Computers ind. Engng Vo1.15, Nos 1-4, pp.338-343, 1988 Printed in Great Britain. All rights reserved
0360-8352/88 $3.00+0.00 Copyright c 1988 Pergamon Press plc
T H E S T R U C T U R E O F Q U A L I T Y I N F O R M A T I O N S Y S T E M IN A CC~4PUTER I N T E G R A T E D M A N U F A C T U R I N G ENVIP~MMENT
C h i a - h a o C h a n g
U n i v e r s i t y of M i c h i g a n - D e a r b o r n
C O M P U T E R I N T E G R A T E D M A N U F A C T U R I N G (CIM} E N V I R O N M E N T
B y n o w it b e c o m e s a w e l l a c c e p t e d fact t h a t c o m p u t e r t e c h n o l o g y c a n s i g n i f i c a n t l y i m p r o v e t h e p r o d u c t i v i t i e s of m a n u f a c t u r i n g s y s t e m s . M o r e a n d m o r e m a n u f a c t u r i n g f u n c t i o n s are c o m p u t e r i z e d , a n d t h e r e s u l t s a r e u s u a l l y e n c o u r a g i n g . A m o n g them, C A D ( c o m p u t e r - a i d e d d e s i g n ) , for i n s t a n c e , is a s u c c e s s f u l e x a m p l e . F o r o v e r t w e n t y years, C A D a p p l i c a t i o n s w e r e d o m i n a t e d b y t h e a e r o s p a c e i n d u s t r i e s a n d a p p e a r e d o n l y t h e r i c h i n d u s t r i a l g i a n t s c o u l d a f f o r d s u c h l u x u r y . N o w t h e d e v e l o p m e n t o f m i c r o c o m p u t e r b a s e d C A D p a c k a g e s h a s p o p u l a r i z e d t h e u s e o f s u c h i n t e r a c t i v e c o m p u t e r g r a p h i c d e s i g n s , a n d t h e r e f o r e e v e n s m a l l f i r m s c a n e n j o y t h e b e n e f i t s of u s i n g C A D in t h e i r d e s i g n p r o c e s s e s . C A M ( c o m p u t e r - a i d e d m a n u f a c t u r i n g ) , a c o n c e p t o f a p p l y i n g c o m p u t e r t e c h n o l o g y in m a n u f a c t u r i n g p l a n n i n g a n d c o n t r o l , h a s a l s o b e e n f l o w i n g in i n d u s t r i e s o v e r t h e last t w o d e c a d e s . L i k e CAD, C A M p a c k a g e s o n c e c o u l d o n l y b e a f f o r d e d b y a s m a l l n u m b e r o f i n d u s t r i a l g i a n t s , n o w a l m o s t a n y f i r m c a n c o n s i d e r t o i n s t a l l s o m e a f f o r d a b l e p a c k a g e s to i m p r o v e its m a n u f a c t u r i n g p r o c e s s e s . In t h e e a r l y days, M R P ( m a t e r i a l r e q u i r e m e n t s p l a n n i n g ) s y s t e m s h a d g e n e r a t e d n u m e r o u s u n p l e a s a n t s t o r i e s t h a t b r o u g h t s e r i o u s d o u b t s a b o u t t h e c o m p u t e r i z e d m a n u f a c t u r i n g p r o c e s s . A f t e r y e a r s of i m p r o v e m e n t , M R P II ( m a n u f a c t u r i n g r e s o u r c e p l a n n i n g ) w a s e v e n t u a l l y w i d e l y a c c e p t e d b y t h e i n d u s t r i e s . The d e v e l o p m e n t of M R P II a l s o r e p r e s e n t s t h e r e c o g n i t i o n o f i s o l a t i o n of p r o d u c t i o n m o d u l e f r o m t h e o t h e r f u n c t i o n s , s u c h as c a p a c i t y a n d r e s o u r c e p l a n n i n g , is n o t r e a l i s t i c . T h e p r o d u c t i o n p l a n n i n g a n d c o n t r o l f u n c t i o n h a v e t o c o n s i d e r t h e c a p a c i t y r e q u i r e m e n t s a n d a v a i l a b l e r e s o u r c e s in g e n e r a t i n g f e a s i b l e plans, s c h e d u l e s a n d r e c o m m e n d a t i o n s .
E x t e n d e d f r o m t h e c o n c e p t of i n t e g r a t i o n , s o m e s y s t e m v e n d o r s b e l i e v e b u s i n e s s f u n c t i o n s like m a r k e t i n g , f i n a n c e a n d a d m i n i s t r a t i o n are all r e l e v a n t to t h e p r o d u c t i o n a n d p l a n n i n g p r o c e s s e s . A n e x a m p l e is M A P I C S II ( m a n u f a c t u r i n g a c c o u n t i n g a n d p r o d u c t i o n i n f o r m a t i o n c o n t r o l s y s t e m v e r s i o n 2). It i n t e g r a t e s i n f o r m a t i o n
a c r o s s f u n c t i o n a l a r e a s a n d m a n a g e s t h e r e s o u r c e s o f m a n p o w e r , f a c i l i t i e s a n d m a t e r i a l s e f f e c t i v e l y . Its p r o d u c t i o n f u n c t i o n u s e s b u s i n e s s d a t a to e x p e d i t e p l a n n i n g , f o r e c a s t i n g , s c h e d u l i n g a n d c o n t r o l . T h e u l t i m a t e g o a l of a p p l y i n g c o m p u t e r t e c h n o l o g y in m a n u f a c t u r i n g e n v i r o n m e n t is t o s h a d e all t h e e n g i n e e r i n g a n d b u s i n e s s a c t i v i t i e s u n d e r o n e s i n g l e u m b r e l l a c a l l e d C I M ( c o m p u t e r i n t e g r a t e d m a n u f a c t u r i n g ) . A l t h o u g h u p t o n o w t h e r e is no c o m m e r c i a l l y a v a i l a b l e C I M s y s t e m t h a t c a n b u i l d u p a t o t a l l y a u t o m a t e d system, t h e t r e n d is c l e a r l y t o w a r d t h a t d i r e c t i o n .
T H E R O L E O F Q U A L I T Y F U N C T I O N IN A C I M S Y S T E M
In o r d e r to s u p p o r t t h e d e v e l o p m e n t of a t o t a l l y a u t o m a t e d system, one h a s to f i r s t e x a m i n e t h e s t a t e of c o m p u t e r - b a s e d m a n u f a c t u r i n g s y s t e m s in t h e U n i t e d S t a t e s . O n e o b s e r v a t i o n is t h a t t h e q u a l i t y a s s u r a n c e m o d u l e is u s u a l l y m i s s i n g in t h e s y s t e m s (Garvin, 1983, a n d T a k e u c h i a n d Quelch, 1983). E v e n for t h o s e c o m p a n i e s t h a t i n c l u d e q u a l i t y a s s u r a n c e m o d u l e s in t h e i r c o n t r o l systems, m a n y of t h e m are l i m i t e d t o a f t e r - f a c t q u a l i t y i n s p e c t i o n s a n d s t a t i s t i c a l p r o c e s s c o n t r o l only. It is c l e a r t h a t in o r d e r t o d e s i g n t h e r i g h t p r o d u c t s for c ~ s t o m e r s a n d i m p r o v e t h e a b i l i t y to p r e d i c t a n d d e t e c t q u a l i t y p r o b l e m s at an e a r l y stage, t h e r e is a s t r o n g n e e d for an i n f o r m a t i o n s y s t e m t o s u p p o r t t h e q u a l i t y f u n c t i o n . S u c h f u n c t i o n s h o u l d b e e x t e n d e d f r o m t h e p r o d u c t i o n s t a g e t o c o v e r t h e p r e - p r o d u c t i o n a n d p o s t - p r o d u c t i o n s t a g e s as well. T h i s b r o a d e r v i e w o f t h e q u a l i t y f u n c t i o n is a t o u g h l e s s o n l e a r n e d f r o m t h e r e c e n t c o m p e t i t i o n w i t h f o r e i g n i n d u s t r i e s , e s p e c i a l l y t h e J a p a n e s e . U.S. i n d u s t r i e s f i n d out t h a t p r o d u c i n g d e f e c t free p r o d u c t s is n o t e n o u g h . O n e h a s t o k n o w t h e c u s t o m e r s f i r s t a n d t h e n p r o v i d e t h e r i g h t p r o d u c t s to s a t i s f y t h e i r n e e d s in o r d e r to s t a y c o m p e t i t i v e .
To a c h i e v e s u c h o b j e c t i v e , a c o m p a n y has t o l a u n c h a r e s e a r c h on c u s t o m e r n e e d s t h a t w h i c h w i l l b e t h e i n p u t s to t h e m a n u f a c t u r i n g plans, so t h a t d e s i r e d p r o d u c t s c a n b e p r o d u c e d a n d d e l i v e r e d t o t h e t a r g e t c u s t o m e r s . A f t e r sales, t h e q u a l i t y f u n c t i o n w i l l c o l l e c t f e e d b a c k s t o see if t h e
Chang : S t r u c t u r e of a q u a l i t y i n f o r m a t i o n s y s t e m 339
products are actually what t h e
customers desire. In a b r o a d e r sense, activities, from m a r k e t i n g research t o
field service and audit, are parts of
quality function. This kind of
quality a s s u r a n c e information system can be u s e d to m o n i t o r the p r o d u c t i o n performance, to prevent defects, and t o find out the customers' p e r c e p t i o n of
product quality. That will lead to
b e t t e r performance, better products,
b e t t e r service, and eventually, better
sales. The importance of such quality
information system to a company' s
c o m p e t i t i v e edges, is easy to recognize, but u n f o r t u n a t e l y none of the existing c o m p u t e r i z e d m a n u f a c t u r i n g systems c o m p r e h e n s i v e l y fulfills that need
(Suresh and Meredith, 1985). For a
basic design, this paper is now going
to study the architecture of t h e
quality i n f o r m a t i o n system and its interfaces w i t h C A D / C A M and other
functions in a computer integrated
m a n u f a c t u r i n g environment.
T H E S T R U C T U R E O F A C I M S Y S T E M CIM (computer i n t e g r a t e d manufacturing) is an e v o l v e d concept. There is a close r e l a t i o n s h i p among CAD, CAM and CIM. Many p r a c t i t i o n e r s believe the
term 'CIM' can be used interchangeably
w i t h CAD/CAM. It represents an
i n t e g r a t i o n of the c o m p u t e r i z e d design and m a n u f a c t u r i n g functions into a
sequence of activities. The interface
to connect CAD and CAM is CAPP
(computer-aided process planning),
where the design is c o n v e r t e d into m a n u f a c t u r i n g process plans in t h e m a k i n g of the product.
However, a broader v i e w of CIM will
involve all the relevant e n g i n e e r i n g
and business functions. For example,
m a n a g e m e n t information systems and
decision support systems that support
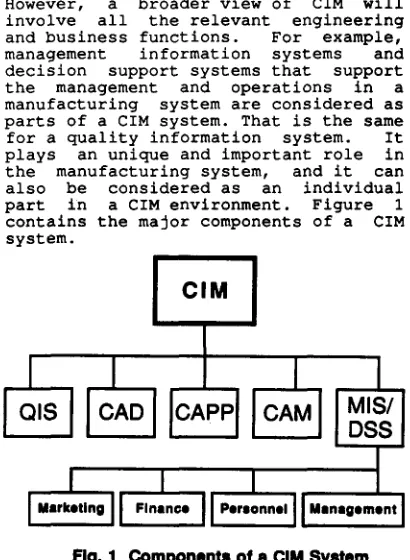
the m a n a g e m e n t and operations in a m a n u f a c t u r i n g system are c o n s i d e r e d as parts of a CIM system. That is the same
for a quality information system. It
plays an unique and important role in
the m a n u f a c t u r i n g system, and it can also be c o n s i d e r e d as an individual
part in a CIM environment. Figure 1
contains the major components of a C I M system.
lOMl
I
I
I
I--.,,°oll ,,o.no. II,...o°--,ll--o.o..n, I
Fig. 1 Components of a CIM System
One may v i e w a C I M system through t h e i n f o r m a t i o n flow in the system. The earliest phase perhaps is m a r k e t i n g
where customer needs and competitors'
s t r a t e g i e s are studied. C o l l e c t e d information will help to set up company strategies. The m a r k e t i n g research
supplies the input to the design and
d e v e l o p m e n t phase. So during the CAD
process, one can design a product that
meets customer requirements and is
fully functional in the way customers
expect. The c o m p l e t e d design will be c o n v e r t e d to m a n u f a c t u r i n g process
plans by the CAPP function. The CAM
process accepts inputs from CAPP,
forecast demands and information of
available capacities and resources. It
g e n e r a t e s top-down m a n u f a c t u r i n g p l a n n i n g schemes. From a m e d i u m - r a n g e p l a n n i n g point of view, the master p r o d u c t i o n schedules plan the material
requirement orders for each level of a
p r o d u c t ' s structure (bill-of-material). The shop floor dispatching, b a s e d on the short t e r m available capacities and
resources, will adjust the shedule t o
fit the current situation. There are
devices at the shop floor level to
collect various data for m o n i t o r i n g the
process and performance. Inspection
and t e s t i n g procedures are used to enforce quality through the statistical
process control. Even after the
products are p a c k e d and shipped out,
the system continues to collect field
data. Service, w a r r a n t y and follow-up
are important to the customers. The
p o s t - s a l e s feedback indicates the customers" opinions about the product, and such information will contribute to
the future development and product
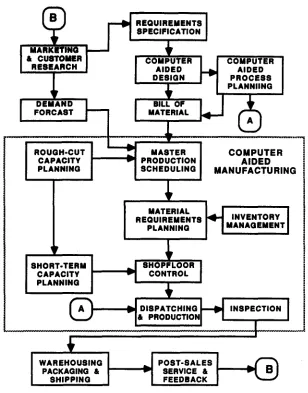
designs. Figure 2 illustrates the
product cycle information flow in a CIM system.
T H E S T R U C T U R E O F A Q U A L I T Y I N F O R M A T I O N S Y S T E M
The life cycle of a QIS (quality
i n f o r m a t i o n system) starts early from the m a r k e t i n g phase, where customer
needs and competitors' strategies are
studied, to the post-sales service and
follow-up phase where customer
feedbacks are c o l l e c t e d to determine
the level of their satisfaction. It is
truly a function crossing the whole CIM
process. We may roughly divide a
quality information system into three
stages: p r e - p r o d u c t i o n stage,
p r o d u c t i o n stage and p o s t - p r o d u c t i o n stage.
F u n c t i o n s o f Q I S D u r i n g P r e - p r o d u c t i o n S t a g e
The p r e - p r o d u c t i o n quality function has
lately drawn a lot of attention from
the quality control industries. It is
mainly b e c a u s e of companies starting to r e c o g n i z e the importance of customer s a t i s f a c t i o n in their sales. During
this stage, the quality function does
m a r k e t i n g researches on the customers
and competitors. In order to develop
o p t i m i z e d company strategies to be
[image:2.533.275.474.65.467.2] [image:2.533.58.258.71.279.2] [image:2.533.56.261.438.718.2]3 ' 4 0
Proceedings of
t h e l O t h A n n u a l C o n f e r e n c e onComputers & I n d u s t r i a l Engineering
SPECIFICATION
i cusmuEn I
~
i-~'3u3"d'fr~-i
I ,ooo..°o, I__C--1
M A S T E R
COMPUTER
CAPACITY
PRODUCTION
AIDED
SCHEDULING
MANUFACTURING
PLANNING
I
MATERIAL
REQUIREMENTS
PLANNING
INVENTORY
MANAGEMENT I
,.o,T.,n,J
c.p,c,TY
,.o LooR i
co,T.o.
PLANNING
Q
~ DISPATCHING ~
INSPECTION
-I"
"°°='°"I -i
I
WAREHOUSING
POST-SALES
PACKAGING &
SERVICE &
SHIPPING
FEEDBACK
Fig. 2 Information Flow in a CIM System
main competitors. Their status and
strategies will affect the company on
setting its own offensive and/or
d e f e n s i v e strategies. C o l l e c t e d data,
analyzed information and company
strategies will all be stored in the
database as part of the company's
decision support systems.
P r e - p r o d u c t i o n quality function also
collects and studies the information
about the company's customers: their
background, status, and needs. A
c u s t o m e r - d r i v e n company believes that s a t i s f y i n g its customers should be the
company's goal. Through m a r k e t i n g
research, a company tries to find out
the r e q u i r e m e n t s to satisfy its
customers. The quality function
deployment process will convert the
requirements in terms of product
functions, styles and other e n g i n e e r i n g
descriptions. Based on those
e n g i n e e r i n g descriptions, the design p r o c e s s will develop a quality design of the product that customers want. The
g e o m e t r i c a l shape of the parts making the product will be established and the b i l l - o f - m a t e r i a l will also be
initiated. At the time to release the
design, the specifications of all parts
will be detailed sufficiently to
develop the process plans. Those
specifications and designs will be
stored in the storage medium to be
r e t r i e v e d by further processes.
The process p l a n n i n g analyzes the
e x i s t i n g processes and/or new processes required to produce a designed product. The needs of numerical control programs
in the shop floor level will also be
c o n s i d e r e d during the process planning.
Quality goals and standards are
d e v e l o p e d along with the process
planning, so the establishment and
s p e c i f i c a t i o n of quality standards can
help to assure that the p l a n n e d
p r o c e s s e s will produce the product with
quality of conformance. The database
[image:3.533.109.417.73.466.2]Chang : Structure of a quality information system
341I
I
Customer
Studies
I
Market
Research
I
I
1 Competitor
I Studies
I
I
I Customer I
Requirements I
I QUALITY FUNCTION J
Preproduction Stage
I
I
I
I
[ i
Deployment [ [ QualityPlanning
and Standards Inspeclion J
I I 'nco"no
I
I
I
Setting Quality
Goals and
Standards
I
I Product [
Specifications I
Product Design I [ Process Plans [
(Quality of [ [ (Quality of
Design)
] I Conformance)
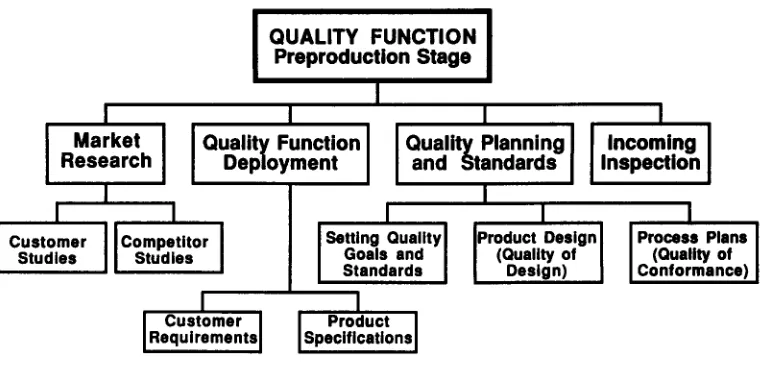
Fig. 3 Functions of QIS During Pre-Production Stage
To protect the quality of the product
from using defective parts, the pre-
p r o d u c t i o n quality function also
enforces incoming inspection. It tests
the incoming parts and makes sure that
only quality parts will be sent to the
p r o d u c t i o n lines and/or warehouse. V e n d o r p e r f o r m a n c e will be studied
along with the incoming inspection
process. Any acceptance or rejection
will be r e c o r d e d in the v e n d o r - h i s t o r y
database. The feedback from the
p r o d u c t i o n lines may also form the
input to update the information about
the vendor's performance. Figure 3
represents the hierarchical view of the
functions of QIS during the pre-
p r o d u c t i o n stage.
Functions of QIS During Production Stage
In the past, quality control during the p r o d u c t i o n stage was considered the m a i n s t r e a m of quality function. One
can find a rich number of publications
d i s c u s s i n g the function and techniques i m p l e m e n t e d in that stage. The basic operations include inspections of parts and a s s e m b l e d products, and statistical
process control. The quality
information system collects data during
the process to support the statistical
process control. That includes the
rapid d e t e c t i o n of out-of-control
conditions and generates the process
alarm. The quality information system
helps to locate the causes of defects,
and recommends the corrective actions.
Like any other function, the
statistical process control function
also allows information retrieval
through report g e n e r a t i o n and real time inquiry.
While the p r e - p r o d u c t i o n stage focuses on the quality design of a product that satisfies customer needs, the objective of p r o d u c t i o n stage is to produce
products with low defect and
n o n c o n f o r m a n c e rate. Figure 4 represents the h i e r a r c h i c a l view of the functions of QIS during the p r o d u c t i o n stage.
I
I
In-Process
Inspection
I
I oo ::ooll
QUALITY FUNCTION I
Production Stags
I
I
I
Statistical
I
Process Control
I
:ro =11 Corrective'
AoUon i J Retrieval J
'Information'
Fig. 4 Functions of QIS During Production Stags
Functions of QIS During Post-production Stage
During the p o s t - p r o d u c t i o n stage,
quality function will cover
warehousing, p a c k a g i n g and shipping p r o c e s s e s to ensure error-free product
delivery to the customers. After
selling the products, customer
s a t i s f a c t i o n will significantly depend
on vendor supports and after sales
service/warranty. Sales returns will be r e c o r d e d and investigated. R e l i a b i l i t y laboratories can examine and locate the
causes of defective products. Other
causes of customer d i s s a t i s f a c t i o n
should also be investigated. Those
study results and other customer
feedbacks will be stored in the quality i n f o r m a t i o n system, which acts like a c o m m u n i c a t i o n channel between the
customers and the company. With the
help of the quality information system,
the company can find the customers'
[image:4.533.74.457.77.261.2] [image:4.533.274.472.302.473.2]342 Proceedings of the 10th Annual Conference on Computers & Industrial Engineering
I I
ioo
Post-Production Stags
uool
[
,,,I
I
i
iw'r'"°u"°°i f ''ck'o'°o I]
I
I OU o t
I
I
i
-i
Sarvluel ~'leslFleld
l
.eiiab,lity
w.rro,
I
i
I
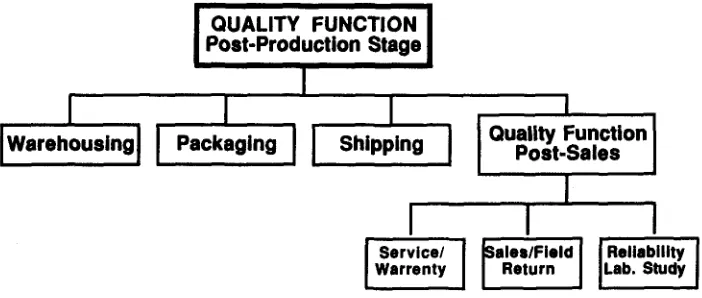
Fig 5 Functions of QIS During Post Production Stage
requirements, reduce defective rates, INTERFACZS W I T H O T H ~ R F U N C T I O N S IN A
implement corrective actions and C I M S ¥ $ ~
produce quality products. Figure 5
represents the hierarchical view of the Quality information system is not an
functions of QIS during the post- isolated function in a CIM system.
p r o d u c t i o n stage. A l o n g with the product life cycle, it
constantly exchanges information flow
Basic Operations
of
Information Syst~ma with other functions. When otherfunctions need information such as
The structure of c o m p u t e r - b a s e d
information systems to support all the
above m e n t i o n e d quality functions
involves similar basic operations.
Each function collects the relevant
data to be stored in some sort of
storage medium. The data will be
analyzed. The g e n e r a t e d information
will be used to support the decision
m a k i n g and operation. Databases will be m a i n t a i n e d and updated constantly. S c h e d u l e d and ad hoc reports will be g e n e r a t e d from those databases to support the m a n a g e m e n t ' s operations.
The recent advancements of
n o n p r o c e d u r a l query languages allow more n o n - t e c h n i c a l management personnel a c c e s s i n g databases using real time inquiries. B a s i c a l l y every function
should have these operations: data
collection, data analysis, database
u p d a t i n g and information retrieval for both report g e n e r a t i n g and real time
inquiry. Upon the needs, each
individual function may also require
additional operations.
I
I Data
Collection I I A
,s; Ilnformationl IDataba.e~
I
R.tr,.v.,II
Update/
I
I
I
I Generating
Reports I I R'lTlm'lnquiry
I
Fig 6 Basic Information Systems Operations
customer requirements, competitor
status, quality standards, quality
histories, updated quality information,
defective rates, sales return rates,
the d i s t r i b u t i o n of defective causes
and etc., they expect to be able to
retrieve those information from the
quality information system. Quality
information system collects data from
marketing, design process,
m a n u f a c t u r i n g and p r o d u c t i o n process, up to the p o s t - s a l e s field service phase, and those data are stored in the
databases to be used for analysis and
to support various functions in the CIM system.
During the p r e - p r o d u c t i o n stage, most
of the time the quality system
interfaces with the external
environment, and a lot of human factors
are involved. The system studies the
customers, competitors and vendors.
External e n v i r o n m e n t s are usually not
under company control, and human
behavior is dynamic rather than static.
That makes the stage a complex and
difficult one to deal with. In the
past, the importance of p r e - p r o d u c t i o n
quality function was underestimated.
The recent trend in the quality
industries is to put more weight on
customer studies and new design quality control. It is b e l i e v e d that a better quality p l a n n i n g and prevention can
save significant costs in the
subsequent processes.
During the p r o d u c t i o n and m a n u f a c t u r i n g
phase, the quality function is less
complicated. It is usually affected
only by the internal environmental
factors, and most of them can be under
company control. There are human
[image:5.533.93.444.73.222.2]Chang : S t r u c t u r e o f a q u a l i t y i n f o r m a t i o n s y s t e m 343
stage. These factors are usually
a s s o c i a t e d with the operational
personnel such as foremen and
operators. At the operational level,
most jobs are structured, and the need
for personal decision is relatively
low. Most of the time, the quality
control function deals with machines,
materials, p r o c e s s e s and other
t e c h n o l o g i c a l subjects.
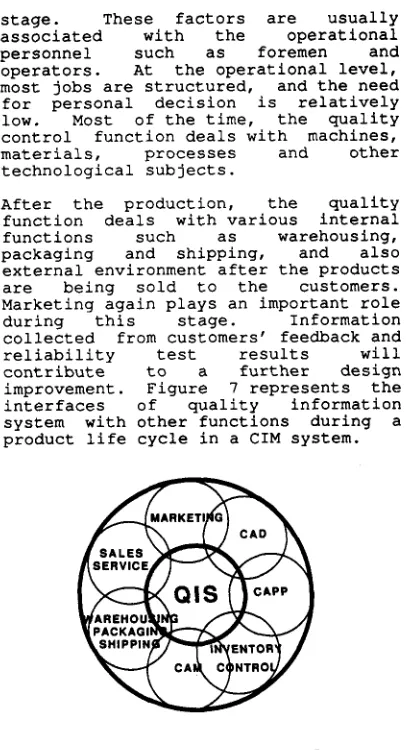
After the production, the quality
function deals with various internal
functions such as warehousing,
p a c k a g i n g and shipping, and also
external environment after the products
are being sold to the customers.
M a r k e t i n g again plays an important role
during this stage. Information
c o l l e c t e d from customers' feedback and
r e l i a b i l i t y test results will
c o n t r i b u t e to a further design
improvement. Figure 7 represents the
interfaces of quality information
system with other functions during a
product life cycle in a CIM system.
Fig. 7 Interfaces o! QIS In s CIM System
C O N C L U S I O N
This paper has studied the role of
quality function in a computer
i n t e g r a t e d m a n u f a c t u r i n g system from the v i e w of information flow during a
p r o d u c t ' s life cycle. The study
provides a hierarchical structure of
quality information system and its
functions during the pre-production,
p r o d u c t i o n and p o s t - p r o d u c t i o n stages.
The interfaces of quality information
system with other functions in the CIM
system are also discussed.
The h i e r a r c h i c a l structure thus d e v e l o p e d represents a top-down view of
REFERENCES
[I] Bullinger, H. J., H. J. Warnecke
and H. P. Lentes, "Toward the
Factory of the Future, "
International P r o d u c t i o n Research, Vol. 24, NO. 4, 1986
[2] Feigenbaum, A. V., Total Quality
Control, Third Edition, McGraw-
Hill, New York, 1983
[3] Garvin, D. A., "What Does 'Product
Quality' Really Mean?" Sloan
M a n a g e m e n t Review, Fall 1984
[4] Groover, M. P., Automation,
P r o d u c t i o n Systems, and Computer-
Integrated Manufacturing,
Prentice-Hall, Inc., E n g l e w o o d Cliffs, 1987
[5] Hales, H. L., "How Small Firms Can
Approach, Benefit from Computer-
I n t e g r a t e d M a n u f a c t u r i n g Systems, " Industrial Engineering, June 1984
[6] Mills, C. A., "Marketing Quality
Assurance, " Quality Progress, June 1986
[7] Plsek, P. E., "Defining Quality at the M a r k e t i n g / D e v e l o p m e n t Interface," Quality Progress, June 1987
[8] Sullivan, L. P., "Quality Function
Deployment, " Quality Progress,
June 1986
[9] Sullivan, L. P., "The Seven Stages in C o m p a n y - W i d e Quality Control, " Quality Progress, May 1986
[I0] Suresh, N. C. and J. R. Meredith, "Quality A s s u r a n c e Information S y s t e m s for Factory Automation, "
International Journal of
P r o d u c t i o n Research, Vol. 23, No. 3, 1985
[ii] Takei, F., "Engineering Quality
Improvement through TQC Activity, " IEEE Transactions on E n g i n e e r i n g
Management, Vo i. EM- 33, No. 2,
1986
[12] Takeuchi, H. and J. A. Quelch,
"Quality is More than Making a
Good Product, " Harvard Business
Review, July-August 1983
BIOGRAPHICAL SKETCH
the general design of quality
information system. A further study on Dr. Chia-hao Chang is an A s s o c i a t e
the data flow in the system can serve P r o f e s s o r of Industrial and Systems
as the c o m p l e m e n t a r y part to this E n g i n e e r i n g at the University of m o d e l i n g process.
A C K N O W L E D G E M E N T
The work d e s c r i b e d in this paper was s u p p o r t e d by a grant from the Product Quality R e s e a r c h Center, the U n i v e r s i t y of Michigan-Dearborn.
Michigan-Dearborn. His current
research interests include Computer
Integrated M a n u f a c t u r i n g Systems, I n f o r m a t i o n Systems Design, and Expert
Systems. He is a senior member of IIE
and SME, and also a member of ACM,
[image:6.533.51.474.45.722.2] [image:6.533.55.258.66.441.2]