branched, but cycloalkanes are also formed and, from them, aromatic hydrocarbons. All three classes of hydrocarbon have a higher octane rating than naphtha. Besides aluminium oxide and silicon dioxide, other oxides are important catalysts. For example, in the Contact Process used to manufacture sulfuric acid, the catalyst for the oxidation of sulfur dioxide to sulfur trioxide is vanadium (V) oxide on the surface of silica:
Potassium sulfate is added as a promoter. Its mode of action is not absolutely clear but it appears to be because its presence lowers the melting point of the catalyst, and allows it to spread out as a very thin layer over the entire surface.
Several important industrial processes are catalysed by mixed metal oxides. The surfaces contain two or more different metal atoms, O2- ions and -OH groups. They are
particularly useful in the oxidation of hydrocarbons, where selective oxidation is required. Without the catalyst, propene is oxidized to a large number of organic compounds, including methanol and ethanol, and eventually forming carbon dioxide. The oxygen atoms on the surface of molydenum (VI) oxide are not very reactive, reacting selectively with propene and breaking the weakest bond in the alkene to form an allyl radical:
The allyl radical is then oxidized on the surface to yield propenal. It is postulated that the allyl radical is oxidized by an oxygen atom that is adsorbed at a molybdenum site. Another oxygen atom, adsorbed on a bismuth site, is then transported to the reduced molybdenum site to replace that oxygen. There is a compensating transport of electrons to complete the cycle.
4. HOMOGENEOUS CATALYSIS
Homogeneous catalysts are less frequently used in industry than heterogeneous catalysts as, on completion of the reaction, they have to be separated from the products, a process that can be very expensive.
Table 2: Examples of industrial processes using homogeneous catalysis.
Manufacture Catalyst Equation
Ethane-1,2-diol Sulfuric acid
2,2,4-Trimethylpentane (iso-octane)
Hydrogen fluoride
Phenol and propanone Sulfuric acid
Bisphenol A Sulfuric acid
5. CONCLUSION
REFERENCES
1. Al Humaidan F, Lababidi MSH, Al-Rabiah H. Thermal cracking kinetics of Kuwaiti vacuum residues in Eureka process. Fuel 103:923-931 (2013).
2. N.Y. Chen, W.E. Garwood and F.G. Dwyer, Shape Selective Catalysis in Industrial Applications (Dekker, New York, 1996).
3. J. Scherzer, Octane Enhancing, Zeolitic FCC Catalysts pp. 41–109 (Dekker, New York, 1990). 4. Brainerd, G. R and W. J. Chappas. “Cold-Cracking of Petroleum Feedstocks” an undated
white paper submitted to U.S. DOE presumably in 2005.
5. Zaykin, Yu. A., R. F. Zaykina and N. K. Nadirov. “Radiation-Initiated Cracking of Hydrocarbons and its Application for Deep Conversion of Oil Feedstock.” Oil and Gas (Kazakhstan), V. 4, Issues 24, pp. 47-57, (2004).
6. ASTM Standard D1160-06 (2009). Standard Test Method for Distillation of Petroleum Products at Reduced Pressure. ASTM International. West Conshohocken, PA.
7. Sadighi, S, Arshad A, Irandoukht A. Kinetic Study on a Commercial Amorphous Hydro-cracking Catalyst by Weighted Lumping Strategy. Int. J. Chem. Reactor Eng. 8:A60 (2010c). 8. Shadbahra J, Khosravanib L, Khorasheh F. Development of a continuous kinetic model
for visbreaking reactions. Sci. Iranica. 18(3):465-469 (2011).
9. Speight JG. The Chemistry and Technology of Petroleum. 4th ed., CRC Press (2006). 10. Gary JH, Handwerk GE. Petroleum Refining Technology and Economics. 2nd Ed., Marcel
Dekker, Inc. (1984).
11. Xiao F.S. Ed., Meng X. Ed. Zeolites in Sustainable Chemistry Synthesis, Characterization, Catalytic Applications Springer (2016).
12. Vogt E.T.C., Weckhuysen B. M. Fluid catalytic cracking: recent developments on the grand old lady of zeolite catalysis Chem. Soc. Rev., 44, 7342 (2015).
13. Weitkamp, J. Zeolites and Catalysis, Solid State Ionics, Volume 131, Issues 1–2, 1, Pages 175–188 (June 2000).
14. Otterstedt, J.E.; Zhu, Y.M. and Sterte, J. Appl. Catal., 38, 143-55 (1988).
15. Otterstedt, J.E.; Gevert, S.B.; Jaeraas, S.G. and Menon, P.G. Appl. Catal., 22, 159-79 (1986).
16. Scherzer, J. and McArthur, D.P. Ind. Eng. Chem. Res., 27, 1571-6 (1988). 17. Speronello, B.K. and Reagan, W.R. Oil Gas J., 82, 139 (1984).
18. Ritter, R.E. and Young, G.W. Paper AM-84-57, N.P.R.A. Annual Meeting, March 25-27, (1984).
19. Parry, E.P., J. Catal., 2, 371 (1963).
20. Gladrow, G.M.; Krebs, R.W. and Kimberlin, C.N. Ind. Eng. Chem. Prod. Res. & Dev. 45, 142-147 (1953).