Dr. M. Venkatanarayana Dr. M. VenkatanarayanaDr. M. Venkatanarayana Dr. M. Venkatanarayana
Dept of. Chemistry Dept of. Chemistry Dept of. Chemistry Dept of. Chemistry HTP Campus, GITAM UNIVERSITY HTP Campus, GITAM UNIVERSITY HTP Campus, GITAM UNIVERSITY HTP Campus, GITAM UNIVERSITY LUBRICANTS
Friction:
Resistance observed between two moving or sliding surfaces creating wear and tear.
Lubricant:
Any substance introduced between two moving or sliding surfaces with a view to reduce the frictional resistance between them is known as a lubricant.
Lubrication:
The process of introducing lubricant between moving/sliding parts is known as lubrication
Functions of Lubricant
o To reduce frictional resistance between surfaces and reduce deformation, wear and tear between moving/sliding surfaces.
o To reduce loss of energy in the form of heat (Coolant).
o To reduce waste of energy i.e., to increase efficiency of machines.
o To reduce irregular expansion of metals.
o To reduce welding of the two surfaces.
o To reduce or avoid rough relative motions of moving / sliding parts.
o To reduce running and maintenance cost of the machine.
o To reduce the leakage of gases under high pressure like a seal or Teflon.
Mechanisms of Lubrication
2. Boundary lubrication (or) Thin-film lubrication
3. Extreme pressure lubrication
1. Fluid Film/Thick-Film/Hydrodynamic Lubrication (~ 1000 Å)
Characteristics:
The surfaces are separated by a thick-film (at least 1000 Å thick) and hence there is no direct surface to surface contact.
No welding of junctions.
Since thick film lubricant covers/fills the irregularities on the both surfaces, there is no direct contact between material surfaces and so the wear is reduced.
The resistance to movement of sliding/moving parts is only due to the internal resistance between the particles of the lubricant moving over each other.
Therefore, the lubricant chosen should have the minimum viscosity under working conditions and at the same time, it should remain in place and separate the surfaces.
Mechanism of fluid film lubrication
o Examples where fluid film lubrication is used are :
i) Sophisticated instruments
ii) Light machines like watches, guns, sewing machines etc.
Hydrocarbon oils are considered to be satisfactory lubricants.
To maintain viscosity throughout lifecycles long chain polymers are used as blenders with normal hydrocarbons oils.
Small amount of unsaturated hydrocarbons present in hydrocarbon oils produced
from petroleum fractions, which causes oxidation and produce gummy like
products. Hence, anti-oxidant like aminophenol are used in journal bearings with
lubricant.
Example: Shaft running (Journal bearings)
Fig: Lubricant oil covers the irregularities of the shaft as well as the bearing surfaces.
2. Mechanism of Boundary Lubrication/Thin-film Lubrication
This Lubrication takes place due to:
Adsorption of lubricating oils to both surfaces by physical/chemical means. The adsorbed layers on the both metal surfaces carry the applied load.
Co-efficient of friction, f = 0.05 - 0.15 and distance between surfaces is to be the order of the distance of the asperities.
Examples of Boundary lubrication
Vegetable and animal oils (glycerides of higher fatty acids & their soaps).
These oils either physically adsorbed to metal surfaces or react chemically at the metal surfaces.
Mechanism of Boundary Lubrication diagram
3. Extreme-pressure Lubrication
When moving/sliding surfaces are under very high pressure and speed, a high local temperature is attained.
In such conditions, liquid lubricants fail to stick and may decompose and even vaporize. To avoid this, special additives are added to mineral oils. These are called
“extreme-pressure additives”.
Mechanism
The “extreme-pressure additives” form on metal surfaces more durable films, capable of
withstanding very high loads and high temperatures.
Examples:
Organic compounds containing chlorine, sulphur and phosphorus.
These compounds react with metallic surfaces, at prevailing high temperatures, to form metallic chlorides, sulphide or phosphides.
These metallic compounds possess high melting points (eg. Iron chloride and Iron sulphide melts respectively at 650°C and 1,100°C).
CLASSIFICATION OF LUBRICANT
Based on Physical state, lubricants are classified as:
a) Lubricating oils or liquid lubricants
b) Semi solid lubricants or greases
a). Lubricating oils or liquid lubricants
Purpose:
o Provide a continuous fluid film.
o Provide a cooling between the surfaces.
o Act as a sealing agent.
o Act as corrosion preventing materials.
Properties of liquid lubricants:
o Low pressure i.e., high boiling point.
o Adequate viscosity for particular service conditions.
o Low freezing point.
o Heat stability.
o Stability to decomposition at the operating terms.
o High oxidation resistance.
Non-corrosive properties
Animal and Vegetable oils:
These are most commonly used lubricants.
They posses good oiliness (A property by virtue of which the oil sticks to the surface of
machine parts, even under high temperature and heavy loads).
- Usable under very high temperature and heavy load.
Disadvantages of its usages are 1. Costly
2. Undergo oxidation easily in contact with air and forms
gummy and acidic products, and get thickened.
3. Tendency to hydrolyze in contact with moist-air or aqueous
medium.
So, they are used as “blending agents” with other mineral oils.
b) Mineral oils or petroleum oils:
They are obtained by distillation of petroleum.
Length of hydrocarbon chain varies between 12 to 50 carbon atoms.
Liquid lubricants are most widely used lubricants because they are
1. Cheap
2. Available in abundance
3. Quite stable under service conditions.
But they have poor oiliness character compared to animal and vegetable oils.
So, high molecular weight compounds like oleic acid, stearic acid are used to overcome this
problem.
o c) Blended oils:
o No single oil serves as the most satisfactory lubricant for many of the modern machines.
Hence, additives are used to improve the properties. These blended oils give desired
lubricating property required for machinery.
Additives used are:
a) Oiliness- carriers:
Coconut oil, castor oil, and palmitic, stearic and oleic acids.
b) Extreme-Pressure additives such as:
o Fatty esters or acids which form oxide film with metal surface.
o Organic materials containing sulphur.
o Organic chlorine compounds.
o Organic phosphorous compounds.
o Some times lead (Pb) compounds could be used as high pressure lubricants.
c) Pour-point depressing additives:
Phenol, condensation product of chlorinated wax with naphthalene.
d) Viscosity index improvers : hexanol
e) Thickeners : Polystyrene or polystyers
f) Antioxidants or inhibitors : Aromatic phenolic or amino compounds
g) Corrosion preventers : Phosphorous or Antimony organic
compounds
h) Abrasion inhibitors : tricresyl phosphate
i) Antifoaming agents : glycols and glycerol
j) Emulsifiers : sodium salts of sulphonic acid
carboxylic acids
Semi-Solid Lubricants or Greases
Semi solid consisting of a soap dispersed throughout a liquid lubricating oil. May be
Petroleum oil or synthetic oil with a specific additive.
Preparation:
Saponification of fat (such as tallow or fatty acid) with alkali (like lime, caustic soda etc.,)
Addition to hot lubricating oil under agitation.
o To increase the heat resistance of grease, inorganic solid thickening agents (like finely
divided clay, bentonite, colloidal silica, carbon block etc.,) are added.
o Have higher shear or frictional resistance than oils and hence support much heavier load
at lower speeds.
Applications of Greases:
o When oil cannot remain in place due to high load, low speed, intermittent operation,
sudden jerks etc.
o Work at high temperature
o When external contamination may create problem
o When dripping or spurting of oil is undesirable
Types of greases:
o Calcium based greases or cup-greases
o Soda-based greases o Lithium-based greases
Calcium based greases or cup-greases: are emulsions of petroleum oils with contain
soaps. They are generally, prepared by adding requisite amount of calcium hydroxide to a
hot oil while under agitation. These are very cheapest and insoluble in water, so water
resistant. However, they are satisfactory for use at low temperatures, because above 80°C
oil and soap begins to separate out.
Soda-based greases: are petroleum oils mixing with sodium soaps. They are not water
resistant, because the sodium content is soluble in water. They can use up to 170°C.
Lithium-based greases: are petroleum oils mixing with lithium soaps. They are water
3. SOLID LUBRICANTS
Solid lubricants are used when: Other lubricants can not be used
Contamination undesirable
Too high temperature or load are involved Combustible lubricants not acceptable
Examples of solid lubricants used are:
a) Graphite:
o Very soapy in touch
o Non inflammable
o Not oxidized in air below 375°C
o Oil + graphite → oildag
o Water + Graphite → aquadag
o Grease + graphite → graphite -greases
b) Molybdenum disulphide
Low coefficient of friction Stable in air up to 400 ° C
It is fine powder may sprinkled on surfaces sliding at high velocities, when it fills low spots in metal surfaces, forming its films.
PROPERTIES OF LUBRICANTS
1. Cloud point & Pour point
2. Aniline point
3. Carbon residue
4. Saponification number
5. Neutralization number
6. Emulsification
7. Viscosity
8. Precipitation number
9. Volatility
10. Specific gravity
11. Oiliness
12. Fire point & Flash point
1. Cloud point & Pour point: When oil is cooled slowly, the temperature at which it becomes
cloudy or hazy in appearance, is called its CLOUD POINT. The temperature, at which the oil
ceases to flow or pour, is called its POUR POINT.
Cloud point and pour point indicate the suitability of lubricants in cold conditions.
Lubricant used in a machine working at low temperatures should posses low pour-point
otherwise solidification of lubricant will cause jamming of the machine. It has been found that
Why when temperature decreases the lubricant oil becomes cloudy or hazy in appearance?
Generally lubricating oils derived from petroleum, usually contain dissolved paraffin wax and
other impurities, these impurities tend to separate out of the oil at lower temperatures. The
temperature at which the impurities begin to separate out from the solution, it becomes cloudy or
hazy in appearance.
2. Aniline point: Aniline point of oil is defined as “The minimum equilibrium solution
temperature for equal volume of aniline and oil sample”.
Anile point gives an indication of the possible deterioration of oil in contact with rubber
sealing’s. Packing’s etc.
A higher aniline point is lower percentage of aromatic hydrocarbons. An oil having higher
aniline point is good. Because the aromatic hydrocarbons present in oil may dissolve synthetic
rubber sealing and packing etc.
Determination of Aniline point:
Aniline point is determined by mixing mechanically equal volumes of the oil sample and aniline in a test tube.
The mixture is heated, till homogenous solution is obtained. Then, the tube is allowed to cool at a controlled rate.
The temperature at which the two phases (Oil and Aniline) separate out is recorded as the aniline point.
3. Carbon residue: Lubricating oil contains high percentage of carbon in combined form
good lubricant should deposit only a minimum amount of carbon. This deposition of such carbon
in machine is intolerable, particularly in internal combustion engines and air-compressors.
Conradson method:
The estimation of carbon residue is generally carried out by “Conradson” method.
A weighed quantity of oil is taken in a silica crucible (of about 65-85 ml). Then, kept in skid
more crucible.
A skid more crucible has a tube like opening at the top for the escape of volatile matter. Then
this whole unit is kept in a wrought iron crucible covered with chimney-shaped iron hood.
The wrought iron crucible is heated slowly for 10 min. till flame appears.
Finally strong heat is done for about 15 min. till vapors of all volatile matter are burnt
completely.
The crucible then allowed to cooling and weight of residue left is determined. The result is
expressed as percentage of the original weight of oil taken.
% of carbon residue=
4. Saponification number: It is the number of milligrams of KOH required to saponify 1gm of
oil. Mineral oils do not saponify at all, but vegetable and animal oils do. This test helps us as
certain whether the oil under reference is animal and vegetable oil or mineral or a compounded
5. Neutralization Number:
Is a scale to determine the amount of acidic or basic constituents of an oil. Acid Number: Amount of KOH required in milligrams to neutralize the fatty
acids in 1g of oil.
Good lubricating oil → acid number value < 0.1
When acid value greater than 0.1 then oxidation of oil takes place so corrosion Occurs.
Note: Generally free acids are not present in the oil unless refined in faulty Manner
6. Emulsification Number:
Is the property of oils to get intimately mixed with water, forming a mixture called emulsification.
Certain oils form emulsions with water easily.
Emulsions have a tendency to collect dirt, grift, foreign matter etc. thereby Causing abrasion and wearing out of the lubricated parts of the machinery.
A good lubricating oil should form an emulsion with water, which breaks off quickly.
The tendency of lubricant-water emulsion to break is determined by A.S.T.M (American Society for Testing and Materials) method. In this test 20 ml of oil is
taken in a test tube and steam at 100°C is bubbled through it, till the temp. is
raised to 90°C. The tube is then placed in a bath maintained at 90°C and the time
in seconds is noted, when the oil and water separate out is distinct layers.
The time in second in which oil and water emulsion separates out in distinct
layers, is called “Steam emulsion number”.
A good lubricant should posses a low steam emulsion number. 7. Viscosity:
Is the property of a liquid or fluid by virtue of which it offers resistance to its own flow.
A liquid in a state of steady flow on a surface may be supposed to consist of a series of
parallel layers moving one above the other.
Any two layers will move with different velocities top layer moves faster than the next lower,
Consider two layers of a liquid separated by a distance “d” and moving with a relative
velocity difference “V”. Then force per unit area (F) required to maintain this difference is
given by F=nV/d.
Effect of temperature on viscosity
Viscosity of liquids decreases with increasing temperature and consequently, the lubricating oil becomes thinner as the operating temperature increases.
Viscosity of a good lubricating oil should not change much with change in temperature, so that it can be used continuously, under varying conditions of
temperature.
The rate at which the viscosity of an oil changes with temp. is measured by an orbitary scale, known as the viscosity index (V.I)
If the viscosity of an oil falls rapidly as the temperature is raised, it has a low viscosity-index. On the other hand, if viscosity of an oil is only slightly affected on
raising the temperature, its viscosity-index is high.
Measurement of viscosity:
Measurement of viscosity of lubricating oil with the help of apparatus called viscometer.
In viscometer a fixed volume of the liquid is allowed to flow, from a given height through a
standard capillary tube under its own weight and the time of flow in seconds is noted.
The time in seconds is proportional to true viscosity.
The results expressed in terms of time taken by oil to flow through particular instrument.
For example, if time of flow of oil through Redwood viscometer at 20°C is 100 sec. then its
viscosity is 100 Redwood seconds at 20°C.
Redwood viscometer: Is two types Redwood viscometer N0.1 is commonly used for
determining viscosity of thin lubricating oils and it has a jet of bore diameter 1.62 mm &
length 10 mm.
On the other hand Redwood viscometer No. 2 is used for measuring viscosities of highly
viscous oils like fuel oil. It has jet diameter 3.8 mm and length 15mm.
Redwood viscometer N0.1 consists of following essential parts. a) Oil cup b) Heating bath c)
Oil Cup: Is a silver-plated brass cylinder. The upper part of cup is opened and bottom of the
cylinder is fitted with an agate jet. The jet is opened or closed by a valve rod which is a
silver-plated brass ball fixed to a stout wire.
Heating bath: Oil cup is surrounded by a cylindrical copper bath, containing water. It is
provided with a tap (for emptying water from it) and a long side-tube projecting outwards. A
thermometer indicates the temperature of the water.
Stirrer: Outside the oil cylinder is stirrer, carrying four blades, for stirring the in the bath for
maintaining uniform desired temperature.
Spirit level: The lid of the cup is provided with a spirit level for vertical leveling of the jet.
Leveling Screws: The entire apparatus rests on three legs, provided at their bottom with
leveling screws.
Kohlaraush flask: Is a specially shaped flask for receiving the oil from the jet outlet. It’s
capacity is 50 ml.
Working: The oil cup is cleaned and ball of valve rod is placed on the agate jet to close it.
Oil under test is filled up to the pointer level in the cup.
An empty Kohlaraush flask kept at just below the jet. Water is filled in the bath and side-tube
is heated slowly with constant stirring of the bath.
When the oil is at the desired temperature, heating is stopped and the ball valve is lifted. The
time taken for 50 ml of the oil to collect in flask is noted and then, the valve is immediately
closed to prevent over flow of the oil.
The result is expressed in “Redwood viscometer No. 1” at particular temperature. High the
8. Precipitation number: Is the percentage of “asphalt” present in oil. A Known amount of
the lubricant is dissolved in petroleum ether and centrifuged. The precipitate asphalt is
filtered, washed, dried and weighed. It is then expressed as percentage of weight of oil taken.
Precipitation number is used to differentiate the different class of compounds.
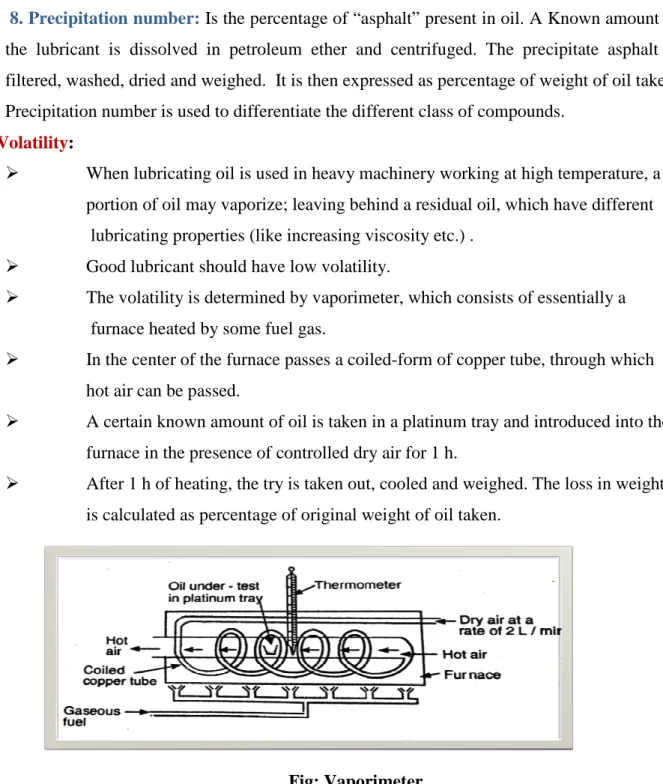
9. Volatility:
When lubricating oil is used in heavy machinery working at high temperature, a portion of oil may vaporize; leaving behind a residual oil, which have different
lubricating properties (like increasing viscosity etc.) .
Good lubricant should have low volatility.
The volatility is determined by vaporimeter, which consists of essentially a furnace heated by some fuel gas.
In the center of the furnace passes a coiled-form of copper tube, through which hot air can be passed.
A certain known amount of oil is taken in a platinum tray and introduced into the furnace in the presence of controlled dry air for 1 h.
After 1 h of heating, the try is taken out, cooled and weighed. The loss in weight is calculated as percentage of original weight of oil taken.
Fig: Vaporimeter
10.Specific gravity: Is very useful in identifying oil, as it gives an indication of the type of crude
from which the lubricant has been prepared. Specific gravity generally, expressed in terms of
“A.P.I” (American Petroleum Institute) degree”.
11. Oiliness: The capacity or power of a lubricant to stick onto the surface under conditions of
heavy pressure or load is called oiliness. Lubricants which have high oiliness stay their position
.e. in between the lubricated surfaces and do not come out when they are subjected to a high
pressure.
Oiliness is a very important quality of lubricants. A good lubricant should have high oiliness.
Lubricating oils with poor oiliness will be easily squeezed out when the machines work under
heavy load. Mineral oils have poor oiliness. On the other hand, vegetable and animal oils are
having high oiliness. Hence, in order to increase the oiliness of mineral oil, it is mixed with
vegetable or animal oil or fatty acids like oleic acid and stearic acid.
12.Fire point & Flash point:
Flash point: Is the lowest temperature at which the vapors of the oil ignite for a movement when
a small flame is brought near it.
Fire point: Is the lowest temperature at which the vapors of the oil burn continuously for at least
5 seconds when a small flame is brought near it. Generally the fire point is 5-40°C higher than
the flash point.
Flash and fire points can be determined by Pensky Marten’s apparatus Main components of Pensky Marten’s apparatus are
a). Oil cup: is a about 5cm in diameter and 5.5 cm deep. The level to which oil is to be filled is marked inside the cup. The cup lid is provided four openings of standard
sizes. Through one of these passes a thermometer; while the second opening is used for
introducing test flame. Through 3rd opening passes stirrer carrying two brass blades;
while fourth is meant for admission of air.
Working: Oil under examination is filled up to the mark in the oil cup and then heated by
heating the air-bath by a burner.
Heat is applied so as to raise the oil temperature by about 5°C per minute. At every 1°C rise
of temperature, test-flame is introduced for a moment, by the working the shutter. The
temperature at which a distinct –flash (a combination of a weak sound and light) appears
inside of the cup, is recorded as the flash-point.
The heating is continued thereafter the test flame is applied as before. When the oil ignites
and continues to burn for at least 5 seconds, the temperature reading is recorded as the
Significance: Knowledge of this is powerful safeguard against fire hazards during storage
and use. A good lubricating oil should have flash and fire points higher than the operating
temperature of the machine.