Structure Control of Plasma Sprayed Zircon Coating
by Substrate Preheating and Post Heat Treatment
Masato Suzuki, Satoshi Sodeoka and Takahiro Inoue
Energy Technology Institute, National Institute of Advanced Industrial Science and Technology, AIST, Tsukuba 305-8569, Japan
Zircon is widely used in industrial field as a refractory material, because of its excellent mechanical and chemical properties at high temperature. Authors have been studied on the effect of the heat treatment on the structure and properties of plasma sprayed zircon coating as a candidate for an environmental barrier coating (EBC). In this study, very dense coating with excellent adhesive strength was successfully obtained by optimizing the spray process. Substrate temperature is one of the dominant factors to control porosity and crack formation in the coating. The higher substrate temperature, obtained by plasma pre-heating, resulted in lower porosity and less cracks. Open porosity of the coating was quite low, about 2%, in the coatings obtained especially above 1473 K of the substrate temperature.
(Received October 27, 2004; Accepted December 6, 2004)
Keywords: plasma spray, zircon, zirconia, silica, substrate temperature, open porosity
1. Introduction
In order to prevent corrosion and/or oxidation damage at high temperatures on engineering components, a develop-ment of plasma spray technique to provide environdevelop-mental barrier coating (EBC) for long term durability at elevated temperature is strongly required. Zircon (ZrSiO4) is one of the promising candidates as an EBC material, because of its excellent tolerance against thermal shock and corrosion.1,2) As far as plasma sprayed zircon is concerned, only a few studies had been reported since 1970s.3,4) As shown in
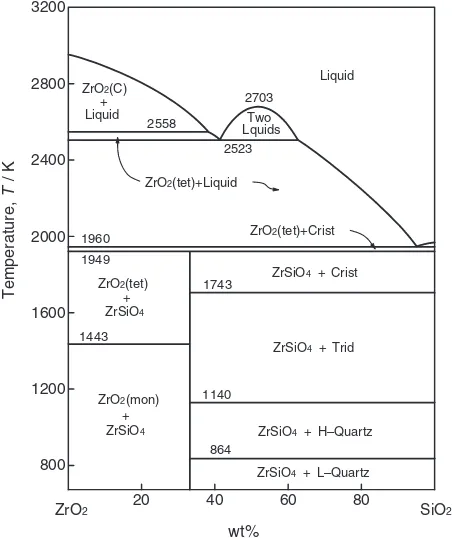
Fig. 1,5)zircon has dissociation line at 1949 K, so that zircon
can’t be formed from liquid phase directly. Wong et al. reported that zircon was dissociated by plasma process, and zirconia and amorphous silica were formed in the processed powder.3)Kurodaet al. reported on the microstructure and
wear property of the plasma sprayed zircon coating.4) However, none of these reports referred to the behavior at elevated temperatures. The authors had reported on the structure of the zircon coating prepared by a conventional atmospheric plasma spray (APS) process.6,7)It was revealed that open porosity of the as-sprayed coating was 10% with a lot of cracks, however it decreased after the heat treatment at 1473 K because of the phase transformation of zirconia from tetragonal to monoclinic with a volume expansion. Then porosity increased up to 10% after the heat treatment at 1673 K, because of the huge volume shrinkage during the formation of zircon at 1673 K. Thus, the APS zircon coating showed an inferior stability at elevated temperatures. For the application for an EBC, low porosity and high stability at elevated temperatures should be highly required. In this study, the effect of spray distance, preheating of substrate and post heat treatment on structure of zircon coating in order to optimize the spray parameter and evaluate porosity and stability at high temperatures as a candidate material for an EBC.
2. Experimental Procedure
2.1 Sample preparation
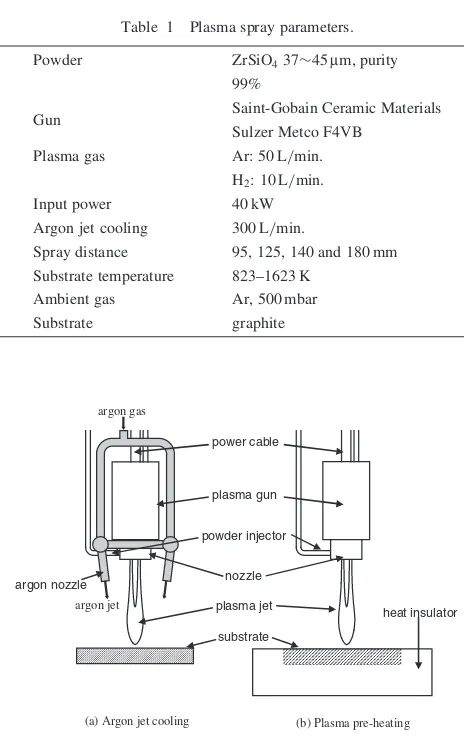
Zircon coatings were prepared by low pressure plasma spraying by using Controlled Atmosphere Plasma Spray System (CAPS; Sulzer Metco, AG.). Spray parameters are shown in Table 1. Graphite plates were used as substrates for the coating samples. Plasma spraying was carried out with four different spray distances, accompanied with argon jet cooling or plasma pre-heating in order to control the substrate temperature during the process. Schematic diagram of argon jet cooling and plasma pre-heating is shown in Fig. 2. Argon jet cooling was carried out with the nozzles mounted on the plasma gun during the spray. For plasma pre-heating, on the 800
1200 1600 2000 2400
20 40 60 80
ZrO2 SiO2
wt%
Temperature,
T
/ K ZrO2(tet)+Liquid
ZrO2(tet)+Crist
ZrO2(tet)
+
ZrSiO4
ZrO2(mon)
+
ZrSiO4
ZrSiO4+ Crist
ZrSiO4+ Trid
ZrSiO4+ H–Quartz
ZrSiO4+ L–Quartz
Liquid
ZrO2(C)
+
Liquid Two
Lquids
2800 3200
2703
2558
2523
1949 1960
1743
1140
864 1443
Fig. 1 Phase diagram of ZrO2-SiO2system.
[image:1.595.56.282.497.766.2]other hand, the substrate that was placed on the heat insulator (shamot fireclay brick) was heated by plasma jet until the temperature was saturated, then spraying powder was introduced to spray. An example of the substrate temperature profile during the spray process with plasma pre-heating is shown in Fig. 3. Substrate temperature could be controlled by a combination of spray distance and plasma pre-heating/
argon jet cooling. Relationship between spray distance and substrate temperature with plasma pre-heating/argon jet cooling is shown in Fig. 4. Substrate temperature was about 800–900 K with argon jet cooling, while it could be controlled in the range of 1200–1600 K with plasma pre-heating. From this result, four different spray distances, 95, 125, 140 and 180 mm, were chosen for the coating prepara-tion. Hereafter, the obtained samples are indicated as shown in Table 2; where H, C, 9-18 and APS stand for plasma pre-heating (H), argon jet cooling (C), spraying distance and atmospheric plasma sprayed coating (APS), respectively. Obtained coatings were heat-treated at 1473 or 1673 K for 86.4 ks in the air to evaluate the effect of the exposure to elevated temperature on the coating structure.
2.2 Coating evaluation
[image:2.595.50.282.62.432.2]Crystalline phase analysis was carried out by an X-ray diffraction method (Cu-K). Scanning electron microscope with field emission gun (JEOL-6300F) was used for micro-structure observation on the polished coating cross sections. Open porosity of the coatings was measured by Archimedean
Table 1 Plasma spray parameters.
Powder ZrSiO43745mm, purity
99%
Gun Saint-Gobain Ceramic Materials
Sulzer Metco F4VB
Plasma gas Ar: 50 L/min.
H2: 10 L/min.
Input power 40 kW
Argon jet cooling 300 L/min.
Spray distance 95, 125, 140 and 180 mm Substrate temperature 823–1623 K
Ambient gas Ar, 500 mbar
Substrate graphite
(a) Argon jet cooling (b) Plasma pre-heating
power cable
powder injector plasma gun
nozzle argon nozzle
plasma jet heat insulator
substrate
argon gas
argon jet
Fig. 2 Schematic illustration of plasma spraying apparatus with (a) argon jet cooling and (b) plasma pre-heating for substrate temperature control.
0 500 1000 1500
0 500 1000 1500
plasma on powder in
power off
cooled in chamber power input: 40 kW spray distance: 95 mm
Time, t/ s
Substrate temperature,
T
/ K
Fig. 3 An example of the substrate temperature profile during the plasma spray with plasma pre-heating.
100 150 200
1000 1500
plasma pre-heated
argon jet cooled
Substrate temperature,
T
/ K
Spray distance, s/ mm
Fig. 4 Relationship between substrate temperature and plasma spray distance.
Table 2 Spray conditions.
Sample Cooling/heating Spray distance (mm)
Substrate temperature (K)
H9 heating 95 1623
H12 heating 125 1473
H14 heating 140 1423
H18 heating 180 1173
C9 cooling 95 923
C12 cooling 125 923
C14 cooling 140 873
C18 cooling 180 823
[image:2.595.309.546.74.289.2] [image:2.595.56.281.237.424.2] [image:2.595.303.549.359.498.2] [image:2.595.51.286.488.647.2]method. Thermal expansion measurement was carried out with dilatometer in the range from room temperature to 1573 K in air.
3. Results and Discussion
3.1 Effect of substrate temperature 3.1.1 Crystalline Phase Analysis
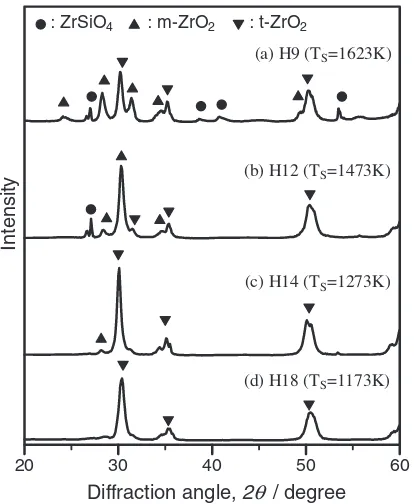
XRD profiles of the as-sprayed H coatings with various spraying distances (ie. H9, H12, H14 and H18) are shown in Fig. 5. ZrSiO4 totally decomposed during plasma spray process; tetragonal zirconia phase (t-ZrO2; a high temper-ature phase) was identified. However, any silica or silicon-related phases could not be observed. Because zircon would be formed after the heat treatment as will be referred to later, silica should exist in amorphous phase in this coating. With increase of substrate temperature, the amount of monoclinic zirconia (m-ZrO2; a low temperature phase) and zircon increased. XRD patterns of the as-sprayed C coatings were similar to that of the H14 and H18; being composed of tetragonal zirconia and amorphous silica.
3.1.2 Microstructure observation
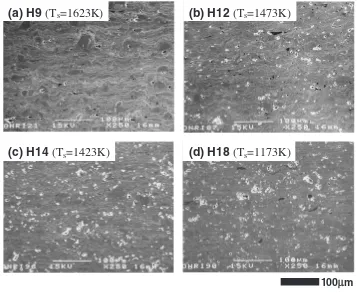
SEM images of the cross sections of the C and H coatings are shown in Fig. 6 and Fig. 7, respectively. In both of the C and H coatings, the shorter spray distance resulted in lower porosity in the coatings. Two factors should be referred as reasons for this decrease in the porosity; one is shorter distance itself, and another is high substrate temperature in shorter spraying distance. It is generally agreed that shorter spraying distance results in denser coating. As for substrate temperature, the H coatings had less pores than the C coatings when compared in the same spraying distance (such as H9 and C9, H12 and C12. . .).
3.1.3 Open Porosity
For more quantitative discussion, relationship among spray distance, pre-heating/cooling and open porosity is shown in Fig. 8. Open porosity was affected significantly by spray distance; it decreased with decrease of spray distance. And also the pre-heated coatings (H) showed lower porosity than the argon-cooled ones (C), when compared in the same spray distance. Velocity and temperature of the melted powders at the surface of the substrate should be almost the same between these H and C coatings, and only the difference is substrate temperature. This indicates that substrate temper-ature is one of the dominant factors to obtain dense coating; the higher substrate temperature results in the lower porosity in the coating.
The reason why such dense coatings were obtained with spraying to hot substrate could be explained as follow. When the substrate temperature is high, melted particles on the substrate surface tend to remain in liquid phase longer time.8)
So those particles can spread out along with the surface of the previously sprayed coating before solidification. This may result in the dense stacking of flattened splats, then porosity would be lower in the coating. Shrinkage of the splats during their solidification should be small when the substrate temperature is high, since the difference between the melting point of the particle and the temperature of the substrate is small. Then residual thermal stress in the solidified splat would be lower when the substrate temperature is high, and formation of micro crack would be less.9)This might be the reason why almost no cracks were observed in the coatings sprayed to the hot substrate.
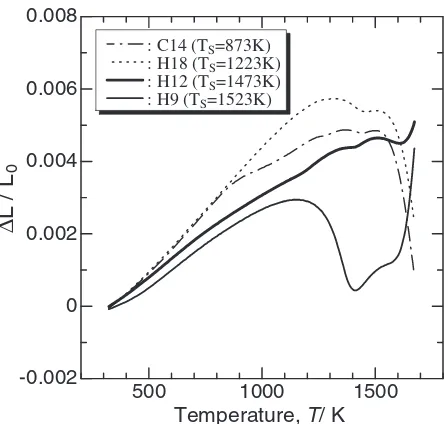
3.1.4 Thermal expansion
Thermal expansion of several zircon coatings is shown in Fig. 9. The C14 coating starts to deviate from the linear expansion behavior at around 850 K, while the H18 and H12 coatings showed linear expansion. This non-linear expansion behavior was also observed in the APS coating which was sprayed at lower substrate temperature.6,7)The H18 coating
(Ts¼1223K) showed linear thermal expansion behavior up
to 1200 K, and a huge shrinkage occurs at higher temperature. The H12 coating, with higher substrate temperature (Ts¼1473K), showed almost linear thermal expansion up
to 1500 K, and no shrinkage at higher temperature. A shrinkage in H9 coating occurred at about 1200 K, which was caused by the transformation of zirconia phase, because certain amount of monoclinic phase of zirconia exists in the H9 coating as referred previously.
The coatings prepared at higher substrate temperature showed a tendency of linear thermal expansion up to their substrate temperature and no shrinkage of the sintering. However, when substrate temperature excess 1573 K, mono-clinic zirconia phase was formed in the coating, and decreased the linearity of the thermal expansion because of its phase transformation from monoclinic to tetragonal. Thus, substrate temperature is one of the key factors to improve the stability of zircon coating at elevated temperatures.
3.2 Effect of heat treatment
XRD profiles of the H18 coating before and after the heat treatment are shown in Fig. 10 as an example, since effect of the heat treatment on phase formation did not show any
20 30 40 50 60
(a) H9 (TS=1623K)
Intensity
: ZrSiO4 : m-ZrO2 : t-ZrO2
(d) H18 (TS=1173K) (b) H12 (TS=1473K)
(c) H14 (TS=1273K)
Diffraction angle, 2θ / degree
[image:3.595.67.274.71.323.2]differences in all the coatings. After the heat treatment at 1273 K for 86.4 ks, small amount of monoclinic zirconia and zircon were formed. And the amount of these two phases increased significantly after the heat treatment at 1473 K.
After the heat treatment at 1673 K, the formation of zircon proceeded further, and zircon became a dominant phase in the coating.
The cross-sectional SEM images of the H12 coatings
(b) C12
(T
s=923K)
(a) C9
(T
s=923K)
(c) C14
(T
s=873K)
(d) C18
(T
s=823K)
100µm
Fig. 6 Cross section of the as-sprayed C coatings.
100µm
(a) H9
(T
s=1623K)
(b) H12
(T
s=1473K)
(c) H14
(T
s=1423K)
(d) H18
(T
s=1173K)
[image:4.595.122.478.72.359.2] [image:4.595.119.476.403.696.2]before and after the heat treatment are shown in Fig. 11. It is clear to see that pores were formed after the heat treatment at 1473 K, and they increased significantly at 1673 K. This would be due to the formation of zircon phase accompanied by huge volume shrinkage; this agrees with the XRD results in Fig. 10.
The effect of heat treatment on open porosity of the H coatings and the APS coating are shown in Fig. 12. Porosity of the coatings with lower substrate temperature (the APS coating and the H18 coating) decreased after the heat treatment at 1273 and 1473 K. On the other hand, porosity of the H12 and H9 coatings (with higher substrate
temper-ature) were kept around 2% even after the heat treatment at 1473 K. However, owing to the zircon formation, porosity of all these coatings increased up to 10% after the heat treatment at 1673 K, regardless of the substrate temperature.
It was shown, in this study, that substrate temperature is an important factor to control microstructure of the plasma-sprayed zircon coating, and the coating with 2% in open porosity can be obtained by spraying to the substrate at 1473 K or higher. And this low porosity was remained even after the heat treatment at 1473 K for 86.4 ks. However, open porosity of all the coating after the heat treatment at 1673 K for 86.4 ks increased up to 10%, which was caused by the volumetric shrinkage during the formation of zircon. This increase in porosity at this temperature is obviously a problem to be solved as a coating material for EBCs. Since this phenomena is based on the reaction to form zircon from zirconia and silica, it is not possible to control with the optimization of spraying process. So, further modification in the spraying material, such as the addition of other oxides, will be highly required in the future study.
4. Conclusions
Effects of substrate temperature, spray distance and heat treatment on the structure of plasma-sprayed ZrSiO4coating were studied. Results are summarized as follows.
(1) Substrate temperature is one of the key parameter to obtain a dense coating as well as spraying distance. Open porosity decreases significantly with an increase of substrate temperature.
(2) Non-linear thermal expansion behaviors were observed in the coatings sprayed with low substrate temperature, while the coatings with higher substrate temperature
100 150 200
0 2 4 6 8 10
plasma pre-heated Ar-cooled
1623K 1473K 1423K
1173K 923K
923K
873K
823K
Spray distance, s/ mm
Open porosity (%)
Fig. 8 Open porosity of the as-sprayed coatings sprayed with various spraying distance.
500 1000 1500
-0.002 0 0.002 0.004 0.006 0.008
∆
L / L
0
: C14 (TS=873K)
: H9 (TS=1523K) : H12 (TS=1473K) : H18 (TS=1223K)
Temperature, T/ K
Fig. 9 Thermal expansion of the as-sprayed coatings.
20 30 40 50 60
(a) as-sprayed (b) 1273K (c) 1473K (d) 1673K
Intensity
: ZrSiO4 : m-ZrO2 : t-ZrO2
[image:5.595.55.287.71.313.2]Diffraction angle, 2θ / degree
[image:5.595.319.532.71.334.2] [image:5.595.60.284.378.590.2]showed linear thermal expansion behavior.
(3) The porosity increased up to 10% after the heat treatment at 1673 K, regardless of the as sprayed conditions.
(4) Regardless of the porosity of the as sprayed coatings, the value increased up to 10% after the heat treatment at 1673 K.
REFERENCES
1) R. C. Garvie: J. Mater. Sci.14(1979) 817.
2) E. A. Thomas and R. W. Knault: Am. Ceram. Soc. Bull.35-1 (1956) 1. 3) A. M. Wong and R. McPherson: J. Mater. Sci. Lett.16(1981) 1732. 4) K. Kuroda, S. Hanagiri, M. Suginoshita, H. Taira, S. Tamura, H. Saka
and T. Imura: ISIJ Int.29-3 (1989) 234.
5) W. C. Butterman and W. R. Foster: Am. Mineral.52(1953) 880. 6) M. Suzuki, S. Sodeoka, T. Inoue and K. Ueno: J. Jpn. Thermal Spray
Soc.33-3 (1996) 13.
7) M. Suzuki, S. Sodeoka, T. Inoue and K. Ueno: Mater. Manufacturing Proc.13-4 (1998) 575.
8) L. Bianchi, A. C. Leger, M. Vardelle, A. Vardelle and P. Fauchais: Thin Solid Films305(1997) 35–47.
9) L. Bianchi, A. Grimaud, F. Blein, P. Lucchese and P. Fauchais: J. Thermal Spray Tech.4-1 (1995) 59–66.
(a) as-sprayed
(b) 1273K
(c) 1473K
(d) 1673K
[image:6.595.122.475.72.358.2]100µm
Fig. 11 SEM images of the H12 coatings after the heat treatments at various temperature.
Heat treatment temperature, T/ K
0 5 10 15
: H9 (d=95mm, TS=1623K)
: H12 (d=120mm, TS=1523K)
: H18 (d=180mm, TS=1173K)
: APS (water-cooled)
Open porosity / %
as-sprayed 1273 1473 1673
[image:6.595.63.278.419.642.2]