Evolution of Structure Unidirectionally Solidified Sn–Ag
3Sn Eutectic Alloy
Hisao Esaka, Kei Shinozuka and Manabu Tamura
National Defense Academy, Department of Materials Science and Engineering, 1-10-20 Hashirimizu Yokosuka, Kanagawa 239-8686, Japan
Sn–Ag3Sn eutectic alloy is known as an attractive candidate to replace Sn–Pb soldering alloy. Since the solidified structure directly relates
to the mechanical properties of joints, understanding of solidified structure of this alloy system is very important. Therefore, in order to understand the revolution of solidified structure, unidirectional solidification experiments have been carried out using eutectic Sn–Ag3Sn alloy.
When the growth velocity is larger than the critical value, Sn-dendrites solidifies as a primary phase. This is attributed to the skewed coupled zone in this alloy system. In this case, the volume fraction of the primary Sn increases with increasing growth velocity and approaches a constant value. Interdendritic eutectic is composed with fibrous Ag3Sn and Sn matrix. On the other hand, when the growth velocity becomes lower, a
eutectic structure appears without any primary phase. In this case, a piece of eutectic Ag3Sn becomes large and changes from fibrous to plate-like
with decreasing growth velocity. This morphological change may be due to the anisotropy of surface tension of eutectic Ag3Sn.
(Received November 29, 2004; Accepted February 25, 2005; Published May 15, 2005)
Keywords: Lead free solders, eutectic, primary dendrite, lamellar to fibrous transition, anisotropy of surface tension
1. Introduction
Not only the health but also environmental concerns have demanded the development of lead-free solders. For this reason, many efforts have been made to search for suitable substitutes for the conventional Sn–Pb alloys. A Sn–Ag alloy has been recognized as one of the major candidates for
lead-free solders.1)Since the eutectic temperature of Sn–Ag alloy
(221C) is still high, additions of other elements such as Bi,
Cu, Sb and In are proposed as a third or fourth elements in
order to lower the melting temperature.2,3) The solidified
structures at the joint are very important to understand the mechanical properties of the electrical packaging. However, the solidified structure of above-mentioned alloys are very complex and various intermetallic compounds form.
Solidified structures in binary eutectic systems have been
classified basically into 4 groups:4)lamellar,
regular-fibrous, irregular-lamellar and irregular-regular-fibrous, depending upon the entropy of fusion and volume fraction. One can distinguish regular structure and irregular structure using the
value of entropy of fusion (SF) of both phases. One may
also classify lamellar and fibrous because of the volume
fraction of minor phase. Following this criterion, Sn–Ag3Sn
system is classified into irregular-fibrous eutectic,5)though
the entropy of fusion of Ag3Sn is not certain. The volume
fraction of Ag3Sn at the eutectic temperature is estimated
approximately 5% from the equilibrium phase diagram.6,7)
This value is much smaller than 14%, which is found in Al–
Al3Ni system, a typical fibrous eutectic alloy.
Unidirectional solidification experiments have been
per-formed8) by the present authors changing both growth
velocity and composition and it has been found that the
coupled zone of Sn–Ag3Sn system was asymmetric and
skewed towards the Ag3Sn phase side. In general, the
coupled zone skewed towards a phase that is a facet phase
and has a steeper liquidus line.4)This general rule has been
also verified in this alloy system.8)
It is thought that in unidirectional solidification condition, a phase, the interface temperature of which is the highest
among the possible phases, would be selected.4,9–11)
There-fore, the comparison of the interface temperature is very important in predicting the phase in a given solidification condition. However, the physical parameters in this eutectic system are unknown at present. As stated earlier, the
revolution of solidified structure in eutectic Sn–Ag3Sn alloy
is very complex and not well understood. Therefore, this study is carried out to investigate the phase change in eutectic composition and stability of eutectic structure with changing growth velocity in this alloy system.
2. Experimental Procedure
Sn–3.5 mass% Ag alloy, which is the eutectic
composi-tion,6,7)was used in this study and prepared from pure Sn and
Ag, the purity of which were 99.99 mass% respectively. An alloy was melted in an alumina crucible under argon gas
flow. The molten metal was kept at 500C for 1800 s and
mixed with a quartz glass bar. Then the molten metal was sucked in a glass tube, the inner diameter of which was 4.5 mm. After sucking, the glass tube was immediately taken from the furnace and the molten metal was quickly cooled. This preparation method ensured the uniformity of the specimens.
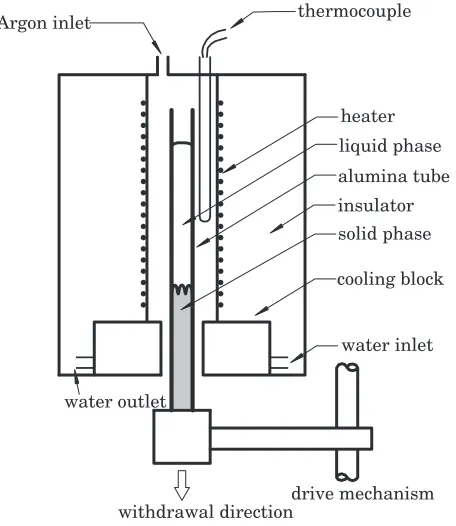
Figure 1 illustrates a principle part of a unidirectional solidification apparatus. This is a typical Bridgman-type
furnace, where the temperature gradient (G) and growth
velocity (V) can be controlled independently. Ar gas is
introduced from the top of the furnace to prevent the specimen from oxidation. The specimen was put in an alumina tube, the inner and outer diameters of which are 5 mm and 8 mm, respectively. The temperature of the furnace was measured by an alumel–chromel thermocouple, which was installed in the middle of the furnace.
The specimen was withdrawn downwards at a pre-determined rate. To ensure the steady state, the withdrawing length was kept constant to be 100 mm. The growth velocities
performed in this study were varied from 0.56 to 66.7mm/s.
The temperature gradient at around the eutectic temperature
was5:2103K/m. After the withdrawal, the specimen was
dropped into a water bath to quench the solid/liquid Special Issue on Solidification Science and Processing for Advanced Materials
interface. The alumina tube was intentionally crushed when the specimen was fallen down in order to increase the cooling rate.
The solidified structure was then observed on the longi-tudinal and transverse cross section. After polishing by alumina slurry, the specimen was deeply etched by dilute aqua regia between 240 to 600 s at room temperature. After coating with platinum, the specimen was then observed by a field emission scanning electron microscope (FE-SEM).
3. Experimental Results and Discussions
3.1 Morphology of solid/liquid interface
Typical solidified structures found in the longitudinal cross sections are shown in Fig. 2. The growth direction is from right to left. The growth velocities of them are 22.2 and
40.0mm/s, respectively. The dark areas in these figures
represent primary or eutectic Sn. Figure 2(a) is fully eutectic
interface and there is no primary phase. Though a small amount of liquid phase remained when the specimen was quenched, the solid/liquid interface is easily judged from the
morphology. Many fine eutectic Ag3Sn are aligned along the
growth direction. The macroscopic solid/liquid interface is slightly perturbed and exhibits the eutectic cell, because of inevitable impurities in the alloy and instability of the eutectic interface. Figure 2(b) shows the primary Sn-den-drites and following eutectic phase. The solid/liquid inter-face when the specimen was quenched can be judged from the morphology. The primary Sn-dendrites lead the eutectic solidification and eutectic phase exists interdendritic region. Since the crystallographic structure of Sn when it solidifies is body central tetragonal (b.c.t.), the preferred growth direction
is known as [110].4)Thus, dendrite arms are perpendicular to
each other. Here again, the eutectic Ag3Sn aligns along the
heat flow direction and a macroscopic eutectic interface exhibits eutectic cell.
Figure 3 shows the transverse cross section of solidified structure. These cross sections are about 20 mm below the solid/liquid interface. The growth velocities of these are 22.2
and 66.7mm/s, respectively. Figure 3(a) shows that
elongat-ed rods of eutectic Ag3Sn aligned in Sn matrix. On the other
hand, Fig. 3(b) shows the primary Sn-dendrite and interden-dritic eutectic. In the eutectic region, many rods of eutectic
Ag3Sn are randomly dispersed in Sn matrix.
The reason that the primary Sn-dendrites appear even in the eutectic composition is due to a skewed coupled zone. The phase selection in this alloy system has been discussed
elsewhere.8) It is believed that the phase, the interface
temperature of which is the highest,4,9–11)would be selected
in the unidirectional solidification condition. In this con-dition, the critical growth velocity for (eutectic) to
(Sn-dendrite + eutectic) transition has been found to be 30mm/s
at a temperature gradient of5:2103K/m.
3.2 Characterization of primary Sn 3.2.1 Leading length of Sn-dendrite
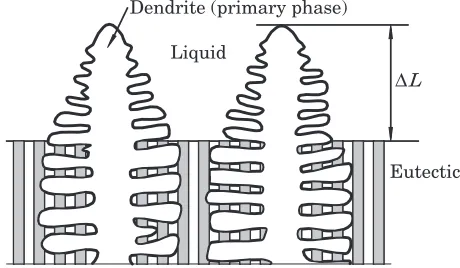
A schematic drawing of a solid/liquid interface when some dendrites appear is shown in Fig. 4. There are Sn-dendrites and eutectic phase. Eutectic phase exists inter-dendritic region. Sn-dendrites and eutectic phase are aligned along the direction of heat flux. Since the positive temper-ature gradient is imposed, the distance between the tip of the
Sn-dendrite and the eutectic interface (L) corresponds to
the temperature difference between two interfaces. L has
been measured as a function of growth velocity. When the water inlet
Argon inlet thermocouple
alumina tube
water outlet
heater
insulator
drive mechanism withdrawal direction
cooling block solid phase liquid phase
Fig. 1 A schematic drawing of experimental apparatus for unidirectional solidification.
Fig. 2 SEM images of the solidified structures near the solid/liquid interface in Sn–3.5 mass% Ag alloy (longitudinal cross section). (a)
V¼16:7mm/s, (b)V¼40:0mm/s.
[image:2.595.306.546.73.169.2] [image:2.595.57.285.74.337.2] [image:2.595.46.289.637.749.2]Sn-dendrite does not appear, L is defined to be zero. Figure 5 shows the relation between growth velocity and
leading length (L).Lincreases rapidly with increasingV.
In this experimental condition, V 30mm/s is the critical
growth velocity for the transition from the eutectic interface
to the Sn-dendrite interface. L approaches about 400mm
with increasingV and remains constant.
Using the value of temperature gradient, the temperature difference between Sn-dendrite tip and eutectic interface is obtained to be 2.1 K when the growth velocity exceeds
40mm/s. Burden and Hunt12,13) measured the thermal field
during the unidirectional solidification of Al–Cu alloy and investigated the relationship between dendrite tip
temper-ature and growth velocity. Esaka and Kurz14) have also
measured the dendrite tip temperature using succinonitrile-acetone alloys. It is possible to determine the solid/liquid interface temperature from the change in the slope of temperature-distance curve, which is recorded by a thermo-couple during unidirectional solidification. However, there are two difficulties to detect the temperature difference between the interfaces. Firstly, the change in the slope of temperature-distance curve when the second phase passes by the thermocouple is usually small, depending upon the amount of the second phase. Therefore, it is quite difficult to detect the interface temperature of the second phase. Secondly, there is a problem in the spatial resolution. In this
study, the leading length of the Sn-dendrite is less than
400mm. It is quite difficult or impossible to detect the
interface positions of Sn-dendrite and eutectic interface because of the spatial resolution of the thermocouple. Therefore, the method depending on metallography, which has been applied in this study, is the most available to determine the temperature difference in interfaces of both phases.
3.2.2 Areal fraction of Sn dendrite
Through the observation of the transverse cross section with rather low magnification, the areal ratio has been measured using the image analyzer. In this measuring domain, there were at least 5 dendrite trunks. The areal ratio in this cross section equals to the volume fraction, since the direction of solidification is aligned and perpendicular to the observed area.
The change in areal fraction of Sn-dendrite () with growth
velocity is shown in Fig. 6. When the growth velocity is less
than 30.0mm/s, remains zero, since there was no primary
phase. On the other hand, when V exceeds 30.0mm/s,
increases rapidly with increasing the growth velocity.
However, does not continue to increase with increasing
the growth velocity but it seems to approach a constant value, 30%.
In the case of equilibrium solidification, the volume fraction can be estimated with the lever rule when two phases appear during solidification. However, in the case of non-equilibrium solidification, it is not clear to evaluate the volume fraction of a phase during solidification. To evaluate the volume fraction of the primary Sn is uncertain when the coupled zone is skewed towards Ag-rich side as shown in this study.
The coupled zone is generally defined as the surrounded region by the extended liquidus lines. Even in the off-eutectic composition, the eutectic structure without any primary phase appears when the undercooling for growth of any primary phase is larger than that of eutectic phase. These ideas are schematically shown in Fig. 7. It is assumed that in the region of ‘primary Sn and eutectic’, the volume fraction of primary Sn is determined by the lever rule, for the 1st
approximation. Then, atT ¼T1, the volume fraction of Sn
(fSn) is estimated as shown in Fig. 7.
Liquid
∆L
Eutectic Dendrite (primary phase)
Fig. 4 A schematic illustration of primary dendrite and following eutectic phase and the definition ofL.
0 100 200 300 400 500
0 20 40 60 80 100
Leading Length,
∆
L
/
µ
m
Growth Velocity, V/µms-1
eutectic Sn-dendrite + eutectic
Fig. 5 Relationship between the growth velocity and the leading length of Sn-dendrite observed in Sn–3.5 mass% Ag alloy.
0 10 20 30 40 50
0 20 40 60 80 100
Areal Ratio of Sn-dendrite,
η
( % )
Growth Velocity, V/µms-1
Sn-dendrite + eutectic eutectic
[image:3.595.52.282.76.210.2] [image:3.595.314.540.76.232.2] [image:3.595.56.281.266.425.2]fSn¼
BC0
BA ð1Þ
According to the equilibrium phase diagram,6,7) the
solubility of Ag in Sn is zero, therefore the value of A in Fig. 7 is actually zero. The volume fraction of primary Sn reaches a constant value when the growth velocity is high as shown in Fig. 6. From this experimental result, the extended
[image:4.595.56.280.69.239.2]liquidus line for Ag3Sn may go down straight as indicated in
Fig. 7.
3.3 Morphology of eutectic Ag3Sn 3.3.1 Population of eutectic Ag3Sn
One of the most important quantities for characterization of eutectic structure is the inter-lamellar spacing. However, since the solidified structure is irregular as shown in Fig. 3, it is rather difficult to define the spacing of eutectic pieces.
Therefore, the number of pieces of eutectic Ag3Sn per unit
area (= population,e) has been measured on the transverse
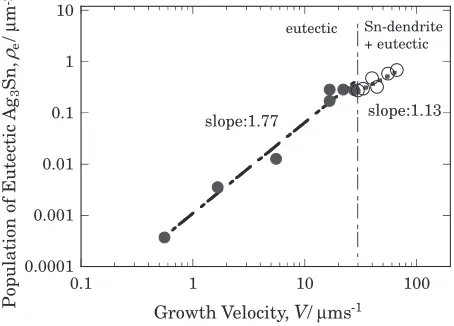
cross section to characterize the solidified structure. Figure 8 shows the relationship between the growth velocity and the
population of eutectic Ag3Sn. In general, the population of
Ag3Sn increases with increasing the growth velocity. When
the growth velocity is over 30.0mm/s, which is shown with
open circles, the slope with respect to growth velocity is rather small. In this region, the primary Sn-dendrite appears and the eutectic is a following phase. Using the least square regression analysis, the slope is obtained to be 1.13 in this region. Here, the change of the population of eutectic pieces
in the growth velocity is approximately proportional toV1:0.
This indicates that the spacing between eutectic pieces of
Ag3Sn is proportional toV0:5. Thus, the growth of eutectic
pieces is mainly controlled by the lateral solute diffusion at the solid/liquid interface. Since the cross section of the
eutectic Ag3Sn is round as shown in Fig. 3(c), the anisotropic
character of Ag3Sn may not be actualized. On the other hand,
when the growth velocity is less than 30.0mm/s, which is
shown with solid circles in Fig. 8, the slope with respect to growth velocity is high. In this region, there is no primary phase. The slope is calculated by the least square regression method and is obtained to be 1.77. The power is much larger
than unity. This indicates that the growth of eutectic Ag3Sn is
not determined only by diffusion of lateral solute diffusion at
the solid/liquid interface. The structure of Ag3Sn is reported
to have a slightly rhombically deformed h.c.p.,6)and it may
exhibit a strong anisotropy. Therefore, the population of
eutectic pieces of Ag3Sn may strongly become small when
the growth velocity is low.
3.3.2 Aspect ratio of eutectic Ag3Sn
Figure 9 shows the enlarged view of the eutectic structure on the horizontal cross section near the solid/liquid interface.
The growth velocities of these are 0.56, 16.7 and 40.0mm/s,
respectively. When the growth velocity is 40.0mm/s, the
cross section of eutectic Ag3Sn is round-shaped and
randomly dispersed in the Sn matrix (Fig. 9(c)). On the
other hand, when the growth velocity is 16.7mm/s, the cross
section of eutectic Ag3Sn is rectangular and pieces of eutectic
Ag3Sn are unidirectionally aligned. Furthermore, when the
extended solidus
extended liquidus(Sn)
Ag content (arbitrary)
T
extended liquidus(Ag Sn)
C
A
B 0
1
Ag content (arbitrary)
T
emperature (arbitrary)
Te
3
Fig. 7 A schematic view of the coupled zone in Sn–Ag3Sn alloy and the
estimation for volume fraction of Sn.
0.0001 0.001 0.01 0.1 1 10
0.1 1 10 100
Population of Eutectic
Ag
3
Sn,
ρe
/
µ
m
-2
Growth Velocity, V/ µms-1
Sn-dendrite + eutectic eutectic
slope:1.77 slope:1.13
Fig. 8 Relationship between the growth velocity and the population of eutectic Ag3Sn obtained in Sn–3.5 mass% Ag alloy.
[image:4.595.314.541.76.239.2] [image:4.595.124.468.675.758.2]growth velocity is 0.56mm/s, the piece of eutectic Ag3Sn is completely plate-like and that is almost parallel to each other. Therefore, this seems to be lamellar structure. The aspect
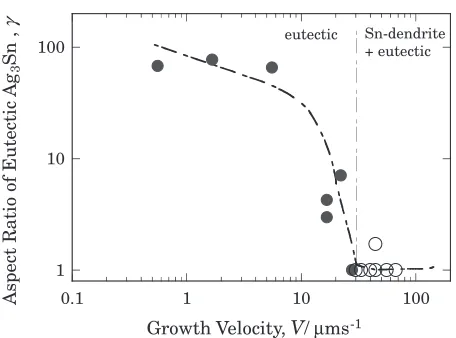
ratio of the pieces of eutectic Ag3Sn () observed on the
transverse cross section is measured and shown in Fig. 10.
When the growth velocity exceeds 30.0mm/s, the primary
Sn-dendrite appears and the aspect ratio of eutectic Ag3Sn is
almost constant and unity. When the growth velocity is less
than 30.0mm/s, the aspect ratio increases with decreasing the
growth velocity. When the growth velocity is less than 5mm/
s, the aspect ratio is large enough and the eutectic Ag3Sn can
be judged as a lamella.
Chadwick discussed on the morphological change in eutectic structure and showed that the minor phase of the eutectic changes from lamellar to fibrous with increasing
growth velocity.15) He also pointed out that this transition
would take place even when the volume fraction of minor
phase is approximately 10%, such as Al–Al3Ni eutectic alloy.
The volute fraction of Ag3Sn in Sn–Ag3Sn eutectic system is
5% and is smaller than that of Al3Ni in Al–Al3Ni eutectic
system, though, lamellar-to-fibrous transition takes place. At
the intermediate zone in growth velocity, the eutectic Ag3Sn
exhibits an elongated fibrous shape or plate-like shape. This intermediate shape indicates that the intermetallic compound,
Ag3Sn, may have a strong anisotropy on the surface tension.
The present experimental results on the morphology of the
eutectic Ag3Sn indicated that the eutectic Ag3Sn in the
inter-dendritic region exhibits fibrous form. On the other hand, in the case of no primary phase, the aspect ratio of eutectic
Ag3Sn increases with decreasing growth velocity. In order to
check the influence of growth velocity on morphological
change of the eutectic Ag3Sn, the experiments using Sn–
3.0 mass% Ag alloy have been performed. The experimental procedure is the same as that of the eutectic alloy.
The solidified structures on the transverse cross section
when the growth velocity was 16.7mm/s are shown in
Fig. 11. It is recognized through the observation with low magnification (Fig. 11(a)) that there are primary Sn dendrites and interdendritic eutectic. Observation with high magnifi-cation (Fig. 11(b)) reveals that there are elongated pieces of
eutectic Ag3Sn in the interdendritic region. Figure 12 shows
that the morphological change in eutectic Ag3Sn observed on
the transverse cross section in Sn–3.0 mass% Ag alloy.
Figure 12(a) indicates the lamellae eutectic Ag3Sn when the
growth velocity is 0.56mm/s. When the growth velocity is
16.7mm/s, eutectic Ag3Sn are elongated as shown in
Fig. 12(b). Furthermore, when the growth velocity is
44.4mm/s, fibrous eutectic Ag3Sn are observed (Fig. 12(c)).
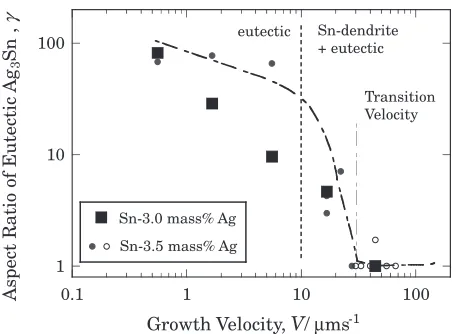
The aspect ratios of eutectic pieces are measured in Sn– 3.0 mass% Ag alloy. The results are shown in Fig. 13. The experimental results obtained in Sn–3.5 mass% alloy are also shown in this figure. Though there is some scatter the experimental results obtained in Sn–3.0 mass% Ag alloy agrees with those in Sn–3.5 mass% Ag alloy. The transition
velocity for morphological change of eutectic Ag3Sn has
been found to be 30.0mm/s at a temperature gradient of
3:5103K/m. Therefore, it can be concluded that growth
velocity has the strong influence on the morphology of
eutectic Ag3Sn, regardless of the leading phase in
unidirec-tional solidification.
4. Conclusions
In order to understand the evolution of the solidified
structure of Sn–Ag3Sn system, unidirectional solidification
1 10 100
0.1 1 10 100
Aspect Ratio of Eutectic
Ag
3
Sn ,
γ
Growth Velocity, V/ µms-1
[image:5.595.56.284.67.236.2]Sn-dendrite + eutectic eutectic
Fig. 10 Relationship between the growth velocity and aspect ratio of eutectic Ag3Sn measured on the transverse cross section (Sn–3.5 mass%
[image:5.595.306.547.72.161.2]Ag alloy).
[image:5.595.126.470.672.759.2]Fig. 11 Solidified structure on the transverse cross section in Sn–3.0 mass% Ag alloy at a growth velocity of 16.7mm/s.
using a eutectic Sn–Ag alloy has been performed. The following conclusions have been obtained.
(1) Leading length of the primary Sn-dendrite rapidly increases and remains almost constant with increasing growth velocity. This corresponds to the difference in the temperature of the interface.
(2) Areal ratio of dendrite abruptly increases and remains constant with increasing the growth velocity. This indicates an asymmetrical coupled zone of this alloy system.
(3) Aspect ratio of eutectic Ag3Sn observed on the
trans-verse cross section increases with decreasing the growth velocity. The change in the morphology of eutectic
Ag3Sn is attributed to the anisotropy of the surface
tension of Ag3Sn.
REFERENCES
1) For example, J. Glazer: Inter. Mater. Rev.40(1995) 65.
2) C. M. Miller, I. E. Anderson and J. F. Smith: J. Electron. Mater.23
(1994) 595–601.
3) J. Glazer: Inter. Mater. Rev.40(1995) 65–93.
4) W. Kurz and D. J. Fisher:Fundamentals of Solidification(Trans Tech Publications, Aedermannsdorf, Switzerland, 1992) pp. 63–115. 5) W. M. Rumball and V. Kondic:The Solidification of Metals, The Iron
and Steel Institute, London (1967) pp. 149–154.
6) M. Hansen: Constitution of Binary Alloys, (McGraw Hill Book Company, New York, 1958) pp. 52–54.
7) T. B. Massalski: Binary Alloy Phase Diagrams(American Soc. for Metals, Ohio, 1986) p. 71.
8) H. Esaka, M. Tsuji, M. Tamura and K. Shinozuka:The Fourth Pacific Rim Int. Conf. on Advanced Materials and Processing, (JIM, 2000) p. 1091.
9) T. Umeda, T. Okane and W. Kurz: Acta Mater.44(1996) 4209. 10) P. Gilgien, A. Zryd and W. Kurz: ISIJ Int.35(1995) 566. 11) S. Fukumoto and W. Kurz: ISIJ Int.37(1997) 677. 12) M. H. Burden and J. D. Hunt: J. Cryst. Growth22(1974) 99. 13) M. H. Burden and J. D. Hunt: J. Cryst. Growth22(1974) 109. 14) H. Esaka and W. Kurz: J. Cryst. Growth72(1985) 578.
15) G. A. Chadwick:The Solidification of Metals, (The Iron and Steel Institute, London, 1967) p. 138.
1 10 100
0.1 1 10 100
Aspect Ratio of Eutectic
Ag
3
Sn ,
γ
Growth Velocity, V/ µms-1 Sn-dendrite + eutectic eutectic
Transition Velocity
Sn-3.0 mass% Ag
[image:6.595.56.284.69.236.2]Sn-3.5 mass% Ag
Fig. 13 Relationship between the growth velocity and aspect ratio of eutectic Ag3Sn measured on the transverse cross section (Sn–3.0 mass%