466
―Optimization Of Various Process Parameters For
Co
2
Laser Machining Of Carbon Fiber Reinforced
Polymer (CFRP)‖
Alok Sharma, Amit Tiwari, HimanshuVasnaniAbstract: Nowdays, composite materials such as CFRP, GFRP are used in place of conventional materials in many industries like automotive and aerospace due to their improved properties. Carbon fibre reinforced polymer (CFRP) is manufactured by fusing carbon fibre and epoxy resin. Due to development of these types of materials, advance material processing techniques are developed. There are many machining processes which are used for mass production and less time consumption.CO2 laser cutting is a non-contact advance material processing technique used to cut different materials
with mass production rate. However CO2 laser cutting of CFRP cutting is challenging due to different-different properties of carbon fibre and epoxy resin.
CO2 laser cutting of 1mm CFRP sheet using a low power CO2laser (150w) and cutting speed (1mm/sec) was investigated in this research. Although, this
low power CO2 laser has cut CFRP sheet of 1mm thickness but cut quality is not so good due to low laser power. MRR is also very low. Heat affected
zone generated is low due to low laser power. Striation formation occurs, due to this, cutting edge is not up to quality cut. So, it has been shown in this research that CO2 laser can be used to cut CFRP by using low laser power. The work performed in this research will be useful in aerospace and
automotive industry needs.
Keywords: CO2 laser Machining, Response Surface Methodology, CFRP, Heat Affected Zone, Striation, MRR etc.
————————————————————
I. PREVIEW
In this time of advance materials, the products are produced according to the need of customers. The purpose of fabricate composite material to improve properties of base material; it is the combination of carbon fibre and epoxy resin[2]. Due to the need of low weight and high strength material in industry, carbon fibre reinforced polymer (CFRP) offers great opportunity to automotive, aerospace industry and sports field.CO2 laser processing is
a non-contact process so, there is no tooling cost. Due to different properties of carbon fibre and epoxy resin, CFRP has different property at different locations. It is hard to cut CFRP by laser cutting.
Figure 1: Classification of composites
Material Properties
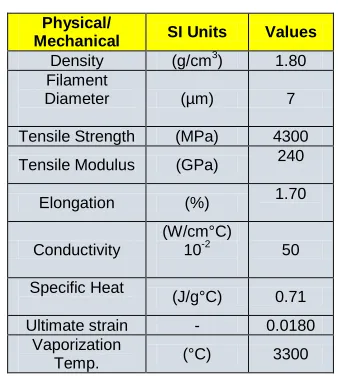
Table 1: Properties of Carbon Fibre Reinforced Polymer
Laser machining
The laser beam is very narrow and different from the normal luminous beam due to its narrow spectral band. Here the amplification of light is achieved by a laser active medium (gain medium).In laser Machining. The material surface absorbs the energy generated by interaction between laser beam and material surface.
CO2 gas lasers Machining
It contributes to over 40% of the industrial lasers [14]. It consists of three main elements-
a. An active medium (to generate the light rays) b. Power supply (to increase the molecules energy)
and
c. Pumping system
Pumping system has two mirrors, one of which partially reflective and other one is fully reflective. The gas mixture consists of CO2, Nitrogen and Helium gas. Nitrogen gas has the property to hold their excitement level for long
Physical/
Mechanical SI Units Values Density (g/cm3) 1.80 Filament
Diameter (µm) 7
Tensile Strength (MPa) 4300
Tensile Modulus (GPa) 240
Elongation (%) 1.70
Conductivity
(W/cm°C)
10-2 50
Specific Heat
(J/g°C) 0.71
Ultimate strain - 0.0180 Vaporization
Temp. (°C) 3300
___________________________________________
Mr. Alok Sharma Email id: ([email protected]) Mr. Amit Tiwari Journals (Email id: [email protected]) Mr. Himanshu Vasnani,
periods. CO2laser can cut different materials like steel, aluminum composites (like CFRP and GFRP), leather etc. CO2 lasers can be operated at highest average laser power for materials processing. Below 1 KW laser power are called low-power laser [15].
Figure 2: CO2 laser Machining
II.RESEARCH BACKGROUND
A. A. Riveiroa,*, F. Quinteroa, F. Lusquiñosa, J.delVala, R. Comesañab, M.Boutinguizaa, J. Poua–(2017)-Elsevier: The effect on the cut quality of different processing parameter was studied in this paper. The occurrence of a HAZ is unavoidable.
B. A. Salama1• L. Li1• P. Mativenga1• D. Whitehead1-(2016)-Springer: Response Surface Methodology was used to analyze the process parameters to determine Heat affected zone, depth of cut and material removal rate (MRR).
C. Islam Shyha-(2013)- Elsevier: The paper shows comparison between CO2laser trimming of CFRP and GFRP. GPRP can be cut with higher cutting speed than CFRP.
D. Johannes Stock ,Michael F. Zaeh, Markus Conrad -(2012)- Elsevier: Remote laser cutting of CFRP was studied in this paper. This paper deals with effect of material properties on cutting process. It can be beneficial to fuse light absorbing particles to composite matrix so that cutting process can be improved with less surface defects.
E. A. Riveiro, F. Quintero, F. Lusquinos, J. Del Val, R. Comesana, M. Boutinguiza, J. Pou-(2012)- Elsevier: This paper shows that laser power is the most affecting factor for generation of Kerf width and erosion in entry side.
F. A. Goeke, C. Emmelmann-(2010)- Elsevier: Wavelength of laser beam and material absorption still has a major effect on HAZ and composite thickness. Increase in feeding rate leads to a decreasing HAZ.
G. F.A. Al-Sulaiman, B.S. Yilbas,M. Ahsan- (2006)- Elsevier: This paper show the effect of laser cutting on composite structure of 64 layers plain-weave carbon/carbon fibers with 0◦ orientation. Increment in laser power leads increase in Kerf
width due to high laser interaction with material surface.
Gap of Research Work
o Low power laser machining process cannot cut CFRP sheet even at lower cutting speed of 1mm/sec.
o The presence of heat affected zone was found unavoidable, only it can be minimize.HAZ occurs due to higher laser power.
o Kerf was found during laser machining. Kerf is higher at entry side then exit side due to first interaction of laser power at entry side.
o Charring /melting of material and adhered to cut surface results due to physical properties of material. o Surface Roughness occurs due to high laser beam –
material interaction during cutting process which results wear and tear in material.
III OBJECTIVES
1. To cut 1mm CFRP sheets by low power CO2 laser cutting process.
2. To determine heat affected zone/area(HAZ) 3. To investigate effect of material removal rate
(MRR) on laser cutting.
4. To optimize cutting parameters by using MINITAB
IV EXPERIMENTAL WORK
I have chosen this material to cut through laser cutting process. Sheet dimensions are 120mm×80mm×1mm.A rectangle cut of 50mm×40mm was cut from CFRP sheet.
Figure 3: 2-D design of CFRP Specimen
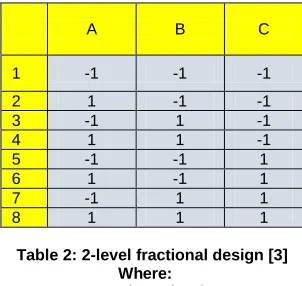
Selecting the Type of Design of Experiment (according to RSM technology:
A B C
1 -1 -1 -1
2 1 -1 -1
3 -1 1 -1
4 1 1 -1
5 -1 -1 1
6 1 -1 1
7 -1 1 1
8 1 1 1
Table 2: 2-level fractional design [3] Where:
468
Table 3: Experimental input parameters
Experimental procedure
A CO2 laser machine of 150W maximum power was used to cut CFRP samples in this experimental work. A lens was used to focus laser beam towards sample. Lens was fitted in lens holder. This holder could move in the perpendicular direction to sample to set the focus. Supply of oxygen gas was introduced through a pipe to laser beam. A conveyor system was used to move laser beam head towards sample. A control panel was connected with laser machine to monitor cutting parameters like laser power, cutting speed and gas pressure. The cutting head, which moved linearly, could be operated independently by stepping motor. By this machine arrangement, cutting head can cut work-piece in X-Y direction. The work-piece, which was of rectangular shape (120 × 80mm), was positioned on the machine bed which was fixed on top of table. The table is fixed with respect to laser beam. A rectangular cut of 50*40mm was cut by laser beam from CFRP sheet. The rectangle cuts were cut by moving the laser beam source with respect to workpiece by note done the cutting parameters (laser output power, gas pressure and cutting speed) simultaneously. The cutting speed, the assisting gas pressure and the laser power were noted down simultaneously.
Figure 4: Co2 Laser Machine Setup
Figure 5: Co2 Laser Machine control panel
V. RESULTS AND DISCUSSION
Co2 Laser Cutting Samples (based on design of
experiment)
Figure 6: Cutting samples
Highest HAZ generates for 150w, 2mm/sec and 1bar. High surface damage occurs for 120w, 1mm/sec and 1bar pressure.
Microstructures
The properties of composites depend on the boundaries between reinforcements and matrix. These images show the microstructures of 50 wt% reinforced epoxy resin respectively. Uneven mixing of carbon fibre with epoxy resin can be seen in composite microstructures.
Uneven mixing was seen in all microstructures images because of air effect during casting. I have tested samples in material testing centre, MNIT-Jaipur
No. of experiments
Laser power(W)
Cutting speed (mm/sec.)
Gas pressure(bar)
1. 120 1 1
2. 150 1 1
3. 120 2 1
4. 150 2 1
5. 120 1 2
6. 150 1 2
7. 120 2 2
Figure7: Microstructures
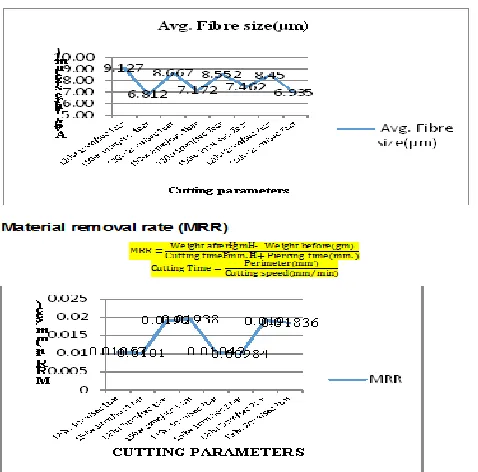
Avg. Fibre size (µm)
Fibre size decreases with increases in laser power. High laser power melts more fibre. Here maximum avg. Fibre size is for 120w laser power with 1mm/sec cutting speed and 1 bar pressure
MRR increases with increases in cutting speed. Here highest value of MRR is calculated for 150w laser power with 2mm/sec. cutting speed and 1bar pressure.
Heat affected zone (mm)
Heat affected zone increases with increase in CO2 laser power. Here minimum HAZ is recorded for 120w laser power with 2mm/sec cutting speed and 1 bar pressure.
Table 4: Parameters should be selected to optimize the
CFRP at certain levels
VI. OPTIMIZATION OF CUTTING
PARAMETERS: Optimization is a simulation technique which is used to analyze process parameters. Table 4 represents the process parameters for optimization.Analysis
Pareto Chart of Laser power (W) by Assist gas pressure (bar)
This chart shows effective points and their action area. In both cases, graph shows same trends means there is no special effect of assist gas pressure on cutting process.
No. of experiments
Laser power(W)
Cutting speed(mm/sec.)
Assist gas pressure(bar)
1. 120 1 1
2. 150 1 1
3. 120 2 1
4. 150 2 1
5. 120 1 2
6. 150 1 2
7. 120 2 2
470
Figure 8: Resultant of gas pressure on cutting process
Run Chart Laser Power (W)
As explained earlier, laser power (W) and gas pressure is an key factor in laser cutting to shield the material from excess heat generation and oxidation from the material surface. Here in this run chart of laser power the 120-150 (W), pressure on the quality at 1bar & 2 bar, 1-2 mm/s scanning speed.
Figure 9: Run Chart of Laser Power (W)
Run Chart of Assist gas pressure (bar)
Figure 10: Run Chart of assist gas pressure (bar)
A run chart shows machining data changes over time. This chart can show the variation patterns if any. In figure 9 and 10 Run chart shows the progress of laser output power and gas pressure.
Optimization of the Performance
Simulated process parameters are shown in Table 5. Here, optimum value of cutting speed and assist gas pressure are predicted according to laser power to get less heat affected zone, striation and increase MRR.
No. of experiments
Laser power(W)
Cutting speed (mm/sec.)
Assist gas pressure(bar)
1.
120
1 1
2. 1.5 1
3. 1.75 2
4. 2 2
5.
150
1 1
6. 1.5 1.5
7. 1.75 1.75
8. 2 2
Table 5: Predicted solutions for the CO2 laser cutting
of 1 mm CFRP sample
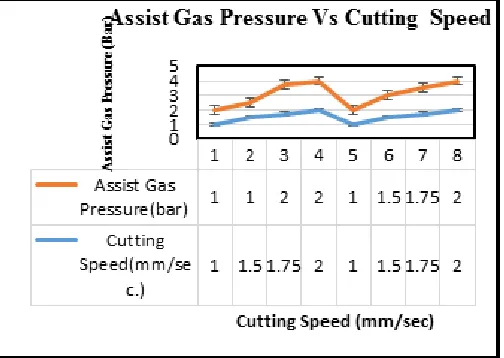
Chart of Laser power (W) Vs Cutting Speed
Figure 11: Trend Analysis: Assist gas pressure (bar)
versus Cutting speed (mm/sec.)
As per the graph above, it is found that the cutting speed accuracy with changing power increase well. Also the uniform pattern of the calculated cutting on the material sheet was found.
Trend Analysis for Laser power (W) Method
Model type Linear Trend Model Data Laser power(W) Length 8
N Missing 0
Fitted Trend Equation Yt = 128.6 +
1.43×t
Figure 12: Trend Analysis: Assist gas pressure (bar) versus Cutting speed (mm/sec.)
As per the graph above, it is found that the cutting speed accuracy with changing assist gas pressure perform the better move to material for the whole material removal. MRR of the sheet with the assistance of gas increment shows the behavior in uniform speed.
VII SUMMARY
1. According to experimental investigation, a low power CO2 laser (120W) can cut a 1mm thick Carbon fibre reinforced polymer (CFRP) with low surface quality. 2. Assist gas pressure has no special effect on laser
cutting process so for low laser power, there is no need of assist gas.
3. Cutting edge after laser cutting generates striations due to low power.
4. Material removal rate (MRR) increases with increases in cutting speed. Here, highest MRR was found 0.01938mm/sec for 150w laser power, 2mm/sec. cutting speed and 1 bar pressure.
5. Heat affected zone increases with increment in laser power. Here, minimum HAZ was found 1.5mm for 120w laser power, 2mm/sec. cutting speed and 1 bar pressure.
6. Average fibre size decreases with increment in laser power. Here, maximum fibre size 9.127µm sustains for 120w laser power, 1mm/sec. cutting speed and 1 bar pressure.
VIII CONCLUSION
Experimental investigation was done to cut CFRP sheet by CO2 laser cutting in this work. A summary of the conclusions is given below.
1. CFRP sheet of 1mm can be cut by lower laser power of 150w.
2. Laser power is most important factor in this whole process.
3. Heat affected zone cannot be eliminated due to laser power.
4. It is found that with increase in laser power, MRR increases but striation generation occurs.
IX FUTURE WORK
We only use 50% volume fraction CFRP sheet however with further addition of more, results can be varied by varying volume fraction.MRR and heat affected zone can be further analyzed at different cutting parameters and different environment conditions. Further variations can be done by varying CFRP sheet thickness and directional change of fibre.
REFERENCES
[1]. A.Riveiroa,*, F. Quinteroa, F. Lusquiñosa, J. del Vala, R. Comesañab, M. Boutinguizaa, J. Poua - Laser cutting of Carbon Fibre Composite material, Procedia Manufacturing 13 (2017) 388–395
[2]. Sandeep Kumar Singh1, Sikander2 Swati Gangwar3-―Parametric Analysis of Cutting Parameters for Laser Beam Machining Based on Central Composite Design‖-IJETMAS-2016
[3]. Salama1 L. Li1,P. Mativenga1,D. Whitehead1- TEA CO2 laser machining of CFRP composite -Appl. Phys. A (2016)
[4]. Design Of Experiment (DOE)&Response Surface Methodology (RSM):Wan Nor NadyainiWan Omar-2015
[5]. Islam Shyha, ―An Investigation Into CO2 Laser
Trimming Of CFRP And GFRP
Composites‖,Procedia Engineering, Vol-63, Pp:931 – 937, 2013.
[6]. A.N. Fuchs , M. Schoeberl, J. Tremmer, M.F. Zaeh,―Laser Cutting Of Carbon Fibre Fabrics‖, Physics Procedia, Vol- 41, Pp:372 – 380, 2013 . [7]. Johannes Stock ,Michael F. Zaeh, Markus Conrad,
―Remote Laser Cutting Of CFRP: Improvements in the cut surface-2012
[8]. Riveiro, F. Quintero , F. Lusquinos, J. Del Val , R. Comesana, M. Boutinguiza, J. Pou, ―Experimental Study On The CO2Laser Cutting Of Carbon Fibre Reinforced Plastic Composite‖, Composites: Part A ,Vol-43, Pp:1400–1409, 2012.
[9]. C. Emmelmanna, M. Petersen, A. Goeke, M. Canisius, ―Analysis Of Laser Ablation Of CFRP By Ultra-Short Laser Pulses With Short Wavelength‖, Physics Procedia, Vol- 2011
[10]. S. Katayama, K. W. Jung, and Y. Kawahito, High power laser cutting of CFRP, and laser direct joining of CFRP to metal, in Proceedings of ICALEO2010 (LIA, Anaheim, CA), pp. 429 434.
[11]. Goeke, C. Emmelmann, ―Influence Of Laser Cutting Parameters On CFRP Part Quality‖, Physics Procedia, Vol-5, Pp:253–258, 2010
[12]. Dirk Herzog , Peter Jaeschke, Oliver Meier, Heinz Haferkamp, ―Investigations on The Thermal Effect Caused By Laser Cutting With Respect To Static Strength Of CFRP‖, International Journal Of Machine Tools &Manufacture, Vol-48, Pp:1464– 1473, 2008. [13]. F.A. Al-Sulaiman, B.S. Yilbas,M. Ahsan, ―CO2Laser
Cutting Of A Carbon/Carbon Multi-Lamelled Plain-Weave Structure‖ , Journal Of Materials Processing Technology, Vol-173,Pp:345–351, 2006.
[14]. Steen, W.M., Laser material processing. 3rd ed. 2005, London: SpringerVerlag
472 AISI316, AMPT2008, Manama, Kingdom of Bahrain
from November-2005
ABOUT THE AUTHORS
Mr. Alok Sharma is pursuing his Master of Technology in the Manufacturing and Industrial Engineering from Suresh Gyan Vihar University,
Jaipur and his current Email id:
Mr. Amit Tiwari is currently working as an Assistant Professor in department of Mechanical Engineering at Suresh GyanVihar University, Jaipur, Rajasthan India. He is also a Ph.D Scholar. He received his M.tech degree in the field of Production Engineering from Pacific university, Udaipur Rajasthan India. He has published four technical books and 40 research papers in various International and national Journals (Email id: [email protected])