Abrasive Water Jet Machining - A Review on
Current Development
M. Rajyalakshmi P. Suresh Babu
Assistant Professor Principal
Department of Mechanical Engineering Department of Mechanical Engineering
PVP Siddhartha Institute of Technology, Vijayawada, Andhra Pradesh
Chalapathi Institute of Engineering and Technology, Lam, Guntur, Andhra Pradesh, India
Abstract
Abrasive waterjet machining (AWJM) is one of the modern machining process for difficult to cut materials. It is an environment friendly and relatively inexpensive process with reasonably high material removal rate. In all the machining processes the quality of the work piece is depends on various design parameters. The process parameters which mainly affect the quality of cutting in AWJM are Hydraulic pressure, traverse speed, stand-off distance, abrasive flow rate types of abrasive, etc., The quality parameters considered in AWJM are Material Removal Rate (MRR), Surface Roughness (SR), Depth of Cut, kerf Characteristics and Nozzle wear. Because of its varied advantages it is gaining more importance in recent time. Various statistical and modern approaches are applied to optimize these process parameters to improve the performance characteristics. But most of the authors considered common process parameters like hydraulic pressure, traverse speed, stand-off distance and abrasive flow rate. Other parameters can also be considered for optimization, which influence the quality parameters. In the present paper an attempt is made to review the research work carried out so far in the area of AWJM.
Keywords: AWJM, Process Parameters, Optimization
________________________________________________________________________________________________________
I. INTRODUCTION
AWJM is a non-conventional machining process where material is removed by impact erosion of high pressure, high velocity of water and mixed high velocity of abrasive grits on a work piece. Various benefits of AWJM made it as one of the modern methods used in manufacturing industry for material processing. AWJM is widely used in the processing of materials such as titanium, Inconel, steel, brass, aluminum, stone, glass and composites. As an advanced manufacturing technology, abrasive waterjet (AWJ) cutting is being increasingly used in various industries. The operational aspects of AWJ machining consist of polishing, drilling, turning, 3D machining and milling.
In recent years, a large amount of research has been carried out to understand the process and improve its performance. Being a modern machining process, abrasive waterjet machining is yet to undergo sufficient perfection so that its fullest potential can be obtained. In this paper a review on various research activities carried out in the past decade on AWJM is provided.
H. Hocheng et al. [1] discussed the feasibility of Abrasive water jet milling for Fiber reinforced plastics. They studied the effect of process parameters on Material removal rate and surface roughness for single pass cutting using dimensional analysis later extended the studies to multi pass cutting. D. Arola and Ramulu [2] used micro structural analysis and micro hardness measurement to study the effect of material properties on surface integrity and texture. A macro geometrical cutting quality evaluation of process factors for abrasive waterjet cutting is experimentally studied by Hloch et al. [20]. They obtained the level quality as a function of the process parameters and regression equations by using analysis of variance (ANOVA). Zhu et al. [28] found that, by using ductile erosion method, the precision surface machining can be carried out by AWJM with low pressure and small erosion angle.
II. AWJM PROCESS FOR VARIOUS MATERIALS
Modern Composite Materials
Particle Reinforced Metal Matrix Composites (PRMMCs), Kevlar composite laminates and Polymer Matrix composites have proved to be extremely difficult to machine using conventional manufacturing processes due to heavy tool wear. With experimental investigations Wang [4] studied that AWJM is well suited for polymer matrix composites. Advanced machining processes such as electro discharge machining, laser cutting and abrasive water jet (AWJ) machining techniques can also be used for machining these composites. Muller et.al,[7] compared these processes and with experimentation they concluded that AWJ cutting results in no thermal damage within the composite. Hybrid Taguchi method (TM) and Principal component analysis (PCA) was used by Siddiqui et al.,[21] for assessing the AWJ machining performance by considering multiple quality characteristics (MQC). The results are compared with experimental results and found satisfactory.
Advanced Ceramics Materials
Traditional machining processes are not suitable for processing of ceramics economically because of their high hardness and strength. Hence, unconventional machining processes like lasers, ultrasonic machining, and electro discharge machining. Although these processes have been successfully used for machining ceramics, each is associated with its own disadvantages. Wang and Guo [11] presented a general guide for selection of cutting parameters for processing Alumina ceramic. Gulhane et al.,[53] studied the effect of process parameters for machining hard and brittle materials like Ceramics using AWJM.
Granite
Owing to its unique characteristics, now a day’s granite has been widely used as dimensional stone in public and commercial applications. The abrasive water jet (AWJ) is a new innovative tool for cutting rocks and rocklike materials. It can be used for cutting, pre-weakening and drilling of rocks [55]. A hybrid approach is presented by Chakravarthy et al. [6] for cutting granite economically with good efficiency of cut. The technology is a promising tool because of its distinctive features. These features make the technology an environmentally friendly technique over other traditional cutting processes.
Glass
Glass products have applications in situations in which plastics and metals would fail and need to be part of designer’s repertoire. Khan et.al [15] studied cutting of glass using various abrasive materials for effective cutting with AWJM. Fan et al. [27] developed predictive mathematical models for the erosion rates in micro-hole drilling and micro-channel cutting on glasses with an abrasive air jet. Ushasta Aich et al. [57] worked on two new approaches Simulated Annealing and Particle Swarm Optimization for machining Boro silicate glass using AWJM. Initially two single objective optimization models are developed for MRR and Depth of cut simultaneously. Experimental results obtained by machining Boro silicate glass using AWJ machining are first modeled using statistical techniques and then verified using above evolutionary algorithms.
Alloys
Aluminum alloys and ferrous alloys are the materials which find many applications in modern industries. No. of researchers studied the machining of those alloys using AWJM economically by optimizing the process parameters considering different quality parameters. Asif Iqbal et al. [35] developed a full factorial design of experiments to investigate the effects of Various process parameters upon three response variables, surface finish of cutting wear zone, percentage proportion of striation free area, and maximum width of cut. Experimentations were conducted on two ductile materials AISI 4340 and Aluminum 2219. By applying ANOVA it was found that different parameters are responsible for different quality parameters. Multi-criteria numerical optimization was also performed in order to simultaneously optimize different combinations of performance measures. Dittrich et al., [63] described the Machining of aluminum oxide Al2O3. A process design was being executed concerning productivity and machining precision by using an analysis based on the method of the Design of Experiments (DoE).
III. MAJOR AREAS OF AWJM RESEARCH
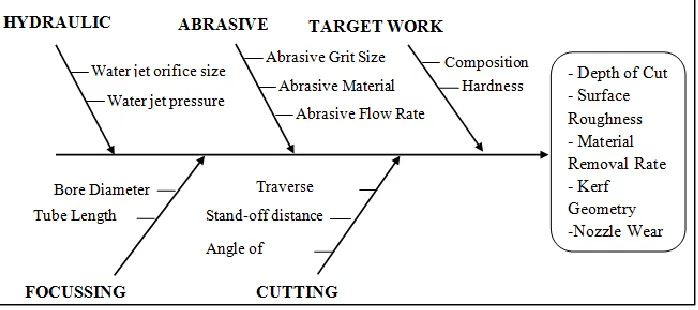
The efficiency of AWJM process depend on several parameters. They can be classified as Hydraulic, Abrasive, Work Material, Nozzle, and cutting parameters as shown in fig.1.The AWJM research can be classified into two major areas namely AWJM process modeling and optimization along with AWJM process monitoring and control.
AWJM process modeling and optimization
(GRA), genetic algorithm (GA), artificial neural network (ANN), fuzzy logic (FL), simulated annealing (SA), artificial bee colony (ABC), etc.
Fig. 1: Classification of Process parameters influencing the AWJM
Different authors considered different parameters for their study but surface roughness, depth of cut, material removal rate, kerf geometry and nozzle wear are often used as target parameters. The selection of suitable machining conditions for the AWJM process is based on the analysis of various design parameters for different performance measures. The work carried out by researchers on effects of combination of different process parameters on various quality parameters are discussed below.
Effect of the process parameters on surface roughness
M. A. Azmir et al. [12] calculated gray rational grade based on grey rational analysis to optimize the multiple performance characteristics i.e., surface roughness at four different heights of a Kevlar composite laminate. To analyze the process parameters such as hydraulic pressure, abrasive mass flow rate, standoff distance and traverse rate orthogonal array with grey rational analysis is applied. The results thus obtained are validated through experimental results. Ahmet Hascalik et al. [14] studied the effect of traverse speed on one of the difficult to cut materials Ti-6Al-4V alloy using AWJ machining by varying different speeds 60, 80, 120, 150, 200 and 250 mm/min to analyze surface geometry. The kerf geometries and micro structural features of the machined surfaces are also studied and it is observed that jet traverse speed is significant parameter on surface texture. It is also noticed that the kerf taper ratio and surface waviness increase with increasing traverse speed in chosen conditions. Experimental study was carried by M.A. Azmir et al. [15] to assess the influence of process parameters on surface roughness in machining glass fibre reinforced epoxy composites using abrasive water jet cutting. They developed an empirical model using Taguchi’s method and ANOVA is used for optimizing the process parameters such as type of abrasive material, hydraulic pressure, standoff distance and jet traverse rate. A mathematical model was also developed using piece wise linear regression to analyze surface roughness in terms of process parameters.Azmir and Ahsan [23] studied effect of machining parameters such as abrasive types, hydraulic pressure, standoff distance, abrasive flow rate, traverse rate and cutting orientation on surface roughness (Ra) by using Taguchi's design of experiments and ANOVA for glass/epoxy composite laminate. Azlan mohd zan et al. [36] used two modern approaches for verifying the effect of process parameters on surface roughness in machining AA 7075 Aluminum alloy using AWJM. In this study five process parameters are analyzed for their effect on surface texture using Genetic algorithms and simulated annealing. The experimental results are compared with regression analysis results and observed that the parameter values suggested in these approaches are more relevant within the range of values obtained in experimentation.
Zohoor and Nourian [49] determined the effect of parameters on nozzle wear and its effect on surface roughness to develop regression equations by using response surface methodology. Jurkovic et al., [47] conducted experimental research to find the influence of process parameters on surface finish using orthogonal experiment plan and factorial design by machining two different materials, stainless steel and aluminium alloy. Based on the obtained experimental results are compared with defined mathematical models of surface roughness using different approaches and found satisfactory. Parmar et al., [58] discussed the effect of process parameters on surface texture by machining three different materials. They modelled the parameters using Taguchi and ANOVA. The experimental results were then compared with Minitab 16 at the end. Several researchers also work on different parameters by using Taguchi method and regression analysis for the optimization of surface roughness on different materials such as granite [6],AA7075Aluminum alloy [18].Modern evolution techniques like simulated annealing, Artificial neural networks[32], Genetic Algorithms [5], cuckoo algorithm [50] are applied by various researchers to optimize the process parameters. They have also compared the results with the actual machining and regression analysis.
Effect of the process parameters on depth of cut
can significantly increase the depth of cut as compared to single pass cutting. ANN model combined with genetic algorithm (GA), i.e. neuro-genetic approach, is proposed by Srinivasu and Babu [17] for prediction of depth of cut by considering the diameter of focusing nozzle along with the controllable process parameters such as water pressure, abrasive flow rate, jet traverse rate. A new predictive model for the depth of cut in abrasive waterjet (AWJ) was developed by Wang [24] for contouring of alumina ceramics using a dimensional analysis technique. Experimental verification of the modal gave adequate predictions of the cutting performance measure with about 1% average error. An experimental data set was used by Kolahan and Khajavi, [26] to assess the influence of abrasive water jet (AWJ) process parameters on depth of cut in cutting 6063-T6 aluminum alloy. Taguchi method and regression modeling were used in order to establish the relationships between input and output parameters. The proposed model was embedded into a Simulated Annealing (SA) algorithm to optimize the AWJ process parameters. Computational results prove the effectiveness of the proposed model and optimization procedure. Several authors also work on the optimization of process parameters such as water pressure, nozzle traverse speed, abrasive flow rate, standoff distance and abrasive size by using Taguchi method and regression analysis for various materials such as granite [37], Stainless steel [38] and Cast Iron [39].
Effects of the process parameter on kerf geometry
Wang [3] presented an experimental investigation of the machinability and kerf characteristics of metal matrix composite sheets under abrasive waterjet. He has developed regression equation for top kerf width and kerf taper angle in terms of water jet pressure, nozzle traverse speed, standoff distance. Shanmugam et al., [22] investigated experimentally to minimize or eliminate the kerf taper in AWJ cutting of alumina ceramics by using a kerf-taper compensation technique. They found that compensation angle has more significant effect on kerf Taper. Srinivasu et al., [29] studied the influence of kinematic operating parameters on the kerf geometry for machining complex shapes using AWJM. They analyzed kerf generation mechanism under multi-pass jet erosion to get control over erosion depth in multi-pass machining and with experimentation they established a good basis for developing strategies for controlled 3D AWJ machining of complex shapes. Shanmugam and Masood [31] presented an investigation on the kerf taper angle generated by abrasive waterjet (AWJ) technique to machine two types of composites: epoxy pre-impregnated graphite woven fabric and glass epoxy. For industrial application they have shown that the kerf taper can be predicted and can be compensated during the design and process planning stage. ANN was applied by Vaxevanidis et al. [34] to optimize the kerf geometry and surface roughness on transformation induced plasticity (TRIP) steel sheet. From the results they observed that the proposed ANN model can satisfactorily predict the surface roughness and the mean kerf in AWJM. Karakurt et al. [40] worked on effects of process parameters such as traverse speed, abrasive flow rate, standoff distance water pressure and the material properties (i.e. textural properties) of the granites on the kerf angle by using Taguchi method. The most significant process factors influencing the kerf angle of the granites have been statistically determined. Cosansu and Cogun [46] investigated experimentally the cutting performance outputs (kerf taper angle) of colemanite powder as abrasive in abrasive waterjet cutting (AWJC) with varying traverse rate and abrasive flow rate and compared it with the garnet for Al7075 material, marble, glass, Ti6Al4V and a composite material. ANOVA is used to evaluate the data obtained to determine the significance of process parameters on kerf characteristics by Vishal Gupta et al. [62]. The results revealed that the most significant factor affecting the top kerf width, the kerf taper angle was the nozzle transverse speed.
Effect of the process parameters on material removal rate
Experimental results were analyzed using ANOVA to assess material removal rate (MRR) by Leeladhar Nagdeve et al. [44] using Taguchi method for Aluminum. From the analysis it was observed that water pressure is the most significant factor on MRR followed by standoff distance, abrasive flow rate and traverse rate. Aultrin et al., [45] presented a fuzzy logic based modelling technique to optimize MRR and surface finish utilizing GA. The quality parameters are predicted for different combinations of process parameters. Satyanarayana and Srikar [56] attempted Taguchi Grey Relational Analysis for multi response optimization of MRR and Kerf Width simultaneously. Mahesh et al.[59] attempted Fuzzy Modelling with GA to optimize the MRR by proper selection of process parameter in AWJM. They modelled the process parameters using fuzzy with experimental data set to predict depth of cut, then it is embedded to GA to maximize the MRR. Zohourkari et al., [60] investigated the effect of process parameters on MRR for AWJ turning. A five-level central composite rotatable experimental design (CCRD) is used to find out the effects of parameters and their interaction is analyzed with ANOVA. The response surfaces for MRR were obtained fitting a second-order polynomial function. The effect of five process parameters on MRR and SR of the element named Copper Iron alloy which is cut by abrasive waterjet cutting machine was experimentally done and analysed by Jai Aultrin et al. [61]. The process parameters were modelled using response surface methodology, it was found that water pressure, abrasive flow rate, orifice diameter, nozzle diameter and standoff distance have significant effect on the MRR and SR.
Effect of the process parameters on nozzle wear
AWJM Process Monitoring and Control
Mohan and Kovacevic [10] analyzed thermal energy distribution in the work piece cut with abrasive waterjet (AWJ) using the technique of infrared thermography through isotherms and line scans for nozzle wear monitoring. Valíček et al. [30] proposed surface geometric parameters for advanced quality control of abrasive waterjet technology according to the results obtained b y means of non-contact optical shadow method. Hloch et al. [42] discussed the analysis of vibrations generated during the AWJ machining of AISI309 with frequency spectrum. Controlled factor involved in experiment was abrasive mass flow rate with values 250 and 400 g/with constant rate of speed 100 mm/min. Hreha et al. [48] studied the causes of arising vibration and acoustic emission, course of vibration and acoustic emission in AWJM using frequency spectrum. Data were collected by touch sensors within controlled experiment, in which the AWJ technology for cutting alloy steel was used. During the experiments, some input factors were changed and measured parameters were subjected to different types of analysis using specialized software. Obtained data provide information about vibration and acoustic emission spectrum and enable us to find a dependency between the surface topography of cut materials and the emission spectrum of the accompanying physical phenomena arising during the AWJ process. Patel and Shaikh [52] proposed the calibration of abrasive flow control system mounted on an Abrasive Waterjet Machine, with which, it could be possible to modify the existing or develop a new abrasive flow control system for the accurate control of the abrasive flow with desired characteristics. Hloch et al. [54] investigated accompanying physical process, vibration, arising from the abrasive waterjet cutting of stainless steel. In case of frequency analysis the significant amplitude growth in low frequency spectrum parts was observed. With the change of the abrasive mass flow rate the amplitude shift within the frequency spectrum occurred. Special attention was given to the RMS value with the individual frequencies.
IV. SCOPE FOR FUTURE WORK
The discussions in the previous sections show the major research areas in AWJM. Researchers have contributed in different directions but due to complex nature of the process, a lot of work is still required to be done. The work presented here is an overview of recent developments of AWJM. From above the future research studies may be done as discussed below:
Apart from cutting, AWJM is also suitable for various precise machining processes. The AWJM process has sought the benefits of combining with other material removal methods to further expand its applications. In most of the research work, mainly traverse speed, waterjet pressure, standoff distance, abrasive grit size and abrasive flow rate have been taken into account. Very little work has been reported on effect of nozzle size and orifice diameter. Most of the research on optimization has been carried out on process parameters for improvement of a single quality characteristic such as depth of cut, surface roughness, material removal rate, kerf geometry. No much research was presented on nozzle wear. Research may be carried on the optimization for the power consumption, dimension accuracy and multi-objective optimization of AWJM process.
REFERENCES
[1] H. Hocheng, H. Y. Tasi, J. J. Shiue and B. Wang, “Feasibility study of Abrasive water jet milling of Fiber Rein forced Plastics” Journal of manufacturing science and engineering , 1997, Vol.119, PP 133-142
[2] D. Arola and M. Ramulu, “Material removal in abrasive waterjet machining of metals Surface integrity and Texture”, Wear, 1997,Vol.210, PP 50-58 [3] J. Wang, “A study of abrasive waterjet cutting of metallic coated sheet steels” International Journal of Machine Tools and Manufacture, 1999, Vol.39, pp.
855-870.
[4] Jun Wang, “A machinability study of polymer matrix composites using abrasive waterjet cutting technology”, Journal of Materials Processing Technology, 1999, Vol.94/1, pp. 30-35.
[5] P. Sitarama Chakravarthy and N. Ramesh Babu, “A New Approach for Selection of Optimal Process Parameters in Abrasive Water Jet Cutting” Materials and Manufacturing Processes, 1999, Vol. 14, No. 4, pp581-600,
[6] P. Sitarama Chakravarthy and N. Ramesh Babu, “A hybrid approach for selection of optimal process parameters in abrasive water jet cutting” Journal of Engineering Manufacture, 2000, vol. 214, pp 781-791.
[7] F. Muller and J. Monaghan, “Non-conventional machining of particle reinforced metal matrix composite”, International Journal of Machine Tools and Manufacture, 2000, Volume 40, pp 1351–1366.
[8] J. Wang and D.M. Guo, “A predictive depth of penetration model for abrasive waterjet cutting of polymer matrix composites”, Journal of Materials Processing Technology, 2002, Vol. 121/2-3, pp. 390-394.
[9] Madhusarathi Nanduri, David G. Taggart and Thomas J. Kim, “The effects of system and geometric parameters on abrasive waterjet nozzle wear” ,International Journal of Machine Tools and Manufacture, 2002, Volume 42, pp 615–623.
[10] R. S. Mohan, A. W. Momber and R. Kovacevic,“ Energy Dissipation Control in Hydro-Abrasive Machining Using Quantitative Acoustic Emission” The International Journal of Advanced Manufacturing Technology, 2002, Volume 20, pp 397-406.
[11] J. Wang and D.M. Guo, “The cutting performance in multi pass abrasive waterjet machining of industrial ceramics”, Journal of Materials Processing Technology, 2003, Volume 133/3, pp 371–377.
[12] M. A. Azmir, A.K. Ahsan, A. Rahmah, M.M. Noor and A.A. Aziz, “Optimization Of Abrasive Waterjet Machining Process Parameters Using Orthogonal Array With Grey Relational Analysis”, Regional Conference on Engineering Mathematics, Mechanics, Manufacturing & Architecture (EM3ARC) 2007,pp 21-30.
[13] J. Wang, “Predictive depth of jet penetration models for abrasive waterjet cutting of alumina ceramics”, International Journal of Mechanical Sciences, 2007, Vol. 49/3, pp 306–316
[14] Ahmet Hascalik , Ulas Caydas, Hakan Gurun , “Effect of traverse speed on abrasive waterjet machining of Ti–6Al–4V alloy”, Materials & Design, 2007, Vol. 28, pp 1953–1957.
[15] A.A. Khan and M.M. Haque “Performance of different abrasive materials during abrasive water jet machining of glass”, Journal of Materials Processing Technology, 2007, Vol. 191, pp 404–407.
[17] D.S. Srinivasu and N. Ramesh Babu, “A neuro-genetic approach for selection of process parameters in abrasive waterjet cutting considering variation in diameter of focusing nozzle” Journal of Applied Soft Computing, 2008, Vol. 8, pp 809–819.
[18] Ulas Caydas et. al., “A study on surface roughness in abrasive waterjet machining process using artificial neural networks and regression analysis method” journal of materials processing technology 202 (2008) 574–582.
[19] M.A. Azmir and A.K. Ahsan, “Investigation on glass/epoxy composite surfaces machined by abrasive water jet machining”, journal of materials processing technology, 2008, Vol. 198, pp 122–128
[20] Sergej HLOCH, Stanislav FABIAN, and Miroslav RIMÁR, “Design Of Experiments Applied On Abrasive Waterjet Factors Sensitivity Identification”, Nonconventional Technologies Review – no. 2/2008, pp 49-57
[21] Tauseef Uddin Siddiqui and Mukul Shukla, “Experimental investigation and Hybrid Multi-response Robust Parameter Design in Abrasive Water Jet Machining of Aircraft grade Layered Composites”, IJAEA, 2008, Vol. 1, Issue 5, 2008, pp.39-48.
[22] D.K. Shanmugam, J. Wang and H. Liu, “Minimisation of kerf tapers in abrasive waterjet machining of alumina ceramics using a compensation technique” , International Journal of Machine Tools and Manufacture, 2008, Vol. 48, pp 1527–1534.
[23] M.A. Azmir and A.K. Ahsan, “A study of abrasive water jet machining process on glass/epoxy composite laminate”, Journal of Materials Processing Technology, 2009, Vol. 209, pp 6168–6173.
[24] J. Wang, “A new model for predicting the depth of cut in abrasive waterjet contouring of alumina ceramics”, Journal of Materials Processing Technology, 2009, Vol. 209, pp 2314–2320.
[25] R. Manu and N. Ramesh Babu, “An erosion-based model for abrasive waterjet turning of ductile materials”, Wear, 2009, Vol. 266, pp 1091–1097. [26] Farhad Kolahan and A. Hamid Khajavi, “A statistical approach for predicting and optimizing depth of cut in AWJ machining for 6063-T6 Al alloy”, World
Academy of Science, Engineering and Technology, 2009, Vol. 3, pp 138-141.
[27] J.M. Fan, C.Y.Wang and J. Wang, “Modeling the erosion rate in micro abrasive air jet machining of glasses”, Wear, 2009, Vol. 266, pp 968–974.
[28] H.T.Zhu, C.Z.Huang, J.Wang, Q.L.Li and C.L.Che, “Experimental study on abrasive waterjet polishing for hard–brittle materials”, International Journal of Machine Tools and Manufacture, 2009, Vol. 49, pp 569–578.
[29] D.S. Srinivasu, D.A.Axinte, P.H.Shipway and J.Folkes, “Influence of Kinematic Operating Parameters on Kerf Geometry in Abrasive Water Jet Machining of Silicon Carbide Ceramics”, International Journal of Machine Tools and Manufacture, 2009, Vol. 49, pp 1077–1088.
[30] Jan Valíček, Sergej Hloch and Dražan Kozak, “Surface geometric parameters proposal for the advanced control of abrasive waterjet technology”, International Journal of Advanced Manufacturing Technology, 2009, Vol. 41, pp 323-328.
[31] D.K. Shanmugam and S.H. Masood, “An investigation on kerf characteristics in abrasive water jet cutting of layered composites”, Journal of Materials Processing Technology, 2009, Vol. 209, pp 3887–3893.
[32] Lei Yuyong Tang Puhua Jiang Daijun Liu Kefu, “Artificial neural network model of abrasive water jet cutting stainless steel process” International Conference on Mechanic Automation and Control Engineering (MACE), IEEE, 2010, pp 26-28.
[33] Przemyslaw J. Borkowski, “Application of Abrasive-Water Jet Technology for Material Sculpturing”, Transactions of the Canadian Society for Mechanical Engineering, 2010, Vol. 34, pp 389-400.
[34] N. M. Vaxevanidis, A. Markopoulos and G. Petropoulos, “Artificial Neural Network Modeling of Surface Quality Characteristics in Abrasive Water Jet Machining of Trip Steel Sheet”, Journal of Artificial Intelligence in Manufacturing Research, 2010, pp79-99
[35] Asif IQBAL, Naeem U DAR and Ghulam HUSSAIN, “Optimization of Abrasive Water Jet Cutting of Ductile Materials”, Journal of Wuhan University of Technology-Mater. Sci. Ed. 2011, Volume 26, Issue 1, pp 88-92.
[36] Azlan Mohd Zain, Habibollah Haron, Safian Sharif,“Genetic Algorithm and Simulated Annealing to estimate optimal process parameters of the abrasive waterjet machining”, Engineering with Computers, 2011, Vol. 27, pp 251–259
[37] M. Chithirai Pon Selvan and Dr. N. Mohana Sundara Raju, “Assessment of Process Parameters in Abrasive Waterjet Cutting of Granite” International Conference on Trends in Mechanical and Industrial Engineering (ICTMIE'2011) Bangkok , 2011, pp 140-144.
[38] M. Chithirai Pon Selvan and Dr. N. Mohana Sundara Raju, “Assessment of Process Parameters in Abrasive Waterjet Cutting of Stainless Steel”, International Journal of Advances in Engineering & Technology, 2011, Vol. 1, pp.34-40.
[39] M. Chithirai Pon Selvan and Dr. N. Mohana Sundara Raju, “Effects of Process Parameters on Depth of Cut in Abrasive Waterjet Cutting of Cast Iron”, International Journal of Scientific & Engineering Research,2011, Vol. 2, pp 1-5.
[40] Izzet Karakurt, Gokhan Aydin and Kerim Aydiner, “Analysis of Kerf Angle of the Granite Machined by Abrasive Water Jet (AWJ)”, Indian Journal of Engineering and materials sciences, 2011, Vol. 18, pp 435-442.
[41] Metin Kök, Erdogan Kanca and Ömer Eyercioğlu, “Prediction of surface roughness in abrasive water jet machining of particle reinforced MMCs using genetic expression programming”, International Journal of Advanced Manufacturing Technology, 2011, Volume 55, pp 955-968.
[42] Sergej HLOCH, Vincent PERZEL, Pavol HREHA, Hakan TOZAN and Jan VALICEK, “Vibration as A Source of Information for Abrasive Waterjet Monitoring”, Journal of Naval Science and Engineering,2011, Vol.7 , No.1, pp. 71-85
[43] M. Chithirai Pon Selvan, N. Mohana Sundara Raju and H. K. Sachidananda, “Effects of process parameters on surface roughness in abrasive waterjet cutting of aluminum” Front. Mech. Eng. 2012, Vol. 7, pp 439–444.
[44] Leeladhar Nagdeve, Vedansh Chaturvedi and Jyoti Vimal, “Implementation of Taguchi Approach For Optimization of Abrasive Water Jet Machining Process Parameters”, International Journal of Instrumentation, Control And Automation (IJICA), 2012, Vol.1, pp 9-13.
[45] K.S. Jai Aultrin, M. dev Anand, and P. Jerald Jose, “ Modeling the cutting Process and cutting Performance in Abrasive water jet machining using Genetic – Fuzzy Approach”, International Conference on Modeling Optimization and Computing (ICMOC-2012), Procedia Engineering, 2012, Vol. 38, pp 4013– 4020.
[46] Gulay Cosansu and Can Cogun,“An investigation on use of colemanite powder as abrasive in abrasive waterjet cutting (AWJC)”, Journal of Mechanical Science and Technology, 2012, Vol. 26, pp 2371-2380.
[47] Zoran Jurkovic, Mladen Perinic, Sven Maricic, Milenko Sekulic, and Vesna Mandic “Application Of Modeling And Optimization Methods in Abrasive Water Jet Machining”, Journal of Trends in the Development of Machinery and Associated Technology, 2012, Vol. 16, No.1, pp 59-62.
[48] Pavol Hreha, Sergej Hloch and Vincent Peržel, “Analysis of Acoustic Emission Recorded During Monitoring of Abrasive Waterjet Cutting of Stainless Steel AISI 309”,Tehnički vjesnik, 2012, Vol 19, pp 355-359
[49] Mehdi Zohoor and S. Hadi Nourian, “Development of an algorithm for optimum control process to compensate the nozzle wear effect in cutting the hard and tough material using abrasive water jet cutting process”, The International Journal of Advanced Manufacturing Technology, 2012, Vol. 61, Issue 9-12, pp 1019-1028.
[50] Azizah Mohamad, Azlan Mohd Zain, Nor Erne Nazira Bazin and Amirmudin Udin, “A process prediction model based on Cuckoo algorithm for abrasive waterjet machining”, Journal of Intelligent Manufacturing, published first online, 2013 , Vol. 26, Issue 6, 2015, pp 1247-1252.
[51] Fuat Kartal and Hasan Gokkaya, “Turning with abrasive water jet machining – a review”, International Journal Engineering Science and Technology, 2013, vol.3, pp 113-122.
[52] S. R. Patel and Dr. A. A. Shaik, “Control and measurement of abrasive flow rate in an Abrasive Waterjet Machine”, International Journal of Innovative Research in Science, Engineering and Technology, 2013, Vol. 2, Issue 12, pp 7675-7679.
[54] Sergej Hloch and Alessandro Ruggiero, “Online Monitoring and Analysis of Hydro abrasive Cutting by Vibration”, Advances in Mechanical Engineering, 2013, Vol. 2013, pp 1-10.
[55] Izzet Karakurt, Gokhan Aydin and Kerim Aydiner, “An investigation on the kerf width in abrasive waterjet cutting of granitic rocks”, Arabian Journal of Geosciences, 2014, Vol. 7, pp 2923-2932
[56] B. Satyanarayana and G. Srikar, “Optimization of Abrasive Water Jet Machining Process Parameters Using Taguchi Grey Relational Analysis (TGRA)”, Proceedings of 13th IRF International Conference, 2014, pp135-140.
[57] Ushasta Aich, Simul Banerjee and Asish Bandyopadhyay, “Multi-objective optimization of abrasive water jet machining responses by simulated annealing and particle swarm”, Int. J. Mechatronics and Manufacturing Systems,2014, Vol. 7, No. 1, pp 38-59.
[58] Chirag M Parmar, Pratik K Yogi and Trilok D Parmar, “Optimization of Abrasive Water Jet Machine Process Parameter for AL-6351 using Taguchi Method”, International Journal of Advance Engineering and Research Development (IJAERD),2014, Vol. 1, Issue 5, pp 1-8.
[59] Mahesh Todkar, and Jyoti Patkure, “ Fuzzy Modelling And GA Optimization for Optimal Selection of Process Parameters to Maximize MRR in Abrasive Water Jet Machining”, International Journal on Theoretical and Applied Research in Mechanical Engineering, 2014, Vol. 3, Issue 1, pp 9-16.
[60] Iman Zohourkari, Mehdi Zohoor, and Massimiliano Annoni, “Investigation of the Effects of Machining Parameters on Material Removal Rate in Abrasive Waterjet Turning”, Advances in Mechanical Engineering, 2014, Vol. 2014, pp 1-11
[61] K.S. Jai Aultrin and M. Dev Anand, “Optimization of Machining Parameters in AWJM Process for a Copper Iron Alloy Using RSM and Regression Analysis”, International Journal of Emerging Engineering Research and Technology,2014, Vol. 2, Issue 5, PP 19-34.
[62] Vishal Gupta, P.M. Pandey, Mohinder Pal Garg, Rajesh Khanna and N.K.Batra, “Minimization of Kerf Taper Angle and Kerf Width Using Taguchi’s Method in Abrasive Water Jet Machining of Marble”, Procedia Materials Science, 2014, Vol.6, pp 140–149.