International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (
ISSN 2250-2459
, Volume 2, Issue 4, April 2012)
68
Optimal Schedule of Flow Shop Operations
Using Genetic Algorithm
Dr.R.Sasikumar
1, Devika Suseelan
21Professor in Mechanical Engineering, RIT, Govt.Engineering College, Kottayam - 686 501. 2River View, Plot No: 105, P.S.Nagar, Nedumangad, Thiruvananthapuram - 695 541.
1[email protected] 2[email protected]
Abstract- Competitive pressure, rapidly changing customer requirements and highly dynamic environments have underlined the importance of effective planning and scheduling. During the past years, conventional tools like Gantt charts, CPM/PERT techniques were used for scheduling. Now new softwares like Primavera P6, Microsoft Project, Fast Track Schedule 9 etc are available with which it is easy to schedule. This paper focuses on generating an optimal schedule for a production process with minimum make span using genetic algorithm.
Key Words- Genetic algorithm, Production planning and
control, production scheduling.
I. INTRODUCTION
As organizations move from creating plans for individual production lines to entire supply chains, it is increasingly important to recognize that planning decisions impact the quality of products and the production output. Suboptimal planning give rise to increasing lead times, increased costs and also unsatisfied customers waiting for their products. In order to avoid all these operation issues, proper production planning and scheduling of the process is required. Usually GANTT charts and PERT/CPM network techniques are the basic tools used to solve these problems. Gantt charts were meant to help individual managers make better decisions. In practice, PERT and CPM scheduling techniques have proven to be only helpful when the project deadline is not fixed and the resources are not constrained by either availability or time (Eknarin Sriprasert and Nashwan Dawood, 2003) [4]. For scheduling a process, such that the make span is minimized, the precedence constraints and the resource requirements of various activities of the process need to be considered. The scheduling with above mentioned constraints makes it a combinatorial problem and hence difficult to solve using traditional tools. Based on the works done by researchers in this area, the use of genetic algorithm (GA) can result in an optimal solution.
Scheduling of activities of a process industry using genetic algorithm has been discussed in this paper. A real case study has been done and the details of that are included in this paper. The rest of this article is organized as follows. Section 2 reviews related research into production planning and control, production scheduling and genetic algorithms. In section 3 problem definition and formulation details are given. Section 4, explains the methodology used for the study. Finally, Section 5 draws the result and conclusions.
II. LITERATUREREVIEW
This section discusses various tools and methods used in the areas of production planning and control of different types of manufacturing organizations so as to increase its productivity and performance. It also discusses the use of genetic algorithm as an optimization tool in the area of production planning, scheduling, resource allocation etc. The current trends in the application of production planning and control, production scheduling and genetic algorithm are also searched here.
A. Production Planning and Control
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (
ISSN 2250-2459
, Volume 2, Issue 4, April 2012)
69
The area of Production Planning and Control has advanced in the last decades and has resulted in centralization of the planning function (Gerben G. Meyer, Hans Wortmann, 2009) [5]. But it has some disadvantages, in order to overcome that a decentralized approach is used. Intelligent products are used for de-centralized handling of disturbances. PPC in printed wiring board manufacturing is becoming more difficult as its technology is developing and the production routings become more complex (Heidi M. E. Korhonen, Jussi Heikkilä, Jon M. Törnwall, 2001) [7].It is difficult to forecast demand and obsolete stock grows. Factories need to adjust to rapid changes in both the amount of orders and the type of products ordered. Production lead times must be reduced in order to achieve this kind of flexibility. Another area where the PPC has greater importance is the construction industry. The production planning process in this industry can be improved through the systematization of management anticipatory measures (Ricardo Luiz Machado, 2006) [15]. B. Production Scheduling
Many manufacturing organizations generate and update production schedules, which are plans that state when certain controllable activities should take place. Production schedules co-ordinates activities to increase productivity and minimize operating cost. Two key problems in production scheduling are “priorities” and “capacity” (Wight, 1984).Wight defines scheduling as “establishing the timing for performing a task observes that, in manufacturing firms, there are multiple types of scheduling, including the detailed scheduling of a shop order that shows when each operation must start and complete. Cox.etal (1992) defined scheduling as “the actual assignment of starting and or completion date to operations or groups of operations to show when there must be done if the manufacturing order is to be completed on time”. This is known as operations scheduling, order scheduling and shop scheduling.
Traditional planning methods like Gantt charts, CPM and PERT focused in completion time and critical path but neglect some uncertain factors which affected production planning and scheduling. Computer software has been useful in such cases. The computer based scheduling can help manufacturers improve on time delivery, respond quickly to customer orders and create realistic schedules, but success requires using finite scheduling techniques and integrating them with other manufacturing planning systems (Laforge, Craighead, 1998). Finite scheduling uses actual shop floor conditions, including capacity constraints and the requirements of orders that have already been released.
In the current competitive environment, each company faces a number of challenges like quick response to customer demand, reliable delivery dates, high efficiency, high quality of products and others (Krishna Kumar.C, 1999) [11]. A large body of literature exists on algorithms and approaches for model-based production scheduling, however very few of these developments have made it to the production shop floor (Maurice Bonney, 2000) [14]. One of the major obstacles for implementation of model-based scheduling is the lack of required infrastructure. Production scheduling is a form of decision making which plays a crucial role in manufacturing as well as service industries (Gerben G. Meyer, Hans Wortmann, 2009) [5]. Many approaches are used in practice in order to find good and feasible solution in the scheduling problems. Approaches based on genetic algorithms are becoming more and more widespread nowadays.
C. Genetic Algorithm (GA)
Genetic Algorithm was introduced by John Holland, as an optimization search technique that generates and evaluates solution until stopping criteria is satisfied. Generally, optimization algorithms can be divided into two basic classes: deterministic and probabilistic algorithms (Thomas Weise, 2009) [17].GA is a subclass of evolutionary algorithms that comes under the class of probabilistic algorithms. It employs a random yet direct search inspired by the process of natural evolution and the principles of “survival of the fittest” for locating the globally optimal solution (James C.Bean, 1994) [9]. GA can effectively address a wide range of sequencing and optimization problems such as single and multiple machine scheduling, resource allocation and quadratic assignment problems.
An optimized crossover genetic algorithm is used to minimize total weighted completion time for a single machine scheduling problem (H. Nazif, L.S.Lee, 2009) [8]. A bi-criteria (i.e. two objective functions) genetic algorithm is used to solve fuzzy job shop scheduling problems to reduce the makespan, sometimes the solution may converge to local optima instead of global. Hybrid GA with Heuristic ordering (S.M.Kamrul Hasan, E.Ruhul Sarker) guides it to move towards the global optimum by the help of some heuristic information [16].
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (
ISSN 2250-2459
, Volume 2, Issue 4, April 2012)
70
GAs are applied to the scheduling of a manufacturing system that is designed to support an assembly-driven differentiation strategy in the context of agile manufacturing (Lotfi K. Gaafar, Sherif A. Masoud, Ashraf O. Nassef, 2008) [13]. To solve large scale nonlinear stochastic optimization on a real time basis genetic algorithm is integrated into a stochastic sampling procedure and is known as stochastic programming based genetic algorithm (K.J. Wang, S.M.Wang, J.C.Chen, 2008) [12].
Genetic Algorithm is used as it is one of the approximate methods that can handle a large searching space (Zalinda Othman, Khairanum Subari,2004) [18].The reason for genetic algorithms‟ success at a wide and ever growing range of scheduling problems is a combination of power and flexibility (David Montana, Marshall Brinn, Sean Moore, Garrett Bidwell) [3]. Even the standard genetic algorithm (ie. the bit string representation with the traditional crossover and mutation operators) can effectively handle problems that many traditional optimization algorithms cannot. Moreover, the processing time increases as the square of the project size and not exponentially (James C. Bean, 1994) [9]. Another advantage of using GA over other methods is its potential to locate global optimum or near global optimum solution without a necessity to search all solution space. From the literature survey it is clear that genetic algorithm is an effective tool for process optimization and scheduling of flow shop operations.
III. PROBLEM DEFINITION AND FORMULATION
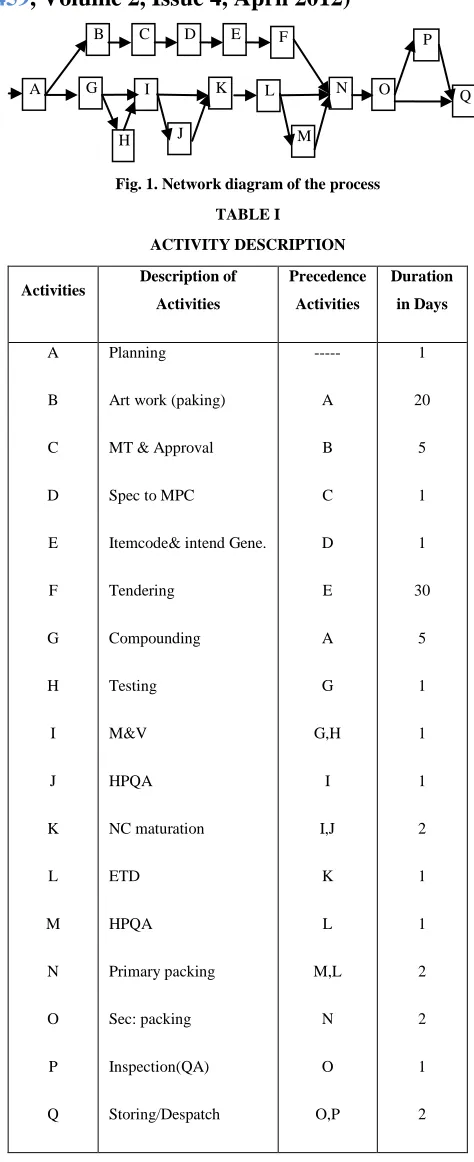
This study is based on the production planning and control operations of a condom manufacturing process industry. Manufacturing process of a particular type of condom consists of 17 major activities starting from planning to dispatch. Table1 shows the activity code, activity description, precedence relationship and duration or processing time for each activity. Network diagram for the process under study is shown in figure 1.The main problem that exist in the present PPC system is the lack of a scientific scheduling procedure and also the material requirements and specification of the products will be not be the same for all products. This will cause delay in the production process and hence the cycle time increases. At present, the processing of an order takes up to 65 days.
[image:3.612.320.561.112.714.2] [image:3.612.320.557.127.708.2]The main objective of this paper is to create an optimized production schedule which will minimizes the make span or total completion time of the process.
Fig. 1. Network diagram of the process
TABLE I
ACTIVITY DESCRIPTION
Activities Description of Activities
Precedence
Activities
Duration
in Days
A
B
C
D
E
F
G
H
I
J
K
L
M
N
O
P
Q
Planning
Art work (paking)
MT & Approval
Spec to MPC
Itemcode& intend Gene.
Tendering
Compounding
Testing
M&V
HPQA
NC maturation
ETD
HPQA
Primary packing
Sec: packing
Inspection(QA)
Storing/Despatch
---
A
B
C
D
E
A
G
G,H
I
I,J
K
L
M,L
N
O
O,P
1
20
5
1
1
30
5
1
1
1
2
1
1
2
2
1
2 B C
A
D E F
G
H I
P
M J
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (
ISSN 2250-2459
, Volume 2, Issue 4, April 2012)
71
The problem consists in finding a schedule for production planning process, taking into account the precedence constraints, that minimizes the make span (Cmax), that is, the finish time of the last operation completed in the schedule. Let A = {1…. n} denote the set of process/activities to be scheduled. The processes are interrelated by the precedence constraints, which force each process Ai to be scheduled only after all predecessor process Pi, are completed. Let At be the set of activities being processed at time t, and let rik = 1 if activity Ai requires resource k to be processed and rik= 0 otherwise. Let, Ai - activity i, i= {1,…… n}
di - processing time of activity Ai Ci - completion/finish time of activity Ai Fi- finish time of activity i
S - Set of pair of activities indicating precedence constraints.
At - set of activities being processed at time t
Cmax: make span, maximum completion time of all the activities Ai
Cmax=max {C1, C2……Cn}
The problem can be defined in mathematical form as follows.
Minimize Fn (Cmax) (1) Subject to:
Cj <= Ci - di (i, j)
S; j
Pi (1a) Σ rik =1 k
K (1b) andFi>= 0 i=1 … n (1c)
The objective function (1) minimizes the finish time of the process n (the last process), and therefore minimizes the make span. Constraint (1a) imposes the precedence relations between operations and constraint (1b) states that resources are available at time t. Finally (1c) forces the finish times to be nonnegative. Also it is assumed that the process is continuous and there is no interruption from start to the end. It is also assumed that processing time of each activity is fixed and there is no delay. Further it is assumed that the set up time is zero or included in the processing time.
IV. METHODOLOGY
In applying GA, we have to analyze specific properties of problems and decide on a proper representation, an objective function, and a construction method of initial population and genetic operators.
GA works with a population of solutions instead of just a single solution. Usually the initial population is generated randomly. It assigns a value to each individual in the population according to a problem-specific objective function. A survival-of-the-fittest step selects individuals from the old population. Next a reproduction step is applied to those individuals to produce a new population that is fitter than the previous one. This process continues until some stopping criteria are reached. The reproduction step uses some genetic operators like selection, crossover and mutation. Selection selects individuals called parents that contribute to the population at the next generation. Crossover combines two parents to form children for the next generation and mutation apply random changes to individual parents to form children. Mutation introduces random deviations into the population. It is performed with low probability; otherwise it would defeat the order building being generated through selection and crossover. A. Chromosome Representation
A chromosome is an encoding of the solution and a gene is an element of the chromosome. The first step in constructing the GA is to define an appropriate genetic representation of chromosomes or individuals. A good representation is crucial because it significantly affects all the subsequent steps of the GA. Here a real representation of the problem is used i.e. each chromosome in the population is a permutation of the list of scheduled activities. So the length of the chromosome or individual is equal to the number of activities in the schedule. The chromosome selected for the problem is shown in figure II
Fig.2. Chromosome representation
B. Proposed Genetic Algorithm
The proposed GA is a modified form of the traditional genetic algorithm. Usually, in most of the GAs the initial population is generated randomly (Jose Lassance de Castro Silva, Nei Yoshihiro Soma, 2008) and then the population is evaluated. But in this, initial population is not generated randomly instead it is initialized.
1 2 3 - - - - - - - - 15 16 17
A
A -- Order of activity
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (
ISSN 2250-2459
, Volume 2, Issue 4, April 2012)
72
From the initial population a subpopulation of feasible individuals is found and then fitness of each chromosome is evaluated by decoding the sequence of activities into precedence feasible solution. The best solution in the current population is selected as the parents for the next generation. ie the chromosome with the minimum makespan. Then crossover operation is applied on the selected individuals and a new population is obtained. For crossover, instead of one-point and two-point, a custom build function is used. After each generation the best solution of the new population is compared with the current and the better one is retained. In this way the best features can be passed on to the next generation. This process continues until the required number of generations (stopping criteria) is obtained. In this case the number of generations was hundred.
[image:5.612.330.561.125.595.2]Figure III shows the steps of the proposed GA. Coding of the algorithm is done in MATLAB version 7.
Fig .3. Flow chart of proposed ga
start
Initial population
Stop If g=limit
Evaluate fitness
Crossover Selection process ppprocess
Best fitness
Mutation Is population
feasible?
g = g+1
Yes
No
Yes
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (
ISSN 2250-2459
, Volume 2, Issue 4, April 2012)
73
V. RESULT AND CONCLUSION
[image:6.612.53.300.238.318.2]Using the proposed GA the objective function is minimized that is the make span is reduced, a schedule with a make span of 53 was obtained. The production planning and control department saves up to a total of 12 days and hence the cycle time is reduced. The average improvement in make span by the new schedule is over 18.5% with the existing system.
Fig. 4. Network diagram based on new schedule
Figure IV shows the network diagram of the process based on the new schedule. GA gives better results or optimal solutions when the number of activities or operations increases. Even though in this case there are only 17 activities a near optimal solution is obtained with the proposed algorithm. The algorithm can be improved if the delay associated with each activity is also considered. Further, it can be improved by adding the cost constraints. Effective production scheduling is the heart of an efficient manufacturing process and can result in improved on-time delivery of products, improved quality, reduced inventory costs and increased productivity.
REFERENCES
[1 ] A.Tamilarasi and T.Anantha Kumar,(2010),”An enhanced genetic algorithm with simulated annealing for job-shop Scheduling”,International Journal of Engineering, Science and Technology Vol. 2, No. 1, pp. 144-151.
[2 ] Dirk C. Mattfeld, Christian Bierwirth,(2004),” An efficient genetic algorithm for job shop scheduling with tardiness objectives”, European Journal of Operational Research 155,616–630.
[3 ] David Montana, Marshall Brinn, Sean Moore, Garrett Bidwell “Genetic Algorithms for Complex, Real-Time Scheduling”. BBN Technologies / GTE Internetworking 10 Fawcett Street, Cambridge, MA 02138. citeseerx.ist.psu.edu/viewdoc/download?doi =10. 1.1.130...
[4 ] Eknarin Sriprasert and Nashwan Dawood,(2003),“Genetic algorithms for multi-constraint scheduling: an application for the construction industry”, Construction Informatics Digital Library http://itc.scix.net/ paper w78-341.content
[5 ] Gerben G. Meyer, Hans Wortmann,(2009),” Robust Planning and Control using Intelligent Products”, Association for the Advancement of Artificial Intelligence,www.aaai.org.
[6 ] Gunter Fandel,(2004),”Analysis of production planning and control systems as an efficient combination of information activities”, OR Spectrum, volume 15, No.4.
[7 ] Heidi M. E. Korhonen, Jussi Heikkilä,(2001) Jon M. Törnwall,” A simulation case study of production planning and control in printed wiring board manufacturing”, Proceedings of the Winter Simulation Conference.
[8 ] H. Nazif, L.S.Lee,(2009),”A Genetic Algorithm on Single Machine Scheduling Problem to Minimize Total Weighted Completion Time”, European Journal of Scientific Research ISSN 1450-216X Vol.35 No.3, pp.444-452.
[9 ] James C.Bean,(1994), ”Genetic algorithms and random Keys for sequencing and optimization”, ORSA Journal on computing, vol 6,No.2.
[10 ] Jose Lassance de Castro Silva, Nei Yoshihiro Soma,(September 2008),” A Constructive Hybrid Genetic Algorithm for the Flow shop Scheduling Problem”, IJCSNS International Journal of Computer Science and Network Security, VOL.8 No.9.
[11 ] Krishna Kumar C. and Bani K. Sinha, (1999),” Efficiency Based Production Planning and Control Models”, European Journal of Operational Research, Vol. 117, pages 450-469.
[12 ] K.J. Wang, S.M.Wang, J.C.Chen, (2008),” A resource portfolio planning model using sampling-based stochastic programming and genetic algorithm”, European Journal of Operational Research 184, 327–340.
[13 ] Lotfi K. Gaafar , Sherif A. Masoud, Ashraf O. Nassef, (2008),” A particle swarm-based genetic algorithm for scheduling in an agile environment”, Department of Mechanical Engineering, The American University in Cairo, Computers & Industrial Engineering 55, 707–720.
[14 ] Maurice Bonney, (2000), “Reflections on production planning and control” G&P, Vol.7, No.3, 181-207.
[15 ] Ricardo Luiz Machado,(2006),” A contribution to production planning improvement in the construction industry through the anticipation concept”, Third International Conference on Production Research –Americas, Region (ICPR-AM06)
[16 ] S. M.Kamrul Hasan, E.Ruhul Sarker, Member, IEEE, and David Cornforth,” Hybrid Genetic Algorithm for Solving Job-Shop Scheduling Problem”.
[17 ] Thomas Weise, (2009),”Global Optimization Algorithms– Theory and Application”, Version: 2009-06-26, Newest Version: http://www.it-weise.de/.
[18 ] Zalinda Othman, Khairanum Subari,(2004),”Job Shop scheduling with Alternate Machines using Genetic Algorithms” JUniversiti Teknologi Malaysia Jurnal Teknologi, 41(D), 67–78.