Flow Improvement through the Implementation
of Station Concept in SFS
Anil A. Mahale Prof. P.M.Ravanan
M.Tech Scholar Associate Professor
Department of Production Engineering Department of Production Engineering
Veermata Jijabai Technological Institute Matunga , Mumbai 400019
Veermata Jijabai Technological Institute Matunga , Mumbai 400019
Abstract
The production industry has been experiencing a competitive environment and striving hard to find methods to reduce manufacturing cost, waste and improve quality. Flow improvement concepts are used by the industries to reduce work in progress inventories and also to reduce the waste for competing in the global market. Facilities layout is a systematic and functional arrangement of different departments, machines, equipments and services in a manufacturing industry. It is essential to have a well-developed plant layout for all the available resources in an optimum manner and get the maximum out of the capacity of the facilities. The efficiency of production depends on how well the various machines, services production facilities and employee’s amenities are located in a plant. This research paper aims to study and improve the current plant layout.. An Attempt is made to evaluate the current layout and to propose newshop layout. The ultimate goal is to speed up the process, there by increasing productivity through a proper utilization of man and machine. In a manufacturing industry, the layout and material flow in the shop floor decides its productivity. Material handling system also plays a key role in influencing productivity, throughput time and cost of the product. This research work has been carried out as a flow improvement through the application of station concept in production industry with the objective of time reduction. Efforts are made to reduce the motion waste in the shop floor. The problems in the current layout are identified and analyzed. Then the layout is required to be modified and the results to be compared with the current layout. The results will be an improvement in productivity. A new material handling system has to be designed and to be developed to reduce the motion wastes and unwanted transportation.
Keywords: Flow Improvement, Stations Concept, Flow Line Layout, SAW Arrangement
________________________________________________________________________________________________________
I.
I
NTRODUCTIONIndustry Challenges A.
The manufacturing industry faces numerous challenges in today’s marketplace. Some significant challenges are global competition, finding and keeping skilled labour, handling cost pressures, and adapting to different consumer needs.Among the options for competition are price (cost), quality, delivery, service, and flexibility. Efficiency of industrial production lines is crucial as it results in an improved production and utilization of available resources. Factors contributing to production line efficiency are manpower utilization and machine efficiency. Measuring the machine efficiency and man power utilization should be on-line, accurate and truthful. The management should be able to look for relevant production data and to accurately interpret these data in order to identify the various faults at production level and to immediately take steps to improve efficiency. However, faults are overwritten and reports are retouched with inaccurate information. An accurate and on line data management system can ensure that these problems are overcome.
A production line is a set of sequential process established on an industrial shop floor. A production process or a manufacturing process is the transformation of raw materials or components into finished products. The stages in a production process involve procurement, fabrication, assembly, testing, packaging and distribution. The production or manufacturing line s in industries can be categories into three type’s i.e. automated production lines, semi-automated production lines and manual production lines.The nature of a production line depends on the complexity of the manufacturing parts, the production volume, the sensitivity of the product and cost. Industries’ management plan and layout their production lines according to specific production requirements.
II.
I
NDUSTRY OVERVIEW(L&T Heavy Engineering) A.
L&T Heavy Engineering manufactures and supplies custom designed equipment to critical process industries such as fertilizer, chemical, refinery, petrochemical, and oil & gas, as well as to sectors such as nuclear power, aerospace and defence.
Fabrication Welding Machining Qa & Inspection
III.
L
ITERATURE REVIEWEfficiency of a plant layout can be increased by redesigning the plant layout using String diagram and Systematic layout planning. These fundamental guidelines, when designing a plant layout are to be considered. It is the basic set of guidelines to be followed during layout design and redesign. It provides basic details about the flow of material through the shop floor and the interrelation of various activities. It also explains about the material flow and layout design using string diagram. [1]
One such research explains about the planning methods and procedures for various types of production facility. The type of layout designs to be adopted and implemented during layout design and has also provided the key elements for layout design. The type of flow of material and the requirement of basic process of redesign is also explained. [2] Many industries use activity relationship charts (ARC) and diagrams for layout redesign and layout planning. The use of activity relationship diagram in designing a layout has provided a basic step for layout planning. [3]
Another research focuses on the problems occurred during designing flexible plant layouts for manufacturing facilities where product demands are subject to variability. A flexible layout is one that maintains low material handling costs despite fluctuations in the product demand levels. [4]
A research conducted in an industry explains about the warehouse redesign of a manufacturing plant Layout and also the problems faced during the redesign of the layout. [5]
IV.
S
HELL FABRICATION SHOP(
SFS)
In this shop, shells are manufactured with longitudinal seam welding. The shells are then transferred to other shops for further fabrication of specific project.
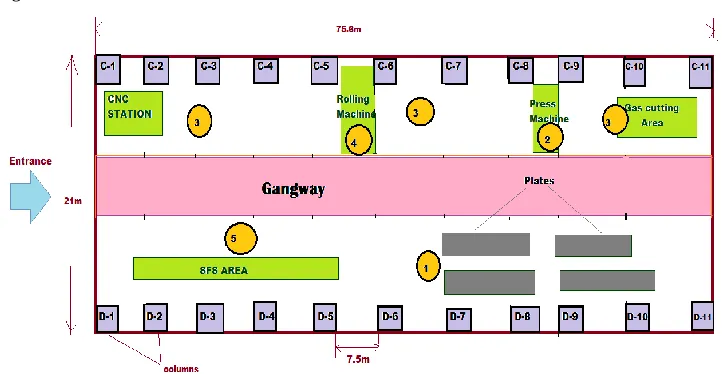
Fig 2: Layout of SFS
The shop is divided into different stations as follows: CNC Area
Rolling Area Press Area Gas Cutting Area
Shell setup and fabrication Facilities available at the shop
Hydra
Loading-Unloading Trailer 10 & 25 Ton capacity cranes Evner Beam
V.
W
HAT IS SHELL?
Shell is the main body of pressure vessel. Shells are of two types.
Cylindrical Spherical
Here in this shop, cylindrical shells are manufactured.
VI.
P
ROCEDURE OF SHELL MAKING IN SFS1) Plate cutting and WEP preparation 2) Edge Breaking
3) Rolling of plate
4) Longitudinal seam setup
5) Production Test Coupon Run in and run out 6) Preheating of long seam
7) Inter pass temperature:- 8) Post heating
9) Tack welding
10) Long seam setup inspection 11) Welding
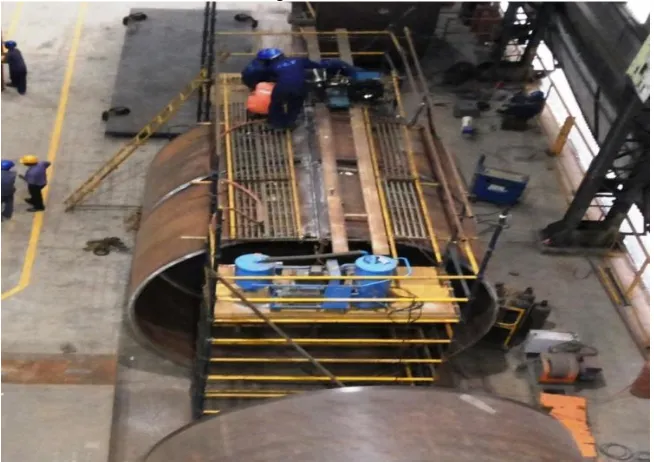
Complete welding is done after tack welding. Root run and hot pass welding is generally a SMAW process. After proper depth of welding is attained, SAW process is carried out. This happens outside of the shell. 3-4 mm bead is maintained above the shell level thickness. After outside welding, chip back grinding is carried out from inside. Its MT or PT is done. Then the long seam from inside of the shell is ready for chip back SAW process. Inside flush grinding is done on long seam whenever necessary. Run in, run out and PTC are cut after welding process is completed. Now the shell is ready for after welding inspection.
Fig. 4: Root & Hotpass SMAW
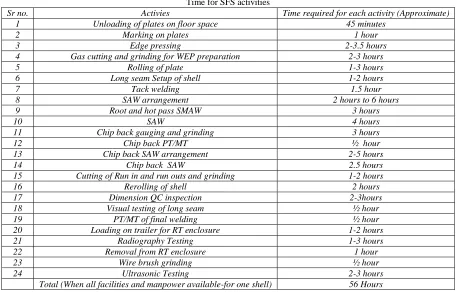
Table - 1 Time for SFS activities
Sr no. Activies Time required for each activity (Approximate)
1 Unloading of plates on floor space 45 minutes
2 Marking on plates 1 hour
3 Edge pressing 2-3.5 hours
4 Gas cutting and grinding for WEP preparation 2-3 hours
5 Rolling of plate 1-3 hours
6 Long seam Setup of shell 1-2 hours
7 Tack welding 1.5 hour
8 SAW arrangement 2 hours to 6 hours
9 Root and hot pass SMAW 3 hours
10 SAW 4 hours
11 Chip back gauging and grinding 3 hours
12 Chip back PT/MT ½ hour
13 Chip back SAW arrangement 2-5 hours
14 Chip back SAW 2.5 hours
15 Cutting of Run in and run outs and grinding 1-2 hours
16 Rerolling of shell 2 hours
17 Dimension QC inspection 2-3hours
18 Visual testing of long seam ½ hour
19 PT/MT of final welding ½ hour
20 Loading on trailer for RT enclosure 1-2 hours
21 Radiography Testing 1-3 hours
22 Removal from RT enclosure 1 hour
23 Wire brush grinding ½ hour
24 Ultrasonic Testing 2-3 hours
Total (When all facilities and manpower available-for one shell) 56 Hours
VII.
S
AW PROCESS AND ITS ARRANGEMENTSubmerged Arc Welding A.
Submerged arc welding is an arc welding process that fuses together the parts to be welded by heating them with one or more electric arcs between one or more bare electrodes and the work piece. The submerged arc welding process utilizes the heat of an arc between a continuously fed electrode and the work. The heat of the arc melts the surface of the base metal and the end of the electrode. The metal melted off the electrode is transferred through the arc to the workpiece, where it becomes the deposited weld metal
SAW Arrangement for Long Seam Welding in the shop B.
The scaff holding arrangement is done in the shop with the use of pipes and clamps. 2-4 riggers required for this job depending upon size of the shell/cone. Also it depends on the available resources in the shop. Time for SAW scaffholding and track arrangement is min of 2 hours to a whole day.
Problems Facing in SFS C.
Fig. 7: Flow process of shell making
Where At
1) Unloading and marking of plates take place 2) Edge pressing takes place
3) Edge breaking and WEP preparation takes place at this alternative positions depending upon availability of space and manpower.
4) Rolling of plate to shell take place 5) Fabrication of shell
VIII.
F
LOW OF MATERIAL THROUGH DIFFERENT STATIONS IN THE SHOP(
IN DETAIL)
1) Trailer comes with a plate in the shop. The plate is unloaded in a plate cutting area near press machine, where a marking on a plate is done. Also WEP of cir-seam is done here. Punching on plate is also carried out here.
2) The plate is then taken for edge pressing on press machine for 3-4 hours depending on thickness and length. 3) After edge pressing, the plate is taken to plate cutting area for long seam WEP.
4) The plate is then transferred on rolling machine where plate is rolled to make shell.
5) Rolled plate is then taken for welding of long seam in shell fabrication area. Where welding and all inspection activities are carried out.
6) Then shell is then loaded on trailer or hydra to transfer in RT enclosure.
Problems in Flow line of Stations A.
It was observed that the floor condition was in a haphazard situation. Materials used to travel large distance from input receiving to cartooning.
The line supervisors were not strict enough to control the quality right at the first time. Process is carried out at random stations.
It is not a single line flow.
Rolling machine is idle for many times.
Random placing of plates in the plates in the shop due to improper spacing of other materials. Space problem for placing the material in the shop sometimes.
Unused area of around 3m x 5m in between rolling and press machine. Wastage of time due to random placing and handling the materials in the shop. Crane problem due to engagement on particular job for specific period.
So, a smooth, streamlined and continuous flow is really necessary to avoid all such unexpected occurrence. Table – 2
wastage of time due delay in activities
Sr. no Activities Wastage of time Delay reason
1 Unloading of plates 1-3 hours
Manpower unavailability, Unavailability of space,
Worker rest pauses, Previous load on machine,
2 Marking on plates 1-2 hours
3 Edge pressing 1-2 hours
4 WEP gas cutting & grinding 1-2 hours
6 Set up of long seam 1-3 hours
Gas cutter unavailability, Crane unavailability,
Shift change, Electricity stoppage,
Transportation, Inspection delay, Material handling,
7 Tack welding 1 hour
8 Inspection activity 1-3 hours
9 SAW arrangement 1-6 hours
10 SMAW & SAW welding 1 hour
11 Run in –Run out cutting & grinding 1-2 hours
12 Rerolling of shell 1-2 hours
13 Dimension inspection 1-3 hours
14 MT/PT 1-2 hours
15 Wire brush grinding 1 hour
16 RT 1-6 hours
17 UT 1-3 hours
Total possible delay for single shell 44 hours
Fig. 9: General breakdown of a production shift
In SFS,
Table - 3
Working and non-working durations 1 Planned shift length 12 hours 2 Planned operation time 10 hours 3 Planned downtime 2 hours 4 Actual operation time 9 hours 5 Unplanned downtime 1 hour Wastage of Time for SAW Arrangement
B.
1) Every time the size of shell is not same. So scaff holding arrangement for SAW is changed every time. 2) The scaffholding arrangement takes time of minimum 2 hrsupto a day.
3) Whole day can be taken for SAW arrangement. Because manpower availability is necessary for this. Minimum 2 Riggers are required for this job.
4) Pipes are arranged and fitted as support.
5) Loose arrangement results in accident and welding defects.
Fig 11: Side view of SAW arrangement
IX.
F
UTURE WORK IN IMPROVEMENT OF LINE FLOW AND SAW ARRANGEMENTFor Flow Improvement A.
1) Line improvement (Redesign layout)of flow of product through different stations with flexible time. 2) Avoiding waiting time because of delay in previous process and able to start other work within that time. 3) Making solution on space management on floor.
4) Making automated SAW arrangement system with the use of available resources in the shop.
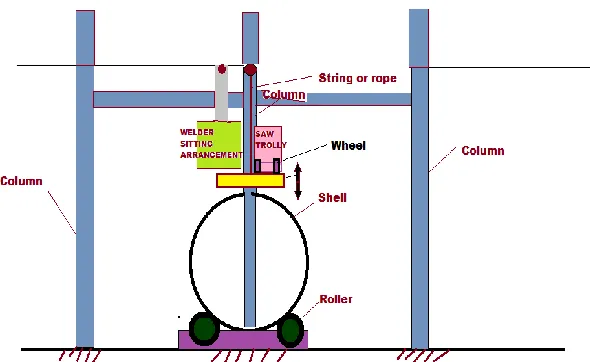
For SAW Arrangement B.
For SAW arrangement, scaffholding & track can be avoided, which takes lot of time upto a day. Instead automated beam arrangement on pillers/column can be done. The arrangement would be adjustable up and down. Also rope will help to bend the beam. SAW track will be made on beam where SAW trolly cab be put. Also small chair arrangement on beam can be done. Otherwise separate adjustable beam for sitting welder can be done.
Fig. 13: Suggestive SAW arrangement (Front view)
Fig. 14: Suggestive SAW arrangement (Side view)
Table - 4 Scope of Improvement
Sr.no. Present situation Wastage Target
(After improved flow layout) Minimum/Nill wastage 1. Total possible time wastage for one shell
making 44 hours
Less delayfor one shell
making Within 10 hours
2 Not a continuous flow. 1-2 hours for every activity Continuous flow Within 1 hour 3 Placing of plates at random places due
unavailability of space and other reasons
Large Floor space. (twice to thrice of actual space)
Placing of plates at particular place.
Only required space will be taken. 4 Crane unavailability due to improper
material flow. 2-3 hours
Crane availability due to
proper material flow Within 15 minutes
5 SAW arrangement time
And space requirement
More Manpower + Time uptoone day + arrangement
material
Automated SAW arrangement
Manpower only 1
person + Time
reducedupto 1 hour 6 Material handling time within shop 2-3 hours Reduced material handling
time. ½ hour
X.
R
ESULTS AND DISCUSSIONSThis study has provided a good exposure to facility planning and layout designs for the improvement of the efficiency. The choice of which type of facility layout to adopt can have a significant impact on the long-term success of a SFS. Instead of criterion of minimizing total distance travelled, one may wish to minimize the total distance of the material travelled.
more manpower and skilled labour. The potential benefits from the implementation and utilization of a flexible line flow and SAW arrangement will results in:
Less Waste
Fewer Workstations
Quicker Changes of Tools, Dies, and Stamping Machinery Reduced Downtime
Better Control Over Quality Reduced Labour
More Efficient Use of Machinery Work-In-Process Inventory Reduced Increased Capacity
Increased Production Flexibility
R
EFERENCES[1] R Muther, “Systematic Layout planning”, McGraw, 1955
[2] S. Tenwong et al., “Productivity improvement for the lamp manufacturing, a dissertation for Master’s degree in Manufacturing Systems Engineering, School of Engineering,” King Mongkut’s University of Technology Thonburi, 1991.
[3] S. Yookkasemwong, S. Pitchaya-anankul and AreeratBussarakamwadee, “Process Improvement for increasing efficiency of Cable Box Process, a project for Bachelor’s degree in Industrial Engineering, School of Engineering,” King Mongkut’s University of Technology Thonburi, 2005.
[4] M. Khansuwan and C. Poowarat, “A Study on Plant Layout Improvement”: A Case Study at Kritchai Mechanical Company Ltd., a project for Bachelor’s degree in Industrial Engineering, Faculty of Engineering, Thammasat University, 1999.