International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 5, Issue 2, February 2015)
72
Flexural and Elastic Modulus Behavior of Lightweight
Aggregates in Concrete and Structures
Praful Vijay
1 1School of Mechanical and Building Sciences, Vellore Institute of Technology, Vellore, India
Abstract: - Two different types of Lightweight aggregates were manufactured. In one Sodium Hydroxide was mixed in its preparation and other were prepared without using it. When some physical test was analyzed on both types of aggregates it was found that Lightweight aggregates with Sodium Hydroxide were more dense, had high water absorption capacity and were well graded. For concrete samples lightweight aggregates with sodium hydroxide was used for casting purposes. Two different mix ratios with two types of curing methods, one with hot oven and other one was water curing and different steel fiber volume ratio was chosen. Different no of beams and cylinders were casted and Flexural and Modulus of Elasticity tests were performed on the six Mix ID. Based on the test it was found that samples cured with high fiber ratio volume and hot oven curing method yield better and for better analysis, value graphs were drawn.
Keywords: - Aggregates, Curing, Flexural Test, Samples, Young’s Modulus
I. INTRODUCTION
The most important factor which determines deformation in building is its Elastic Modulus. It is a key factor which helps to find an important term known as modular ratio, m which is used to design the member where flexural stress occurs. So, it’s very important to find the Modulus of Elasticity which needs restriction over deformation [1]. There are some problems in like low flexural strength, low tensile/compressive strength ratio, etc. which restricts the use of in concrete structures. But the addition of steel fibers in these lightweight aggregates improved these high strength lightweight aggregates especially in earthquake resistance fields, also in resistance to cracking and fracture fields [2]. It is axiomatic that Lightweight aggregate concrete will definitely be the future demand and it will be an absolute choice for construction industry. As the rate of development in this sector is very high. Also, the major and advantageous thing of Lightweight aggregates concrete over normal concrete is its low self-weight and its high strength weight ratio [3].
This Lightweight Aggregate concrete has many application not only in today’s world but it was started in use since twentieth century. It is quite convenient when in use in the place of conventional concrete. Also, Lightweight Aggregate of strength range of 30-80 MPa can be made with ease [4]. This fact can be proven with evidence that fly ash has its own importance in the form of replacement of cement or in the form of lightweight aggregates. Also, lightweight aggregate is very necessary in present construction life and is also possible [5]. With full efforts and adapting new technology is used to develop lightweight structures with improved safety measures and ameliorated performance. These pre cast structures like Fiber Reinforced Concrete (FRC) was developed and verified experimentally [6]. The main drawbacks of conventional concrete is that they loses the tensile strength when subjected to loads which can cause multiple cracks whereas the fiber reinforced concrete gives the ability which provides extra resistance to cyclic loadings [7]. The main function of addition of steel fibers is to increase its shear strength. The tensile strength of steel fiber reinforced concrete increases the flexural strength and improved its ductility power. The remaining strength also reduces crack sizes and spacing of matrix. In high strength concrete the main thing that used in it is steel fibers because they resists the brittleness of matrix which can be possible in absence of fibers [8].
II. OBJECTIVE
To analyze the properties of binder used in samples and construction life.
To analyze the amount of efficient nature of the pellets formed during the formation of aggregates.
To compare the Flexural properties of different types of concrete.
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 5, Issue 2, February 2015)
73
III. EXPERIMENTAL DETAILS
[image:2.612.84.531.187.571.2]MATERIALS
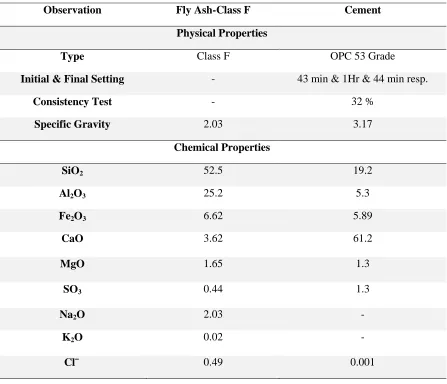
Table 1
Physical & Chemical Properties of Fly Ash and Cement
The type of cement used to manufacture Lightweight Aggregates was OPC 53 Grade. The description of Physical and Chemical properties of Cement and Fly Ash is given in Table no.1 Fly Ash used in production of Lightweight Aggregates was Class F Fly Ash and brought from Ennore Thermal Power Plant. The amount of Fly Ash used in production was 75% and remaining 25% was Bentonite.
IV. AGGREGATES
Fine Aggregates which was used in concrete was of the section (Zone 2) and the size was 2.36 mm sieve size. The size of coarse aggregates that was used in concrete formation had the size of less than 12.5 mm sieve size and was in SSD condition i.e. Saturated Surface Dry condition.
Observation
Fly Ash-Class F
Cement
Physical Properties
Type
Class F
OPC 53 Grade
Initial & Final Setting
-
43 min & 1Hr & 44 min resp.
Consistency Test
-
32 %
Specific Gravity
2.03
3.17
Chemical Properties
SiO
252.5
19.2
Al
2O
325.2
5.3
Fe
2O
36.62
5.89
CaO
3.62
61.2
MgO
1.65
1.3
SO
30.44
1.3
Na
2O
2.03
-
K
2O
0.02
-
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 5, Issue 2, February 2015)
74
Light Weight AggregateFig1. Fabricated disc pelletizer machine
Agglomeration - Production Technique used for aggregates formation
Agglomeration Techniques is the technique where lightweight aggregates are formed by using Class F Fly Ash alongwith addition of Cement and Bentonite also known as Cold Bonding Technique. For Referral purpose a pelletizer machine is shown in fig 1 which is used for agglomeration purpose. The measurements for this pelletizer machine was as: - 500 mm diameter and 200 mm depth.
The steps for formation of aggregates is as follows: - First of all, the pellets are sprinkled with the help of sprinkler to increase the moisture content at optimum level.
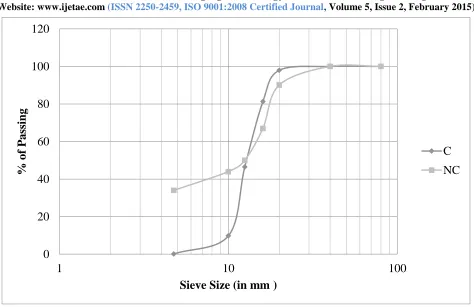
[image:3.612.38.540.570.727.2]As because of angular motion particles follows forms small seed known as path 1. Secondly, as the duration of angular motion increases the size of aggregates also increased. This is known as path 2. Consequently, the pellet grows bigger and it come out from the machine. The amount of moisture content and motion duration should be taken care off. As, it may affect the size, shape and texture of aggregates formed. After reading the literature, we decided to have pellets machine’s angle as 36°, speed as 55 rpm and duration as 15 minutes. Those aggregates were kept in 200°C for 7 days. Table 2 and Fig 2 represents the composition of aggregates and gradation analysis of LWA respectively.
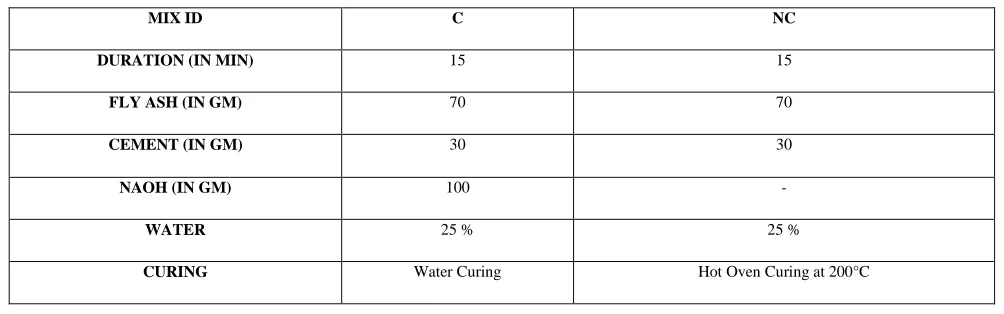
Table 2
Composition of pellets formed
MIX ID C NC
DURATION (IN MIN) 15 15
FLY ASH (IN GM) 70 70
CEMENT (IN GM) 30 30
NAOH (IN GM) 100 -
WATER 25 % 25 %
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 5, Issue 2, February 2015)
[image:4.612.70.544.118.425.2]75
Fig: 2 Gradation Analysis for Light Weight aggregate concrete
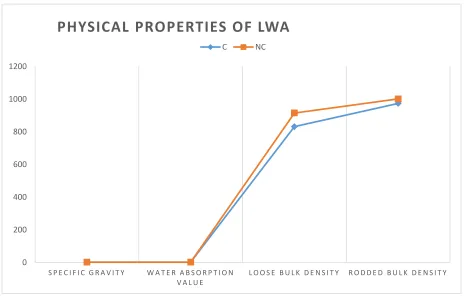
[image:4.612.73.541.493.609.2]Physical Properties of Lightweight Aggregates
Table 3 Bulk density of LWA
0
20
40
60
80
100
120
1
10
100
%
of
P
assi
n
g
Sieve Size (in mm )
C
NC
Binder Type C NC
Specific Gravity 1.58 2.01
Water Absorption Value 1.86 1.97
Loose Bulk Density 831.849 914.98
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 5, Issue 2, February 2015)
[image:5.612.73.537.135.431.2]76
Fig 3 Physical Properties of Light Weight Aggregates
V. MIXING AND CASTING OF SPECIMENS
Specimens used for analysis-
Lightweight sintered Fly Ash aggregate concrete using steel fibers with Mix ID 1, curing as water curing and referred as MA1.
Lightweight sintered Fly Ash aggregate concrete using steel fibers with Mix ID 2, curing as water curing and referred as MA2.
Lightweight sintered Fly Ash aggregate concrete using steel fibers with Mix ID 3, curing as water curing and referred as MA3.
Lightweight sintered Fly Ash aggregate concrete using steel fibers with Mix ID 1, curing as Hot Oven Curing at 200°C and referred as MB1.
Lightweight sintered Fly Ash aggregate concrete using steel fibers with Mix ID 2, curing as Hot Oven Curing at 200°C and referred as MB2.
Lightweight sintered Fly Ash aggregate concrete using steel fibers with Mix ID 3, curing as water curing and referred as MB3.
Table 3 shows the quantitative and qualitative analysis of various LWA Concrete. The aspect ratio of steel fiber is 46 with 22mm length. Following are the types and numbers of specimens formed.
2 Cylinder was casted for split tensile (28 days) for each mix ID and the average value was taken for consideration.
2 Beams was casted for split tensile (7&28 days) for each mix ID and the average value was taken for consideration.
0 200 400 600 800 1000 1200
S P E C I F I C G R A V I T Y W A T E R A B S O R P T I O N V A L U E
L O O S E B U L K D E N S I T Y R O D D E D B U L K D E N S I T Y
PHYSICAL PROPERTIES OF LWA
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 5, Issue 2, February 2015)
[image:6.612.68.539.160.299.2]77
Table 4
Mixture proportions on the basis of saturated surface dry condition
VI. RESULTS AND DISCUSSIONS
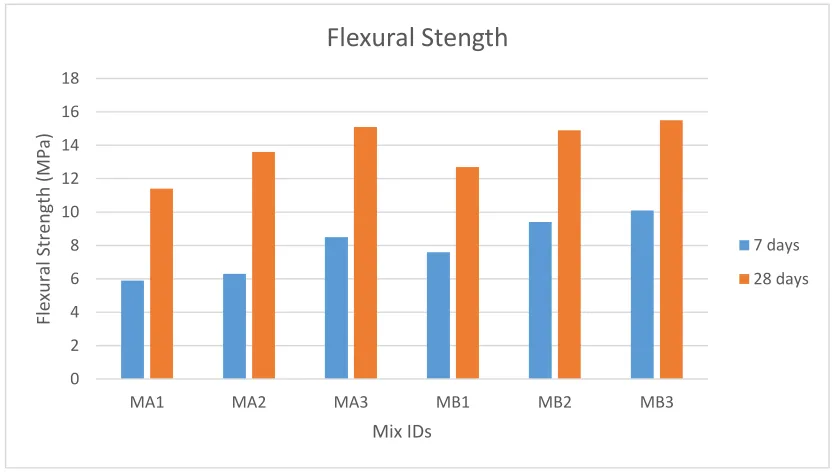
Flexural Strength
The Flexural Strength for the beams for 7 & 28 days is shown graphically in fig. 4. For every Mix ID. From the fig. we can find out that the highest Flexural Strength if of Mix ID MB3. The reason behind this is the packing
efficiency of coarse aggregates and the steel fiber volume ratio.
[image:6.612.91.507.414.650.2]Also, as the matrix cracking occurs and so the sustaining of concrete was due to the load carrying capacity of steel fibers. Therefore, as the volume of steel fiber increases the flexural strength of the beam increases. Hot oven curing only improves the bond nature of the concrete. Thus the trend of the increase in flexural strength as shown in fig. is justified with proper reason. The Flexural casted specimen and machine is shown in fig 5 (i) and 5 (ii).
Fig. 4 Flexural Strength Test Result
Ingredient’s ratio M1 M2 M3
Cement 1 1 1
Natural Sand 2 3.45 1.10
Coarse Aggregates 2.46 2.04 1.81
Water 0.3 0.3 0.3
Steel Fibers (% by volume of concrete)
1.5 2.0 2.5
Super plasticizer (% by
weight of cement) 1 1 1
0 2 4 6 8 10 12 14 16 18
MA1 MA2 MA3 MB1 MB2 MB3
Fle
xu
ra
l Strengt
h
(MPa
)
Mix IDs
Flexural Stength
7 days
International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 5, Issue 2, February 2015)
78
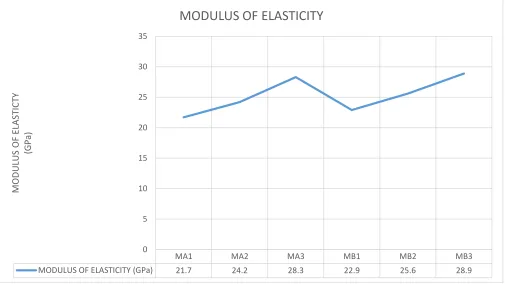
VII. MODULUS OF ELASTICITY
The Elastic Modulus of the cylinders for 28 days is shown graphically in fig 6 for each mixes. We can easily observe from the graph that the Modulus of Elasticity follows the same trend as Flexural test.
[image:7.612.51.290.142.319.2]The reason behind this is the increment in the steel fiber ratio volume. As, the steel fiber ratio increases, the tensile capacity of cylinder to hold the matrix under the loading and cracking condition increases. The Modulus of Elasticity specimen is shown in fig7 (i) and fig 7 (ii).
Fig 6 Modulus of Elasticity Result
Fig 5 (i) Flexural testing Machine Fig 5(ii) Flexural Beam
MA1 MA2 MA3 MB1 MB2 MB3
MODULUS OF ELASTICITY (GPa) 21.7 24.2 28.3 22.9 25.6 28.9
0 5 10 15 20 25 30 35
MODULU
S
OF E
LAST
ICT
Y
(G
Pa
)
[image:7.612.326.568.144.319.2] [image:7.612.53.558.409.693.2]International Journal of Emerging Technology and Advanced Engineering
Website: www.ijetae.com (ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 5, Issue 2, February 2015)
79
VIII. CONCLUSION
From the above result we can conclude that:
1.) Increment in the steel fibers increases the tensile properties which in turn ameliorates its flexural and elastic modulus properties.
2.) The strength parameter not only depends on the material property (for Flexural Tests) but also on the age of curing, as the strength of 28 day specimens was more than 7 day specimen.
REFERENCES
[1] Misba Gul, Alsana Bashir, Javed A Naqash, International Journal of
Engineering and Advanced Technology (IJEAT), ISSN: 2249 – 8958, Volume-3, Issue-4, April 2014.
[2] Jianming Gao, Wei Suqa & Keiji Morino,Cement and Concrete
Composites 19 (1997) 307-313.
[3] Prafull Vijay, Sandeep Singh, International Journal of Emerging
Technology and Advanced Engineering, ISSN 2250-2459, ISO 9001:2008 Certified Journal, Volume 4, Issue 10, October 2014.
[4] Mehmet Gesog?lu, Turan O¨ zturan , Erhan Gu¨ neyisi, Cement &
Concrete Composites 28 (2006) 598–605.
[5] O. Kayali *, M.N. Haque, B. Zhu, Cement & Concrete Composites
25 (2003) 207–213.
[6] Yoo-Jae Kim, Jiong Hu, Soon-Jae Lee, and Byung-Hee You,
Hindawi Publishing Corporation Advances in Civil Engineering, Volume 2010, Article ID 549642, 8 pages.
[7] N. Ganesan, P.V. Indira and Ruby Abraham,ISET Journal of
Earthquake Technology, Technical Note, Vol. 44, No. 3-4, Sept.-Dec. 2007, pp. 445–456.
[8] By Vasant,B. Jatale and L.G. Kalurkar, Vasant. B. Jatale et al. Int.
Journal of Engineering Research and Application, ISSN: 2248-9622, Vol. 3, Issue 6, Nov-Dec 2013, pp.1580-1586.
[image:8.612.76.535.137.348.2]