Study Microstructure And Mechanical Properties Of
Rapidly Solidified Of Al-Sn By Melt Spinning
Technique
Dr. Eman J. Abed
Dept. of Materials Engineering University of Kufa/ Najaf/Iraq
Abstract-- The melt spinning technique has been used in this study to produce rapidly solidified alloys in the simple binary Al-Sn alloys.Aluminum-5,15 and 25%Al-Sn were prepared by as cast and melt spun technique. Optical microcopy,X-rays diffraction analysis and scanning electron with energy dispersive spectroscopy (EDS) were used to provide information about the difference in microstructure and phases of as cast and rapid solidified samples. In addition to hardness values of the ribbons and as cast ingots also measured. The results revealed that microstructure of the as cast alloys is formed from Sn particle spread in a continuous Al-rich matrix, moreover thin predendritic fine chill crystal zone at the wheel side with only Sn-rich phase particles, which develops into a region of disordered dendritic columnar grains. There is no solubility of Al in Sn or vice versa in thermal equilibrium diagram of aluminum-tin alloy system at room temperature; also, there is no intermediate phase formed between Al and Sn by conventional production processes. X-ray diffraction has ascertained the presence of the equilibrium phases for rapid solidified alloys. The hardness values of melt-spun alloys increase approximately twice higher than those of
original ingot alloy.
Index Term-- rapid solidification, ribbons, microstructure, microhardness,mechanical properties.
1. INTRODUCTION White metals (Babbitt) and AL-Sn alloys have a very long history to be used as plain bearing materials. These alloys can provide excellent combination of strength and surface properties [1].Al-Sn is an immiscible binary alloy system with a solid solubility of Sn in Al below 0.09 wt.% at room temperature. Due to the low solubility of Al-Sn alloy and high density difference between Al (2.7g/cm3) and Sn(7.2g/cm3),there is very strong sedimentary tendency in the casting of Al-Sn alloy. However, it is very difficult obtain homogeneous distribution of Sn in Al matrix. There is different preparing techniques, including rapid solidification, physical vapor deposition, electro deposition, powder metallurgy, severe plastic deformation, and mechanical alloying, have been used to improve homogeneity and refine the size of Sn phase in Al-Sn alloys [2].
The industrial use of metallic materials is limited by their physical, mechanical properties, microstructure and, characteristics that are greatly influenced by the initial casting conditions. During slow cooling in large industrial ingots a considerable amount of segregation takes place due to the different solubilities in the solid and the liquid, and this cannot
be improved via a solid-state thermal treatment. A rapid solidification can successfully overcome the problems connected with segregation and produce fine-grained, segregation-free materials with an unusual chemical composition and unique mechanical properties [3].
Rapidly solidified materials differ a great deal from materials with the same chemical composition prepared by conventional casting procedures in terms of the refinement of the main structural constituents .As a result of non-equilibrium freezing, they may also contain supersaturated phases, metastable intermediate phases or, in limited cases,amorphous constituents[3].Rapid solidification is defined in the scientific literature as the rapid extraction of thermal energy to include both superheat and latent heat during the transition from a liquid state at high temperatures, to solid material at room. The rapid extraction of heat can cause under cooling as high as 100 Cᵒ or more prior to the initiation of solidification. The time at high temperatures is limited to milli-seconds followed by rapid quenching to room temperature. The choice of the quenching medium, may be it water, brine solution, or liquid nitrogen, has a profound influence on solidification time and the resultant microstructural development to include the distribution of phases in the final part. The high-cooling rate results in a significant amount of undercooling of the melt, which is conducive for the occurrence of several metastable effects that can be categorized as being either constitutional or Microstructural [4].
The quick extraction of thermal energy that occurs during rapid solidification permits large deviations from equilibrium, which provides the advantages of the intrinsic microstructural effects include either one or a combination of changes in grain morphology, refinement of characteristics, such as, the size and shape of grains, and the shape and location of the phases present [4,5].
In the present work, three compositions of aluminium base alloy (Al-,5%,15% and 25%Sn) alloys were prepared by using the melt-spinning technique to study the structure, and also to the effect of hardness of the melt spun ribbons produced.
2. EXPERIMENTAL
microstructures of as cast and melt-spun ribbons. Analysis of the data is carried out using different techniques such as scanning electron scanning electron microscopy (INSPECT-550) operated at 5 kV and linked with an Energy Dispersive Spectrometry (EDS) attachment. Although the wide use of Al-Sn alloys for engineering applications studies on the Microstructural development of such materials are rare. Optimized microstructures during the solidification stage of
processing can be used for final properties. Three
compositions of aluminium base alloy (Al-,5%,15% and 25%Sn) alloys were prepared by using the melt-spinning technique to study the structure, and also to the effect of hardness of the melt spun ribbons produced.
2.1 MATERIALS
High purity aluminium (99.9 wt% A1) and high purity tin with composition 99.999 wt% Sn are used in prepared of the samples.
2.2 TOOLS AND APPARATUSES
- Melt spinning device - Graphite crucible - Electric arc furnace
- Infrared radiation pyrometer - Hot mounting apparatus - Grinding and polishing device - Optical microscope
- Scanning electron scanning electron microscopy (INSPECT-550) operated at 5 kV and linked with an Energy Dispersive Spectrometry.
-X-ray diffraction device
- The Vickers microhardness tester (Digital micro hardness USA-TH715).
2.3.1 MELT SPINNING APPARATUS
The main parts of melt spinning apparatus are a disc made of copper based alloy with high thermal conductivity. Alloys of copper are rather better than pure copper as their wear resistance is superior therefore brass alloy was used in manufacture of rotating disc which was driven by electric motor. In the present work the 250 mm diameter brass wheel was driven by a 1hp motor at speed 2800 rpm given circumference velocity approximately 36 m.sec-1.The surface of the wheel had 200 mm wide flat used for melt spinning. To give a mirror surface finish of rotating disc emery paper was used and polished after every run of the wheel.
2.3.2 CRUCIBLE
The crucible performs two functions. The first is to contain the solid and liquid materials before ejection without either itself melting or reaction with the molten metal and the
2.3.3 EXPERIMENTAL PROCEDURE 2.3.3.1 AS CAST ALLOYS PREPARATION
Aluminium-tin alloys with compositions 5,15 and 25 % Sn were prepared from 99.9 wt% A1 and 99.999 wt% Sn. Electric resistance furnace model (SX 5-12) was used for melting the metals to preparation of the specimens at 750 C° in graphite crucible and the required amount of tin was added to the molten aluminum then mixing the molten metal for a few minute, and holding at this temperature for a sufficient length of time for homogenous and then poured into steel die with internal diameter 15 mm.
Rapidly solidified alloys were produced by free jet melt spinning in air by means of impinging a jet of molten alloys with nozzle diameter 2.5 mm onto the cylindrical surface of a polished brass wheel (250 mm diameter, 200 m wide flat) and rotatingat 2800 rpm. To clean the rotating disc grinding paper was after each pass. The measuring of temperature crucible before ejection was performed using infrared radiation pyrometer 450 C°. As the wheel moves, the metal solidifies and separation in the form of a very fine ribbons.
The measuring of temperature for molten metal and crucible were performed using infrared radiation pyrometer. The temperature of empty crucible before ejection = 450 C°. The temperature of molten metal before =700 C°.
The temperature of the as-produced ribbons 100 C°.
In preparing as cast specimen for microscopically examination it is first necessary to produce in it a surface which appears perfectly flat and scratch free when viewed with the aid of a microscope. This involves first grinding the surface flat, and then polishing it to remove the marks left by grinding stage. Grinding stage is then carried out on emery papers of progressively finer grade. These must be of the very best quality. Aluminum and its alloys are soft and easily scratched or distorted during preparation. For cutting specimens, sharp Grinding: specimens may be ground on emery papers by grinding and polishing machine (rotary discs of grinding paper are used). Silicon carbide papers (230, 320, 400, 600, 800, 1200, 2000 and 2500 grit) which used well washed with water are preferred to avoid the embedding of abrasive particles in the metal.
first be washed free of any adhering polishing compound. The Al-Sn alloys were immersion in dilute hydrofluoric acid for ten seconds. After being etched the specimen is washed in running water and drying.
Optical microcopy was used to provide information about the microstructure of alloy samples for as cast and rapid solidified alloys with different magnification (50 x) by using digital microscope DCMS10 (USB2). The microstructure of
ribbons and conventionally cast alloys were characterized using scanning electron microscopy (SEM) together with the energy dispersive spectroscopy (EDS)as shown in Figure 1. SEM (INSPECT-550) was normally performed at 5 kV to measure the surface morphology of the samples. In most cases, the highest magnification achievable by this microscope is 300,000X. The SEM system utilized for this work can perform other characterization work like energy dispersive (EDX) analysis. Specimen for X-ray diffraction analysis using CuKα radiation (λ=1.5405Aᵒ) and scanning speed 5m/min of
2θ (Bragg angle) with range (30-80) and 40KV/30mA applied power were composed of a number of ribbons parallel to each other with wheel side surface. Line profiles (peaks) from the Al-rich and Sn phases were recorded.
The hardness of the ribbons and as cast ingots measured with a Vickers diamond indenter in a microhardness tester (Digital micro hardness USA-TH715). In this test the applied load is 2.9 N and then the diagonal length of the square impression was measured by means of a microscope which has a variable slit built into the eyepiece.
Fig. 1. Scanning Electron Microscopy (SEM) Together with the Energy Dispersive Spectroscopy (EDS).
3. RESULTS AND DISCUSSION
3.1 MICROSTRUCTURAL INVESTIGATIONS
Microstructural investigations which include study microstructure of slowly and rapidly solidified of Al-Sn alloys by using optical microscope and scanning electron scanning electron microscopy linked with an energy dispersive spectrometry attachment.
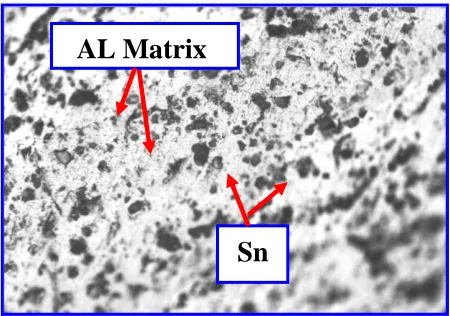
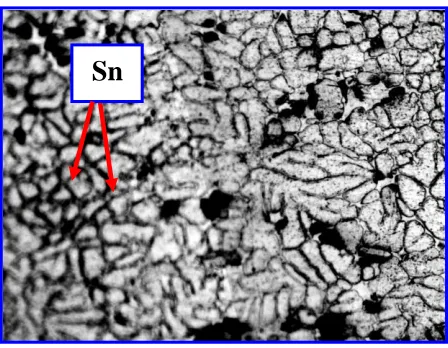
Figure 2 shows the optical micrograph of the AL-5%Sn Alloy that was solidified at slow cooling rate. The structure is formed from Sn particle spread over a continuous Al-rich matrix. Figure 3 and Figure 4 shows tin is distributed in aluminium matrix as a separate phase in form of network structure along the of grain boundary of aluminium and with increase tin content results in continuous increasing of bonding between Al matrix and Sn phase.These results are consistent with the previous observations by A.R.Valizadeh and his co-workers[6].
Fig. 2. Optical Micrographs of the Slowly Solidified of AL-5%Sn Alloy Shows Shape of Tin in Solid Solution Matrix (Magnification 50X).
AL Matrix
Fig. 3. Optical Micrographs of the Slowly Solidified of AL-15%Sn Alloy Shows Shape of Tin in Solid Solution Matrix (Magnification 50X).
Fig. 4. Optical Micrographs of the Slowly Solidified of AL-25%Sn Alloy Shows Shape of Tin in Solid Solution Matrix, (Magnification 50X).
Microstructural investigations in scanning electron linked with an energy dispersive spectrometry attachment showed that the structure of melt spun ribbons was completely different from their conventionally cast counterparts. The microstructure of a melt-spun ribbon of the Al-5%Sn alloy is shown in Figure 5. It is obviously seen that the microstructure consists of two phases a coarse α-Al dendrites together with fine grains separate in region of primary Sn. These phases were also confirmed by XRD analysis that consisted of two peaks sets as indicated in Figure 6.These results are consistent with the previous observations by many researchers [7, 8 and 9]
Figure 7 and Figure 9 shows scanning electron microscope of the cross-section of a melt-spun ribbons of the Al-15%Sn alloy and Al-25%Sn alloy respectively a thin predendritic fine (chill) crystal zone at the wheel side with only Sn-rich phase particles, which develops into a region of disordered dendritic columnar grains with tin rich phase particles at the grain boundaries. Energy Dispersive Spectrometry (EDS) microanalysis in the scanning electron microscope was used to identify the chemical composition of two phases present in these alloys as shown in Figures 8 and 10.
a
Sn
AL Matrix
Fig. 5. SEM Images of the Rapid Solidified Ribbon of Al-5%Sn Alloys at Different Magnification. The Bright Phase is Sn and the Dark Matrix is Al.
Fig. 6. EDS Point Wise Analysis of the Investigated Rapid Solidified AL-5% Sn Alloy, Marker in Figure 5.
Sn
Sn
Fig. 7. SEM images of the rapid Solidified Ribbon of Al-15%Sn Alloys at Different Magnification. The bright phase is Sn and the Dark Matrix is Al.
Sn
Fig. 9. SEM images of the rapid Solidified Ribbon of Al-25%Sn Alloys at Different Magnification. The bright phase is Sn and the Dark Matrix is Al.
Fig. 10. EDS Point Wise Analysis of the Investigated Rapid Solidified AL-25% SnAlloy, Marker in Figure 9
.
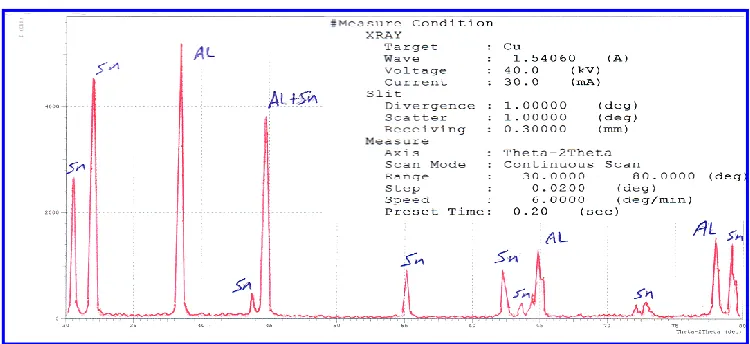
Figures 11,12 and 13 shows the x-ray diffraction patterns for as- quenched melt- spun Al-Sn alloys. It is found that the structure of all alloys consists of Aluminum matrix with Sn phase. The Sn phase precipitates in all alloys as indicated by Sn peaks as shown in following figures. Both the number and the intensity of Sn peaks increases with increasing Sn concentration, which indicates more precipitation of Sn phase in the Aluminum matrix and formation solid solution AL+Sn. The x-ray diffraction patterns has ascertained the existence of the equilibrium crystalline phases fcc- Al and Sn phase in all the alloys in melt spun condition in form sharp lines. So that rapid solidification has induced neither amorphous nor formation of metastable phases in these alloys.
Fig. 11. The XRD Patterns of as-Quenched Melt-Spun Al-5%Sn alloys.
Fig. 12. The XRD Patterns of as-Quenched Melt-Spun Al-15%Sn alloys.
3.2 MICROHARDNESS INVESTIGATIONS
In the present work, the microhardness of conventionally cast ingot and rapidly solidified ribbons were measured by Vickers microhardness measurements. The applied load to determine the hardness was 2.942N. On the longitudinal section of each sample, five measurements were performed on the longitudinal section of each sample. Figure 14 shows high decreasing in the hardness values of the as cast alloys with increasing Sn content; while increases the values of hardness melt-spun ribbon approximately twice higher than those of original ingot alloy. The grain size of rapidly solidified ribbons is much smaller in compared with the grain
size of those as cast alloys due to high cooling rate. Therefore, increase in hardness values for melt spun alloys compared with their as cast can be attributed to grain refinement and changes in microstructure occurred during the melt spinning process.The comparison of Vickers microhardness values of ribbons and ingot hardness of the three alloys in the as-cast ingot and rapid solidified alloys is presented in Figure 14.
4. CONCLUSIONS
1. The microstructure of the AL-%Sn Alloy that was solidified at slow cooling rate is formed from Sn particle spread over a continuous Al-rich matrix.
2. Increase tin content results in continuous increasing of bonding between Al matrix and Sn phase.
3. Thin predendritic fine chill crystal zone at the wheel side with only Sn-rich phase particles, which develops into a region of disordered dendritic columnar grains.
4. Rapid solidification enables higher amount of solute to be retained in solid solution of alloy and also refine microstructures thereby increasing the mechanical properties of these alloys.
5. Scanning electron scanning electron microscopy linked with an energy dispersive spectrometry attachment identify the chemical composition of two phases present in these alloys. 6. Increasing hardness values of melt-spun alloys compared
with their as cast alloys.
7. The grain size of rapidly solidified ribbons is much smaller in compared with the grain size of those as cast alloys due to high cooling rate.
8. The x-ray diffraction patterns has as certained the existence of the equilibrium crystalline phases.
ACKNOWLEDGMENTS
The author would like to express their appreciation to the University of Kufa/College of Engineering /Materials Engineering Department for its support of this work. The authors would like to thank all the technicians in the laboratories for their valuable help.
REFRENCES
[1] J. P. Pathak and S. Mohan," Tribological Behavior of Conventional Al–Sn and Equivalent Al–Pb alloys under Lubrication", Bull. Mater. Sci., Vol. 26, No. 3, April 2003.
[2] X. Liu, M.Q. Zeng, Y. Ma, M. Zhu, "Wear Behavior of Al–Sn Alloys with Different Distribution of Sn Dispersoids Manipulated by Mechanical Alloying and Sintering, ", Wear 265 (2008) 1857– 1863.
[3] Peter Jurci, Maria Domankova, Maria Hudakova and Borivoj Sustarsic, " Microstructural Evaluation of Rapidly Solidified Al– 7Cr Melt Spun Ribbons", Materiali in tehnologije , Materials and technology 41 (2007) 6, 283–287.
[4] Enrique J. Lavernia , T. S. Srivatsan, "The Rapid Solidification Processing of Materials: Science,Principles,Technology,
Fig. 14. Vickers Microhardness for As Cast and Melt -Spun Ribbons Alloys.
Advances, and Applications",J.Mater Sci,Vol.45,2010,P.P.287-325. [5] Laurens Katgerman , Fred Domb,"Rapidly solidified aluminium
alloys by melt spinning", Materials Science and Engineering A 375–377 (2004) 1212–1216.
[6] A. R. Valizadeh, A. R. Kiani-Rashid,M. H. Avazkonandeh-Gharavol & E. Z. Karimi,”The Influence of Cooling Rate on the Microstructure and Microsegregation in Al-30Sn Binary Alloy”,Engineered Materials ISSN 2192-9262Volume 2Number 2 Metallogr. Microstruct. Anal(2013).
[7] Duwez, P. andWillens, R. H. (1963). Rapid quenching of liquid alloys. Trans. Met. Soc. AIME, 227, 362.
[8] Kane, R. H., Giessen, B. C. and Grant, "New Metastable Phases in Binary Tin Alloy Systems", Acta Met., 14,605.