Metallocene Linear Low-Density Polyethylene
By: Paul M. German, ExxonMobil Chemical CompanyIntroduction
Metallocene linear low-density polyethylene (mLLDPE) resins are manufactured by
copolymerizing ethylene with selected alpha-olefin comonomers using a metallocene based catalyst system, instead of the traditional Ziegler Natta type catalysts that are normally used for
conventional LLDPE. Several low-pressure processes are used to produce mLLDPE resins, including gas-phase fluidized bed, gas-phase stirred bed, liquid- phase slurry, and liquid-phase solution. The high pressure tubular or autoclave type process can also be used to make mLLDPE, but this is less common.
Most mLLDPE polymers are characterized by short-chain branching induced by the comonomer type, and little or no long-chain branching as seen Figure 31-1. The distinguishing features of most mLLDPE are narrower molecular weight distribution (MWD) and more uniform comonomer distribution (CD) than conventional LLDPE. Comonomers used in mLLDPE resins can include butene, hexene, 4-methyl pentene, and octene. Within each comonomer type film physical properties correlate to melt index and density. The comonomers that are most commonly used commercially today are hexene and octene. Some producers are developing mLLDPE
polymers with long chain branching using metallocene mixed or composite catalysts, but a detailed discussion of all resins is beyond the scope of this manual.
Polymer Characterization
The distinguishing features of most mLLDPE are narrower molecular weight distribution (MWD) and more uniform comonomer distribution (CD) than conventional LLDPE. These differences in molecular architecture of the mLLDPE provide the polymer with significant improvement in film physical properties such as seal initiation temperature, puncture resistance, tensile strength, and dart impact. These property improvements are typically made with some sacrifice in resin processability.
Typical mLLDPE polymers exhibit higher viscosity in shear flow than same MI
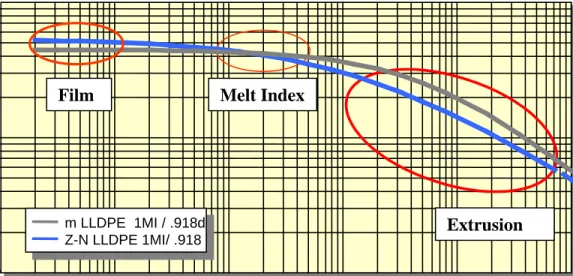
conventional LLDPE. Figure 31-2 shows the comparison of a conventional LLDPE viscosity curve compared to a mLLDPE at similar polymer molecular weights. The LLDPE shear thins at the higher shear rates more than mLLDPE. The low shear viscosity of mLLDPE is lower than LLDPE because of its narrower MWD.
Figure 31-1. Polyethylene Polymers.- Molecular Comparison
Figure 31-1. Structural differences between polyethylene families.
Figure 31-2 LLDPE vs mLLDPE Shear Rheology at 230 oC
HP-LDPE LLDPE mLLDPE Shear rate (s-1) V isco si ty ( P A *s) 100 1000 10000 0.01 1 100 m LLDPE 1MI / .918d Z-N LLDPE 1MI/ .918
Film Melt Index
Most film extruders operate from about 300 to 600 1/sec shear rates, thus the mLLDPE will process slightly more stiffly than LLDPE and require slightly more torque (power), higher amps, higher melt temperatures, and higher pressures. For many mLLDPE resins, processing is such that a 1 MI mLLDPE processes like a 0.7MI conventional LLDPE.
Another key difference between mLLDPE polymers and LLDPE is the comonomer distribution or CD, which is also shown in Figure 31-1. mLLDPE resins have a more ideal or isolated comonomer distribution along the polymer chain. This results in a more uniform polymer with less high comonomer molecules and less slightly branched 'higher density' molecules. This improved, more uniform CD is a primary source of mLLDPE property improvements including lower melting point, improved optics and higher toughness performance.
Typical mLLDPE Applications and End Uses
The mLLDPE resins are used in a wide variety of packaging film and other applications. Many LLDPE and VLDPE applications have been replaced with mLLDPE polymers, which allow reduction in film thickness or the use of lower cost materials due to their enhanced toughness. Applications include the following:
Trash bags Stretch film Cling film
Frozen food packaging Sandwich Bags Heavy-duty sacks Ice bags Milk bags Bag-in-box Produce bags Generic packaging Liners Shrink wrap Lamination films
The improved toughness properties, which include, puncture, tensile, and dart impact strength for mLLDPE polymers provide benefits in a wide spectrum of applications. When the application requires specific performance properties, the selection of the proper grade of mLLDPE to match the fabrication requirements with the film property needs is important.
Property
Test Basis
Unit LDPE LLDPE
C mLLDPE 6 C Melt Index 6 ASTM D1238 g/10 min 1.0 1.0 1.0 Resin Density g/cm3 0.919 0.917 0.917 DSC Melting Peak (°C) 111 124 119 Gauge micron 25 20 20 Tensile Strength MD TD ASTM D882 MPa 39 26 55 42 66 59 1% Secant Modulus MD TD ASTM D882 MPa 200 220 207 228 173 175 Elmendorf Tear MD TD ASTM D1922 g 170 55 255 580 185 280 Dart Impact F50 g 80 160 > 1000 Haze ASTM D1003 % 8 15 12 Gloss, 45° ASTM D2457 51 47
Films made at 10 lb/hr/in output rate, 2.5:1 BUR. 60 mil die gap used for LLDPE and mLLDPE, 30 mil die gap used for LDPE.
Figure 3 Blown Film Tensile Comparison
0 10 20 30 40 50 60 70
LDPE C4-LLDPE C6-LLDPE mLLDPE
U lt im at e T en si le
Tensile atBreak MD D882 (MPa) Tensile atBreak TD D882 (MPa)
Typical Polymer Properties
The physical properties of mLLDPE vary with melt index, density, and comonomer type. The mLLDPE polymers discussed in this chapter are narrower MWD polymers without long chain branching. Table 31-1 gives typical blown film mLLDPE properties compared with conventional LLDPE and LDPE controls.
The film properties of mLLDPE are influenced by the intrinsic polymer properties, the comonomer type, and the conditions of the fabrication process. Commercial mLLDPE resins available today generally use octene or hexene comonomer, providing similar properties and end use performance at a given MI and density.
Tensile Strength
The tensile strength of mLLDPE films increases as resin molecular weight increases (indicated by lower resin MI). Higher alpha-olefin comonomers have about 20% percent higher tensile strength compared to butene copolymers. The increase in tensile strength of 15-40 percent for mLLDPE polymers over LLDPE polymers is quite significant as shown in Figure 31-3. This is especially true for packaging films and bags that are used with stresses in the TD direction, the direction of greatest tensile improvement.
Yield Strength
The yield strength of mLLDPE films depends primarily upon the base resin density. Base resin density is a function of comonomer level. Yield strength is an important criterion for many film applications such as heavy-duty bags, grocery sacks, trash bags, produce bags, and ice bags. mLLDPE and LLDPE films can experience high creep behavior when stressed. Increasing the film yield strength by increasing resin density will increase the level of stress the film will support.
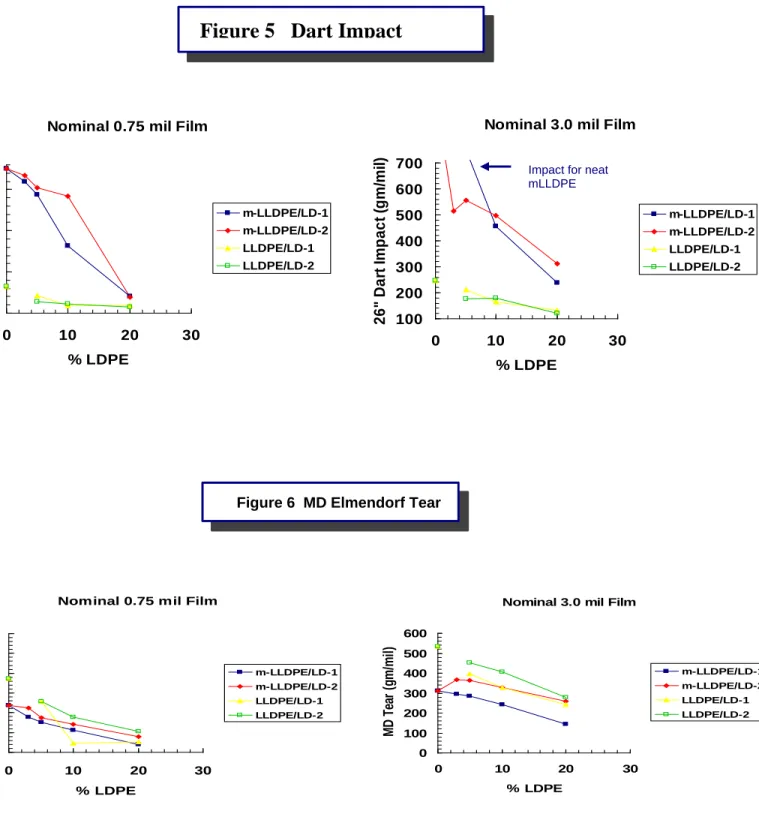
Dart Impact
The dart impact strength of mLLDPE films is dependent upon a number of factors including resin density, comonomer type, molecular weight, and film fabrication conditions. For mLLDPE, dart impact typically correlates with resin crystallinity such that dart impact decreases as resin density is increased. The highest dart impact values are normally seen for resins at 0.918g/cc density. At a 0.918g/cc density, the butene comonomer resin will have half the dart impact strength of hexene and other higher alpha-olefins copolymers. The dart impact strength of mLLDPE is typically 2 to 10 times higher than similar LLDPE film.
Elmendorf Tear
mLLDPE films typically have slightly lower, but more balanced MD and TD Tear than similar LLDPE films. This is due to the faster relaxation times of these resins as discussed below. mLLDPE film tensile, dart impact and puncture toughness are significantly higher such that lower measured tear values typically do not compromise end use performance.
The mLLDPE polymers have faster relaxation times, due to their narrower MWD, which produces a difference in the effects of fabrication variables on molecular orientation when compared to conventional LLDPE films. Since mLLDPE have much faster molecular relaxation times they are less sensitive to orientation than conventional LLDPE and more balanced tear and tensile properties are obtained at equivalent processing conditions. The mLLDPE films can be readily fabricated on typical LLDPE equipment to provide good film properties.
General Processing Guidelines
There are several basic considerations, for running mLLDPE resins on extrusion equipment designed for LLDPE. The torque and power requirements are slightly higher for mLLDPE. Some common machine limitations might be motor current limitations, high pressures, high melt
temperatures, melt fracture, and higher line speeds.
mLLDPE is more viscous than the same MI LLDPE as seen in the rheology curves in Figure 31-2, and thus mLLDPE can require about 10 percent more extruder drive torque to tum the screw at equivalent output and temperature.
The higher viscosity of mLLDPE will increase the pumping efficiency of the screw (measured as lb/hr/rpm) by up to 10 percent because of reduced pressure flow back down the screw. The pressure drop through the die will increase for the mLLDPE polymer. Die designs for mLLDPE have less restrictive flow channels for a reduced die pressure to allow higher polymer flow rates. The die gap and land lengths used for LLDPE will usually work acceptably in mLLDPE films. The 50 - 100 mil die gap typically used for LLDPE is also acceptable for mLLDPE and will minimize melt fracture.
Melt temperatures tend to run slightly higher for mLLDPE resins. This can be a limitation because mLLDPE have slightly lower melt strengths, thus too high a melt temperature will restrict the ability to cool the bubble (excessive cooling air impingement) and maintain bubble stability. Enhanced cooling can be obtained with dual-lip air rings, internal bubble cooling (IBC), or stacked air rings. Melt temperatures for a l.0 Melt Index mLLDPE resin will normally run in the 420 to 480 °F range.
Line speed limitations can become a concern, if the mLLDPE polymer allows sufficient downgauging capability such that the haul-off drives are unable to reach the increased speeds. mLLDPE resins have in some applications allowed downgauging from 25 to 50 percent compared to LLDPE films.
The selection of extrusion equipment will depend to a large extent on the type of application. mLLDPE can be fabricated on a variety of extruder screws, including both single-flighted and barrier screws. Some general suggestions for mLLDPE processability include the following:
l. The extruder L/D can range from 24:1 to 32:1. L/D higher than 32/1 is generally not used to avoid excessive work input and possible temperature buildup. Barrier screw design is highly preferred, for its efficient melting and mixing.
2. The screw compression ratio can vary from 2.5 to 3.0. The mLLDPE polymer does not typically require higher shearing because its high viscosity will generate appropriate melt temperatures in the extruder.
3. High specific outputs at lower melt temperatures typically using barrier (solids channel-melt channel) screw designs have been successful in processing mLLDPE resins.
4. Mixing sections have been successful in providing barriers to unmelt polymer passing through the extruder and for dispersing additives, pigment and blend.
5. Die flow channels are designed more open for the higher viscosity of the mLLDPE polymer at the expected flow rates. Die gaps generally range from 50 to 120 mils to reduce melt fracture. 6. The extensional viscosity of mLLDPE allows easy drawdown of the melt. The air ring should be a dual-lip design or internal bubble cooling (IBC) to maximize cooling without destabilizing or wrinkling the bubble.
7. Slitting knives should be coated such as ceramic or carbide, due to the higher toughness of the mLLDPE.
Blends
Blends of LDPE in mLLDPE decrease extrusion pressure, extruder drive amps, and melt temperature during the fabrication process. The LDPE will also reduce pumping efficiency, but the improved melt strength of the blown film bubble may allow higher specific output (lb/hr/in of die circumference). LDPE blends will also reduce the tendency for melt fracture to occur.
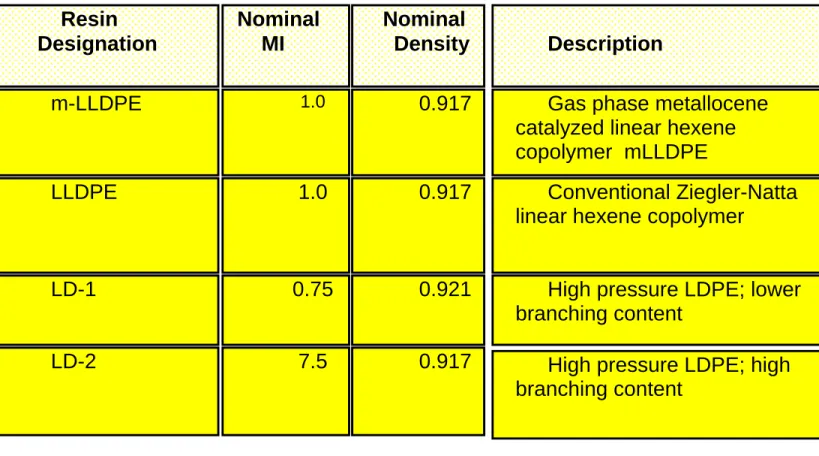
Table 31-2 lists the resins used for a blend study of mLLDPE and LDPE. The extrusion and film data is given in Figures 31-4 –through 31-9. This data is generally typical of mLLDPE blends such that tensile strengths are reduced when compared to 100 percent mLLDPE, MD tear strengths will decrease. However, optical properties and processability can be improved with blends.
mLLDPE is frequently blended with appropriate MI LLDPE . The maximum toughness properties of mLLDPE are available when it is used as 100% layer. Blends with LDPE typically result in an averaging of resins properties as shown in the enclosed Figures.
Table 31-2 Blend Study Resins
Resin
Designation
Nominal
MI
Nominal
Density
Description
m-LLDPE
1.00.917
Gas phase metallocene
catalyzed linear hexene
copolymer mLLDPE
LLDPE
1.0
0.917
Conventional Ziegler-Natta
linear hexene copolymer
LD-1
0.75
0.921
High pressure LDPE; lower
branching content
LD-2
7.5
0.917
High pressure LDPE; high
branching content
MAXIMUM EXTRUSION
Nominal 0.75 mil Film
200 300 400 500 600 0 5 10 15 % LDPE
M
ax
O
u
tp
u
t (
lb
/h
r)
m-LLDPE/LD-1 m-LLDPE/LD-2 LLDPE/LD-1 LLDPE/LD-2Nominal 3.0 mil Film
200 300 400 500 600 0 5 10 15 % LDPE
M
a
x
. O
ut
put
(
lb/
hr
)
m-LLDPE/LD-1 m-LLDPE/LD-2 LLDPE/LD-1 LLDPE/LD-2Nominal 0.75 mil Film 50 550 1050 1550 0 10 20 30 % LDPE 26" D ar t I m p act ( g m /m il ) m-LLDPE/LD-1 m-LLDPE/LD-2 LLDPE/LD-1 LLDPE/LD-2
Figure 5 Dart Impact
Nominal 3.0 mil Film
100 200 300 400 500 600 700 0 10 20 30 % LDPE 26" D ar t I m p act ( g m /m il ) m-LLDPE/LD-1 m-LLDPE/LD-2 LLDPE/LD-1 LLDPE/LD-2
Impact for neat mLLDPE
Nominal 0.75 mil Film
0 100 200 300 400 500 600 0 10 20 30 % LDPE MD Tear (gm/mil) m-LLDPE/LD-1 m-LLDPE/LD-2 LLDPE/LD-1 LLDPE/LD-2
Nominal 3.0 mil Film
0 100 200 300 400 500 600 0 10 20 30 % LDPE M D T ea r ( gm /m il) m-LLDPE/LD-1 m-LLDPE/LD-2 LLDPE/LD-1 LLDPE/LD-2
PACKEX.PRE
MD Ultimate Tensile
Nominal 0.75 mil Film
5000 5500 6000 6500 7000 7500 8000 8500 9000 9500 0 10 20 30 % LDPE M D U lt im at e T en si le ( p si ) m-LLDPE/LD-1 m-LLDPE/LD-2 LLDPE/LD-1 LLDPE/LD-2
Nominal 3.0 mil film
-500 1500 3500 5500 7500 9500 0 10 20 30 % LDPE MD Ultimate Te
nsile (psi) m-LLDPE/LD-1
m-LLDPE/LD-2 LLDPE/LD-1 LLDPE/LD-2
Nominal 0.75 mil film
0 5 10 15 20 25 mLLDPE LLDPE H az e ( % ) Neat LLDPE 3% LD-1 5% LD-1 10% LD-1 20% LD-1 3% LD-2 5% LD-2 10% LD-2 20% LD-2
Nominal 3.0 mil Film
0 5 10 15 20 25 m-LLDPE LLDPE H aze ( % ) Neat LLDPE 3% LD-1 5% LD-1 10% LD-1 20% LD-1 3% LD-2 5% LD-2 10% LD-2 20% LD-2
Haze
Gloss (45 degree)
Nominal 0.75 mil Film
30 40 50 60 70 80 90 m-LLDPE LLDPE Neat LLDPE 3% LD-1 5% LD-1 10% LD-1 20% LD-1 3% LD-2 5% LD-2 10% LD-2 20% LD-2
Nominal 3.0 mil film
0 10 20 30 40 50 60 70 80 90 m-LLDPE LLDPE Neat LLDPE 3% LD-1 5% LD-1 10% LD-1 20% LD-1 3% LD-2 5% LD-2 10% LD-2 20% LD-2
Melt Fracture
The mLLDPE polymers have a narrow MWD which generate high shear stress. Melt fracture is a classical surface roughness, which degrades the appearance of the film and usually occurs at some critical shear stress. Although melt fracture is a concern in extrusion of mLLDPE resins, techniques developed for LLDPE have proven successful with mLLDPE. Methods to reduce melt fracture include the following:
1. Increasing the melt temperature to reduce the high shear stress encountered in the die land regions. The limitation on how much melt temperature can be increased will
depend upon bubble stability concerns(blown films). Normal melt temperatures would range from 400-480 o F (204-249 o C).
2. Reducing the shear stress in the die gap and land region by increasing the die gap. The die exit land is an area of high shear stress in the film forming process. (Die gap is typically to 60 to 120 mils.)
3. Increasing die temperatures at the top zone to reduce the severity of melt fracture. It is
recommended to run die temperatures at the melt temperature of the LLDPE. Good results have been obtained by increasing the top die zone temperature to 20 to 40 oF (-11 to 22 oC) above the melt temperature.
4. Processing aids can allow higher specific output rates without melt fracture.
The processing aids have affinity for the die metal, coating the flow surface and reducing the shear stress level at the polymer-die interface. Some common additives such are abrasive pigments, antiblock additives, and UVI can interfere with the processing aids. Excessive processing additives can result in printing and treating problems and should be avoided.
5. Reducing output rates will also reduce shear stress and can eliminate melt fracture. However, it is interesting to note that determining the onset of melt fracture is sometimes difficult because it is path dependent. Higher rates can be obtained if the critical rate is approached from the low side. After melt fracture is encountered in the die, output rates must be greatly reduced before non-fractured film will return.
Blown Film vs. Cast Film
The properties of a 1.0 MI, 0.918 density mLLDPE resin in blown and cast films is surprisingly similar. The fast relaxation time of mLLDPE resins prevents much orientation from occurring at typical extrusion conditions. The key improvements in cast film are the optical
properties of gloss and haze. Table 3 compares a 1.0 MI, 0.918 density mLLDPE in blown and cast film.
Table 31-3
Cast Film
Blown Film
Tensile
Tensile @ Yield (psi)
MD
1,120
1400
at 200% MD
3,880
1900
Ultimate Tensile (psi)
MD
12,600
9700
Break Elongation (%)
MD
320
560
Elmendorf Tear
MD (g/mil)
440
260
TD (g/mil)
470
340
Dart Drop
Method A
(g/mil)
390
740
Gauge (mil)
Average
0.77
1.0
Puncture
Break Energy (in-lbs/mil)
45.8
34
mLLDPE
1MI/ 0.918g/cc
Bibliography Resources
1. Bibee, D.V., "Prediction of LLDPE Blown Film Performance," 1987 Polymers, Laminations and Coatings Conference Proceedings, TAPPI PRESS. Atlanta, p. 639.
2. Schurzky, K.G., "Design Parameters for LLDPE Film Resin Selection," 1984 Polymers, Laminations and Coatings Conference Proceedings, TAPPI PRESS, Atlanta, p. 7.
3. Lee, C.D., Plastics Eng. (12) :43 (1988) .
4. Veazey, E.W., "LLDPE Blown Film Equipment Design," p. 391. 5. Ramamurthy, A.V., J. of Rheology 30(2): 337 (1986).
6. Krumm, K., "LLDPE Extrusion Features in the Blown Film and Cast Film Process," p. 209. 7. Kwack, T.H., "A Study on Blown Film Extrusion of Linear Low-density Polyethylene," p. 445. 8. Constantin, D., Poly. Eng. Sci. 24(4): 268 (1984).
9. Helmy, H., "Optimizing Equipment Design for Linear Low Density Polyethylene Blown Film," p. 202.
10. Fraser, W. A., "Film Extrusion of Low Pressure LDPE," SPE Antec Proceedings, p. 237 11. Bonotto, S., "LLDPE Blends for Film Extrusion," 1982 Paper Synthetics Conference Proceedings, TAPPI PRESS, Atlanta, p. 103.
12. Veazey, E.W., "Linear Low Density Polyethylene Processability-Where Are We Today?" 1981 Paper Synthetics Conference Proceedings, TAPPI PRESS, Atlanta, p. 149.
13. Helmy, H., "Blown Film Technology for Linear Low Density Polyethylene and Its Blends," 1982 Paper Synthetics Conference Proceedings, TAPPI PRESS. Atlanta, p. 93.
14. Bode, W., "Equipment and Processing Update for the Blown Film Extrusion of Linear Low Density Polyethylene," 1988 SPE Antec Proceedings, p. 151.
15. Haber, A., "Morphology and Orientation in Polyethylene Tubular Blown Films," 1987 SPE Antec Proceedings, p. 446.
16. Huang, T.A., "Deformational and Temperature History Comparison for LLDPE and LDPE Elements in the Bubble Expansion Region of Blown Films," 1985 SPE Antec Proceedings, p. 84. 17. Constantin, D., "LLDPE Melt Rheology: Stretchability, Extrusion Defects," p. 206.
18. Kalyon, D. M., "Microstructure Development in the Blown Film Extrusion of Linear Low Density Polyethylenes as Affected by Alpha-olefin Comonomers." 1986 SPE Antec Proceedings, p. 741.
19. Cady, L. D., "The Role of Comonomer Type and Distribution in LLDPE Product Performance," p. 107.
20. Johnson, J., "An Examination of LLDPE as It Relates to the Blown Film Process," 1982 Paper Synthetics Conference Proceedings, TAPPI PRESS, Atlanta, p. 85.
21. Arvedson, M, "Combining Processability and Toughness with Minority Blends of LDPE in Metallocene LLDPE", 1997 Pack Expo, Chicago, IL
22. Trudell, B. "ExceedmLLDPE Hexene Copolymers Structure/ Property Relationships", September 1995, Schotland Conference
23. Bailey, P. "Stretch Film from mPE-LLD", October 1997, Kunstsoffe
24. Simpson, D. "Product Performance of mLLDPE Resins with Improved Processability" September 1997, Schotland Conference
25. German, P. "Stretch Film Background and Basics" August 1998, TAPPI PLC Conference
26. Mavridis, H. "New High Performance LLDPE for Blown Films", TAPPI PLC Conference, August 1998