Procedia Engineering 97 ( 2014 ) 1957 – 1965
1877-7058 © 2014 The Authors. Published by Elsevier Ltd. This is an open access article under the CC BY-NC-ND license (http://creativecommons.org/licenses/by-nc-nd/3.0/).
Selection and peer-review under responsibility of the Organizing Committee of GCMM 2014 doi: 10.1016/j.proeng.2014.12.350
ScienceDirect
12th GLOBAL CONGRESS ON MANUFACTURING AND MANAGEMENT, GCMM 2014
Optimization of process parameters on friction stir welding of high
density polypropylene plate
Jaiganesh .V
1*, Maruthu .B
2, Gopinath. E
3 2,3 -Students, Department of Mechanical Engineering, S.A Engineering college1 Professor, Department of Mechanical Engineering, S.A Engineering college, Veeraraghavapuram, Thiruverkadu Post, chennai-600 077,Tamilnadu India
Abstract
Thermoplastic materials are now easily joined by friction stir welding. Joining of thermoplastics in friction stir welding which is based on frictional heat generated through contact between a rotating tool and the work piece. The determination of welding parameters plays an important role in weld strength. In friction stir welding of thermoplastics, traditional tools form a slit on the backside of welded specimen which leads to root defect causes poor tensile strength. Due to the high transparency of this polymer, it was to possible to analyse easily the morphological changes induced by the welding process on it.In this investigation the welding parameters studied were the tool rotation speed which varied between 800 and 1200 (rpm), transverse speed which varied between 40 and 200 (mm/min), axial force ranging from 1 to 5 (KN).An attempt was made to join the polypropylene plate of 5 mm thickness with different tool profiles (square, cylindrical and triangular threaded pin profile). The quality of the joint was evaluated by means of tensile strength and micro structural analysis.
© 2014 The Authors. Published by Elsevier Ltd.
Selection and peer-review under responsibility of the Organizing Committee of GCMM 2014.
Keywords:Friction stir welding; Polymer; Morphology; Polypropylene; Tensile strength.
1.Introduction
FSW is a new technology, of solid state joining for similar and dissimilar metals (soft metals). FSW was invented and patented in 1991 by TWI (The Welding Institute) in UK. FSW is based on a simple concept, which is based on frictional heat generated between the work piece and the tool. Initially FSW was invented for joining Aluminum-Al (soft-metals), but now-a-days plastics are also joined through FSW. Importance of FSW: very ease of automation, less residual stresses, good mechanical properties in region of joining. FSW is widely used for several applications where it is important to keep the original characteristic of material.
* Corresponding author. Tel.: +91 9443278181.
E-mail address: [email protected]
© 2014 The Authors. Published by Elsevier Ltd. This is an open access article under the CC BY-NC-ND license (http://creativecommons.org/licenses/by-nc-nd/3.0/).
In consists of non-consumable rotating tool, with profiled-pin plunged into joint lines between two pieces of sheet. The material comes to molten state due to the effect of frictional heat. If the flow of the melt is enhanced by using special pin profile of the tool a truncated seam can be created on the borderline of the welded plates. By FSW thick plates can also be welded with high productivity. FSW helps to produce complicated 3D seams well. The main goal is to analyses the polymeric materials applicability and the factors influencing the strength of the weld. Study was performed by changing the structure of the pin, pin rotational speed, feed rate, and temperature.
Fig. 1. Friction stir welding machine
2.Experimental Procedures
2.1 Materials and equipment
Polypropylene is a linear hydrocarbon polymer used for wide range of applications in field of automobile, aerospace, reusable containers of various parts. Polypropylene is weathered and unusually rebellious to many
chemical solvents, bases and acid. It’s one of those most versatile polymers available with applications, both as a plastic and as a fiber. This allows polypropylene to be used as an engineering plastic.Polypropylene provides better results in terms of ductility fracture toughness strength and fatigue compare to other plastics materials. Plate of polypropylene - PP composites with 20 wt % and 100 X 50 X 5 mm size were used as the parent material to be welded.
The experiment was carried out in Friction Stir Welding machine with a table size of 810 X 400 mm and a spindle speed ranging from 45 – 1500 rpm with a feed range of 0.25 to 500 mm/min. Figure.1 shows the experimental setup of the semi automatic Friction Stir Welding machine. This machine is equipped with a spindle motor power of 5 kW which provides a 3 ton mechanical linear axial force in the X direction. Moreover, the machine has a 510 mm travel distance along the X axis, 400 mm along the Y axis and 400 mm with respect to the Z axis.
Table. 1. Material properties
Material Density Yield strength Melting point
2.2 Machining Tools
In these experiments different types of tool profiles are used. They are cylindrical, cylindrical tapered and cylindrical grooved. A cylindrical tapered tool is used in the experiment inwhich the tool with a 15mm diameter shoulder and a pin of diameter of 5 X 3 mm and 4.8 mm height was from high speed steels and they are previously heat treated to hardness of 65 HRC. The cylindrical grooved tool which has 15mm diameter shoulder and a pin of diameter of 5 X 2.5 mm and 4.6mm height was from high speed steels and heat treated to hardness of 65 HRC.A cylindrical pin tool was used in experiments. This tool, with a 15mm diameter shoulder and a pin of diameter of 5 X 5 mm and 4.8 mm height was from high speed steels and heat treated to hardness of 65 HRC. The Fig 2.Shows the grooved and tapered tool profiles of HSS tool.
Fig .2 Grooved and tapered tool profile Table. 2. Dimension of tools
Pin profile Length of the pin Diameter of the pin
Inner Outer
Cylindrical 4.8 5 5
Cylindrical tapered 4.8 5 3
Cylindrical grooved 4.6 5 2.5
2.3 FSW process parameters
There are miscellaneous process parameters of friction stir welding machine affecting the welding characteristics. The FSW process parameters that influence the quality of FSW joints are RS, WS, and TA. In present investigation, three levels of these process parameters were considered after conducting trial runs. The experimental ranges for parameters were determined in such a way that acceptable welds were produced. Fig.3 shows the welding of polypropylene in friction stir welding. The cross section and the slope of the tool probe are essential for mixing-shearing effect. The most conspicuous technique to improve the surface of the welded body with consistent volume is to produce grooves of the surface. Sense of direction of the molten material was controlled by spindle speed.
The plates are welded in the semi automatic FSW machine by fixing it with a suitable clamp and the speed of the spindle was changed between 900-1200 RPM with the feed range 5-15 mm/min and the angle of tilt was 0-10.
Fig. 3. Welding of polypropylene in FSW Table 3. Process parameters
Input parameters Unit Range
Axial force KN 2-3
Welding speed mm/min 5-15
Tool rotational speed RPM 900-1200
Tilt angle Degree 0-10
Table 4. Experimental data
Rotation of tool (RPM) Welding speed (mm/min) Tilt angle Tool profile
900 5 0 Cylindrical 1000 10 1 1200 12 1 900 5 0 Cylindrical tapered 1000 10 1 1200 12 1 900 5 0 Cylindrical grooved 1000 10 1 1200 12 1
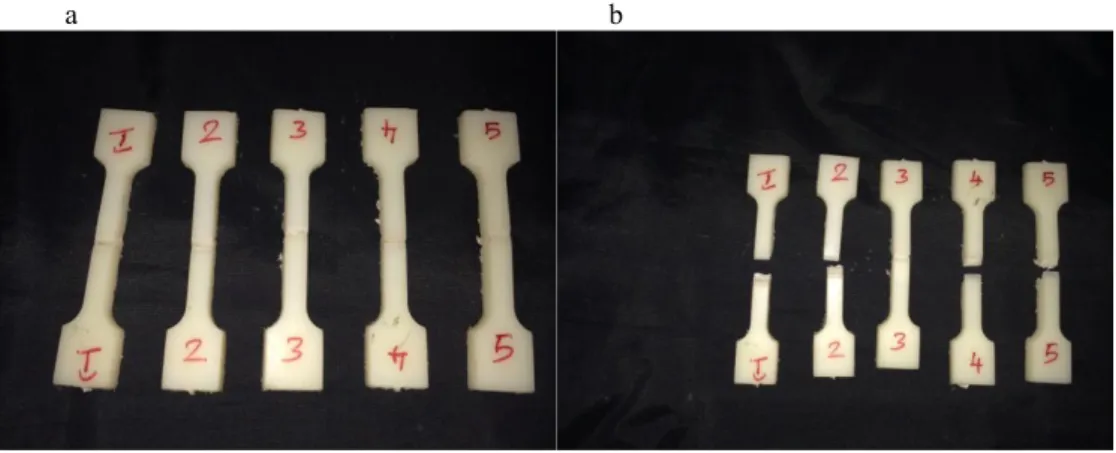
2.4 Tensile-shear strength test specimen preparation
The TSS test specimens shown in fig 4.(a) explains the specimen before the tensile test. The Fig 4.(b) shows the welded polypropylene specimen after tensile test. Tensile shear Strength test were conducted in METMECH ENGINEERS research lab. This test was conducted to determine the ultimate tensile strength and yield strength of the welded polypropylene specimen in friction stir welding.
a b
Fig. 4. (a) before tensile test ; (b) after tensile test
3.Results and Discussions
Bringing the optimized process parameter is always a very complicated task. Various experimentation were conducted to obtain best suitable rotation speed and feed rate for the different tool profile. Different pin profiles were selected and wasfound that cylindrical tapered tool gave the best form of weld compared to the cylindrical and cylindrical grooved tool with visual inspection itself.
So, cylindrical tapered is selected for various tool rotation and feed rate. In the first stage of experiment the rotational speed of the tool is taken as 900 RPM, feed rate as 5 mm/min and tilt angle as 00 where lot of chips are formed with discontinuous blow holes and poor joining is observed.
In the second stage of experimentation with same spindle speeds of 900 RPM with tilt angle 10 and the feed rate as 10 mm/min better joining was observed compared to the first stage. This feed rate was found to be essential to obtain better joining of polypropylene, so feed rate is made constant as 10 mm/min.
With this constant feed rate the rotational speed is changed to obtain optimization. The speed is increased to 1000 RPM where the weld was good when compared with the previous and the blow holes formation was reduced. The speed was increased further to 1200 RPM and above the weld is not proper and we brought to conclusion that 1000 RPM is optimized. Good completion is obtained at 1000 RPM rotational speed, 10 mm/min feed rate and 10 tilt angle.
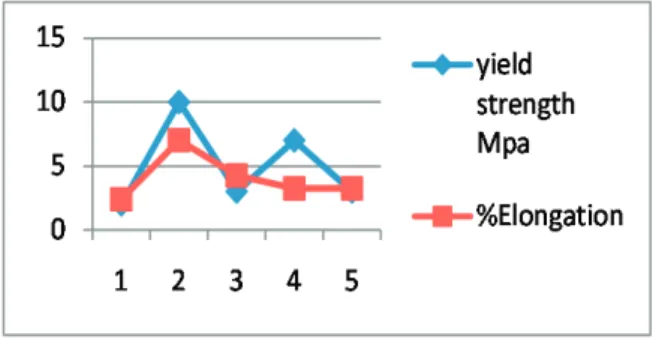
3.1 Effect of tool profile
Tensile test were conducted for the welded polypropylene materials. Comparison is made between the yield strength and % elongation of material. Fig 6 shows the graph between Yield strength and % of elongation.
Fig. 6 Yield strength vs. % Elongation
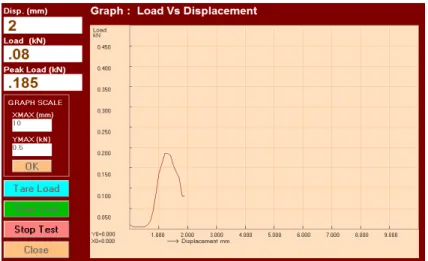
Fig. 7 Peak load vs. Displacement
Fig 7 shows the graph between peak load and displacements of welded polypropylene specimen. The graph shows that the Ultimate Yield Strength of welded Polypropylene about 10 MPa which is almost 80% of parent polypropylene. In some of the cases the weld is poor and tensile test could not be carried out. Mechanical property of the joint is always different from the parent material.
Fig. 8 Graph shows the Load Vs Displacement result
Fig. 9 Graph Shows the Stress Vs Strain result
The Fig.8shows the maximum displacement of the welded specimen. It also shows the occurrence breakage at the peak load of 0.185 KN. The load is directly proportional to the displacement which means that as the load increases, the displacement also increases and at one stage the breakage will occur and the load decreases with the decrease in displacement. The Fig.9 shows that the maximum yield stress of welded polypropylene which was found to be 10 MPa, the ratio of yield stress and ultimate tensile strength is unity with the maximum elongation of 7.00%. 3.3 Macro test
Macro test were conducted after the tensile test, it is done to find where the breakage occurs in the rear side of the welded polypropylene. This test concluded that therewere lower strength on the back side of the weld, so the breakage was initiated from the point on the rear side of the welded specimen.
Fig. 10 Macro tested specimen
3.4 Defects occurred during the weld
A pealing like structure was formed during the weld, this was formed because the tool eliminates the excess material after joining. Fig. 11 shows the welded material with a peel. Blow holes have occurred during the welding at lower rotational speed. It was observed that, at the load of below 3KN the weld was not proper, blow holes also occurred discontinuously. The strength of the weld at the blow hole area was very low. The formations of the chips at the lower speed of the spindle was discontinuous and at the higher rotational speed polypropylene it was found to be overheated and melted, so the chips were not formed, yet they come out as the tool rotates.
Fig. 11 Peeling
4.Conclusions
Polypropylene plates were successfully welded by using Friction stir welding by selecting the suitable optimal conditions. To obtain the effective weld, proper tool pin geometry was selected which was tapered pin profile tool of HSS material. The tensile Strength, Yield strength and stress-strain curve results as been obtained with almost that of the parent metal. The yield strength of welded material was found to be 10 MPa which was almost 45% of the parent materials strength and characteristic. With the optimum spindle speed of 950 to 1000 RPM and feed rate of 9 to 12 mm/min and tilt angle of 10, a superior weld was obtained.
5.References
[1] H. Ahmadi, N. B. Mostafa Arab, and F. AshenaiGhasemi, Optimization of process parameters for friction stir lap welding of carbon fibre reinforced thermoplastic composites by Taguchi method Journal of Mechanical Science and Technology 28 (1) (2014) 279-284
[2] Sevvel, P., Jaiganesh, V., Improving the mechanical properties of friction stir welded AZ31B magnesium alloy flat plates through axial force investigation, Applied Mechanics and Materials Vol. 591 (2014) pp 11-14.
[3] Arici, A., Seno, M., Friction Stir spot Welding of Polypropylene, Journal of Reinforced Plastics and Composites, 27, pag.2001-2004.
[4] Ma, Z.Y., Friction Stir Processing Technology: a Review Metallurgical and Materials Transactions A, 39A, 2008, pag. 642-658;
[5] Jaiganesh, V., Sevvel, P., Effect of Process Parameters during Friction Stir Welding Of Al 6063 Alloy, Advanced Materials Research Vols. 984-985 (2014) pp 604-607.
[6], A., Selale, S., Effects of Tool Tilt Angle on Tensile Strength and Fracture Locations of Fracture Stir Welding of Polyethylene, Science and Technology of Welding and Joining, 12, 2007, pag. 536-539;
[7] Mistra, R. S., Ma, Z. Y., Friction Stir Welding and Processing, Materials Science and Engineering, Reports: A Review Journal, pp. 1-78, 2005.
[8] Kiss Z, Czigany T (2007). Applicability of friction stir welding in polymeric materials. PeriodicaPolytechnica. 51(1): 15-18.
[9] Sevvel, P., Jaiganesh, V., Experimental Investigation on the impact of the Tool Material & geometry in joining of Al 63400 Alloy using Friction Stir Welding Process, Applied Mechanics and Materials Vols. 592-594 (2014) pp 312-315.
[10] Maguire DM (1989). Joining Thermoplastic Composites. SAMPE J., 25:11-14.
[11]Yousefpour A, Hojjati M, Immarigeon JP (2004). Fusion bonding /welding of thermoplastic composites.Thermoplast.Compos.Mater., 17:303-341.
[12] k. Panmeerselvam, Lenin K, Investigation on effect of tool forces and Joint defects durig FSW of Polypropylene plate, Procedia Engineering 38 (2012) 3927-3940.
[13] Arici A, Sinmaz T. Effects of double passes of the tool on friction stir weldingpf polyethylene. J Mater sci_2005;40:3313-3316.
[14]Asadi, P., M. K.BesharatiGivi, N. Parvin, A. Araei, M. Taherishargh, and S. Tutunchilar.On the role of cooling and tool rotational direction on microstructure and mechanical properties of friction stir processed AZ91.The International Journal of Advanced Manufacturing Technology (2012): 1-11.
[15]Malarvizhi, S., and V. Balasubramanian. Effects of Welding Processes and Post-Weld Aging Treatment on Fatigue Behaviour of AA2219Aluminium Alloy Joints. Journal of Materials Engineering and Performance 20, No. 3 (2011):359-367.