PERFORMANCE EVALUATION OF
WELDING PROCESSES USING THE
WASPAS METHOD
MONDAY J.OMOREGIE
Department of Production Engineering University of Benin, Benin City, Nigeria
JOSEPH I. ACHEBO
Department of Production Engineering University of Benin, Benin City, Nigeria
Abstract:
In recent times, good quality welds are made by choosing the appropriate welding parameters. However, the process of inventing new optimization methods in order to improve the quality of the welds cannot be over-emphasized, hence this study. In this study Weighted Aggregated Sum Product Assessment ( WASPAS) method was utilized for optimizing the welding process in the order of 3 – 5 – 1 – 4 – 2. The trend shows that the second welding process is the most valuable whereas, 3 being the third welding process is the least valuable one. There are graphical representations of the impact of these welding processes on the mechanical properties, which also supports that the arc welding processes produced weldment of high strength and quality which are better than those produced by EW and OW respectively. In this study, a step by step process has been followed.
Keywords: Welding processes, mechanical properties, WASPAS method, weldment
1. Introduction
In Nigeria, the most common welding processes available are the electric welding (e.g. spot welding) and oxyacetylene gas welding processes. These welding processes are used by local welders to weld steel products. In most cases, the efficiencies and effectiveness of these processes are not investigated. The welders and their customers are more concerned with the welding together of the materials to be welded. Nobody seem to be bothered with the quality of the weld or the performance of the available welding processes.
Welding processes have a very valuable impact on the quality of the weldment. The extent to which they can shield their weldment from the environment is very relevant to their overall assessment. The reason, is that when a welding process is not able to efficiently isolate the weldment from its environment, the surrounding air is entrapped in the weld. This entrapped air forms pores inside the weldment. At these localized locations, the air oxidizes the surrounding micro grains of the weldment and transforms these micro-grains into macro-grains. These macro-grains heterogeneously grow into angular shaped macro-grains. However, the oxidized internal geometry of the weldment become brittle and weak which lowers the quality of the weldment.
At this point, when these localized parts of the weldment becomes brittle, and load is applied, it would not have sufficient strength to resist fracturing. In recent times, other welding processes have been introduced into the country, such as the gas metal arc welding (GMAW) process gas tungsten arc welding process and submerged metal arc welding process. These welding processes have been used for welding of both aluminum and steel products. GMAW is a welding process that joins metals by heating the metal with an electric arc between a continuously fed consumable electrode wire and the workpiece. Kim et al., (1991) were of the opinion that GMAW is the most common method for arc welding of steels and aluminum alloys. Screeraj et al., (2013) wrote that GMAW is a multi-objective and multifactor metal fabrication technique.
The other type of arc welding process is the shielded metal arc welding (SMAW). SMAW is a manual arc welding process that uses a consumable electrode coated with a flux to lay the weld. An electric current in the form of either alternating current or direct current from a welding power supply is used to form an electric arc between the electrode and the metal to be joined. Bracarense and Liu (1993) said that SMAW process is probably one of the most versatile methods for joining steels. They added that the process is inexpensive, simple and requires minimum welding sill in most applications.
area is protected from atmospheric contamination by an inert shielding gas (argon or helium) and a filler metal is normally used. A constant current welding power supply produces electrical energy, which is conducted across the arc through a column of highly ionized gas and metal vapors known as a plasma. Prabaharan et al., (2014) wrote that GTAW is one of the most important metal joining processes in the manufacturing industry. The authors went further to say that, the selection of improper GTAW process parameters can increase power consumption, man power and cost of product.
In this study, these welding processes were investigated to determine their performance efficiencies using the WASPAS method.
2 Materials and Methods
2.1 Materials
The Gas Tungsten Arc Welding (GTAW) process, Gas Metal Arc Welding (GMAW) process, Electric Welding (EW) process, Shielded Metal Arc Welding (SMAW) process and Oxy-acetylene gas Welding (OW) process respectively were used to make weldments on a mild steel plate measuring 120 mm x 70 mm x 10 mm using 100% Argon shielding gas and 1.6 mm filler metals in the case of the arc welding processes. A guage 10 coated mild steel electrodes of 230 mm long were used for the Electric Welding process and Oxy-acetylene gas welding process. The mechanical properties of the weldments such as the tensile properties, ie Ultimate Tensile Strength (UTS), Yield Strength (YS), Percentage Elongation (PE) and Reduction in Area (RA) using the Avery Tensometer, the Avery Impact Tester was used to determine the Charpy V-Notch (CVN) impact strength of the weldments, the Avery Brinell Hardness Tester was used to determine the hardness number (BHN) of the weldments and the Thermometer was used to determine the preheating temperatures (PT).
2.2. WASPAS Method
The WASPAS method applied by Chakraborty and Zavadskas (2014) is adopted in this study as follows: Every MCDM problem starts with the following decision/evaluation matrix:
11 12 1 21 22 2
1 2
... ... ... ... ... ...
...
n n
m m mn
x x x
x x x
X
x x x
=
(1)
where m is the number of candidate alternatives, n is the number of evaluation criteria and xij is the performance of ith alternative with respect to jth criterion.
WASPAS comprises of the weighted sum model (WSM) and weighted product model (WPM) which requires linear normalization of the decision matrix elements by applying either Eq. (1) or Eq. (2) or both:
For beneficial criteria,
max
ij ij
i ij
x
x
x
=
(2)For non-beneficial criteria,
min
i ijij
ij
x
x
x
=
(3)where . xij is the normalized value of xij .
In WASPAS method, a joint criterion of optimality is sought based on two criteria of optimality. The first criterion of optimality, i.e. criterion of a mean weighted success is similar to WSM method. It is a popular and well accepted MCDM approach applied for evaluating a number of alternatives in terms of a number of decision criteria. Based on WSM method [MacCrimon (1968); Triantaphyllou and Mann (1989)], the total relative importance of ith alternative is calculated as shown in Eq (4):
( )1
1
n
i ij j
j
Q
x w
=
=
(4)( )2
( )
1
j
n w
i ij
j
Q
x
=
=
∏
(5)A joint generalized criterion of weighted aggregation of additive and multiplicative methods is then proposed as presented in Eq. (6) (Zavadskas et al., 2013a, 2013b):
( )1 ( )2
( )
1 1
0.5
0.5
0.5
0.5
jn
n w
i i i ij j ij
j j
Q
Q
Q
x w
x
= =
=
+
=
+
∏
(6)In order to have increased ranking accuracy and effectiveness of the decision making process, in WASPAS method, a more generalized equation for determining the total relative importance of i th alternative is developed as presented in Eq. (7) (Šaparauskas et al., 2011; Zavadskas et al., 2012):
( )1
(
)
( )2(
)
( )
1 1
1
1
jn
n w
i i i ij j ij
j j
Q
λ
Q
λ
Q
λ
x w
λ
x
= =
=
+ −
=
+ −
∏
(7)(
λ
=
0,0.1,...,1
)
The candidate alternatives are ranked based on the Q values, i.e. the best alternative would be that one having the highest Q value. When the value of λ is 0, WASPAS method is transformed to WPM, and when λ is 1, it becomes WSM method.
3. Results
Table 1 shows the welding processes and their individual mechanical properties.
Table 1: Welding Processes and their Mechanical Properties
S/N Welding process
UTS (MPa)
YS (MPa)
PE (%)
RA (%)
CVN (J)
BHN PT (oC)
1 GTAW 620 480 5 42 110 330 230
2 GMAW 520 365 21 38 95 350 220
3 EW 270 192 10 50 75 310 290
4 SMAW 480 310 23 46 100 225 240
5 OW 305 280 14 52 55 260 280
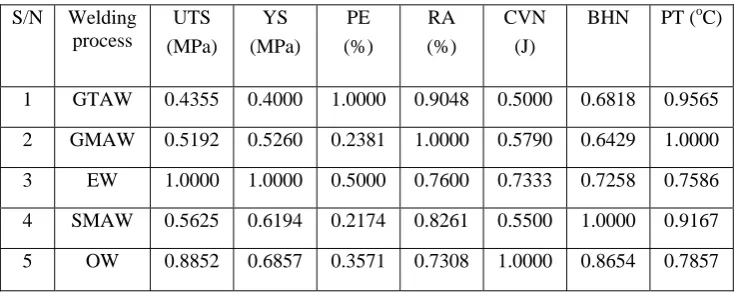
Applying Eq (3) to each weld property in Table 1, Table 2 was obtained. Table 2 contains the normalized decision matrix for the welding processes.
Table 2: Normalized decision matrix for various welding processes
S/N Welding process
UTS (MPa)
YS (MPa)
PE (%)
RA (%)
CVN (J)
BHN PT (oC)
1 GTAW 0.4355 0.4000 1.0000 0.9048 0.5000 0.6818 0.9565
2 GMAW 0.5192 0.5260 0.2381 1.0000 0.5790 0.6429 1.0000
3 EW 1.0000 1.0000 0.5000 0.7600 0.7333 0.7258 0.7586
4 SMAW 0.5625 0.6194 0.2174 0.8261 0.5500 1.0000 0.9167
5 OW 0.8852 0.6857 0.3571 0.7308 1.0000 0.8654 0.7857
However, the weights of the various weld properties were rated using the expert evaluation process which depended on a likert scale rating of Xi , which is in the range of 1 to 5; where 1 represents poor ; 2 represents
undecided; 3 represents average; 4 represents good and 5 represents excellent. The weights were determined by applying Eq (5) as expressed in Table 3
Table 3 Weight Allocation Criteria
S/N Weld Proproties Expert Evaluation Weight Allocated
1 UTS (MPa) 4 0.1428
2 YS (MPa) 3 0.1072
3 % Elong 3 0.1072
4 % RA 5 0.1786
5 CVN (J) 5 0.1786
6 BHN 4 0.1428
7 PT 4 0.1428
Σ 28 1.0000
The values for the total relative importance of ith alternative Qi(1), which is based on WSM method, and also the
values of the total relative importance of ith alternative, Qi(2) based on WPM method, were determined for the
various welding processes using Eqs 4 and 5 respectively. Considering total relative importance of ith alternative Qi(1) and Qi(2). A more generalized equation for determining the total relative importance of ith
alternative, Q was achieved by applying Eq 6. The summary of these calculations is presented in Table 4.
Table 4 Performance Score
S/N Welding process
Qi(1) Qi(2) Q
1 GTAW 0.6971 0.6573 0.6772
2 GMAW 0.6727 0.6206 0.6467
3 EW 0.7823 0.7680 0.7752
4 SMAW 0.6895 0.6374 0.6635
5 OW 0.7958 0.7291 0.7625
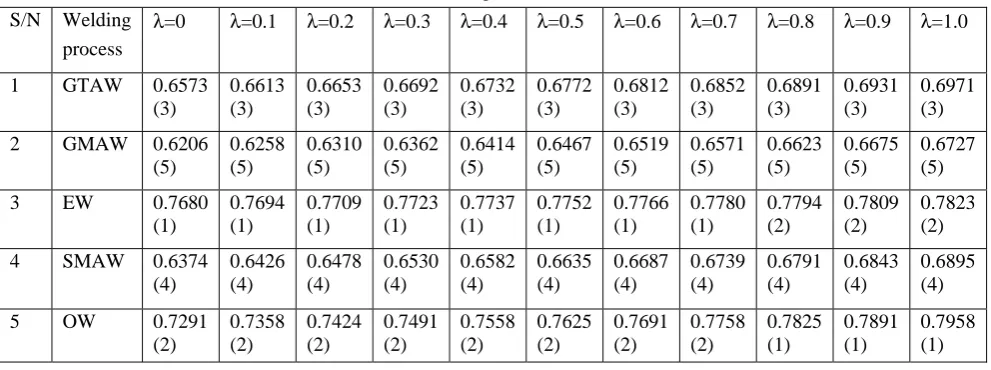
However, here a joint generalized criterion of weighted aggregation of additive and multiplication methods which is calculation for each welding process is considered within the range of λ, when λ = 0 and λ = 1, ie, where λ = 0, 0.1, 0.2, ………., 1.0. This criterion is achieved when Eq. (7) is applied. The summary of this calculation is presented in Table 5.
Table 5 Effect of λ on the Ranking Performance of WASPAS Method S/N Welding
process
λ=0 λ=0.1 λ=0.2 λ=0.3 λ=0.4 λ=0.5 λ=0.6 λ=0.7 λ=0.8 λ=0.9 λ=1.0
1 GTAW 0.6573
(3) 0.6613 (3) 0.6653 (3) 0.6692 (3) 0.6732 (3) 0.6772 (3) 0.6812 (3) 0.6852 (3) 0.6891 (3) 0.6931 (3) 0.6971 (3)
2 GMAW 0.6206
(5) 0.6258 (5) 0.6310 (5) 0.6362 (5) 0.6414 (5) 0.6467 (5) 0.6519 (5) 0.6571 (5) 0.6623 (5) 0.6675 (5) 0.6727 (5)
3 EW 0.7680 (1) 0.7694 (1) 0.7709 (1) 0.7723 (1) 0.7737 (1) 0.7752 (1) 0.7766 (1) 0.7780 (1) 0.7794 (2) 0.7809 (2) 0.7823 (2)
4 SMAW 0.6374
(4) 0.6426 (4) 0.6478 (4) 0.6530 (4) 0.6582 (4) 0.6635 (4) 0.6687 (4) 0.6739 (4) 0.6791 (4) 0.6843 (4) 0.6895 (4)
In Table 5 the ranking is done in every column. The highest value is rated (1) whereas the lowest value is rated (5). The first row is dominantly rated (3); the second row is also dominantly rated (5). The third row is dominantly rated (1); the fourth row is dominantly rated (4) while the fifth row, although dominantly rated (2) is also the only remaining rating factor which must be considered.
Conclusively, the order of performance significance is 3 – 5 – 1 – 4 – 2. The judgement of Table 4 corresponded with that for Table 5, which shows that GMAW which is the welding process number two (2) is found in this study to be the best.
4 Discussions
4.1 Impact of Welding Processes on their Resultant Weldment Properties
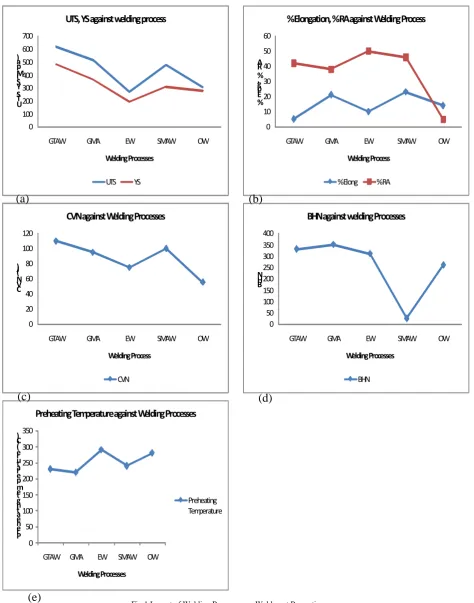
The impact of the welding processes on the weld mechanical properties has been investigated. Figure 1(a) shows that GTAW, GMAW and SMAW processes produced weldments with very high ultimate tensile strength of 500MPa and 650MPa and corresponding yield strength of 350MPa and 500MPa. These tensile strength values are very high and indicate the ability of the weldments to withstand the stress, whereas, EW and OW have ultimate tensile strength values of between 300MPa and 350MPa and yield strength value of 200MPa and 250MPa. Most mild steel products have their UTS and YS within this category but for GTAW, GMAW and SMAW, the UTS and YS values show that the welded products are of very high strength and has the ability to withstand very high loads over a long period of time than those for EW and OW processes.
Figure 1(b) shows the effect of welding processes on the percentage elongation and percentage reduction in area of the weld sample. EW has the highest percentage reduction in area of about 50% with a corresponding percentage elongation of about 10%. These values define a product with a high level of ductility, in such a way that when a load is applied to the welded joint, it can deform over a long period of time without fracturing. The SMAW produced a weldment of 46% reduction in area and a corresponding 23% elongation. GTAW process on the other hand produced a weldment having percentage reduction of 42% with a corresponding percentage elongation of 50%. GMAW process produced a weldment whose percentage reduction in area is 38% with a corresponding percentage elongation of 21%. However, OW has a weldment with a percentage reduction in area of 5% and a corresponding percentage elongation of 14%.
Figure 1(c) shows the effect of welding process on CVN. CVN defines the level of energy that is absorbed during impact loading. It is observed that GTAW has the highest energy absorbed of 110J, followed by SMAW weldmemt with impact energy of 100J. These values are indications of the extent of weldment density, which means that the microstructural grains are fine and homogenously arranged. This arrangement would eventually not allow gas entrapment pores to form. GMAW weldment has an impact energy of 95J, weldment formed by using EA has an impact energy of about 75J. whereas, OW has an impact strength of 55J. This indicates that EW has produced a weldment with a low carbon alloying element which makes is slightly malleable and also ductile.
Figure 1(d) shows the impact of the welding processes on BHN. GMAW has a weldment with BHN of 350, GTAW weldment has a BHN of 330. These values confirm the high UTS and YS possessed by these weldment. This also defines the reason for the high CVN energy absorbed by their weldments. The weld profile of the weldments produced by using GTAW and GMAW show that they produce high strength weldments. EW which has a BHN of 310 indicates that the weldment produced by using this process makes it more ductile than the weldments produced by using GTAW and GMAW. SMAW and OW produced weldments with BHN of 225 and 260 respectively. This also indicates that these two welding processes are less ductile than the weldments produced by other welding processes considered in this study.
0 100 200 300 400 500 600 700
GTAW GMA EW SMAW OW U
TS , Y S (M p a)
Welding Processes
UTS, YS against welding process
UTS YS
0 10 20 30 40 50 60
GTAW GMA EW SMAW OW %
E lo g, % R A
Welding Process
% Elongation, % RA against Welding Process
% Elong % RA
0 20 40 60 80 100 120
GTAW GMA EW SMAW OW C
V N (J )
Welding Process
CVN against Welding Processes
CVN
0 50 100 150 200 250 300 350 400
GTAW GMA EW SMAW OW B
H N
Welding Processes
BHN against welding Processes
BHN
0 50 100 150 200 250 300 350
GTAW GMA EW SMAW OW P
re h e at in g te m p e ra tu re (° C )
Welding Processes
Preheating Temperature against Welding Processes
Preheating Temperature
Fig 1 Impact of Welding Processes on Weldment Properties
5. Conclusion
From the results and discussion, it is found that the WASPAS method has been properly utilized for determining the performance evaluation of the various welding processes considered in this study. By using this method, the Gas metal arc welding process which is the second welding was considered to possess the best, most ductile and of low carbon steel material. This most economic material is expected to have high machinability and usability. The next to this, is SMAW whose weldment has shown high strength and ductility. Next to this, is the GTAW which is a welding process used to produce weldments that are very hard. It has also demonstrated a high ability
(a)
(b)
(c)
(d)
to absorb impact energy. The fourth welding process evaluated here is the OW, which uses oxy-acetylene gas for welding. Its weldment has shown slight malleability and ductility but has the ability to entrap gas during the welding process. The fifth and the last welding process considered in this study as evaluated using WASPAS method is the EW. This welding process is the most commonly used; especially here in Nigeria. The mechanical properties of its weldments have been known to fall below welding expectations and specifications when compared with welding processes like GTAW, GMAW, SMAW etc.
References
[1] Bracarense, A.W. and Liu, S. (1993) Chemical Composition Variations in shielded Metal Arc welds. Welding Research Supplement, pp. 529s-536s.
[2] Brandi, S’ Taniguchi, C. and Liu S. (1991) analysis of Metal Transfer in shielded Metal arc welding, welding research Supplement, pp. 261s-270s.
[3] Chakraborty, S. and Zavadskas, E. K. (2014) Applications of WASPAS Method in Manufacturing Decision Making. INFORMATICA, 25 (1), pp. 1-20
[4] Kim Y.S; McEligot, D.M; and Eagar, T.W. (1991) Analysis of Electrode Heat Transfer in Gas Metal Arc welding. Welding Research Supplement pp. 20s-31s.
[5] MacCrimon, K.R. (1968). Decision Making among Multiple Attribute Alternatives: A Survey and Consolidated Approach. Rand memorandum, RM-4823-ARPA.
[6] Miller, D.W.and Starr, M.K. (1969). Executive Decisions and Operations Research. Prentice-Hall, Englewood Cliffs.
[7] Prabaharan, C; Ven Katachalam, P; Suresh Kumar, K. and Lenin, K. (2014), Parametric Optimization of Gas Tungstem Arec welding Processes by Using Factorial Design Approach. Journal of Scientific and Industrial Research, 73, pp. 415-420.
[8] Šaparauskas, J., Zavadskas, E.K, Turskis, Z. (2011). Selection of facade’s alternatives of commercial and public buildings based on multiple criteria. International Journal of Strategic Property Management, 15(2), pp.189–203.
[9] Screeraj, P; Kannan, T. and Maji, S. (2013) Prediction and optimization of weld Bead Geometry in Gas Metal Arc Welding process using RSM and fmincon. Journal of Mechanical Engineering Research, 5(8), pp. 154-165.
[10] Triantaphyllou, E., Mann, S.H. (1989). An examination of the effectiveness of multi-dimensional decision making methods: a decision-making paradox. Decision Support Systems, 5(3), pp.303–312.
[11] Zavadskas, E.K., Turskis, Z., Antucheviciene, J., Zakarevicius, A. (2012). Optimization of weighted aggregated sum product assessment. Elektronika ir Elektrotechnika – Electronics and Electrical Engineering, 122(6), pp. 3–6.
[12] Zavadskas, E.K., Antucheviciene, J., Šaparauskas, J., Turskis, Z. (2013a). Multi-criteria assessment of facades’ alternatives: peculiarities of ranking methodology. Procedia Engineering, 57, pp. 107–112.