Analysis of Environmental Impact Reduction on Pump
Components Using CML Methodologies
P.Prathap
11 Department of Mechanical Engineering,
Hindusthan College of Engineering and Technology, Coimbatore, Tamil Nadu, 641032 India
D.Senthilkumaran
22Department of Mechanical Engineering
Adithya Institute of Technology, Coimbatore, Tamil Nadu, 641107, India
Abstract-- The system in many countries has been undergoing some promising challenges due to various environmental threats and other adverse effect of them. This research paper deals with the application of Life Cycle Analysis (LCA) on casting components (i.e suction flange, delivery flange and back cover) of the 0.5hp monoblock self-priming pump. Evaluation of environmental impacts like global warming potential (CO2), Acidification potential (SO2), Eutrophication potential (PO4), Abiotic depletion fossil (MJ) and Human toxicity potential (DCB) was done for the reference and alternate scenario of the casting components by LCA tool Centrum VoorMilieukunde Leiden (CML) methodologies. The investigation proved that there was a reduction in pollutant emission and environmental impact.
Index Term-- LCA, Pump industry, Environmental impacts, CML methodologies,
I. INTRODUCTION
Industries and other manufacturing sectors have been contributing for both sustainable developments in growth and also as a source of environmental pollution.Eco-design plays a vital role in the manufacturing industry to achieve an environmentally sustainable society. Eco-design is concerned with the development of products with special consideration for the environment impacts which are more durable, energy efficient[1, 2]. Karlsson&Luttroppdefines eco design as sustainable solutions for products, services that minimize negative and maximize positive sustainability impacts. Eco design joins with creativity and innovations by creating the positive company image and visible on the market [4].
Life cycle analysisin accordance with the ISO 14040 addresses the environmental aspects and potential environmental impacts (e.g. use of resources and environmental consequences of releases) throughout a product’s life cycle from raw material acquisition through production, use, end-of-life treatment recycling and final disposal (i.e. cradle-to grave) [5,6]. A life cycle analysis is often conducted in several typical steps [7]. First the goal and scope are defined, and then an inventory analysis is performed. In the inventory analysis a model of the life cycle is built based on the goal and scope, data is collected for all the stages included in the model, and the amounts of material, energy and emissions included in each step of the model are
calculated. After the inventory analysis an impact assessment is performed to indicate the resulting impacts from the model created in the inventory analysis and the last stage is interpretation.Rosa et al.implemented Life Cycle Assessment for Composite Component of Automotive using Simapro 7.2 software Panel made of hemp fibre and processed through vacuumbag infusion reduces the environment impact at production phase.Premrudee et al.assessed the entire life cycle of the battery using Eco indicator 95 and found that calcium-maintenance free battery had 28% less impact toward the environment.Song et alimplemented Environment performance to Chinese TV sets using Simapro software version 7.2 which Increases the energy efficiency within the various life-cycle stages which reduces the environmental impact of TV sets. Vinodh et al.applied LCA on instrument panel of an electric car using CML methodology wherethe sustainability index of instrument panel has been computed before and after implementing the EIA methods, which has shown a notable improvement level from 6.09 to 7.73. The present research work deals with the reduction of environmental impacts, which include consideration of environmental factors in the selection and processing of components, satisfying functional and performance requirements of product using lifecycle analysis.
II. METHODOLOGY
III. GOAL AND SCOPE A. Goal
The goal of the LCA is to identify options for improving the environmental performance of the 0.5hp pump subassemblies. The result of this investigation will be used for product and process development. The goal and scope document therefore includes technical details that guide subsequent work:
The functional unit, which defines what precisely is being studied and quantifies the service delivered by the product system, providing a reference to which the inputs and outputs can be related. Further, the functional unit is an important basis that enables alternative goods, or services, to be compared and analyzed.
The system boundaries.
The impact categories such as Global Warming Potential, Acidification potential, Eutrophication Potential, Abiotic Depletion Fossil,Human toxicity etc. which help in assessing the impact over the Environment.
B. Product and scenario description
Thesub-assemblieslike suction flange, delivery flange, back cover of 0.5HP mono-block self-priming pump,which is made out of casting materials is taken for the life cycle analysisstudy within the boundaries of two scenarios. The scenarios, describing two different methodologies of processes and production: one being the currently used processes and methods called the Reference scenario, the other being with the suggested material and methodology called as the Alternate Scenario.
Reference Scenario
The sub-assembly in this scenario is made of Cast-Iron(FG200). This being a very commonly used material was easily preferred not only for its good mechanical properties, but also for its availability.
Now, considering the mass manufacturing of the casting components, it is done by casting where the molten metal is poured in the designed mould. Since all the manufacturing work can’t be done casting alone, the machining work such as drilling, turning, facing, tapping, boring etc based on design requirements can be completed in an economical way. Composition and weight details under this scenario are indicated in Table I
TABLE I
REFERENCE CASTING COMPONENTS COMPOSITION
Component Material Weight (g)
Suction Flange FG-200 (Grey Cast Iron) 150.00 Delivery Flange FG-200 (Grey Cast Iron) 146.90
Back Cover FG-200 (Grey Cast Iron) 500.00
Throughout the manufacturing process there is a huge amount of energy consumed due to the heating required for the molten cast iron and also there is wastage of material due to the machining work done after the casting process. It is assumed that these waste materials are recycled. Also there is transportation done in-between each of the respective processes for the manufacturing of the Suction Flange. These transportation distances and loads are taken into account in the diagram for the purpose of studying the impact of each process which has on the environment. The transportation distances details by a 12t truck are as indicated below in Fig. 1.
Fig. 1. Distance involved in reference scenario
The alternate scenario
As an alternate scenario,we arrive at a material change and concurrently an overall process and production change. The suggested material, being a specific Aluminium alloy is considered to be used to manufacture the sub-assembly.
First, considering the manufacturing of the Suction flange, casting of the billets of Aluminium alloy(A8011) takes place. The billets so formed are the machined according to the requirements in the Vertical Milling Centre (VMC). This process is not only facilitated by the easy machinability of the Aluminium alloy but also is done in a faster manner due to the computerized machining processes. The new composition and weight is indicated in Table II.
TABLE II
ALTERNATE CASTING COMPONENTS COMPOSITION
Component Material Weight (g)
Suction Flange Aluminium Alloy (A-8011) 106.00 Delivery Flange Aluminium Alloy (A-8011) 94.00
Back Cover Aluminium Alloy (A-8011) 214.00
Similarly, there involved a lot of energy consumption in the overall billet forming and the machining of the components. The material wastages are considered to be recycled. Here too we have to consider the transportation distances which are depicted below in fig. 2.
Now the functionality requirements and the lifetime expected out of the current and suggested components won’t change. And added to the fact them being sub-assemblies of a pump they are both to adhere with the standards and precisions expected.At the end of its lifetime it is assumed that the current and suggested sub-assemblies are shredded and recycled.
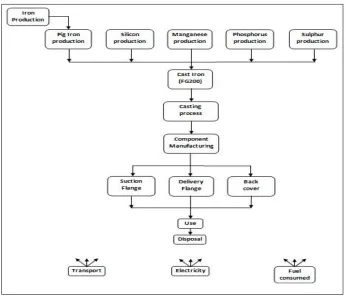
III. SYSTEM BOUNDARIES
The system boundaries were chosen to include the manufacturing process related to the production phase, use phase and final disposal phase. The system boundaries for each scenario are illustrated in fig.3 and 4.These figures contain the main process studied from the pump industry. Generally, in the data acquisition stage the system boundaries is viewed to be split-up in a number of appropriate sub-systems, which defines an individual step or process that is part of the defined production system. Each subsystem requires inputs of materials and energy; requires transportation of product produced; and has outputs of products, co-products, atmospheric emissions, waterborne wastes, solid wastes, and possibly other releases. The actual activities that occur should also be described. Regarding each scenario, the following data’s are considered.
The Reference scenario
The system boundaries for the Reference scenario include the following sub-systems.
Cast Iron (FG200) production from the raw material.
Component production from Casting process and the requisite machining processes which are done (Drilling, Boring and threading).
Fuel production from its raw materials.
Electricity production from its raw materials.
Transportations involved between different stages through roadways (12t truck).
The Use phase of the pump.
The final disposal after the discarding of the component (cast iron recycling).
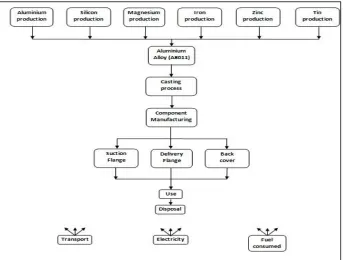
The Alternate Scenario
The system boundary for the Alternate scenario includes the following sub-systems.
Aluminium alloy (A8011) production from the raw material.
Component production from Casting process and the requisite machining processes which are done (Vertical milling machine).
Fuel production from its raw materials.
Electricity production from its raw materials.
Transportations involved between different stages through roadways (12t truck).
The Use phase of the pump.
The final disposal after the discarding of the component (Aluminium recycling).
Fig. 4. System boundaries for alternate scenario
IV. FUNCTIONAL UNIT
With our aim set at reducing the environmental impact of the sub-assemblies a change of material was sought for doing so.The general working condition of pump forthe following specification is taken as a standard functioning scenario: a total head of 39 m, 2.43 m3/h discharges, with an input power of 282 W.
V. LIFE CYCLE INVENTORY ANALYSIS Data type/Data sources
Inventory analysis involves creating an inventory of flows from and to the nature for a product system. Inventory flows include inputs of water, energy, and raw materials, and releases to air, land, and water. The input and output data needed for the construction of the model are collected for all activities within the system boundary, including from the supply chain.To have access to the necessary data set, information from the component manufacturer and specialized databases are used. A description of the data sources used is given below.
The Reference scenario at Production phase Suction Flange
With the whole detailed process flow in the sub-assembly is analysed in the GaBi software. The material used for this is Cast Iron [Metals] as defined in US LCI Database of GaBi 5.0. Now, for the formation of Cast Iron in the industry furnaces are put to use which require a Thermal Energy input of 0.194 MJ. Also an Electricity Input for the purposes of machining comes to a value of 0.336 MJ. Transportation distances and loads were considered accordingly in a 12t truck described in Documentation for Truck.
Delivery Flange
Similarly, with the same material being used for this component also, the definitions remain same in the software. The Thermal energy input given for the casting process is 0.1993MJ. Also the electrical energy input given for machining is 0.336MJ. The transportation considerations are also considered using a 12t truck.
Back Cover
The Reference scenario at Use Phase
This is an electrically run pump, where suction flange, delivery flange and back cover assembled together as a pump which consumes electric power for its function. So, to mimic the operation we calculate with an assumed life span of four years and 90mins of usage every day. The pump consumes an electricity of 4788MJ in its overall lifespan.
The Reference scenario at Final disposal Suction Flange
As we know the weight of the component is 0.152 kg, we assume that 98% (0.148 Kg) of the material is recycled and the remaining 2% (0.003 Kg) is considered as waste which is land filled.
Delivery Flange
As the weight of this component being 0.1469 kg, the 98% (0.1439 g) is assumed here to be re-used, and about 2% (0.00294 kg) was land filled.
Back Cover
The component weighs 0.500 kg, out of which 98% (0.49 kg) is re-used, 2% (0.01 kg) is recycled.
Alternate scenario at Production phase Suction Flange
The material used for this is Aluminium alloy [Metals] as defined in US LCI Database of GaBi 5.0. Now, for the formation of Aluminium in the industry uses Heroult’s process and so the furnaces are put to use which require a Thermal Energy input of 0.158 MJ. Also an Electricity Input for the purposes of machining comes to a value of 2.0 MJ. Now, with these details obtained we complete the Production phase sub-system. Again, transportation distances and loads were considered accordingly in a 12t truck described in Documentation for Truck Transportation Processes.
Delivery Flange
The component in this scenario is also made of Aluminium alloy [Metals]; this requires a Thermal energy input of 0.13997MJ. The electrical energy required for this is2.0MJ. The transportation considerations are also to be considered here.
Back Cover
This also consisting of similar compositions, uses a thermal energy of 0.3183MJ, electrical energy of3.0MJ. Transportation considerations are further added in the calculation.
Alternate scenario at Use Phase
Changing the material of the sub-assembly suction flange, delivery flange and back cover or the manufacturing processes doesn’t affect the efficiency of the pump so the same electrical input of 4788 MJ is used for the alternate scenario.
Alternate scenario at Final Disposal Suction Flange
We know the component weighs at 0.106 Kg, we assume with a 2% (0.002 Kg) wastage, which is land filled, the 98% (0.104 Kg) remaining is completely recycled.
Delivery Flange
With the component weighing 94g, we consider 98% (92.12g) is re-used, and 2% (1.88g) is land filled.
Back Cover
The component weighs 214g, out of which 98% (209.7g) is re-used and 2% (4g) is land filled.
F. LIFE CYCLE IMPACT ASSESSMENT RESULTS The main objective of this investigation was to evaluate overall environmental impact considering the contribution of the environmental categories such as global warming, acidification, Eutrophication, Abiotic depletion and human toxicity. These categories are described in the following sections. From this investigation, the product developers will be able to evaluate the environmental impact of their product and can be more conscious on how to reduce it.
Global warming potential (GWP), CO2- equivalents
Global warming is caused by emission of greenhouse gases of methane which is depicted as equivalents to CO2,
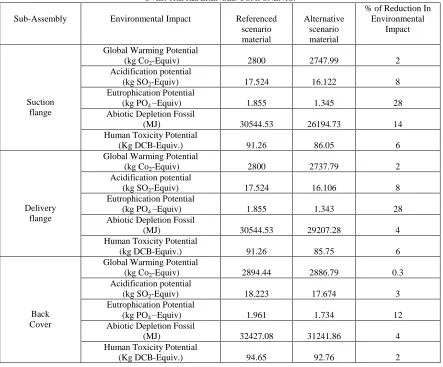
which is produced by the burning of fossil fuels. Earth weather is directly propositional to global warming because greenhouse gases absorb the radiated energy from the earth converting it to heat. Manufacturing of suction flange, delivery flange emits 2800 kg and back cover with 2894.44 kg respectively for the reference scenario. The emission for the alternate scenario of suction flange is reduced by 2%, for delivery flange is 6% lessand a slight reduction for the back cover while comparing with the existing materials and process.The emission and reduction percentage of environmental impact is depicted in table.3.
Acidification Potential (AP), SO2- equivalents
Acidification is based on the contribution of SO2, NO2 and
processing of suction flange, delivery flange and back cover. The computational investigation shows that the emission of SO2 in suction flange, delivery flange is 17.524 kg and for
back cover is 18.223 kg for the reference scenario respectively. The emission for the alternate scenario of suction flange and delivery flange is 8% less and for back cover is 3% less when compare to existing material and process.This is depicted in table.3.
Eutrophication Potential (EP), PO4- equivalents
Eutrophicationbased on the contribution of PO4 during the manufacturing process is the ecosystem, which response to the addition of artificial or natural substances, such as phosphates, through fertilizers or sewage, to an aquatic system.The emission of PO4 in suction flange, delivery flange is 28% less
and for back cover is 12% lesser when compared to the existing materials and process which is depicted in table.3.
Abiotic Depletion Fossil (ADF), MJ- equivalents
Abiotic depletion is a Consumption of non-renewable resources, such as zinc ore and crude oil, thereby lowering their availability for future generations. The effect of natural resources is caused by direct drivers of change such as Mining, petroleum extraction, fishing and forestry as well as indirect drivers of change such as demography, economy, society, politics and technology. From the table.3 it can be seen that emission is 14% less in suction flange and 4% less in the case of delivery flange and back cover.
Human Toxicity Potential (HTP), DCB- equivalents
Human toxicity is caused by the emission of dichlorobenzene (DCB). Toxicity to human being is either by inhalation or ingestion. From the table.3 it can be seen that proposed Suction Flange, Delivery flange material produced 6% and back cover produces 2% lesser DCB emission when compared with the existing one.
TABLE III
PERCENTAGE REDUCTIONS OF THE ENVIRONMENTAL IMPACTS FOR ALTERNATIVE COMPONENTS OVER THE REFERENCED COMPONENTS.
Sub-Assembly Environmental Impact Referenced
scenario material
Alternative scenario material
% of Reduction In Environmental
Impact
Suction flange
Global Warming Potential
(kg Co2-Equiv) 2800 2747.99 2
Acidification potential
(kg SO2-Equiv) 17.524 16.122 8
Eutrophication Potential
(kg PO4 –Equiv) 1.855 1.345 28
Abiotic Depletion Fossil
(MJ) 30544.53 26194.73 14
Human Toxicity Potential
(Kg DCB-Equiv.) 91.26 86.05 6
Delivery flange
Global Warming Potential
(kg Co2-Equiv) 2800 2737.79 2
Acidification potential
(kg SO2-Equiv) 17.524 16.106 8
Eutrophication Potential
(kg PO4 –Equiv) 1.855 1.343 28
Abiotic Depletion Fossil
(MJ) 30544.53 29207.28 4
Human Toxicity Potential
(kg DCB-Equiv.) 91.26 85.75 6
Back Cover
Global Warming Potential
(kg Co2-Equiv) 2894.44 2886.79 0.3
Acidification potential
(kg SO2-Equiv) 18.223 17.674 3
Eutrophication Potential
(kg PO4 –Equiv) 1.961 1.734 12
Abiotic Depletion Fossil
(MJ) 32427.08 31241.86 4
Human Toxicity Potential
CONCLUSION
The prevention of environmental problems for ensuring clean and green environment is the focus of manufacturing industries. In accordance with life cycle design approach, the production of casting components of monoblock pump was studied using LCA method with the cradle-to-grave perspective and the systematic procedure was derived by CML Methodology. An attempt was made to minimize the environmental impact from the perspectives of change of material and the processes.With the investigated results of both the reference and alternative scenarios of sub-assemblies at hand we can confirm that alternate scenarios sub-assemblies are environmentally sound than the reference scenarios sub-assemblies. The usage of Aluminium alloy as alternate material not only increases the life span of the component but also brings about substantial decrease in weight of each component. Aluminium alloy so used also has good resistance to corrosion compared to the Cast iron used conventionally which also helps in its use.The investigation proved that the alternate material of subassemblies had greater influence in minimizing the emission of CO2, SO2, PO4, depletion fossil
and DCB without changing the efficiency of the pump.
REFERENCES
[1] R. Roy,“Sustainable product service systems” Futures,
Vol.32, pp. 289– 299, 2000.
[2] T.A Bhamra,“Ecodesign: the search for new strategies in
product development”, B J EngManuf,Vol.218, pp. 557–569, 2004.
[3] R. Karlsson,and C. Luttropp, “Eco design: what’s happening? An overview of the subject area of Eco design” Journal of Cleaner production,Vol.14, pp. 1291-1298, 2006.
[4] C. Luttropp, and J. Lagerstedt, “Eco design and ten golden rules: generic advice for merging environmental aspects into product development” Journal of cleaner production, Vol.14, Iss.15-16, pp.1396-1408, 2006.
[5] L. Alting,“Designing for a lifetime, Manufacturing Break through”, pp.29-33, 1993.
[6] L. Alting, and J. Jorgensen,“The life cycle concept as a basis for sustainable industrial production”, Annals of the CIRP, Vol.42, Iss.1, pp. 163-167, 1993.
[7] H. Baumann, and A.M. Tillman,“The Hitch Hiker's Guide to LCA, An orientation in life cycle assessment methodology and application”, Student literature AB, 2004.
[8] AngelaD.La Rosa, Giulia Cozzo, Alberta Latteri, Giuseppe Mancini, Antonino
[9] Recca, GianlucaCicala, “A Comparative Life Cycle Assessment of a Composite Component for Automotive”,Chemical Engineering Transactions,Vol. 32, pp: 1723-1728, 2013.
[10] Kanshanapiyapremrudee and Lecksiwilainaruetep, “Life cycle assessment of lead acid battery”, Environment protection engineering, Vol. 39, No. 1, pp.101-114, 2013.
[11] Qingbin Song, Zhishi Wang,Jinhui Li, XianlaiZeng, “Life cycle assessment of TV sets in China: A case study of the impacts of CRT monitors”, Waste Management, Vol.32, pp. 1926-1936, 2012.
[12] S. Vinodh,K. Jayakrishna, Dino Joy, “Environmental impact assessment of an automotive component using eco-indicator
and CML methodologies”, Clean Technology Environmental Policy, Vol. 14, pp. 333-344, 2012.
[13] International Organization for Standards (ISO) (1997): Environmental management – Life cycle assessment – Principles and framework. ISO 14040, Geneva.
[14] International Organization for Standards (ISO) (1998): Environmental management – Life cycle assessment – Goal and scope definition and inventory analysis. ISO 14041, Geneva.
[15] International Organization for Standards (ISO) (2000): Environmental management – Life cycle assessment – Life cycle impact assessment. ISO 14042, Geneva.
[16] International Organization for Standards (ISO) (2000): Environmental management – Life cycle assessment – Life cycleinterpretation. ISO 14043, Geneva.