2017 International Conference on Computer Science and Application Engineering (CSAE 2017) ISBN: 978-1-60595-505-6
A Hybrid of Neural Networks and Genetic Algorithm on Multiple
Quality Improvement for Pre-Oriented Yarn
Mei-Ling Huang* and Wan-Chi Kuo
Department of Industrial Engineering and Management, National Chin-Yi University of Technology, 57, Sec. 2, Zhongshan Rd., Taiping Dist., 41170 Taichung, Taiwan
ABSTRACT
This study is concerned with a four steps approach to optimize the parameter combination of the multiple characteristic quality improvement for the pre-oriented yarn. First, problem is defined through the analytic hierarchy process (AHP) to specify the significant quality characteristics and control factors. Second, to greatly reduce the number of experiments, the orthogonal array of Taguchi method is applied for each single quality characteristic. The signal to noise ratios and the fuzzy inference method for quality characteristics are conducted. The artificial neural networks are implemented in the third step. The Taguchi-ANN-GA and Fuzzy-ANN-GA models are compared in this stage. Finally, the genetic algorithm is a plus to optimize the weights of the neural networks in this step. This study compares the RMSEs for multiple quality characteristics to summarize the best setting for the quality improvement of pre-oriented yarn.
INTRODUCTION
The pre-oriented yarn (POY) industry has transformed from exporting imported fabricated raw materials to supplying raw materials in the petrochemical industry to produce high-tech artificial fibres. With the continuing growth, the administrators aim to increase profit. Recently, analytic hierarchy process (AHP) has been applied in many fields [1-2]. This study uses AHP and the Taguchi method to analyse the physical properties of pre-oriented yarn (POY), including broken filament and toughness, where control factors aim to reduce broken filament and increase the toughness. The L18
(21×37) orthogonal array is used to significantly reduce the number of experiments. The novelty of this study is a hybrid of AHP, Taguchi, ANN, and GA is proposed to enhance the multiple characteristic product quality for the pre-oriented yarn in this study.
EXPERIMENT PLANNING OF AHP
In the following subsections, the related AHP method [3-4], Fuzzy-Taguchi multiple quality characteristic method [5-8] and the GA-ANN [9-10] method are illustrated in details.
Step 1: Specify the problem. The specific problem, scope, and effective factors are chosen by group decision through literature analysis and brain storming. The decision goal is the manufacturing quality of POY in the long fibre in this research; the significant factors consist of manufacturing control factors, raw materials, and manufacturing machines; and the possible criteria are modelling, toughness, color, and broken filament.
Step 2: Build the hierarchy structure. The decision party determines the evaluation criteria, sub-criteria, alternatives for significant factors affecting product quality through questionnaire, factor analysis, and cluster analysis, followed by deciding the binary relationships between each two factors. Finally, construct the whole hierarchy structure based on equivalent hierarchy analysis method.
A real example is given in this section. The objective is to examine the POY for the long fibre. Three dimensions include manufacturing control factors, manufacturing machines, and raw materials. Fourteen critical factors are included in the questionnaire, and ten questionnaires are filled out. With one invalid questionnaire, the left nine questionnaires are further processed. The Expert Choice software is used to calculate the eigenvalues and the maximum eigenvector in the matrix.
Step 3: Create the positive reciprocal matrix. To realize the relative significances among criteria, each two criteria are pairwise compared, and the 9-point scales are used for evaluation. For the quality inspection of POY for the long fibre, the evaluation criteria include forming, toughness, color, and broken filament. Experts conduct pairwise comparisons for each two factors based upon manufacturing yield.
Step 4: Evaluate the consistency of the hierarchy through the values in the positive reciprocal matrix. The consistency index (C.I.), the maximum eigenvalue in the matrix (λmax), and the consistency ratio (C.R.) are commonly used. The consistency ratio of the hierarchy is to evaluate the consistency exists for each single level and also within the whole hierarchy when the hierarchy level is greater than 1. When the values of and C.R. are unacceptable, we need to reconsider the selected factors and the relationship within them. Formula of C.I. and C.R. are as follows: C.I. = (max– n) / (n-1) and C.R.= C.I./R.I. TABLE I displays the ranks of AHP weights for three dimensions in this example. The weight of the whole hierarchy is the weight multiplication of levels 2 and 3. The calculation results of weights are 0.413, 0.260, and 0.327 for manufacturing control factor, raw material, and manufacturing machine, respectively. The values of C.R. for three dimensions are less than 0.1, which is acceptable in the AHP analysis. The manufacturing control factor ranks the first.
TABLE I. AHP WEIGHTS FOR THREE DIMENSIONS.
Dimension Weight Rank
Manufacturing Control Factor 0.413 1
Raw Material 0.260 3
Manufacturing Machine 0.327 2
EXPERIMENTAL RESULTS
improvement in Stage 1, and fuzzy inference is applied in stage 2. There are four control factors including one 2-level factor knotting device type (T), and three 3-level factors winding tension (W), oil rate (O), and knotting pressure (P). Thus, an orthogonal array L18 (21×33) is adopted. Two quality characteristic including broken
filament and toughness are detected.
Experimental Results of Taguchi-ANN-GA Models
[image:3.612.101.475.279.413.2]The back-propagation neural network was created based on the experiment responses of broken filament and toughness. There are input layer, hidden layer, and output layer in the ANN model. The number of neurons is three in the hidden layer, the training algorithm is “Trainbr”, the transfer function in the output layer is “purelin”, and the root-mean-square-error (RMSE) is used to evaluate the performance of the neural network. The convergence results of Taguchi-ANN and Fuzzy-ANN models for multiple quality characteristics are displayed in Figure 1.
Figure 1. The experimental results of Taguchi-NN and Fuzzy-NN models.
All the weights in the neural network form one string in GA as a member of the population. And the RMSE is used to evaluate the fitness degree of the model. Fitness of each chromosome is computed by minimum optimization method. The equation is shown below. 2 1 ) ( 1 J
Minimum n j
i j y y n
(1)
where yj (Maxy Miny ) NNoutputj Minyj j
j
2 ˆ 1 ) _ ( 3 3 2 2 1 1 output Bias w HN w HN w HN output NN (2) Subject to ax Min HP
HP chromosome M (3)
is an output vector in the hidden layer, is the weight matrix between
input and hidden layers, is the partial weight matrix for hidden layer,
and is the chromosome.
be gained. The weights represented by the chromosome in the final converged population are the optimized connection weights of the ANN. The RMSEs of Taguchi-ANN-GA model for single quality characteristics broken filament and toughness are 1.235 and 2.327, respectively.
The hidden layer in Taguchi-ANN-GA model for multiple quality characteristics are determined by Eq. (4), where HW and HB are the weight matrix and partial weight matrix, respectively, in the hidden layer.
i n
i n n
i input HW HB HN
3
1
(4)
The prediction values are computed through output neurons in Eq. (5), where PW
and PB are the weight matrix and partial weight matrix, respectively, in the output layer.
PB PW HN
PW HN PW HN output
) (
3 3
2 2 1 1 1
(5)
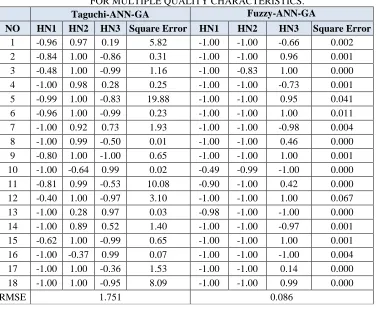
[image:4.612.113.489.331.640.2]TABLE II displays the results of Taguchi-ANN-GA model and results of Fuzzy-ANN-GA model for multiple quality characteristics, where SE denotes the square error. The RMSEs for those two models are 1.751 and 0.086.
TABLE II. THE RESULTS OF Taguchi-ANN-GA MODEL FOR MULTIPLE QUALITY CHARACTERISTICS.
Taguchi-ANN-GA Fuzzy-ANN-GA
NO HN1 HN2 HN3 Square Error HN1 HN2 HN3 Square Error
1 -0.96 0.97 0.19 5.82 -1.00 -1.00 -0.66 0.002 2 -0.84 1.00 -0.86 0.31 -1.00 -1.00 0.96 0.001 3 -0.48 1.00 -0.99 1.16 -1.00 -0.83 1.00 0.000 4 -1.00 0.98 0.28 0.25 -1.00 -1.00 -0.73 0.001 5 -0.99 1.00 -0.83 19.88 -1.00 -1.00 0.95 0.041 6 -0.96 1.00 -0.99 0.23 -1.00 -1.00 1.00 0.011 7 -1.00 0.92 0.73 1.93 -1.00 -1.00 -0.98 0.004 8 -1.00 0.99 -0.50 0.01 -1.00 -1.00 0.46 0.000 9 -0.80 1.00 -1.00 0.65 -1.00 -1.00 1.00 0.001 10 -1.00 -0.64 0.99 0.02 -0.49 -0.99 -1.00 0.000 11 -0.81 0.99 -0.53 10.08 -0.90 -1.00 0.42 0.000 12 -0.40 1.00 -0.97 3.10 -1.00 -1.00 1.00 0.067 13 -1.00 0.28 0.97 0.03 -0.98 -1.00 -1.00 0.000 14 -1.00 0.89 0.52 1.40 -1.00 -1.00 -0.97 0.001 15 -0.62 1.00 -0.99 0.65 -1.00 -1.00 1.00 0.001 16 -1.00 -0.37 0.99 0.07 -1.00 -1.00 -1.00 0.004 17 -1.00 1.00 -0.36 1.53 -1.00 -1.00 0.14 0.000 18 -1.00 1.00 -0.95 8.09 -1.00 -1.00 0.99 0.000
DISCUSSION
TABLE III. RMSE COMPARISION OF DIFFERENT MODELS.
Model Single Quality Characteristic Multiple Quality Characteristics
Broken filament Toughness
Taguchi-ANN 1.964 2.947 4.483
Fuzzy -ANN - - 0.018
Taguchi-ANN-GA 1.235 2.327 1.751
Fuzzy -ANN-GA - - 0.086
In TABLE III, for RMSE comparison, the RMSEs for broken filament are 1.964 and 1.235 from Taguchi-ANN and Taguchi-ANN-GA models. The RMSEs for toughness are 2.947 and 2.327 from Taguchi-ANN and Taguchi-ANN-GA models. And the RMSEs for combined quality characteristics are 4.483, 0.018, 1.751 and 0.086 from Taguchi-ANN, Fuzzy-ANN, Taguchi-ANN-GA, and Fuzzy-ANN-GA models. The lower RMSE, the better performance the model is. Obviously, both Taguchi-ANN-GA models have lower RMSEs for single quality characteristic broken filament (RMSE=1.235) and toughness (RMSE=2.327) than Taguchi-ANN models (RMSE=1.964 and 2.947, respectively). For multiple quality characteristics, fuzzy models are better than Taguchi models no matter with or without GA. The Fuzzy-ANN model dominates the other prediction models for multiple quality characteristics. Although Fuzzy-ANN model achieves the best results (RMSE=0.018), through optimizing the weights of neural networks, model with GA still guarantees the acceptable RMSEs (RMSE=0.086). The limitation of the study is the best setting found in this study is only for the specific pre-oriented yarn; methodology proposed in this study could be applied on other similar products.
CONCLUSIONS
This study proposed a hybrid of AHP, Taguchi, ANN, and GA to enhance the multiple characteristic product quality for the pre-oriented yarn. The analytic hierarchy process is used to define the significant quality characteristics, the broken filament and toughness, and four control factors. The orthogonal array of Taguchi method is applied to greatly reduce the number of experiments. The S/N ratios of the Taguchi-ANN and Fuzzy-ANN models are compared. Then the genetic algorithm is to optimize the weights of the neural networks, and the root-mean-square-error of Taguchi-ANN-GA and Fuzzy-ANN-GA are compared. The results show that POY broken filament is reduced and toughness is enhanced for POY. The methodologies proposed in this study can possibly be applied on other textile product in the future.
REFERENCES
2. Zhiqiang Geng, Zun Wang, Chenglong Peng, and Yongming Han, 2016. “A New Fuzzy Process Capability Estimation Method Based on Kernel Function and FAHP,” IEEE Transactions on Engineering Management, 63(2): 177-188.
3. Saaty TL and Peniwati K. 2008. Group Decision Making: Drawing out and Reconciling Differences. Pittsburgh, Pennsylvania: RWS Publications.
4. Saracoglu BO. 2013. “Selecting industrial investment locations in master plans of countries,” European J. of Industrial Engineering, 7(4): 416-441.
5. Singh G., Kumai P., and Goyal D. 2014. “A Review: Fuzzy Logic and Its Application,” National Conference on Synergetic Trends in engineering and Technology (STET-2014), pp. 61-66. 6. Ross P.J. 1998. Taguchi Techniques for Quality Engineering. New York: McGraw-Hill. 7. Ross T.J. 2010. Fuzzy Logic with Engineering Applications. Third Ed., Wiley.
8. Takagi T. and Sugeno M. 1985. “Fuzzy identification of systems and its applications to modelling and control, Systems,” IEEE Transactions on Man and Cybernetics, SMC-15(1):116-132.
9. Donald OH. 1949. The Organization of Behavior. New York: Wiley.