J Wood Sci (2001) 47:350-355 9 The Japan Wood Research Society 2001 O R I G I N A L A R T I C L E
G u a n g p i n g H a n 9 Kenji U m e m u r a 9 M i n Z h a n g Takahisa H o n d a 9 Shuichi K a w a i
Development of high-performance UF-bonded reed and wheat straw
medium-density fiberboard
Received: June 28, 2000 / Accepted: October 6, 2000
Abstract Urea formaldehyde resin-bonded reed and wheat straw fiberboards were produced from the fibers made under different steam cooking conditions in refining processes at densities of 500 and 700kg/m 3. The effect of steam cooking conditions on the board properties was examined. The steam pressure and cooking time for reed and wheat straws were 0.4MPa/10min and 0.4MPa/5min, respectively, and 0.6 MPa/3 min and 0.6 MPa/10 min for both straws. The effect of steam cooking treatment before the fiber refining process on the wettability and weight losses of the straws was also investigated. The results indicated that the mechanical properties and linear expansion of the straw medium-density fiberboard (MDF) were improved with increasing steam cooking pressure and time during the refining process, whereas the thickness swelling (TS) did not vary much. The wettability of the straws was improved by cooking treatment. The steam cooking conditions had little effect on the wettability of the straw surfaces. For reed and wheat straws, the weight losses increased with in- creasing steam pressure and cooking time. In addition, it was found that the properties of M D F were significantly higher than those of particleboard, especially the internal bond (IB), where the IB values of MDF were more than 10 times higher than those of particleboard. All the pro- perties of the straw MDF, except the TS of wheat board,
G. Han ( ~ ) - S. Kawai
Wood Research Institute, Kyoto University, Uji, Kyoto 611-0011, Japan
Tel. +81-774-38-3677; Fax +81-774-38-3678 e-mail: [email protected] K. Umemura 9 M. Zhang
Forestry and Forest Products Research Institute, Tsukuba 305-8687, Japan
T. Honda
Daiken Corporation, Kaigandori 2-5-8, Okayama 702-8045, Japan
can meet the requirement of JIS fiberboard standard. The high performances of M D F could be due to the improved wettability and the removal of extractives during the refining process.
K e y words Urea formaldehyde resin 9 Reed straw 9 Wheat straw. MDF
Introduction
The structure of straws from annual plants such as reed and wheat is less homogeneous than that of softwood and even hardwood. Morphologically, straw is more complicated than wood. Straw contains a relatively large number of elements, including the actual fibers, parenchymal cells, vessel elements, and epidermal cells, which contain a high amount of ash and silica. In a cross section of straw, the epidermal cells are the outermost surface cells, covered by a thin wax layer. This surface layer deteriorates the moisture absorbence of straw from water-based adhesives such as urea-formaldehyde (UF) resin. It therefore acts as a barrier to the gluing of straw with UF resin. 1-7 Removing this bonding barrier layer from straw materials has been a technical problem for performance enhancement of straw panels.
Materials and methods
Raw materials
Reed and wheat straw materials (including leaves), as for previous studies, 7-9 were obtained from northeastern China. A commercial UF resin adhesive (TKB-1), with a solid content of 65% and a U/F molar ratio of 1.0:1.4, was supplied by Oshika Shinko (Japan). An NH4C1 solution of 20% concentration was used as a hardener for the UF resin, with the addition level of 5% based on the resin solid weight.
Preliminary experiment
Oven-dried reed and wheat straws of 10cm length (about 5g) were cooked with steam using a thimble filter. The thimble filter was loosely tied with a wire before putting it into a cooking cell to prevent the straw blocks from bursting out of the filter. The steam pressures were 0.2, 0.4, 0.6, and 1.0 MPa. The cooking times for each pressure level were 5 and 10rain. The weights of samples after oven drying at 105~ for 24h were measured before and after cooking, and the weight losses were then calculated. The wettability of treated samples was evaluated. Wettability is expressed as the advancing contact angle of distilled water on the outer surface of the straw. Measurement of the contact angle was the same as in the previous study] Seven replicates were used for each condition.
Manufacture of medium-density fiberboard
Fibers were made from reed and wheat straws of about 5 cm length using a pressurized single disk refiner with a refiner plate diameter of 305mm (BRP45-300SS, Kumagai Riki Kogyo). The straw was steamed in a 6-1 pressure vessel and then passed to the refiner plate (plate gap 0.37mm). A designated pressure was maintained in the system by a constant supply of steam. Based on the results of the preliminary experiment, three steam cooking conditions for each straw were used, as shown in Table 1. Refined fiber was vented from the refiner housing into a blowline connected to a continuous flash dryer. The moisture content (MC) of the obtained fiber was about 12%-15%. The dimensions of the fibers are shown in Table 2. The lengths and diameters of 200 randomly chosen fibers were
measured after photographs of the fibers were obtained at 25• magnification, and the length/diameter ratio of each fiber sample was calculated.
The fibers were dried again at 60~ to the target MC of 2 % - 3 % before they were blended with adhesive. The UF resin was added to the fibers in an air-cyclic pipeline using a spray gun. The resin addition level was 15% based on the oven-dried weight of the fibers. Mats were formed by passing the blended fibers through another pipeline that ended in a forming box. A total of 12 mats were platen- pressed at 130~ for 5 rain. A three-phase pressing schedule was used to avoid blowing. The board dimension was 370 • 355 • 6 m m with target densities of 500 and 700kg/m 3 for each condition.
Evaluation of panel properties
For conventional evaluation of mechanical properties and dimensional stability, the test boards were conditioned for 2 weeks under 20~ and 65% _+ 5% relative humidity (RH). The unsanded boards were then evaluated according to the Japanese Industrial Standard for fiberboard (JIS A 5905, 1994).
The static bending test in the dry condition was conducted on three specimens of 50 • 200mm from each board, using a three-point bending test over an effective span of 150mm at a loading speed of 10ram/rain. Five specimens with dimensions of 50 • 5 0 m m from each board were tested for internal bond (IB) and thickness swelling (TS).
In addition to the standard water soaking test, two specimens of 50 • 200mm were prepared from each board to test linear expansion (LE), thickness change (TC), and equilibrium moisture content (EMC) under a relative humidity (RH) conditioning cycle of 33%, 66%, and 98%. The initial and final dimensions and weights were measured after oven drying at 50~ under vacuum for 36 h followed by 105~ for 5h. The corresponding changes in length, thickness, and weight were examined after the test samples were conditioned to equilibrium at 33%, 66%, and 98% R H
over saturated solutions of MgC12, NaNO2, and CaSO4,
respectively, in airtight chambers at 20~ The length was
measured to the nearest 0.01mm by means of a linear gauge
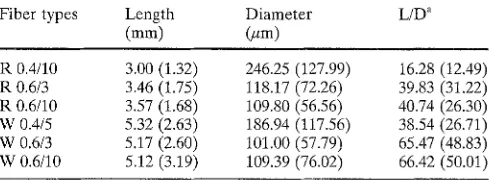
Table 2. Dimensions of fibers under various cooking conditions during the refining process
Fiber types Length Diameter L/D ~
(mm) (~tm)
Table 1. Experimental variables of steam cooking in refining processes R 0.4/10
Code Straw types Steam pressure (MPa) Steaming time (min) R 0.6/3 R 0.6/10
0.4/5 W 0.4 (140~ ~ 5 W 0.4/5
0.4/10 R 0.4 (140~ 10 W 0.6/3
0.6/3 R, W 0.6 (160~ 3 W 0.6/10
0.6/10 R,W 0.6 (160~ 10
R, reed; W, wheat
The figures in parentheses are the corresponding temperatures of the steam pressures
3.00 (1.32) 246.25 (127.99) 16.28 (12.49) 3.46 (1.75) 118.17 (72.26) 39.83 (31.22) 3.57 (1.68) 109.80 (56.56) 40.74 (26.30) 5.32 (2.63) 186.94 (117.56) 38.54 (26.71) 5.17 (2.60) 101.00 (57.79) 65.47 (48.83) 5.12 (3,19) 109.39 (76.02) 66.42 (50.01)
Refer to Table 1 for the explanation of fiber types
The results are given as averages and standard deviations (in parenthe- ses) from the mean values of 200 randomly chose n fiber samples
352
sensor, which was fixed on a p l a t f o r m with the sensor p a r a l - lel to the l e n g t h d i r e c t i o n of the specimen.
Results and discussion
Effect of s t e a m c o o k i n g t r e a t m e n t on w e t t a b i l i t y and weight loss of straws
F i g u r e 1 shows the c o n t a c t angles and weight losses of r e e d a n d w h e a t straws u n d e r various s t e a m c o o k i n g conditions. T h e c o n t a c t angles of the straws w e r e r e d u c e d after c o o k i n g t r e a t m e n t , a n d this r e d u c t i o n was g r e a t e r for w h e a t straw. T h e w e t t a b i l i t y of the straws was t h e r e f o r e i m p r o v e d b y c o o k i n g t r e a t m e n t . This i m p r o v e m e n t could b e a t t r i b u t e d to the r e m o v a l of wax f r o m the straws. T h e F - t e s t statistical analysis r e v e a l e d t h a t the effect of c o o k i n g t i m e on w h e a t straw and the co-effect of s t e a m p r e s s u r e and t i m e on r e e d straw exist at the 95% significance level. This indicates that the s t e a m c o o k i n g c o n d i t i o n s in the s t u d i e d r a n g e h a d little effect on the w e t t a b i l i t y of r e e d and w h e a t straw surfaces.
T h e effect of c o o k i n g conditions on the weight losses of the straws shows that the weight losses of b o t h r e e d a n d w h e a t straws i n c r e a s e d with increasing s t e a m p r e s s u r e a n d c o o k i n g time. W h e n the p r e s s u r e was less t h a n 0.6MPa, t h e r e was a r e l a t i v e l y slow escalating t r e n d of the weight loss, especially for r e e d straw. T h e weight loss i n c r e a s e d significantly at a b o v e 0 . 6 M P a pressure. T h e c o o k i n g time h a d a m u c h g r e a t e r effect on weight loss t h a n did the s t e a m pressure. A t the s a m e s t e a m p r e s s u r e , a l o n g e r c o o k i n g time r e s u l t e d in m o r e weight loss, especially w h e n the s t e a m p r e s s u r e was a b o v e 0.6MPa. I n addition, the weight loss i n c r e a s e d m o r e in w h e a t straw t h a n in r e e d straw. This m e a n s t h a t m u c h m o r e of the extractives was r e m o v e d f r o m w h e a t straw. L a w t h e r et al. r e p o r t e d t h a t s t e a m t r e a t m e n t r e m o v e d s o m e p o r t i o n of pectic substances a n d hemi- cellulose f r o m w h e a t straw. 1~ B e c a u s e the pectic substances and high c o n t e n t of h e m i c e l l u l o s e in n o n w o o d ligno- cellulosic m a t e r i a l s usually result in less a d h e s i o n b e t w e e n resin adhesive and these materials, e x t r a c t i o n of these substances w o u l d certainly c o n t r i b u t e to the e n h a n c e m e n t of b o a r d p r o p e r t i e s .
P r o p e r t i e s of M D F u n d e r various steam c o o k i n g conditions during refining processes
F i g u r e 2 shows the m o d u l i of r u p t u r e and elasticity ( M O R , M O E ) , IB, a n d TS of the straw M D F with the fibers un- d e r different s t e a m c o o k i n g conditions during the refining process. T h e effect of densities on b o a r d p r o p e r t i e s is a m a j o r concern, so the densities a m o n g the b o a r d s and within the b o a r d w e r e investigated. T h e results show that the r a n g e of densities a m o n g the b o a r d s are 490-570 and 690-720 kg/m 3 for b o a r d t a r g e t densities of 500 and 700 kg/ m 3, respectively; the a v e r a g e and range of coefficients of variance for the densities in the b o a r d are 5.85% and 3 . 9 % - 7.5%, respectively. It was f o u n d that the deviations of the b o a r d densities a m o n g the b o a r d s and within the b o a r d were r a t h e r small. C o n s i d e r i n g t h a t density usually has a significant effect on b o a r d p r o p e r t i e s , all the p r o p e r t y values in this study were c o r r e c t e d to the b o a r d t a r g e t den- sities of 500 and 7 0 0 k g / m 3 b a s e d on the linear c o r r e l a t i o n b e t w e e n b o a r d densities and p r o p e r t i e s . G e n e r a l l y , the b o a r d p r o p e r t i e s M O R , M O E , and IB were i m p r o v e d with increasing s t e a m p r e s s u r e and c o o k i n g time during the refining process. F o r r e e d and w h e a t b o a r d s , the M O R and M O E w e r e significantly i n c r e a s e d when the s t e a m p r e s s u r e was up to 0.6MPa. T h e r e was relatively little i m p r o v e m e n t in M O R b u t n o n e in M O E as the c o o k i n g t i m e i n c r e a s e d f r o m 3 to 10min u n d e r the s t e a m p r e s s u r e of 0.6MPa.
F o r r e e d b o a r d , g r e a t e r u p g r a d i n g of IB was o b s e r v e d w h e n the s t e a m p r e s s u r e was i n c r e a s e d to 0.6MPa, and for w h e a t b o a r d this i m p r o v e m e n t o c c u r r e d as the c o o k i n g time was e x t e n d e d f r o m 3 m i n to 10min u n d e r 0.6MPa. B a s e d on the results of the c o o k i n g t r e a t m e n t , the i m p r o v e d m e c h a n i c a l p r o p e r t i e s could b e a t t r i b u t e d to the r e m o v a l of extractives f r o m the straw materials, especially w h e a t b o a r d . A range of factors, such as wettability, extractives, and fiber d i m e n s i o n s have effects on the p r o p e r t i e s of M D F . R e m o v a l of extractives in w h e a t b o a r d p l a y a m o r e significant role in u p g r a d i n g b o a r d p e r f o r m a n c e u n d e r different c o o k i n g conditions. I n contrast, the i m p r o v e d p r o p e r t i e s in r e e d b o a r d m a y b e due to the g r e a t e r increase of the d e f i b r a t i o n d e g r e e u n d e r higher s t e a m pressure, as reflected in T a b l e 2, w h e r e the l e n g t h / d i a m e t e r (L/D) ratio
Fig. 1. Effects of steam cooking conditions on the contact angles and weight loss of reed and wheat straws
120
100
~ 80
60
40
--(3
Reed ----s 5 min .... 9 .... 10 min Wheat ----O--- 5 min
.... 9 .... 10 min
I I [ I I
2 4 6 8 10
Steam pressure (atm)
12 12 10
9
Reed ~ 5 rain ," .... U .... 10 rain ,, Wheat - - - O - - - 5 min ,"
.... 9 .... 10 min ,,"
,' Jm
, os
, ,o
,," .f"
4
.o" / ,
0
0 2 4 6 8 10
Steam pressure (atm)
Fig. 2. Properties of reed and wheat straw medium-density fiberboard (MDF) with the fibers under different steam cooking conditions during the refining process. Refer to Table 1 for an explanation of the legend.
Vertical lines through the bars
represent the standard deviation from the mean value. MOR,
modulus of rupture; IB, internal bond; MOE, modulus of elas- ticity; TS, thickness swelling
of the fibers under 0.6MPa was about 2.5 times that of fibers under 0.4MPa. The higher degree of defibration causes an increased surface area of fibers and the formation of fibrill, which makes the fibers blend together m o r e readily and keeps t h e m in m o r e intimate contact during pressing. 11
Based on an F-test statistical analysis, the TS values of both reed and wheat boards were insignificant for the various cooking conditions during the refining process. This could be related to the fact that the water immersion time of 24h might be too short to allow complete springback of the heavily c o m p a c t e d fibers. In addition, even t h o u g h there was little difference in the M O R and M O E values, the IB and TS of reed board were better than those of wheat board. In the previous studies, it was found that there is much m o r e silica and wax in reed and wheat straw materi- als, respectively. The higher upgrading of reed particle- b o a r d by silane coupling agent (SCA) was thought to be due to the improved wettability, which might have resulted in part from some reactions between the S C A and silica on the straw surfaces. The greater i m p r o v e m e n t of wheat par- ticleboard by extraction could be due to the removal of wax-like substances from wheat straw. 7-9 Based on these conclusions, the superior IB of reed M D F in this study could be attributed mostly to the removal of silica in reed fibers during the defibration process, and this effect m a y be greater than the effect of the extractives removal on wheat MDF. The excellent TS of reed b o a r d is due to the inherent water resistance of reed straw, 7 and its higher IB also con- tributes to the superior TS.
The dimensional stabilities at three relative humidities for the boards m a d e f r o m different fibers are shown in Figs.
1.5 . ,. . .. ., ., .. ., ~ .. - . . .. . . i...~...~ . . ~
9
i i i ...
i ...
i
...04 :i~176
... i d=05
.. . . ...i i i
- 0 5 r . . . i . . , ~ . , . i . . . i . . . ( a ) 1 . 5 9 9 . . . , . . . , . . .
... i.5 i ...
- 0 . 5 . 9 r . . , i , . , i , , . [ . ~ 9 i L , ~ 2 0 4 0 6 0 8 0 1 0 0 0 2 0 4 0 6 0 8 0 t 0 0
RH (%) RH (%)
F i g . 3 . L i n e a r e x p a n s i o n
(LE)
o f r e e d ( a ) a n d w h e a t ( b ) s t r a w M D F u n d e r v a r i o u s r e l a t i v e h u m i d i t i e s(RH)
d u r i n g m o i s t u r e a b s o r p t i o n a n d d e s o r p t i o n p r o c e s s e s . R e f e r t o T a b l e 1 f o r a n e x p l a n a t i o n o f t h e l e g e n d354
2 5 . . . , ....... , .......
9 i i , : ,
F"
0 20 40 60 80 100
[Z.Z_Li...L.i._i Z__.!_....L
i d=0.7 i
... i ... i ... ~
i
i
~ .i,.;':
. . . ! I ' i .
20
(a)
Co)
40 60 80 1 O0
RH (%) RH (%)
Fig. 4. Thickness changes
(TC)
of reed (a) and wheat (b) straw MDF under various RH levels during moisture absorption and desorption processes. Refer to Table 1 for an explanation of the legend3 0 9 9 - , . . . , . . . , 9 . - i 9 9 9
2s .
' ~ ...:
: i
... i
...
2 d=0 5
0 . . . i--"'"':'-"i ... 15 ... i ... i ... i ... ~ ... ~" 105I ~ ... i~ ... ! ... ~ ...
U 0 & , , ~ ~ . . .
30 " ' ' ~ " ' ! ' ' ' i ' ' i ' ' "
2o t :06, 0ti ... i ...
... i ...
7::1
20 40 60 80 100
Ii!:!:!ili:5:;iiiiii:iii
' . . . . i . . . i [ : , . ' : . ~ . - - " ' 9
20 40 60 80 100 RH (%)
RH (%)
Fig. 5. Equilibrium moisture content
(EMC)
of reed (a) and wheat (b) straw MDF under various RH levels during moisture absorption and desorption processes. Refer to Table i for an explanation of the legendb o a r d . This g r e a t e r i r r e v e r s i b l e swelling is c a u s e d b y the r e l e a s e of h i g h e r c o m p r e s s i v e stresses i m p a r t e d to the w h e a t b o a r d during the pressing process. It was also f o u n d that the d e g r e e of s p r i n g b a c k in b o t h r e e d and w h e a t b o a r d s was d e p e n d e n t on the e q u i l i b r i u m m o i s t u r e c o n t e n t ( E M C ) , w h e r e w h e a t b o a r d r e c o r d e d a h i g h e r T C and E M C t h a n did r e e d b o a r d w h e n s u b j e c t e d to 98% R H .
C o m p a r i s o n of M D F a n d p a r t i c l e b o a r d
40
30
20 9
10
1.5
1.0
0.5
..:.:. ,- ,,
~ , * .~ ~...~ , % . . f . i
I i I I v A_
".';'V 11 ":'1" ,- ~, ....
PB M D F
D 11
0
:::::
% % .
:.:.: ,- ,, :.:.: ,, ,,
. . . . f j
IFTTb..., :::::i/'~
PB MDF
3
:-:-i 4
:!:i://~
2 i.:.:.--K/ :':-: ,1
. . - . % % - . -
PB M D F
150
100
F
50
0.0 0
- . g .~ . . . .. . f J g J
_ . _ g J
PB M D F
Fig. 6. Comparison of particleboard
(PB)
and MDF[ ] Reed [ ] Wheat
is s u p p o s e d to be m u c h lower t h a n that in p a r t i c l e b o a r d . The results in Fig. 6 show that all the p r o p e r t i e s of b o t h r e e d and w h e a t M D F w e r e b e t t e r t h a n those of particle- b o a r d , especially the IB. T h e IB values of r e e d and w h e a t M D F w e r e a b o u t 13 and 16 times t h a t of p a r t i c l e b o a r d , respectively.
T h e s u p e r i o r p e r f o r m a n c e s of M D F are t h o u g h t to be a t t r i b u t e d to the d e f i b r a t i o n process. B a s e d on previous conclusions 7'9 and the result of s t e a m c o o k i n g t r e a t m e n t , the high p e r f o r m a n c e s of w h e a t M D F could b e a t t r i b u t e d to the i m p r o v e d wettability due to wax r e m o v a l and the r e m o v a l of extractives f r o m the straw m a t e r i a l t h r o u g h the d e f i b r a t i o n process. T h e excellent p r o p e r t i e s of r e e d M D F m a y be p a r t l y due to the i m p r o v e d w e t t a b i l i t y and the extractives r e m o v a l , and m o s t l y b e c a u s e silica was r e m o v e d f r o m r e e d straw b y the defibration process.
A l l the p r o p e r t i e s of straw M D F , e x c e p t for the TS of w h e a t b o a r d , can m e e t the JIS f i b e r b o a r d standard. D i m e n s i o n a l instability has b e e n a p r o b l e m with n o n w o o d lignocellulosic c o m p o s i t e s and is a m a j o r r e a s o n for their r e s t r i c t e d use. R e c e n t l y , it has b e e n r e p o r t e d that the d i m e n s i o n a l stability of a g r o - b a s e d fiber c o m p o s i t e s was greatly i m p r o v e d b y chemical modification of agricultural fibersJ 2
F i g u r e 6 shows the p r o p e r t i e s of the straw M D F and p a r - ticleboard. T h e M D F is 7 0 0 k g / m 3 b o a r d with the fibers p r e p a r e d u n d e r the s t e a m c o o k i n g c o n d i t i o n of 0 . 6 M P a / 10min. T h e p a r t i c l e b o a r d is the b o a r d w i t h o u t S C A and E B t r e a t m e n t m a d e f r o m c o a r s e particles at 7 0 0 k g / m 3 den- sity level using the s a m e U F resin with 12% c o n t e n t re- p o r t e d in our p r e v i o u s p a p e r . 9 T h o u g h the resin a d d i t i o n c o n t e n t in M D F was 3 % higher t h a n in p a r t i c l e b o a r d , the resin c o n t e n t p e r unit surface a r e a of the e l e m e n t s in M D F
Conclusions
reed straw, which means that more extractives were re- moved from wheat straw.
The mechanical properties and LE of the straw M D F were improved by increasing the steam cooking pressure and time during the refining process, although the TS varied little with the various cooking conditions. The improved performances could be due to the removal of extractives and increased defibration degree. In addition, even though there was no major difference in M O R and MOE, the IB and TS of reed board were better than those of wheat board.
The most interesting finding is that all the properties of both reed and wheat M D F were significantly higher than those of the particleboard. The much higher performance of wheat M D F could be attributed to the improved wettability and removal of extractives from the straw material. The excellent properties of reed board may be partly due to the improved wettability and the removal of extractives, but mostly because silica was removed from reed straw during the refining process. It is thought that M D F is one of the most feasible products for utilizing such straw materials.
Acknowledgments The authors thank Mr. A. Adachi, Dr. T. Yoshimura, Mr. T. Hata, and Mr. K. Adachi of the Wood Research Institute, Kyoto University for their kind assistance in this research work. Sincere thanks are also extended to Mr. S. Ohba, Mr. H. Sasaguri, and all the other kind people of Daiken Co. for their sup- port and help with the fiber-making experiment. Further special appreciation is due to Oshika Shinko Co. for supplying the UF resin.
References
1. Markessini E, Roffael E, Rigal L (1997) Panels from annual plant fibers bonded with urea-formaldehyde resins. In: Proceed- ings 31st international particleboard/composite materials sympo-
sium, April 8-10, Washington State University, Pullman, WA, pp 147-160
2. Hague J, Mclauchlin A, Quinney R (1998) Agri-materials for panel products: a technical assessment of their viability. In: Proceedings 32nd international particleboard/composite materials symposium, March 3i-April 2, Washington State University, Pullman, WA, pp 151-159
3. Rowell RM (1996) Composites from agri-based resources. In: Proceedings No. 7286: the use of recycled wood and paper in building appIications. Forest Products Society, Madison, Wl, pp 217-222
4. Loxton C, Hague J (1996) Utilization of agricultural crop materials in panel products. In: Proceedings No. 7286: the use of recycled wood and paper in building applications. Forest Products Society Madison, WI, pp 190-192
5. William Russell C (1996) The straw resource: a new fiber basket. In: Proceedings of the 30th international particleboard/composite material symposium, Washington State University, Pullman, WA, pp 183-190
6. Sauter S (1996) Developing composites from wheat straw. In: Proceedings of the 30th international particleboard/composite material symposium, Washington State University, Pullman, WA, pp 197-214
7. Han G, Umemura K, Kawai S, Kajita H (1999) Improvement mechanism of bondability in UF-bonded reed and wheat straw boards by silane coupling agent and extraction treatments. J Wood Sci 45:299-305
8. Han G, Zhang C, Zhang D, Umemura K, Kawai S (1998) Upgrading of UF-bonded reed and wheat straw particleboards using silane coupling agents. J Wood Sci 44:282-286
9. Han G, Umemura K, Wong ED, Zhang M, Kawai S (2001) Effects of silane coupling agent level and extraction treatment on the properties of UF-bonded reed and wheat straw particleboards. J Wood Sci 47:18-23
10. Lawther JM, Sun R, Banks WB (1996) Effect of steam treatment on the chemical composition of wheat straw. Holzforschung 50:365-371
11. Naim A Fadl, Abd-Alla MA Nada and Mohamed Rakha (1984) Effects of defibration degree and hardening on the properties of rice-straw hardboard. Res Ind 29:288-292