Solid-Liquid Interdiffusion Bonding of Copper Using Ag-Sn Layered Films
S. Fukumoto, K. Miyake, S. Tatara, M. Matsushima and K. Fujimoto
Graduate School of Engineering, Osaka University, Suita 565-0871, Japan
Newly developed bonded materials and fabrication processes are expected tofirmly bond copper leads to SiC chips for application in next generation power modules. Solid-liquid interdiffusion bonding of copper was performed using Ag-Sn layered films. Microstructural development and mechanical properties of bond layers were investigated. The bond layer grew at the thinfilm interfaces because of the solid-liquid interdiffusion. Cu6Sn5and Ag4Sn or Ag3Sn phases were formed at the initial bonding stage, and subsequently, Cu3Sn formed between the
Cu6Sn5and Cu as both bond time and temperature increased. Finally, the bond layer was primarily composed of Ag4Sn and Cu3Sn. The hardness
and Young’s modulus of Ag4Sn were much lower than those of Cu3Sn. The growth of the Cu3Sn layer that formed between Ag4Sn and Cu could
be limited by optimizing the design of the faying surface. [doi:10.2320/matertrans.MI201422]
(Received January 13, 2015; Accepted March 17, 2015; Published May 22, 2015)
Keywords: interdiffusion, bonding, intermetallic compound, power module, Young’s modulus
1. Introduction
SiC and GaN, instead of Si, are expected to be used in next generation power semiconductors because they exhibit better efficiency and are capable of functioning at higher temper-atures than Si chips. As the junction temperature approaches 473 K, the standard Sn-based soft solders, with melting point at approximately 493 K, cannot be applied for die-attaching. When SiC chips are bonded to Cu substrates and Cu leads, high temperature solders such as Sn-95Pb and Sn-Au have been employed to allow higher operating temperatures. However, new bonded materials, including solders and lead-free and low-cost materials, are expected to be developed for operation at even higher temperatures. Furthermore, the bonding temperature must be as low as possible in order to reduce the thermal stress between the various materials in a power device. Solid-liquid interdiffu-sion bonding or transient liquid phase (TLP) soldering, is one approach to bond a Cu lead to a SiC chip at low temperatures (473573 K). Metals with low melting points such as Sn and In are often sandwiched between copper bases and heated above the melting point of the inserted material.14) The liquid phase then reacts with the base copper to form a bond layer of intermetallic compounds that exhibits a higher melting point than the melting point of the inserted material. Several studies on the kinetics of the growth of Cu-Sn intermetallic compounds (IMCs) in TLP soldering have been reported.1,59) As mentioned above, power modules are composed of various materials such as semiconductor chips with metallized layers, lead wires, ceramic substrates, solder, and molding resins. Therefore, thermal stress should be minimized carefully when designing power devices. For example, the authors have reported that the SiCu joints in Cu-Sn intermetallic compounds layer bonded by solid-liquid interdiffusion showed longer lifetimes on thermal cyclic testing than Sn-5Sb solder.10)On the other hand, because the Young’s modulus and hardness of Cu3Sn are extremely high, in some cases, cracks occurred in the IMC layer of the joint and propagated through the metallized layer on the Si chip owing to stress concentration at the edge of the IMC layer. The authors have also reported that the stress concentration depends on the material properties of the bond layer, such as
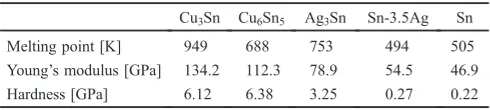
Young’s modulus and coefficient of thermal expansion (CTE), and also on the design of the joint, such as fillet shape and joint thickness.11) An IMC bond layer with Young’s modulus lower than that of Cu3Sn and Cu6Sn5could be effective in reducing stress concentration at the corner of the joint. Denga et al. reported that Ag3Sn shows lower Young’s modulus and hardness than those of IMCs in the Cu-Sn system (as shown in Table 1).12,13)
In practical use, since a Si chip is coated with a thin copper layer, Cu-to-Cu bonding should be investigated to apply the solid-liquid interdiffusion bonding of a Cu lead to a Si chip joint in power devices. In this research, the fundamental study on solid-liquid interdiffusion bonding of Cu using Sn-Ag layered films was performed to reduce stress concen-tration at the edge of the bond layer. The microstructural development and mechanical properties of the joints were investigated.
2. Experimental Procedures
[image:1.595.305.550.301.356.2]The materials used were oxygen-free Cu rods of 3 mm and 5 mm in diameter whose faying surfaces were polished with emery paper of#4000 grit. They were then pickled in a 5% HCl solution, and rinsed in ethanol. The geometry of specimens and the designs of faying surface are shown in Fig. 1. Tin/silver multilayer thinfilms with different designs, as shown in Fig. 1 and Table 2, were coated on the copper faying surface by vacuum vapor deposition. The Ag and Sn were vaporized alternately by resistance heating under the atmosphere of 5©10¹3Pa. The bonding betweenº3 andº5 Cu specimens was performed at 503573 K for a bond time of 01800 s, under a bonding pressure of 10 MPa in nitrogen gasflow atmosphere. The bond time is defined as the holding time at the bonding temperature. The heating rate was
Table 1 Physical properties of materials for bond layer.12,13)
Cu3Sn Cu6Sn5 Ag3Sn Sn-3.5Ag Sn
Melting point [K] 949 688 753 494 505 Young’s modulus [GPa] 134.2 112.3 78.9 54.5 46.9 Hardness [GPa] 6.12 6.38 3.25 0.27 0.22
approximately 1 K/s from room temperature to the bonding temperature. The shear test was carried out to evaluate the joint strength using a tensile tester (RHESCA Co. Ltd.). The microstructures of the bond layers were observed by scanning electron microscopy (SEM) and transmission electron mi-croscopy (TEM) with energy dispersive X-ray spectroscopy (EDX). The dynamic hardness (DH) and Young’s modulus of the IMC bond layers were evaluated using a dynamic micro-hardness tester (Shimadzu Co. Ltd., DUH-211) under a load of 10 g with a trigonal pyramid indenter. Young’s modulus was estimated from the unloading curves.
3. Analysis Model
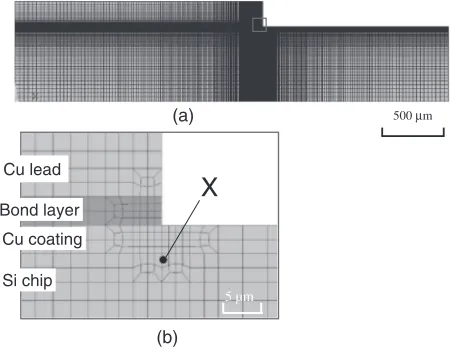
Finite element analysis was performed to estimate the effect of the Young’s modulus of the bond layer on the stress distribution in the Cu lead-to-Si chip joint. Figure 2 shows the meshed model used to calculate stress distribution around the Cu lead-to-chip through the IMC bond layer. The Si chip and the Cu lead had square dimensions of 7 mm©7 mm and 4 mm©4 mm, respectively. The Si chip was coated with Cu of 4 µm in thickness. Thefine-meshed joint edge is shown in Fig. 3. Table 3 shows the material properties used in the structural analysis. Although the thermal stress is signifi -cantly affected by the CTE mismatch, the CTEs of most IMCs have not been reported. In the present analysis, only the Young’s modulus was varied and the other material properties were kept constant. The residual thermal stress for each bonding material was calculated when the bonded device was cooled from 573 K, that is, the bonding temper-ature, to room temperature (298 K), and was calculated from static elasto-plastic analysis that considers the temperature dependent properties for copper.
4. Results and Discussion
4.1 Stress concentration on Si
When the bond layer is composed of brittle intermetallic
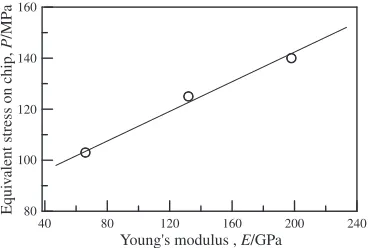
compounds, stress concentrates at the interface between the edge of the bond layer and the Si substrate area beneath this edge, which would initiate a crack. The effect of the Young’s modulus of the bond layer on the stress distribution in a Si chip was estimated by the finite element method. Figure 4 shows the equivalent stress beneath the edge of the bond layer where stress is concentrated (point X shown in Fig. 3(b)). The stress on the Si chip increases with the Young’s modulus of the bond layer. As described above, although CTE mismatch between a bond layer and other materials was not considered in the present analysis, reduction in the Young’s modulus of the bond layer might be an option to reduce stress concentration on the Si chip.
4.2 Microstructure of the bond layer
The cross sections of the joints for Design-1 faying surface bonded at 503573 K for 0 s are shown in Fig. 5. The EDX analysis was performed to estimate the compositions of the
Cu Base metal Deposited films
Film 2-Ag Film 1-Sn
Film 3-Sn
3
5
φ5
φ3
Cu Cu
Deposited films
(a) (b)
Unit: mm
[image:2.595.50.288.67.177.2]Fig. 1 Geometry of Cu specimens (a), and design of faying surface (b).
Table 2 Designs of faying surface. Thickness (mm) Design-1 Design-2
Film-1 Sn 2 2
Film-2 Ag 1 1
Film-3 Sn 2 0.5
Cu lead
Bond layer Cu
Si chip 200 μm
250 μm 4 μm
2.0 mm
7.4 mm
4 μm
Fig. 2 Schematic diagram showing apparatus of Cu lead-to-Si chip through a bond layer used infinite element analysis.
500 μm
5 µm
(a)
(b)
Cu lead
Bond layer
Cu coating
Si chip
X
[image:2.595.319.533.73.185.2]Fig. 3 One-halffinite element mesh used in numerical analysis. (a) Whole model, (b) highlighted area in (a).
Table 3 Materials properties for modeling.
Material
Young’s modulus [GPa]
Poisson’s ratio
Coefficient of thermal expansion: CTE
[©10¹6/K]
Density [kg/m3]
Cu 129.8 0.343 16.6 8880
Si 189.0 0.130 2.6 2300
[image:2.595.45.291.227.300.2] [image:2.595.315.540.233.407.2] [image:2.595.305.548.467.540.2]possible phases (Table 4). The fact that the thickness of each layer is approximately equal to or lower than the SEM-EDX resolution facilitates the determination of possible phases, which are described in Table 4. When the bonding temper-ature is 503 K, two kinds of layers, that are possible phases of Cu6Sn5 and Ag3Sn and/or Ag4Sn, were observed between the Cu base metals. Many continuous voids were also observed between Cu6Sn5 and Ag-Sn IMC layers. These large voids were probably formed by volume change due to solidification of liquid phase. When the temperature reached the Ag-Sn eutectic temperature (494 K), the interfaces of Ag/Sn that were initially Film-1/Film-2 and Film-2/Film-3, started to melt, resulting in the immediate formation of Ag-Sn IMCs. The saturation concentration of Ag in liquid Sn is approximately 10 at% at the temperature studied. However, diffusion in liquid is very fast and the volume of liquid is quite small. Moreover, Ag is known to diffuse into a Sn matrix rapidly. The rate of Ag solute diffusion in Sn is an order of magnitude greater than that of Sn self-diffusion.14,15) Therefore, Ag might have diffused into the Sn matrix during
the heating stage below the eutectic temperature, resulting in the rapid formation of Ag-Sn IMCs. Subsequently, at the Cu-Sn eutectic temperature (500 K), eutectic reaction may have occurred at the interface of the remaining Sn in Film-3 or Ag-Sn IMC and Cu, resulting in the formation of Cu6Sn5. At a temperature of 523 K, Cu3Sn forms at the interface of Cu6Sn5/Cu. Finally, the Cu6Sn5phase disappeared and only two layers, namely Cu3Sn and Ag-Sn IMC, remained when the temperature reached 573 K (Fig. 5(c)). Figure 6 shows the microstructural development of the bond layer at 523 K as a function of bond time. The Cu6Sn5layer was not observed at the bond time of 300 s. As the bond time increased, the Cu3Sn layer grew with the formation of small voids at the interface of the Cu3Sn and Cu. Figure 7 shows TEM bright
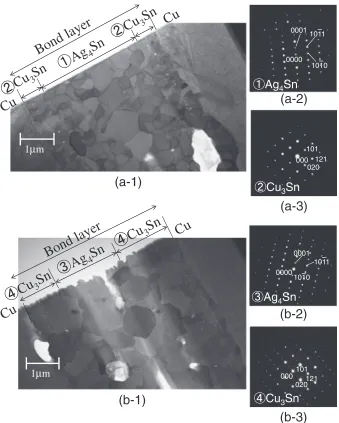
field images and selected area diffraction patterns (SADP) of the joints bonded at 573 K. Table 5 shows the compositions of bond layers in Fig. 7 estimated by TEM-EDX analysis. The joint was composed of two Cu-Sn IMC layers and an Ag-Sn IMC layer that is of similar constitution to that observed by SEM. The results of TEM-EDX analysis and
40 80 120 160 200 240
Young's modulus , E/GPa
80 100 120 140 160
Equi
v
alent stress on chip,
P
/MP
a
Fig. 4 Equivalent stress on Si under the edge of bond layer as a function of elastic modulus of bond layer.
Cu
Cu
+A
+B
Cu
6Sn
5Ag
3Sn,
Ag
4Sn
Cu
6Sn
5(a)
+C
+D
+E
Cu
3Sn
Ag
3Sn, Ag
4Sn
Cu
6Sn
5(b)
+F
+G
Ag
3Sn,
Ag
4Sn
Cu
3Sn
Cu
3Sn
(c)
[image:3.595.78.262.71.195.2]Fig. 5 Microstructural development of joints against bonding temperature for bond time of 0 s. (a) 503 K, (b) 523 K, (c) 573 K. Bonding was carried out using Design-1 faying surface. Possible phases are described on each layer.
Table 4 Chemical composition estimated using EDX in Fig. 5 (at%). Location Cu Ag Sn Possible phase
A 59 1 40 Cu6Sn5
B 6 71 23 Ag3Sn, Ag4Sn
C 80 1 19 Cu3Sn
D 57 2 41 Cu6Sn5
E 8 68 24 Ag3Sn, Ag4Sn
F 77 2 21 Cu3Sn
[image:3.595.305.549.83.186.2] [image:3.595.87.515.232.494.2]SADP revealed the formation of Cu3Sn and Ag4Sn phases in the joint. Kirkendall voids were observed in the Cu3Sn layer, and the Cu3Sn layer grew with increasing bond time. The grain size of Ag4Sn also increased with increasing bond time. Figure 8 shows a vertical section of the Ag-Cu-Sn ternary
system at the 20 mass%Sn.16)The diagram and the results of EDX analysis suggested that Ag4Sn and Cu3Sn form as major phases, and Ag3Sn might form as a minor phase depending upon the composition.
(a)
(b)
Fig. 6 Microstructural development of bond layer at 523 K for the bond time of 300 s, (a) and 1800 s, (b). Bonding was carried out using Design-1 faying surface.
(a-1)
Ag
4Sn
0000 00011011
1010
Cu
3Sn
000 101
1μm
(a-2)
(a-3)
121 020Cu
Bond
layer
Ag
4Sn
Cu
3Sn
Cu
3Sn
Cu
Ag
4Sn
0000 0001
1011
1010
Cu
3Sn
000 101
121 020
1μm
(b-1)
(b-2)
(b-3)
Cu
3Sn
Cu
3Sn
Ag
4Sn
Cu
Cu
Bond
layer
[image:4.595.113.483.69.206.2] [image:4.595.131.470.253.676.2]4.3 Mechanical properties
Figure 9 shows the shear strength of joints at various bonding conditions under the bonding pressure of 10 MPa. Shear strength increased with bonding temperature and bond time. When the bonding temperatures were 523 K and 573 K, the shear strength reached a maximum of approximately 120 MPa and remained constant. The bond layer of the high strength joint was composed of Cu3Sn and Ag4Sn, and the fracture propagated primarily through the Ag4Sn layer. When the bonding temperature was 503 K, even a bonding time of 1800 s did not yield a highly strong bond. When many voids formed continuously at the interface of Cu3Sn and Ag4Sn or Ag3Sn as shown in Figs. 5(a) and 5(b), the joint strength exhibited small values.
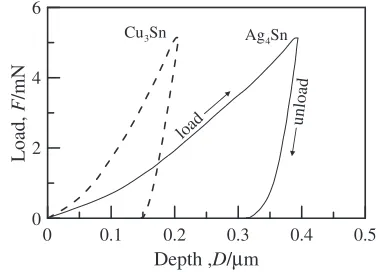
The hardness and Young’s modulus of the bond layers, Cu3Sn and Ag4Sn, were estimated by the dynamic micro-hardness test. Figure 10 shows the curves of the depth-load measured on Cu3Sn and Ag4Sn layers. An indenter penetrated the Ag4Sn layer much deeper than it did the Cu3Sn layer under the same load. The dynamic hardness (DH) of Cu3Sn and Ag4Sn are DH500 and DH175, respectively. Young’s modulus, estimated from the unloading curves of Cu3Sn and Ag4Sn, are 129 GPa and 76 GPa, respectively. Ag4Sn showed much lower micro-hardness and Young’s modulus compared to Cu3Sn.
4.4 Design of bond layer
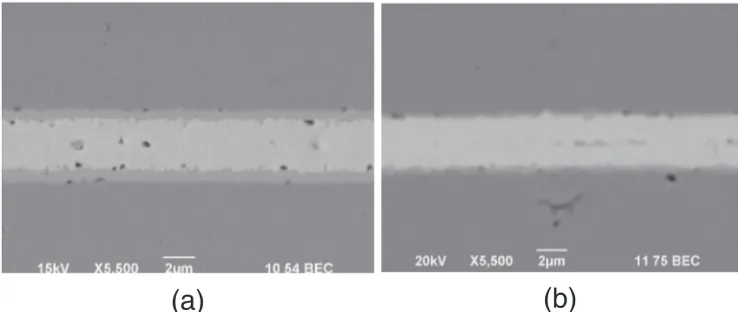
As described above, the Young’s modulus of Ag4Sn is lower than that of Cu3Sn and the joint obtained through Ag4Sn and Cu3Sn bond layers showed high strength. On the other hand, Cu3Sn, which showed high Young’s modulus and hardness, formed by Kirkendall voids between Ag4Sn and Cu when Design-1 faying surface was applied to the bonding. It is preferable to suppress the formation and growth of the Cu3Sn layer so that it is as thin as possible. The design of the faying surface was then optimized to suppress the formation of the Cu3Sn layer. In order to accomplish this, the amount of Sn deposition between the Ag film and Cu base metal was decreased from 2 to 0.5 µm (Design-2 as shown in Table 2). The cross sections of the joints bonded using Design-1 and Design-2 faying surfaces are shown in Fig. 11. The bonding temperature is 573 K and the bond time is 300 s. The growth of the Cu3Sn layer that formed between Ag4Sn and Cu could be limited by reducing the amount of Sn in Film-3, thereby reducing the film thickness. As a result, the Cu-Cu bonding could almost be achieved through only the Ag4Sn layer. Approximately, a 20% decrease in thermal stress would be expected by replacing the Cu3Sn bond layer with an Ag4Sn bond layer as shown in Fig. 4. Further study on the measurement of the CTE of Ag4Sn is necessary to accurately estimate the thermal stress on the joint.
5. Conclusions
Solid-liquid interdiffusion bonding of copper was achieved using Ag-Sn layered films. The following results were obtained:
[image:5.595.331.520.72.208.2](1) Cu6Sn5and Ag4Sn or Ag3Sn phases were formed at the lower bonding temperature by eutectic reaction. Sub-sequently, Cu3Sn formed with voids between Cu6Sn5
Table 5 Compositions of bond layer in Fig. 7 estimated by TEM-EDX analysis (at%).
Layer Cu Ag Sn
① 2.5 77.3 20.2
② 72.1 0.7 27.2
③ 2.8 83.8 13.4
④ 73.1 0.6 26.3
20mass% Sn Vertical section
L
(Ag)+L
(Cu)+L
Cu0.85Sn0.15ht+L
(Ag)+Cu3Snht (Ag)+Cu0.85Sn0.15ht
(Ag)+Cu41Sn11ht
Ag0.8Sn0.2+Cu41Sn11ht
Ag 0.8 Sn 0.2 + Cu 3 Sn ht Ag 0.8 Sn 0.2 + Cu 3 Sn rt Ag 0.8 Sn 0.2 Ag 0.8 Sn 0.2 + A g 3 Sn (Cu)+Cu 3 S n rt (Cu)+Cu 4 1 Sn 1 1 ht (Cu)+Cu 3 Sn ht (Cu )+Cu 0 .8 5 Sn 0 .1 5 h t
Ag0.8Sn0.2+L
T emperature ( ° C) at.% Cu 90 80 70 60 50 40 30 20 10 0 900 800 700 600 500 400 300 200 100 81.5 Ag 0 Cu 18.5 Sn 0 Ag 11.8 Sn 88.2 Cu 300 453 515 543 605 505 550 557 520 540
Fig. 8 Vertical section of the silver-copper-tin (Ag-Cu-Sn) ternary system.16)
0 500 1000 1500 2000
Bond time,
t
/s
0 40 80 120 160 Shear strength, τ /MP a Bonding temperature 503 K 523 K 573 KFig. 9 Shear strength of joints at various bonding conditions under the bonding pressure of 10 MPa. Faying surface: Design-1.
load unload
0 0.1 0.2 0.3 0.4 0.5
Depth ,D/μm
0 2 4 6 Load, F /mN
[image:5.595.47.291.94.159.2]Cu3Sn Ag4Sn
[image:5.595.49.290.140.373.2] [image:5.595.68.273.421.564.2]and Cu with increasing bond time and temperature. Finally, it was found that the bond layer was primarily composed of Ag4Sn and Cu3Sn.
(2) Joint strength achieved with Ag-Sn layered films is similar to that achieved with a Cu-Sn faying interface. The hardness and Young’s modulus of Ag4Sn were much smaller than those of Cu3Sn.
(3) The growth of the Cu3Sn layer that formed between the Ag4Sn and Cu could be limited by optimizing the design of the faying surface. A reduction of 20% in thermal stress would be expected by replacing the Cu3Sn bond layer with an Ag4Sn bond layer.
Acknowledgements
This work was partially supported by JSPS KAKENHI Grant Numbers 24560883, 25289242.
REFERENCES
1) F. Bartels, J. W. Morris, G. Dalke and W. Gust:J. Electron. Mater.23
(1994) 787790.
2) C. C. Lee and Y.-C. Chen:Thin Solid Films286(1996) 213218.
3) S. Sommadossi and A. F. Guillermet:Intermetallics15(2007) 912 917.
4) S. Sommadossi, P. K. Khanna, S. K. Bhatnagar, P. Ziêba, J. A. Vivas Holh, W. Gust and E. J. Mittemeijer: Jornadas SAM2000-IV Coloquio Latinoamericano de Fractura Fatiga, Agosto de 2000, (2000) pp. 185 190.
5) J. F. Li, P. A. Agyakwa and C. M. Johnson:Acta Mater.59(2011) 11981211.
6) V. I. Dybkov:J. Mater. Sci.21(1986) 30783084.
7) V. I. Dybkov:J. Mater. Sci.21(1986) 30853090.
8) S. Bader, W. Gust and H. Hieber: Act Metal. Mater.43(1995) 329 337.
9) Y. C. Chan, A. C. K. So and J. K. L. Lai:Mater. Sci. Eng. B55(1998) 513.
10) T. Fujimoto, S. Fukumoto, T. Miyazaki, Y. Kashiba, K. Shiotani and K. Fujimoto:J. Phys. Conference Series379(2012) 012026.
11) M. Matsushima, N. Nakashima, T. Fujimoto, S. Fukumoto and K. Fujimoto:Mater. Sci. Forum783786(2014) 27652770.
12) X. Deng, M. Koopmanb, N. Chawla and K. K. Chawla: Mater. Sci. Eng. A364(2004) 240243.
13) X. Deng, N. Chawla, K. K. Chawla and M. Koopman:Acta Mater.52
(2004) 42914303.
14) B. F. Dyson:J. Appl. Phys.37(1966) 23752377.
15) J. Kim and C. C. Lee:Mater. Sci. Eng. A448(2007) 345350.
16) Y. Xu, M. Yamazaki and P. Villars: Jpn. J. Appl. Phys.50 (2011) 11RH02.
[image:6.595.113.482.70.226.2](a)
(b)