SIMULTANEOUSLY TRANS-ESTERIFICATION AND AMIDIFICATION
OF COCONUT OIL INTO COCAMIDE-DEA USING
HETEROGENEOUS CATALYST
Zuhrina Masyithah, Lina Simanjuntak and Sicilya Ruth Yudhika
Department of Chemical Engineering, Faculty of Engineering, Universitas Sumatera Utara Jalan Almamater, Medan, Indonesia E-Mail: [email protected]
ABSTRACT
Cocamide-DEA were synthesized by trans-esterification of coconut oil to fatty acid methyl ester (FAME) followed by amidification of FAME with diethanolamine (DEA) using CaO as a heterogeneous catalyst. The triglycerides in coconut oil were trans-esterified with methanol catalyzed by potassium hydroxide in the first step of the reaction. The trans-esterification reaction occurred in 3 h and GC spectra confirmed that FAME obtained was 84.08%. Furthermore, the amidification of a reaction of FAME was investigated by using Box Behnken Design and optimized using Response Surface Methodology (RSM). Several effective parameters were evaluated in term of substrate mole ratio (4/1-6/1 DEA/FAME), the solvent ratio (2/1-4/1 v/wFAME), and reaction time (3-5 h) on the percentage of fatty acid conversion to Cocamide-DEA. The results showed that the effect of each variable, the effect of the quadratic variable and the effect of interaction between variables were significant on the yield. In contrast, the quadratic effect of solvent ratio has a negative effect, although it is not significant for cocamide DEA acquisition. The optimal condition from RSM obtained was substrate mole ratio of 4/1 (DEA/FAME), the solvent ratio of 3/1 (v/wFAME) and reaction time of 4 h. Under the above condition, the maximum fatty acid conversion of 84.65% was obtained.
Keywords: coconut oil, fatty acid methyl ester, diethanolamine, box behnken design, cocamide DEA.
INTRODUCTION
Coconut oil has been received increasing attention in recent years due to its health effect potential and is the most stable and slowly oxidized vegetable oil, so it is widely used in the food, pharmaceutical, cosmetic and hair oil industries [1]. Coconut oil is a triglyceride which consists of 92% saturated fatty acids, most of them (about 70%) are medium chain fatty acids (MCFA), 6% are monounsaturated fatty acids and 2% polyunsaturated fatty acids [2, 3]. The biggest content of coconut oil is lauric acid [4]. Lauric acid can be used as raw material for making surfactants, so applying coconut oil needs to be developed because of their low cost and renewable.
One of the surfactants derived from coconut oil is cocamide DEA. Cocamide DEA is a surfactant obtained from the reaction between coconut oil and diethanolamine. The surfactant from diethanolamine is mainly found in cleaning agents such as soaps and shampoo, hair dyes and bath oils [5,6]. This material has the ability to increase foaming ability, stabilize foam, increase solution viscosity, and is effective in cleaning without drying effects due to natural fatty acids from its vegetable oils [7, 8].
Cocamide DEA synthesis starts from the reaction of trans-esterification of coconut oil. Trans-esterification reactions take place between triglycerides and alcohol, wherein the short chain of alcohol is converted to glycerol from each unit of triglycerides from oil [9]. This process can use catalysts of acids, bases, and enzymes. For low free fatty acid content such as coconut oil, the use of an alkaline catalyst for the trans-esterification process is preferred, because of the lack of soap formation reaction so that separation and purification will be easier [10].
The methyl ester is produced by trans-esterification of coconut oil with alcohol and then is
amidification to fatty acid amide compounds. The most common reactions to produce fatty acid amides are by reacting carboxylic acids and amines using metal catalysts, biocatalysts and microwave radiation [11]. Fatty acid amides are one of the most functional organic molecules because they contain proteins and peptides which are important polyamide groups [7]. Fatty acids amides are very widely applied in industries such as natural products, cleaning products, pharmaceutical products, agricultural chemicals, polymer materials, and lubricants [12, 13, 14].
The development of economic and environmentally friendly amide synthesis continues to be carried out. Heterogeneous catalysts can be a suitable choice because they meet the two criteria above and are easily separated and recyclable [15]. Heterogeneous catalysts are often more stable even though the reaction mechanism using heterogeneous catalysts is difficult to learn and often unknown [16]. Calcium oxide (CaO) which is non-toxic, inexpensive, and easily obtainable makes it the right choice to be used as a heterogeneous catalyst in the oxidation reaction [7]. Moreover, corrosion of equipment and environment contaminant are drawbacks associated with the use of homogeneous catalyst [17].
MATERIALS AND METHODS
Materials
An analytical grade of diethanolamine (C4H11NO2), calcium oxide (CaO), isopropanol, Methanol (CH3OH) and sodium hydroxide (NaOH) were obtained from Merck (Darmstadt, Germany). The coconut oil used as commercial oil that is Braco®. All others chemicals were analytical grade and from Merck (Darmstadt, Germany).
Experimental Design
In this study, the Box Behnken design was used with three factors: the substrate mole ratio, the solvent ratio and the reaction time. Each factor was coded at three levels: -1, 0 and +1. The range and level of variables in RSM studies are given in Table-1. To carry out the experiments, one dependent parameter was measured as a response [18].
The regression equation after the analysis of variance (ANOVA) gave the conversion of FAME as a function of substrate mole ratio (X1), a solvent ratio (X2) and reaction time (X3). Table 2 shows the results of the Box Behnken experiments for studying the effect of three independent variables along with the predicted mean and observed responses.
Table-1. The independent variables and levels investigated with the experimental values.
Test Run
Coded Variables Substrate
mole ratio, X1
Solvent ratio,
X2
Reaction time, X3
Conver- sion, Y (%)
1 -1 -1 0 77.83
2 1 -1 0 79.54
3 -1 1 0 90.57
4 1 1 0 65.90
5 -1 0 -1 77.85
6 1 0 -1 80.39
7 -1 0 1 80.39
8 1 0 1 65.90
9 0 -1 -1 76.13
10 0 1 -1 81.24
11 0 -1 1 79.54
12 0 1 1 71.01
13 0 0 0 82.95
14 0 0 0 84.65
15 0 0 0 86.36
Table-2. The results of prediction on the regression coefficients.
Term Coef. P
Constant (Y) 84.6533 0.000
Substrate mole ratio (X1) -4.3637 0.003
Solvent ratio (X2) -0.5400 0.525
Reaction time (X3) -2.3462 0.031
(X1)*(X1) -3.5204 0.029
(X2)*(X2) -2.6729 0.070
(X3)*(X3) -5.0004 0.008
(X1)*(X2) -6.5950 0.002
(X1)*(X3) -4.2575 0.013
(X2)*(X3) -3.4100 0.029
R-Sq = total squared = 96.21%
R-Sq(adj) = squares due to treatment = 89.40%
EXPERIMENTAL APPROACH
Base-catalyzed trans-esterification
The experimental approach was based on the research by Venkateswarulu et al., as follows [19]. The coconut oil is placed in the reaction vessel and heated to achieve the temperature of 60oC. The initial solution was prepared by adding 1% of NaOH in 6/1 molar of methanol (coconut oil/methanol). This solution was added to pretreated oil and stirred at 60oC for 60 min. After completion of the reaction, the mixture was placed in a separating funnel. Upon the decantation, two phases were performed; the upper layer was methyl ester and was separated from the lower glycerol layer. The methyl ester was washed 3-5 times with ionized water to remove soap and excess NaOH. Finally, the product was dried over Na2SO4 and the yield was calculated using GC. Often some excess methanol was present in the reaction evaporator.
CaO-catalyzed amidification
FAME and DEA at various of substrate mole ratios (4/1-6/1 DEA/FAME) were mixed according to the experimental design in 250 mL vials. The experiments were performed in isopropanol at the ratio of isopropanol to FAME 2/1-4/1 (v/wFAME) and catalyst concentration of 4% (w/wFAME). The reaction mixture was shaken at atmospheric pressure at 300 rpm, 70oC during 3-5 h. It was removed by filtration and the resulting white solid was washed with acetone and dried at 70oC in a Rotary Evaporator.
RESULTS AND DISCUSSIONS
Effect of substrate mole ratio
Observation of the effect of the substrate mole ratio to FAME conversion is shown in Figure-1. In the substrate mole ratio varies from 2/1 to 6/1 with a fixed reaction time of 1 hour it appears that the conversion of methyl esters to cocamide DEA tends to increase along with the increase in the substrate mole ratio to certain limits. The best FAME conversion was obtained at 6:1 substrate mole substrate and 1 hour reaction time of 89.96%.
The importance of diethanolamine in large quantities is due to the formation of six ring structures and the importance of additional molecules from the amine so so it needs to be used at least two equivalents of diethanolamine to achieve high amide yields [7].
Figure-1. The effect of solvent ratio to FAME conversion.
Effect of solvent ratio
Observation of the best types of solvents needed for the synthesis of cocamide DEA was carried out on the substrate mole ratio of 6/1 (DEA/FAME), 5% of catalyst concentration (w/wFAME), 3 hours of reaction time, 200 rpm of stirring speed and 80oC of temperature. The range of solvent ratio in this study is 1/1 - 4/1 (v/wFAME).
The results of determining the appropriate solvent ratio are shown in Figure-2 where it is seen that the highest FAME conversion was obtained at 2/1 solvent ratio of 90.57%.
The use of the right solvent ratio can increase the homogeneity of the substrate [13]. The amount of solvent may not completely dissolve the reactants and products. Other than that a large amount of solvent can dilute the reactants and catalysts so that it reduces the work of the catalyst [20]. Based on the description above, a solvent ratio of 2/1 (v/wFAME) is chosen for further research because it provides optimum results.
Effect of reaction time
Observation of the effect of reaction time on the conversion of FAME is shown in Figure-3. Observations were made at reaction time ranging from 1 hour to 5 hours. It can be seen from the observation that the conversion of methyl ester to cocamide DEA shows the best results (89.96%) in a 1 hour reaction time with the substrate mole ratio of 6/1 (DEA/FAME).
Figure-2. The effect of substrate mole ratio to FAME conversion.
Figure-3. The effect of reaction time on the conversion of FAME.
The use of a 5% CaO catalyst and an optimal temperature of 80oC as a fixed variable can also accelerate the reaction time. The temperature selection in this study is based on the boiling point of isopropanol of 82.5oC so that it will optimize the work of the solvent. And CaO catalyst is also a heterogeneous catalyst suitable for use in various types of reactions and is often used in trans-esterification reactions of triglycerides [7].
Optimization process
The purpose of optimization is to find one or several acceptable solutions to critical values of one or more of the objective functions. Optimization methods are important in practice, especially in engineering design, experimental test and trading decisions [21, 22]. The Box Behnken design enables the identification of the variables that play a significant role in cocamide DEA synthesis. Three variables were arranged for the optimization of the process. The independent variables, experimental range, and levels investigated in this study are given in Table 1. 75
80 85 90 95 100
1/1 2/1 3/1 4/1
Co
n
v
ersi
o
n
(
%)
Solvent Ratio (v/wFAME)
40 50 60 70 80 90 100
2/1 3/1 4/1 5/1 6/1
Co
nv
er
sio
n (
%)
Substrate Mole Ratio (DEA/FAME)
1 h 2 h 3 h 4 h 5 h
40 50 60 70 80 90 100
1 2 3 4 5
Co
nv
er
sio
n (
%)
Reaction Time (h)
2/1 (DEA/FAME) 3/1 (DEA/FAME)
4/1 (DEA/FAME) 5/1 (DEA/FAME)
Model fitting and analysis of variance
Before conducting a mutual interaction study between the three observed variables, an analysis of variance and compilation of models that represented the relationship of the three variables to the response was carried out. The results of prediction on the regression coefficients summarized in Table-2 showed a coefficient of determination R2 of 9.621, which means that the model explains 96.21% of the variability in the data. The experimental results of the Box Behnken design were fitted with a second-order polynomial function for estimation of the conversion of FAME:
Y= -4.364X1 - 2.346X3 - 3.52X12 - 5X32 - 6.59X1X2 - 4.257X1X3 - 3.41X2X3 (1)
where, Y = FAME conversion (%) ; X1 = substrate mole ratio (DEA/FAME) ; X2= solvent ratio (v/wFAME) and X3 = reaction time (h). The analysis of variance data in Table 2 is an adequate representation of the actual relationship between the response and significant variables (<0.005) and a satisfactory coefficient of determination (R2 = 0.9621). Furthermore, it was found that the substrate mol ratio, ratio solvent, and temperature are more highly important for increase conversion. Strong interaction even though less significant is between the substrate mole ratio and reaction time.
Mutual effect of substrate mole ratio and solvent ratio
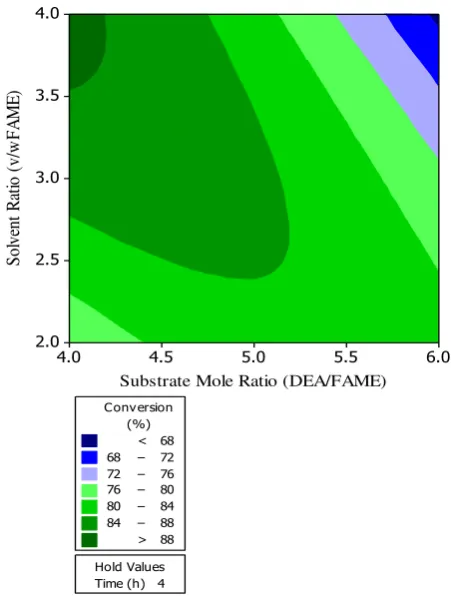
[image:4.595.317.543.94.395.2]The mutual interaction between substrate mole ratio and solvent ratio appears to be highly significant as indicated by the probability value of the interaction term is 0.002. The interpretation of the relevant data is in line with the contour plot in Figure-4. Increasing the amount of amine causes an increase in the percentage of amidification. A decrease in the percentage of conversion can be observed at higher DEA to FAME molar ratios. This indicates that DEA is a terminal inhibitor of CaO and its influence can increase in a high solvent ratio due to the increase of substrate solubility. At a small substrate ratio, where the excess fatty acid substrate is used, the amine will be esterified to amine esters which will reduce the conversion of amines to amides.
[image:4.595.317.539.437.731.2]Figure-4. Response contour plot of the effect of substrate mole ratio and solvent ratio.
Figure-5. Response contour plot of the effect of reaction time and substrate mole ratio.
Substrate Mole Ratio (DEA/FAME)
T
im
e
(h
)
6.0 5.5
5.0 4.5
4.0 5.0
4.5
4.0
3.5
3.0
– – –
Solv ent Ratio (v /wFA ME) 3 Hold Values > – – – < 70
70 75
75 80
80 85
85 (%) C onv ersion
Time (h) 4 Hold Values >
– – – – –
< 68 68 72 72 76 76 80 80 84 84 88 88 (%) C onv ersion
Substrate Mole Ratio (DEA/FAME)
S
ol
ve
nt
R
at
io
(
v/
w
F
A
M
E
)
6.0 5.5
5.0 4.5
4.0 4.0
3.5
3.0
2.5
2.0
Amine ester yield can be reduced by using high amine concentrations in the reaction mixture [6]. However, in this condition, the excess amine which is not easily dissolved will inhibit the mass transfer of the system so that it will reduce the gain. Besides that, the use of excess amine will increase the cost of the surfactant produced and will complicate the purification of the product [8].
Mutual effect of reaction time and substrate mole ratio
Response contour plot in Figure-5 states the effect of reaction time and substrate mole ratio on cocamide synthesis at 70oC, 300 rpm, 4% catalyst concentration and solvent ratio of 3/1 (v/wFAME). A high percentage of FAME conversion (85%) can be achieved by employing a wide range of reaction time from 3 to 5 hours. In this graph also shows the tendency of the conversion to decrease after a reaction time of 4.5 hours and a substrate ratio of more than 5/1 (DEA/FAME). The optimum reaction time is obtained at the center of the ellipse, which is 4 hours and the mole ratio of the substrate 4/1-5/1 (DEA/FAME).
Prolonged reaction time can cause side reactions namely saponification of methyl esters and also the trans-esterification reaction of methyl esters with ethanolamine [23]. Based on this theory, the time above 5 hours is likely to cause side reactions and reduce the yield of amides produced.
Mutual effect of reaction time and solvent ratio
Figure-6 depicts the contour plot regarding the effects of reaction time and solvent ratio and their interactions on the synthesis of cocamide DEA at 5/1 substrate mole ratio, 70oC temperature, 4% catalyst concentration and 300 rpm stirring speed. The maximum predicted conversion is located on the contour surface in the smallest ellipse at 3.5 to 4 hours and the solvent ratio is 3/1 (v/wFAME).
The use of the solvent ratio aims to dissolve the sample without reacting thus increasing the homogeneity of the reaction [17]. Alkyl ethanolamide and monoethanolamine surfactants are more soluble in polar alcohol solvents than nonpolar solvents. Alcohol is also a good solvent to dissolve between ethanolamine and ethanolamide products [14]. Based on this theory, the selection of the isopropanol solvent is considered appropriate.
The amount of a small solvent does not completely dissolve the product and reactants. A large amount of solvent will dilute the reactant and reduce the catalyst work efficiency [20]. Based on the description above, the solvent ratio of 3/1 (v/wFAME) shows optimum results and is in accordance with the theory.
Identification of cocamide DEA
According to Silverstein et al., at the peak of absorption in asymmetric and symmetric wave regions 2925 cm-1 and 2855 cm-1 showed the presence of groups of methylene compounds [24]. From the results of the FT-IR sample spectrum test in Figure-7, it shows the peak absorption in the area of 2922.60 cm-1 and 2851.15 cm-1 indicates the presence of a methylene group. Vibration
C=O for unsaturated esters is at wave number 1800-1700 cm-1, vibration -CH3 at wave number 1446 cm-1 and vibration of O-CH3 which shows biodiesel group at wave number 1196 cm-1. C-O vibration for saturated esters is in the wave number 1030.98 cm-1 - 1240.08 cm-1 [24].
Figure-6. Response contour plot of the effect of reaction time and solvent ratio.
Figure-7. Cocamide DEA spectrum result.
From the results of the FT-IR sample spectrum test, showing the peak absorption in the wave area 1740.97 cm-1 shows the presence of groups C=O and 1113.49 cm-1, 1167.76 cm-1, 1196.23 cm-1 indicating the presence of CO group in this wave number region which shows the sample contains saturated and unsaturated ester groups, absorption peaks of 1436 cm-1 for groups -CH3, and 1196.23 cm-1 for O-CH3 groups. Furthermore, the ester group will be converted to amide in further research on the manufacture of cocamide diethanolamine.
Solvent Ratio (v/wFAME)
T
im
e
(h
)
4.0 3.5
3.0 2.5
2.0 5.0
4.5
4.0
3.5
3.0
– – – – – –
Substrate Mole Ratio (DEA /FA ME) 5 Hold Values
>
– – – – – –
CONCLUSIONS
Based Modeling and optimization of the amidification of FAME from coconut oil with DEA using CaO catalyst were successfully performed by Box Behnken Design and Response Surface Methodology. In comparison with the one factor at a time design, Box Behnken with RSM is more efficient. The R2 (0.9621) shows a high correlation between predicted and experimental values. The obtainable model can be useful to design industrial-scale reactors for the synthesis of cocamide DEA.
ACKNOWLEDGEMENTS
This research was supported by Universitas Sumatera Utara (USU) through research grant No. 2590/UN5.1.R/PPM/USU/2018.
REFERENCES
[1] Moigradean D., Poiana M. A. and Gogoasa I. 2012. Quality characteristics and oxidative stability of coconut oil during storage. J. Agroaliment. Processes Technol. 18: 272-276.
[2] Khan M. S., Lari Q. H. and Khan M. A. 2016. Physico chemical and pharmacological prospective of roghan-e-narjeel (coconut oil). Int. J. Pharm. Sci. Res. 7: 1286-1291.
[3] Masyithah Z. 2017. Parametric study in production of virgin coconut oil by fermentation method. Orient J. Chem. 33: 3069-3076
[4] Boemeke L., Marcadenti A., Busnello F. M. and Gottschall C.B.A. 2015. Effect of coconut oil on human health. Open J. Endocr. Metab. Dis. 5: 84-87.
[5] Vala G. S. and Kapadiya P. K. 2014. Medicinal benefits of coconut oil. Int. J. Life Sci. Biotechnol. Pharma Res. 2:124-126.
[6] Masyithah Z. and Herawan T. 2017. Optimization of enzymatic synthesis of oleoyl-diethanolamide in solvent-free system. J. Pure. App. Microbiol. 11: 1327-1336.
[7] Kumar D., Kuk H. and Ali A. 2016. One-pot solvent-free synthesis of fatty acid alkanoamides from natural oil triglycerides using alkali metal doped cao nanoparticles as heterogeneous catalyst. J. Ind. Eng. Chem. 38: 43-49.
[8] Masyithah Z., Sitohang L. V. and Sihombing M. P. 2017. Synthesis of azelaic acid from oleic acid with green oxidant H2O2/H2WO4. ARPN J. Eng. App. Sci. 12: 7031-7038.
[9] Azduwin K., Sahardi N. S., Ridzuan M. J .M. and Ahmad A.A. 2016. Transesterification of waste fryning oil (WFO) using waste chicken bone as a catalyst. J. Eng. App. Sci. 11: 2508-2513.
[10]Lin H. C. and Tan C. S. 2014. Continuous transesterification of coconut oil with pressurized methanol in the presence of a heterogeneous catalyst. J. Taiwan Inst. Chem. Eng. 45: 495-503.
[11]Tinnis F., Lunberg H. and Adolfsson H. 2012. Direct catalytic formation of primary and tertiary amides from non-activated carboxlic acids, employing carbamates as amine Source. Adv. Synth. Catal. 354: 1-7.
[12]Allen C., Liana A., Chhatwal R. and William J. M. J. 2012. Direct amide formation from unactivated carboxylic acids and amines. Chem. Commun. 48: 666-668.
[13]Masyithah Z., Ashari M., Annisa N., Erwin, Ginting A. 2018. Synthesis of palmitoyl-ethanolamide from palmitic acid and monoethanolamine: analysis of variance and surfactant characteristics. ARPN J. Eng. App. Sci. 13: 9352-9358
[14]Wang X., Han Z., Chen Y., Jin Q. and Wang X. 2016. Scalable synthesis of oleoyl ethanolamide by chemical amidation in a mixed solvent. J. Am. Oil Chem. Soc. 93: 125-131.
[15]Natthapon S. and Krit S. 2014. Optimization of methyl ester production from palm fatty acid distillate using single step esterification: a response surface methodology approach. ARPN J. Eng. App. Sci. 10: 7075-7079.
[16]Lunberg H., Tinnis F. and Adolfsson H. 2012. Direct amide of non-activated carboxylic acids and amines catalysed by zirconium (IV) chloride. Chem. Eur. J. 18: 3822-3826.
[17]Al-Mulla E. A. J., Wan Yunus W. M. Z., Ibrahim N. A. and Rahman M. Z. A. 2010. Enzymatic synthesis of fatty amides from palm olein. J. Oleo Sci. 59: 59-64.
[19]Venkateswarulu T.C., Raviteja C.V., Prabhaker K.V., Babu D.J., Reddy A.R., Indira M. and Venkatanarayana A. 2014. A Review on methods of transesterification of oils and fats in bio-diesel formation. Int. J. Chem Tech Res. 6: 2568-2576.
[20]Wang X., Chen Y., Jin Q., Huang J. and Wang X. 2013. Synthesis of linoleoylethanolamide. J. Oleo Sci. 62: 427-433.
[21]Brown H. M. 2013. Optimization of the production of lubricating oil from re-refined used lubricating oil using response surface methodology. ARPN J. Eng. App. Sci. 8: 749-756.
[22]Lee A., Chaibakhsh N., Rahman M. B. A., Basri M. and Tejo B.A. 2010. Optimized enzymatic synthesis of luvulinate ester in solvent-free system. Ind. Crops Prod. 32: 246-251.
[23]Zhang, J., D. Cai, S. Wang, Y. Tang, Z. Zhang, Y. Liu and X. Ga, 2014. Efficient method for the synthesis of fatty acid amide from soybean oil methyl ester catalysed by modified CaO. The Canadian J. Chem. Eng., DOI 10.1002/cjce.21948.