Abstract— Now a day, businesses ought to look at
sustainability along with their unique major prerequisites like cost saving and outside limitations like environmental protection. End-of-life (EOL) option has emerged as a critical factor in sustainability. In reverse logistic excess or lacking of EOL products leads loss for an organization. Hence obtaining an optimal amount of EOL product becomes a challenging task in multi period DTO. No of methods were developed to obtain the optimal amount of product in different manner, still the optimization is not fulfilled. Hence a novel meta-heuristic optimization technique using adaptive genetic algorithm (AGA) for obtaining the best profit from the EOL reverse logistic operation is proposed in this paper. The goal of the proposed model is to determine the best combination of the number of each product type to be taken back from the last user and/or collectors. The EOL products are then disassembled for the retrieval of reusable components and materials and resold in order to meet a certain level of demand under a variety of physical, financial and environmental constraints. The surplus components are recycled, stored for usage in subsequent periods or properly disposed. The problem is modeled as a multi-criteria decision-making problem under uncertainty, so a multi objective genetic algorithm (MOGA) with adaptive mutation is employed to solve the problem. When solved, the model provides the number of EOL products to be taken back as well as the number of items reused, recycled, stored and disposed. A case example is presented to illustrate the model's implementation and performance is analyzed.
Index Term— Reverse logistic, end-of-life product,
disassembly-to-order, meta-heuristic optimization, genetic algorithm.
I. INTRODUCTION
IN the modern dynamic world, the society is steadily shifting to a fast track of economic and industrial development. The world of technology is in the state of rapid change and changes in the economic and industrial scenario are taking place at a rapid pace. The nations are now on the verge of immense technological change and knowledge revolution. In the modern age, technology is perhaps the most important resource to any nation. Technology and its management are today matters of global primacy. Technological developments, in the areas of both product and process technologies are
taking place at a very fast pace [1]. Shortening of product life cycles, rapid innovation, inventions and product developments are indicators to the fast changing manufacturing scenario. The economic activities are moving in the direction of globalization. It is creating new structures and new relationships, with the result that business decisions and actions in one part of the world are having significant consequences in other places. Underlying and reinforcing these globalization trends is the rapidly changing technological environment [2]. Increasing global competition coupled with rapidly changing technology, and shortening of product life cycles, have made corporations vulnerable to failure more than any time in the past [3].
Today the industries worldwide are faced with new era of global competition and manufactures are forced to achieve world-class status to compete effectively in the global market. Organizations, which are able to continually build new strategic assets faster and cheaper than those of their competitors, will create long-term competitive advantages [4]. Further the recent advancements and rapid growth in the field of information technology has opened up the floodgates and led to globalization of economies and has resulted in the global competition between the organizations [5, 6]. As the organizations around the world are faced with dynamic environments, the technology up-gradation has become key factor for the organization’s survival and prosperity on the long-term basis. The need of the hour is to achieve more product variety, shorten the delivery times and achieving greater flexibility of manufacturing functions. To achieve the developmental goals of an enterprise for technology up-gradation, there are two options: first, the technology can be developed indigenously through in house R&D; secondly, it can be acquired from an external source within the country or abroad [7]. The first option of indigenous development of technology is quite expansive, both in terms of time and money, as it requires extensive technical / scientific manpower and R&D infrastructure. In addition to this, the shortening technological life cycles also make it extremely difficult for the organizations to make investments in R&D activities.
As the organizations are faced with dynamic environment and the product and technology life cycles are also getting
Meta-Heuristic Approach to Solve Multi Period
Disassembly-To-Order Problem of End-Of-Life
Products using Adaptive Genetic Algorithm
1
T. Sathish, and
2Dr. J. Jayaprakash
1Research Scholar, St. Peters University, Chennai
shortened, the technologists are left with very short reaction time for harnessing the heavy investments required for indigenizing the R&D activities within the organization [8, 9]. Outdated products are also often labeled as end-of-life (EOL) products. There is a feast of techniques to administer these products, such as reprocess, reuse or disposal, to name a few. Disposal, in turn, causes further decreases in the number of landfills portending a grave threat to ecosystem unless it is handled judiciously. All concerned inclusive of the Government, the producers and end-users are effectively enlightened of the inherent threats, paving the way for the framing of various eco-friendly rules and regulations. It is a welcome sign that a large slice of the EOL products maintain a superb functioning trend, it is highly desirable to exploit them by either reprocess or reuse, which eventually leads to the considerable economy in component acquirement and product clearance outlays [10].
The tempo of product returned by the consumers is alarmingly high for magazines, photocopiers, computers, cameras, cellular phones, books, apparels, and automobile, electronic, aircraft components, chemical and medical items. The aggrieved clients tend to make a clarion call for substitution of products deemed deficient in quality. The range of product returns goes sky high involving certain industries to the tune of more than half of the sale values. Since the last decade life-long return regulations have been doing the rounds in the developed countries, forcing the business magnates to efficiently administer the whole life of the product and in this regard clients play a prominent part by placing the ball in the court of the businesses to assume accountability of the dumping of their products. [11]. Returned products are gathered, scrutinized and classified by employees to in line with their skills. Moreover, the employee regulates, when the return is accepted, and further measures are taken. Anyhow the main anxiety is regarding the fact whether the recuperation of products is more cost-effective than the dumping of the products.
A major chunk of the supply chain investigations focuses on the forward motion and renovation of the materials from the suppliers downstream to the end clients and the sway the change wields on the bullwhip effect. Nevertheless, the reverse flow of products from the clients on upstream business has not evinced any significant enthusiasm [12]. An efficient administration of the product returns boosts customer service quality and leads to client delight. As managing returns entails specific arrangement and data tracking mechanisms, reverse logistics contractors have come to accepted as the desired ones [13]. By employing reverse logistics contractor (RLC), the companies reinforce the core competencies with amazing advantages such as drop in the logistics and functional perils. During the course of outsourcing, a consistent RLC is a must-have. RLC, in turn, brings in value added services like repackaging and relabeling. Of late, the decision making issue for opting for the RLC has gained zooming coverage. The existence of multiple yardsticks and the outlook of the decision maker tend to scale up the intricacy of the selection [14]. Disassembly is the initial procedure to regain
components and materials from EOL products for re-consumption and reprocess. As the take-back products return to the company in varied of conditions, it is hard to have a prior knowledge of exactly how many products are required for disassembly to meet the demand for components and materials. No wonder, this ambiguity ends up further complicating the disassembly procedure. One of the significant methods to administer the resultant menace is to resort to the employment of heuristic process to transform the stochastic brand into a deterministic mode and then set out to solve the deterministic menace [15]. In consequence, the fundamental aim here is to optimize the number of take-back products to be disassembled so as to enhance the profit of selling components and materials, without in any way causing damage to the eco-system.
The rest of the paper is organized as follows. Section II describes the literary works related to various EOL reverser logistic operations followed by section III, which explain the proposed multi objective genetic algorithm for DTO. The performance of the proposed technique to achieve the highest profit from the reverse logistic operation of EOL products and their comparison of the simulated results with existing systems are discussed in section IV. Finally the future enhancements and concluding remarks are given in section V.
.
II. RELATED WORKS
Some of the recent research work related to the end of life reverse logistic is listed as follows:-
Luu Quoc Dat et al. [16] have qualitatively devised a mathematical programming model that shortens the overall processing expenses of numerous categories of waste electrical and electronic products (WEEPs). The financial features taken into account in the model embrace the expenses of collection, handling, and transport together with the sales revenues comprising various fractions of returned products. In accordance with the novel technique, the optimal facility locations and the material flows in the reverse logistic network are effectively estimated. Moreover, a sensitivity assessment of the ground-breaking method is also ushered in.
neighborhood rough set technique robustness with several reverse logistics functioning traits.
Mahdi Mahmoudzadeh et al. [18] have magnificently launched an innovative method to describe appropriate presumptions in respect of definite situation of end-of-life (ELVs) administration in Iran to adapt the issue as a third-party reverse logistics network. The technique is configured by means of MILP to estimate the optimal locations of scrap yards over the country together with their optimal allotments and material flows. The needed data and information about ELVs are gathered from the database of online registration system and, in accordance with their age, ELVs are classified into three quality levels with diverse output material streams. In addition to the present situation, two managerial scenarios are assessed to build insights on upcoming settings. The outcomes have demonstrated a specialization behavior in allotment procedure and a majority of scrap yards are opened for serving only one or two quality levels.
Sónia R. Cardoso et al. [19] have systematically offered an innovative mixed integer linear programming (MILP) method which is intended for the design and planning of supply chains with reverse flows in addition to concurrent evaluation of production, distribution and reverse logistics functions. It is also deemed as the ambiguity in product demand by means of a scenario tree technique. The important target of the technique is described the maximization of the anticipated net present value and the outcomes furnish data on sizing and location of plants, warehouses and retailers, description of processes to be set up, establishment of forward and reverse flows and inventory levels to be achieved. The technique is executed on a representative European supply chain case study and its relevance is revealed.
Harold Krikke et al. [20] have charismatically offered all-inclusive colorful data on the evaluation of modern return exercises. They have designed the test propositions on the drivers, volumes and value of diverse returns throughout the life cycle exhibiting the incompetence in modern return practices resulting in value decline rather than the promoted value buildup and evaluate and contrast return practices in various regions and industries. They have also furnished commendations for metamorphosing value decline into value addition. Even though the desired progress is not reached, it is hoped that the potential of returns management is set for resolution in the days to come.
III. PROPOSED META-HEURISTIC APPROACH FOR MULTI PERIOD DTO OF EOLPRODUCTS
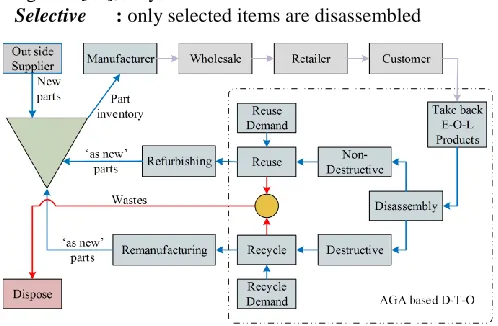
Disassembly to order (D-T-O) is an essential process to make maximum yield from the end of life (E-O-L) products. In this stage the desired components and materials are removed systematically from the original E-O-L products. Moreover the D-T-O is a toughest process while performing the E-O-L reverse logistic (RL). Hence a proper sequence is necessary to obtain the maximum gain from E-O-L reverse logistic. The proposed E-O-L architecture with AGA based D-T-O architecture is shown in fig 1.
Disassembly can be selective (only selected items are
disassemble), complete (all items are disassembled), destructive (items are allowed to be damaged), non-destructive (no item is allowed to be damaged), etc.
The E-O-L products are taking back from the last user, and which are disassembled to satisfy the demands for materials and components. The disassembly can be performed in many categories [21], they are:-
Selective : only selected items are disassembled
Complete : all items are disassembled
Destructive : items are allowed to be damaged
Non-destructive : no item is allowed to be damaged
In this paper, we are concentrating on the destructive and non-destructive disassembly of E-O-L products. The fig. 1 shows the proposed D-T-O system architecture, in which the process flow from the collection point to the dispose is given in detail. The procured E-O-L products from the outside plant are kept in the collection point. Then these products are sent for disassembly. The disassembled products are categorized into two kind namely Destructive and Non-destructive. The components from the non-destructive disassembly are directly sent for the reuse purpose. The materials retrieved from the destructive disassembly are sent for the recycle. Some of the damaged products also retrieved from the non-destructive disassembly and which are sent for the recycle. The recycling can be performed in two ways i.e. in-plant and out-plant recycle.
In in-plant recycle the recycling process is take place in the same organization or company. On the other hand in the out-plant recycle the products are sent to the other organization or company for recycling. The excess of component obtained from the non-destructive disassembly is disposed i.e. after satisfied the reuse demand. Similarly the products omitted from destructive disassembly are sent for dispose. And if the disassembled components not fulfilled the demand, components have to buy from an outside supplier.
A. Formation of Objective Function
The D-T-O is the crucial process in E-O-L product reverse logistic, in which disassembly of the E-O-L product is performed in many ways. A proper disassembly will provide maximum profit. The total cost for spending the reverse logistic can reduced by a proper D-T-O process. Thus the
main objective of work is to minimize the cost to spend for the reverse logistic of E-O-L products.
The prediction of exact yield of component from the E-O-L is difficult, however we can predict the maximum probability of yield can obtain from the E-O-L reverse logistic. Fig 1 shows the architecture of the D-T-O, the different products under different condition are kept in the collection point. As for the prediction is accurate the demand of component get satisfied. Otherwise, to satisfy the demand the components have to buy from the outside suppliers. In case the actual yield is lower than the prediction, components have to purchase to meet the demand. In another case the yield is higher than the prediction; the excess components have to dispose. Therefore, if the prediction is far minimum or maximum than it make loss for the E-O-L reverse logistic operation. Hence the prediction must very close to the actual yield.
The total no of procured components (PC) and the total no of disposed components (DC) can identify by using the following equations (1) and (2) respectively [22].
] 0 ); (
max[
i
j i j
j RUD EP NDY
PC (1)
] 0 ; )
(
max[
i
j j
i
j EP NDY RUD
DC (2)
Where,
‘PCj’ - Total no of Procured Components in unit; ‘DCj’ - Total no of Disposed Component in unit;
‘RUDj’ - jth type Reuse component demand in unit; ‘
EP
i’ - i type total E-O-L products in unit; ‘NDYj’ - Non-destructive disassembly yield in %The main objective of our model is to minimize the total cost, which includes total take back cost, total procurement cost and total disposal. The function for the total cost is given in the below equation (3).
j
j j j
j j i
i
i bc pc PC dc DC
EP
TC ( ) ( ) ( ) (3)
Where,
‘
bc
i’- unit take-back cost for product i (Rs/unit)‘
pc
j’- unit procurement cost for component type j(Rs/unit)
‘
dc
j’- unit disposing cost for component type j (Rs/unit) Where,EP
i,
PC
j,
DC
j
0
The eqn. (1) is the total cost required for the E-O-L reverse logistic. Then the objective of this work is to minimize the total cost. Minimizing of the total cost function becomes a complex task in general case, because it may contain multiple product and component. Hence optimization is preferred for solving the task. In this work, we are choosing the genetic algorithm (GA) optimization. The detailed discussion on the conventional GA is given in the below section.
B. Adaptive Genetic Algorithm
Genetic Algorithm (GA) is a meta-heuristic search algorithm based on the evolutionary ideas of natural selection
and genetics. As such they represent an intelligent exploitation of a random search used to solve optimization problems. Although randomized, GAs are by no means random, instead they exploit historical information to direct the search into the region of better performance within the search space. The GA is designed to simulate processes in natural systems necessary for evolution.
The GA technique can offer better robust among the conventional artificial intelligence (AI). A genetic algorithm may offer significant benefits over more typical search of optimization techniques. In adaptive genetic algorithm (AGA), same procedure of conventional GA is followed except the mutation instead an adaptive mutation is proposed. So that the overall optimization performance of AGA get improved well as compared to the conventional GA.
Process involved in AGA
There are four basic steps involved in the conventional genetic algorithm. They are as follows
1. Initialization: initial population is randomly
generated;
2. Selection: equates to survival of the fittest;
3. Crossover: represents mating between individuals;
4. Adaptive Mutation: introduces random modifications.
Initialization: The random initial population is generated. The population is based on the objective of the problem, which have to optimize.
Selection: Give preference to better individuals, allowing
them to pass on their genes to the next generation. The goodness of each individual depends on its fitness. Fitness may be determined by an objective function or by a subjective judgment.
Crossover: Prime distinguished factor of GA from other
optimization techniques. Two individuals are chosen from the population using the selection operator. A crossover site along the bit strings is randomly chosen. The values of the two strings are exchanged up to this point.
If S1=000000 and s2=111111 and the crossover point is 2 then S1'=110000 and s2'=001111
The two new offspring created from this mating are put into the next generation of the population. By recombining portions of good individuals, this process is likely to create even better individuals.
Adaptive Mutation: With some low probability, a portion of the new individuals will have some of their bits flipped. Its purpose is to maintain diversity within the population and inhibit premature convergence. Mutation alone induces a random walk through the search space.
Mutation and selection (without crossover) create parallel, noise-tolerant, hill-climbing algorithms.
C. Modeling of GA based Optimization for D-T-O
better than before. In order to meet the maximum level of optimization and to obtain more profit, in this work we are using the GA optimization in E-O-L reverse logistic. GA is one of the recently developed best algorithms for optimization. The modeling of the proposed method is discussed as follows [23, 24].
Step procedure involved in the proposed approach is as follows:-
Step 1: Initialization
In this phase the initial value or the solution to optimize are initialized. This initial population is considering as the initial chromosomes of the GA. In the proposed method we are considering three parameters for each chromosome. The three parameters used are procurement cost, cost of take back products and the cost of disposal products. The initialized function is given as follows.
x
pc
bc
dc
f
,
,
(4) Where,‘
pc
’ - procurement cost ($/unit) ‘bc
’ - take back cost ($/unit) ‘dc
’ - disposal cost ($/unit)After this random initialization some of the best combination solutions are selected for the further processing.
Step 2: Selection
The selection of suitable chromosomes is based on the fitness function. The fitness function is nothing but the objective function of the proposed method, which is given in the eqn. (3). The parameters value in every chromosome set is substituted in the objective function and corresponding total cost is obtained. In our proposed method our objective is to minimize the total cost. Hence the initial chromosomes produces low cost are consider for the further processing. Thus from this phase some of the suitable chromosomes, which will require low cost are selected. Then the selected chromosomes are set for the optimization by GA, i.e. to perform crossover and mutation.
The crossover and mutation operations are performed based on the conventional genetic algorithm. The crossover and mutation phases are given the subsequent sections.
Step 3: Crossover
Crossover is one of the beneficial operations for the GA optimization. In this phase two new offspring (set of chromosome) are generated by merging two selected chromosomes from the previous phase. In this proposed method the crossover is performed based on the conventional GA approach.
Step 4: Adaptive Mutation
The adaptive mutation is performed to get complete new offspring (set of solution). In general by using a mutation rate the mutation process is performed. In traditional genetic algorithm scheme the mutation rate is selected in random. But in our adaptive method we have modified it and used an
expression to find the mutation rate. The equation to find the mutation rate is given below eqn. (5).
2 3
)
(
))
(
2
(
exp
*
2
R
R
c
c
m
r (5)Where, ‘mr’ is the mutation rate, ‘R’ is a random value [0,
1] which changes in every iteration and ‘c’ & ‘
’ are mutation parameters considered as 2 (i.e. c=2 &
=2).At the end of the this adaptive mutation phase a new set of optimal solution is obtain and termination criteria is checked if it meets the termination the process is terminated, otherwise the process is repeated from the selection phase. The diagrammatic representation of the proposed process flow is given in the fig 2.
IV. EXPERIMENTAL RESULT AND DISCUSSION
The proposed method for the optimal D-T-O in E-O-L reverse logistic based on GA is implemented in the working platform of MATLAB 2014a, with the system configuration; Intel Core i5 processor, 8GB RAM and windows 8.1 operating system.
Let us assume a case example for the experimental verification of our proposed method. The assumption must similar to the real world problem but in the low level. In this case example we are considering 100 E-O-L products and each products contains nine components. The product type we are considering is personal computer and the components are numbered from 1 to 9. The detail of components and their corresponding procurement and disposal cost is given in table I.
The above given table I gives the bill of material (BOM),
which includes the component detail along with the type of disassembly. In general an E-O-L product may not contain all components; one or more components may miss. Those missed components are numbered as ‘0’. The detail some of products are given in table II and the complete data we used for our implementation is given in the appendix section:
The objective for this experimental implementation is to manufacture 20 new products from the available 100 E-O-L products. In ideal case we can obtain the maximum number of E-O-L components is 900 for 100 products. But in practical case it is not possible, because of the missing of products. From the data we used in this paper the maximum no of available components is 463 including both destructive and destructive. In this the maximum available non-destructive components are 200 and non-destructive components are 263. The complete non-destructive components can be directly used for the reuse with very less amount of loss. Some of the destructive component after remanufacturing or
recycling it can be used for the reuse.
To manufacture 20 new products we need 180 components
i.e. 20 number of each component type is required. In order to satisfy our requirement we need to take maximum of 55 E-O-L products (approximate). In order to select the most suitable combination, to reduce the total cost the AGA is employed. The performance of the proposed approach is compared with the existing techniques like evolutionary programming (EP) and genetic algorithm (GA). The comparison of various techniques for the E-O-L products D-T-O is given in table III.
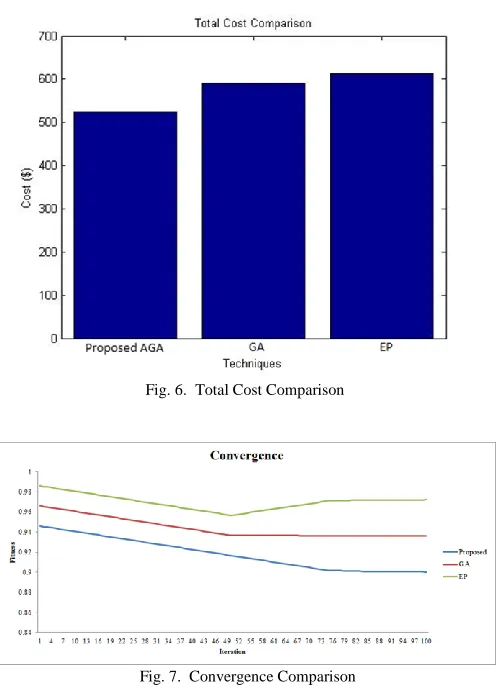
From the table III, the total no of take back products by our proposed AGA technique is 47, which are 6 numbers less than
GA and 8 numbers less than EP. The total disassembly cost by proposed approach is 30 $, which is 5 and 8 dollars less than that of GA and EP respectively. The total procurement cost by proposed approach is 25$ which is one dollar less than both GA and EP. The total cost for the complete reverse logistic by proposed AGA method is only 525$ but for GA and EP is 591 and 614 respectively. The graphical representation for these comparisons is given in fig 3 to 6.
The fig 3 to fig 6 the comparisons of take back products, disassembly cost, and procurement cost and total cost is given. These figures clearly show that the cost required for the E-O-L products D-T-O is comparatively less than that of the GA and EP. The convergence of proposed AGA technique is compared for proving the optimization performance and its graphical representation is given in fig 7.
In figure 7 the convergence chart is given, it clearly shows that the proposed AGA based multi objective meta-heuristic approach for the multi period E-O-L products D-T-O is better than that of conventional GA and EP based approaches. TABLEI
COMPONENT DETAIL PER PRODUCT
Item Component Material NPC D-Cost D- Method
1 Outer cover A 3 2 D
2 Power supply C 4 3 D
3 System fan P 3 2 D
4 RAM P 6 3 N
5 DVD Drive A 7 4 N
6 Hard Disk slot P 2 2 D
7 CPU P 6 2 N
8 Heat sink A 4 3 D
9 Hard disk A 6 2 N
A = Aluminium, C = Copper, P = Plastic, D = Destructive, N = Non-destructive, D-Cost = Disassembly Cost, D-method = Disassembly Method.
TABLEII
EXAMPLE E-O-L PRODUCT DETAILS
Product No Components details
Disassembly Method
1 100000000 D00000000
2 100000002 D0000000D
3 100000009 D0000000N
4 100000089 D000000DN
5 100000089 D000000DN
6 100000789 D00000NDN
7 100000789 D00000NDN
8 100006789 D0000DNDN
9 100056789 D000NDNDN
. . .
. . .
. . .
100 100456009 D00NND00N
D = Destructive, N = Non-destructive,
TABLEIII
COMPARISON OF VARIOUS TECHNIQUES
Technique Take products
Cost (in $)
Disassembly Procurement Total
Proposed
AGA 47 30 25 525
GA 53 35 26 591
So far the proposed approach for the multi period E-O-L
products D-T-O in reverse logistic analyzed by considering a case example and the performance is analyzed by comparing
with the conventional GA and EP based techniques. The performance analysis proved that the proposed AGA based approach has better performance in all aspects than the conventional GA and EP based approaches. Thus these analyses suggest that the proposed approach become a better option for the real time reverse logistic operations on E-O-L
products.
V. CONCLUSION
Reverse logistic is one of the motivated research are in recent years, because the technological growth makes huge hazardous waste like electronic, chemical etc. It also pollutes the environment, so it is essential to avoid and control such waste formation. Hence recycling or reusing is encouraged, so that the old products can make usable. The main reason behind this waste formation is technology growth, in order to upgrade the technology the consumers replace or brought new products. The old products are put into waste and it became hazardous waste. Hence manufactures are come forward to recycle old products, and it is often noted as E-O-L reverse logistic. Through this process the manufactures no need to put too much of cost for purchasing raw materials for their new products instead utilize the materials from old products. However there is a challenge arise for selecting the proper products with required quantity of E-O-L products for D-T-O. In this paper a now approach for the multi period E-O-L products D-T-O based on adaptive GA. The proposed approach categories the disassembly into two kinds they are Fig. 3. Comparison of Take back products
Fig. 4. Comparison of Disassembly Cost
Fig. 5. Comparison of Procurement Cost
Fig. 6. Total Cost Comparison
destructives and non-destructives, in destructives the products can damage and in non-destructives possibility of damage is less. In the proposed approach AGA is employed to select the best combination of products with appropriate quantity. The multi objective optimization is performed, and the objectives considered are procurement cost, disassembly cost, take back cost and take bake quantity. The implementation is done using Matlab tool by considering a case example and the performance is analyzed. The analysis proved that the proposed approach has better performance than the GA and EP with low cost and reduced quantity of E-O-L products. The proposed approach becomes a better option for multi period E-O-L product D-T-O.
REFERENCES
[1] B.S. Rathore, "Quality technical education: Challenges and strategic issues", In Proceedings of 1st R&D Symposium on The R&D Challenge before the Indian Industry: Time to have a look at ourselves, T.I.E.T., Patiala, Punjab, India, pp. 146-153, 2001
[2] M.Z. Muhammad, A.K. Char, M.R. Yasoa and Z. Hassan, "Small and medium enterprises (SMEs) competing in the global business environment: A case of Malaysia", International Business Research, Vol. 3, No. 1, pp. 66-75, 2010
[3] A. Jalan and B.H. Kleiner, "New developments in developing creativity" Journal of Managerial Psychology, Vol. 10, No. 8, pp. 20-23, 1995 [4] A. Ajitabh, and K. Momaya, "Competitiveness of firms: review of theory,
frameworks and models", Singapore Management Review, Vol. 26, No. 1, pp. 45-61, 2004
[5] H.H. Vanden-Kroonenberg, "Getting a quicker pay-off from R&D", Long Range Planning, Vol. 22, No. 5, pp. 51-58, 1989
[6] D. Leonard-Barton, "The role of process innovation and adaptation in attaining, strategic technology capability", International Journal of Technology Management, Vol. 6, No. 3/4, pp. 303-320, 1991
[7] J.E. Ettlie, "R&D and global manufacturing performance", Management Science, Vol. 44, No. 1, pp. 1-11, 1998
[8] C. Pegels, M.V. Thirumurthy, "The impact of technology strategy on firm performance", IEEE Transactions of Engineering Management, Vol. 43, No. 3, pp. 246-249, 1996
[9] A. Gungor and S. M. Gupta, "Issues in Environmentally Conscious Manufacturing and Product Recovery: A Survey", Computers and Industrial Engineering, Vol. 36, No. 4, pp. 811-853, 1999
[10] C. Prahinski and C. Kocabasoglu, "Empirical research opportunities in reverse supply chains", Omega, Vol. 34, No. 6, pp. 519–532, 2006 [11] D. S.Rogers and R. S. Tibben-Lembke, "An examination of reverse
logistics practices", Journal of Business Logistics, Vol. 22, No. 2, pp. 129–148, 2011
[12] E. Grenchus, R. Keene and C. Nobs, "Demanufacturing of Information Technology Equipment", In Proceedings of the 1997 IEEE International Symposium on Electronics and the Environment, San Francisco, California, pp. 157-160, 1997
[13] V. D. R. Guide, R. Srivastava and M. S. Spencer, "An Evaluation of Capacity Planning Techniques in a Remanufacturing Environment", International Journal of Production Research, Vol. 35, No. 1, pp. 67-82, 1997
[14] J. M. Bloemhof-Ruwaard, P. Beek van, L. Hordijk and L. N. Van Wassenhove, "Interactions Between Operational Research and Environmental Management", European Journal of Operational Research, Vol. 85, pp. 229-243, 1995
[15] L. Moyer and S. M. Gupta, "Environmental Concerns and Recycling / Disassembly Efforts in the Electronics Industry", Journal of Electronics Manufacturing, Vol. 7, No. 1, pp. 1-22, 1997
[16] Luu Quoc Dat, Doan Thi Truc Linh, Shuo-Yan Chou and Vincent F. Yu, "Optimizing reverse logistic costs for recycling end-of-life electrical and electronic products", Expert Systems with Applications, Vol. 39, pp. 6380–6387, 2012
[17] Chunguang Bai and Joseph Sarkis, "Flexibility in reverse logistics: a framework and evaluation approach", Journal of Cleaner Production, Vol. 47, pp. 306-318, 2013
[18] Mahdi Mahmoudzadeh, Saeed Mansour and Behrouz Karimi, "To develop a third-party reverse logistics network for end-of-life vehicles in Iran", Resources, Conservation and Recycling, Vol. 78, pp. 1–14, 2013 [19] Sónia R. Cardoso, Ana Paula F.D, Barbosa-Póvoa and Susana Relvas,
"Design and planning of supply chains with integration of reverse logistics activities under demand uncertainty", European Journal of Operational Research, Vol. 226, pp. 436–451, 2013
[20] Harold Krikke, Dianne Hofenkc and Yacan Wang, "Revealing an invisible giant: A comprehensive survey into return practices within original (closed-loop) supply chains", Resources, Conservation and Recycling, Vol. 73, pp. 239–250, 2013
[21] A.J.D. Lambert, "Disassembly sequencing: A survey", International Journal of Production Research, Vol. 41, pp. 3721–3759, 2003
[22] P. Imtanavanich and S.M. Gupta, "Multi-Criteria Decision Making for Disassembly-To-Order System under Stochastic Yields", In Proceedings of the SPIE International Conference on Environmentally Conscious Manufacturing IV, Pennsylvania, pp. 147-162, October 26-27, 2004 [23] W. Hui, X. Dong, and D. Guanghong, "A genetic algorithm for product
disassembly sequence planning", Neurocomputing, Vol. 71, pp. 2720-2726, 2008
[24] A. El-Sayed, E. Kongar, and S. M. Gupta, "A genetic algorithm approach to end-of-life disassembly sequencing for robotic disassembly", In Proceedings of the 2010 Northeast Decision Sciences Institute Conference, Alexandria, VA, pp. 402-408, 2010
APPENDIX
In this Appendix, the example case data considered for the experimental verification are listed:-
Product Components Method
44 123400089 DDDN000DN 45 123400789 DDDN00NDN 46 123400789 DDDN00NDN 47 123406789 DDDN0DNDN 48 123450000 DDDNN0000 49 123450009 DDDNN000N 50 123450089 DDDNN00DN 51 123450789 DDDNN0NDN 52 123456000 DDDNND000 53 123456009 DDDNND00N 54 123456089 DDDNND0DN 55 123456700 DDDNNDN00 56 123456709 DDDNNDN0N 57 123456789 DDDNNDNDN 58 200000003 D0000000D 59 203000000 D0D000000 60 203056789 D0D0NDNDN 61 203400000 D0DN00000 62 203406780 D0DN0DND0 63 203450000 D0DNN0000 64 203456000 D0DNND000 65 203456700 D0DNNDN00 66 203456780 D0DNNDND0 67 203456789 D0DNNDNDN 68 300000004 D0000000N 69 300400000 D00N00000 70 300450000 D00NN0000 71 300456000 D00NND000 72 300456700 D00NNDN00 73 300456700 D00NNDN00 74 300456780 D00NNDND0 75 300456789 D00NNDNDN 76 400000005 N0000000N 77 400050000 N000N0000 78 400056000 N000ND000 79 400056700 N000NDN00 80 400056780 N000NDND0 81 400056789 N000NDNDN 82 400056789 N000NDNDN 83 500006000 N0000D000
84 500006700 N0000DN00 85 500006780 N0000DND0 86 500006789 N0000DNDN 87 600000000 D00000000 88 600000007 D0000000N 89 600000700 D00000N00 90 600000780 D00000ND0 91 600000789 D00000NDN 92 700000000 N00000000 93 700000008 N0000000D 94 700000080 N000000D0 95 700000089 N000000DN 96 700000089 N000000DN 97 800000000 D00000000 98 800000009 D0000000N 99 800000009 D0000000N 100 900000000 N00000000
T. Sathish completed B.E. in Mechanical Engineering from Panimalar Engineering College, Chennai and he competed M.Tech in Manufacturing Technology from Prist University, Thanjavur. Currently he is a Research Scholar in St. Peters University, Chennai.
Dr. J. Jayaprakash completed UG in mechanical engineering and PG in Industrial engineering and PhD in design of production system. He is having more than 20 years of teaching experience. Presently he is working in as professor/mechanical in Dr. MGR Educational and Research Institute University, Chennai.