Microstructural Evolution and Mechanical Properties of High Purity
Aluminium Processed by Equal-Channel Angular Pressing
Jiri Dvorak
1, Vaclav Sklenicka
1and Zenji Horita
21
Institute of Physics of Materials, Academy of Sciences of the Czech Republic, Zizkova 22, CZ-616 62 Brno, Czech Republic
2Department of Materials Science and Engineering, Faculty of Engineering, Kyushu University, Fukuoka 819-0395, Japan
High purity (99.999%) aluminium was subjected to Equal-Channel Angular Pressing (ECAP) at room temperature for up to 8 passes through route BCusing a die having a channel angle of 90. Hardness measurements and tensile tests were conducted at room temperature with
respect to the number of ECAP passes. It is shown that the hardness and the tensile strength increased to take a maximum at 2 passes. However, unusual behaviour was observed such that further straining by ECAP for more than 2 passes decreased the hardness and tensile strength. Furthermore, the total elongation and the uniform elongation were enhanced with straining by ECAP. Microstructural observation using transmission electron microscopy revealed that straining by ECAP for 2 passes led to the development of a subgrain structure having dislocations within some subgrains and tangled dislocations near subgrain boundaries. After 8 passes, the grains became lager with the grain size of15mmand with the grain boundaries sharpened and clearly defined. Within such grains, subgrain boundaries were formed with an average separation of3mmand with the dislocation density very low. It is considered that the high dislocation mobility arising from high stacking fault energy and very low level of impurities were responsible for the unusual tensile behaviour and the difficulty in reducing the grain size to the submicrometer level. It is also considered that the grain refinement occurred due to evolution of subgrain boundaries to high angle boundaries, initially mutual coalescence of dislocations to subgrain boundaries followed by increasing misorientation angles by merging nearby dislocations. [doi:10.2320/matertrans.ME200719]
(Received July 20, 2007; Accepted November 1, 2007; Published December 12, 2007)
Keywords: pure aluminium, equal–channel angular pressing (ECAP), hardness, tensile property, strain rates, grain refinement, stacking fault energy
1. Introduction
It is well known that processing through severe plastic deformation (SPD) is an effective way of introducing intense strain in metallic materials.1)Significant grain refinement is achieved with application of the SPD and therefore there have been many research activity reporting the improvement of mechanical properties such as strength, ductility and superplasticity.2,3) Prominent among the SPD processing is equal–channel angular pressing (ECAP) in which a rod form of bulk material is processed through an L-shaped channel with an equal cross-section.1,4) Because this processing is repeatedly applicable to a rod without changing its cross section, large strain is created in the material and this allows evolution of microstructure from bands of subgrains to arrays of reasonably equiaxed grains to develop a ultrafine-grained (UFG) microstructure.5)
Extensive research has been carried out on many metallic materials to produce UFG structures and enhance mechanical properties,2,3)but there have been less study to focus on the mechanism of grain refinement through the SPD process. Since plastic deformation in metallic materials is usually accompanied by the generation of dislocations, it is reason-able to consider possible linkage between dislocation activity and grain refinement. In order to investigate the mechanism of grain refinement, it is important to control dislocation mobility. In the past study, impurity level of Al or addition of alloying elements to Al is effective to refine the grain size: for instance, grain size is reduced to 1:3mm in 99.99%Al,5) whereas the reduction of impurity level to 99% led to the grain size of0:7mm6)and additions of Mg by 1% and 3% gave rise to the grain sizes of 0:5mm and 0:3mm, respectively.7) It was also reported that the dislocation density within the grains is lower when the purity is
increased to 99.99%.5) Furthermore, the grain boundary morphology was changed to be better-defined and straight as the purity level increases.5,6)Otherwise, the grain boundaries are ill-defined and exhibit a non-equilibrium nature.7)
In this study, the two points are considered by focusing on the dislocation mobility: first, to employ Al where the stacking fault energy is high so that dislocations are easy to glide, cross-slip and climb; and second, to enhance the purity level so that all types of dislocation motion are less affected by impurities. A part of the study was published earlier8)by adopting not only high purity Al but also high purity Cu and Au having different stacking fault energies. However, no microstructural observations were undertaken in terms of dislocations. This study aims to investigate microstructural evolution with respect to straining by ECAP. Because of unusual phenomena reported earlier8) that the hardness decreases with intense straining of pure Al, this study concentrates only on Al as a material for investigation.
2. Experimental Material and Procedures
Aluminium with the purity level of 99.999% (hereafter called 5NAl) was received in a plate form of billet. This billet was cut to dimensions of 2525150mm3 and they
were swaged to cylindrical rods having 10 mm in diameter. The rods were cut to lengths of60mm and annealed in air at 773 K for 1 hour prior to ECAP. The grain size after annealing was more than0:3mm.
ECAP was conducted at room temperature with a die having an internal angle of 90between the two parts of the channel and additional angle of 20 for the outer arc of curvature at the point of intersection. This channel geometry creates an equivalent strain of 1 in the sample after one passage through the die.9) The second and subsequent
Special Issue on Severe Plastic Deformation for Production of Ultrafine Structures and Unusual Mechanical Properties: Investigating Role of High-Density Lattice Defects
pressings were performed by route Bc in which the rod sample is rotated about the longitudinal axis by 90 in the same sense between each pass. The pressing was repeated up to a total of 8 passes, giving a total equivalent strain of8. This processing route was selected because earlier experi-ments on pure Al showed that it led most expeditiously to an array of equiaxed grains separated by high-angle grain boundaries.5)
Transmission electron microscopy (TEM) was used to examine microstructures in the deformed states after 2 and 8 passes of ECAP. For TEM, disks of 3 mm in diameter were cut from the samples and ground mechanically to a thickness of 200mm. They were further thinned with a twin-jet electro-chemical polisher using a solution of 10% HClO4,
20% C3H803 and 70% C2H50H at 273 K. A Hitachi H-8100
transmission electron microscope was operated at 200 kV. It should be noted that the microstructure was also examined after tensile testing at a strain rate of8:310 5s 1. Selected
area electron diffraction (SAED) patterns were taken to complement the TEM observations using an aperture having a diameter of 12.3mm.
Vickers microhardness was measured using an Akashi MVK-E3 testing machine for samples after annealing and after processing by ECAP. The samples were cut to the direction parallel to the longitudinal axis. The surfaces were ground using abrasive papers and finished to be mirror-like with cloths containing alumina powders. For each measure-ment, a load of 25 g was applied for 20 s and an average value was obtained from a total of 14 measurements.
Tensile tests were conduced using a machine operating at constant rate of cross-head displacements for samples after annealing and after processing by ECAP. Tensile specimens having gauge lengths of 5 mm and cross-sections of
32mm2 were cut from the samples such that the tensile
axes were parallel to the longitudinal direction of the rods. All tensile specimens were pulled to failure at room temper-ature with initial strain rates in the range from8:310 3to
8:310 5s 1.
3. Experimental Results
3.1 Hardness measurement
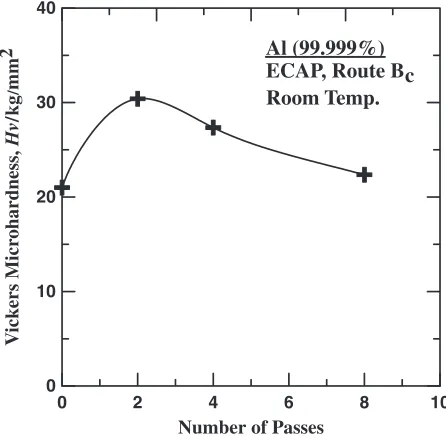
Figure 1 shows Vickers microhardness plotted against the number of ECAP passes. The hardness increases up to two passes to take a maximum. However, subsequent passes lead to a decrease in the hardness. After 8 passes, the hardness level becomes similar to the level of the annealed state. This trend is exactly the same as the earlier measurement for 5NAl processed by ECAP.8)This result is also consistent with the hardness measurement reported by Xuet al.where 4NAl was processed by HPT.10)The central region where less strain is introduced in the HPT disk resulted in higher hardness than the outer edge where intense strain is generated.
3.2 Tensile properties
The results of tensile tests are shown in Fig. 2 for samples after 2, 4 and 8 passes including samples after annealing. Nominal stress is delineated as a function of nominal strain obtained at three different strain rates. In accordance with the hardness results given in Fig. 1, the level of the maximum
flow stress is highest after 2 passes and it is decreased with increasing the number of ECAP passes. Evaluation regarding the total strain to failure obtained from the tensile testing shows that the total strain is increased with the number of ECAP passes.
There are three important notes to be made in association with this change in mechanical behaviour. First, although the level of the flow stress is decreased with the number of ECAP passes, the stress level after 8 passes is much higher than the stress level in the annealed state and this difference comes to more than twice. Second, there is a significant increase in the total strain to failure with increase the number of ECAP passes. The total strain after 8 passes is even larger than that for the annealed state. Third, there is also a significant enhancement of the uniform strain with increasing the number of ECAP passes. For the samples after 2 passes, the flow stress increase to a maximum level sooner after initiation of the tensile deformation and subsequently
0
Number of Passes 0 10 20 30 40 V ick ers Micr ohardness, Hv / kg / mm
2 Al (99.999%)
ECAP, Route Bc Room Temp. 10 8 6 4 2
Fig. 1 Hardness variation with respect to number of ECAP passes.
0 20 40 60 80 100
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7
Nominal Strain Nominal Str ess, σ / MP a 1 3 − −
= 8.3×10
= 8.3×10
= 8.3×10
s ε 1 4 − −s ε 1 5 − −s ε Al (99.999%) ECAP Route Bc Room Temp. 2 passes
1 3 − −
= 8.3×10
= 8.3×10
= 8.3×10
s
ε −4 −1
s ε 1 5 − −s ε annealed 1 3 − −
= 8.3×10
= 8.3×10
= 8.3×10
s ε 1 4 − − s ε 1 5 − −s ε 8 passes 1 3 − −
= 8.3×10
= 8.3×10
= 8.3×10
s ε 1 4 − − s ε 1 5 − −s ε 4 passes
[image:2.595.315.538.75.294.2] [image:2.595.307.547.337.512.2]decreases after reaching the maximum, thereby making uniform strain very limited. For the samples subjected to larger numbers of ECAP passes as 4 and 8 passes, work hardening extends over larger strain to enhance the uniform strain. This result indicates that, when compared with the tensile behaviour of the annealed state, not only the flow stress but also the total and uniform strain is improved through the application of ECAP.
It appears that the effect of strain rate on the tensile behaviour is minor. There is a normal tendency that the higher strain rate yields a higher level of the flow stress and reduces the total strain to failure especially for the tensile testings of the samples after 8 passes and for the annealed state. However, this tendency is not the case for the specimens after 2 and 4 passes and there seems no special relation between the strain rate and the flow stress level including the total strain. It is considered that this must be attributed to microstructural inhomogeneity introduced dur-ing ECAP processdur-ing. It was reported experimentally11)and theoretically12)that the pure shear hardly occurs throughout the cross section unless the outer angle at the channel intersection is acute. This effect should be significant for the lower numbers of ECAP passes.
3.3 Microstructural observations
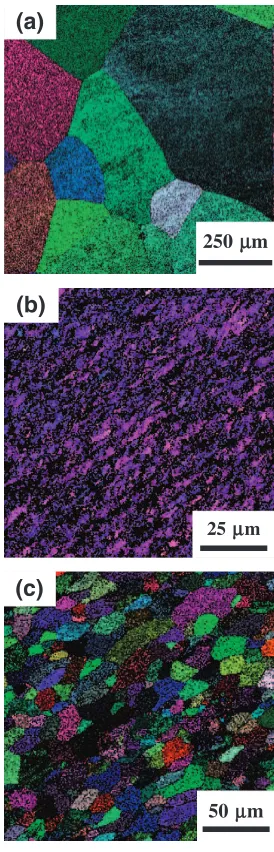
Orientation images recorded using EBSD analysis are given in Fig. 3 from a recent study8)This observation should help understand microstructural development with respect to the number of ECAP passes. It should be noted that the purity of the sample and the process of ECAP were the same as used in this study and Fig. 3 is given for the samples (a) after annealing and after annealing followed by ECAP for (b) 2 passes and (c) 8 passes. The orientation images reveal that the sample having an initial grain size of more than 300mm
[image:3.595.357.494.71.497.2]after annealing reduced to the grain size to15mmwhen it was processed by ECAP for 8 passes. It is apparent from the orientation distribution of each grain that an equiaxed grain structure is formed through 8 passes but the grains were not refined to the level of 1mm unlike to the application of ECAP to 4NAl.5)It is also noted that the development of the equiaxed grain structure is not simple when the orientation image after 2 passes shown in Fig. 3(b) is inspected. It has a similar orientation throughout the observed area, suggesting that the structure consists of subgrains with grain boundaries having low angle of misorientation. The results of EBSD seem to be consistent with the hardness variation shown in Fig. 1. It is suggested that the dislocation density is high after 2 passes but decreases after 8 passes to form grains with an average grain size of15mm. In this study, TEM observation was further conducted to reveal microstructural evolution.
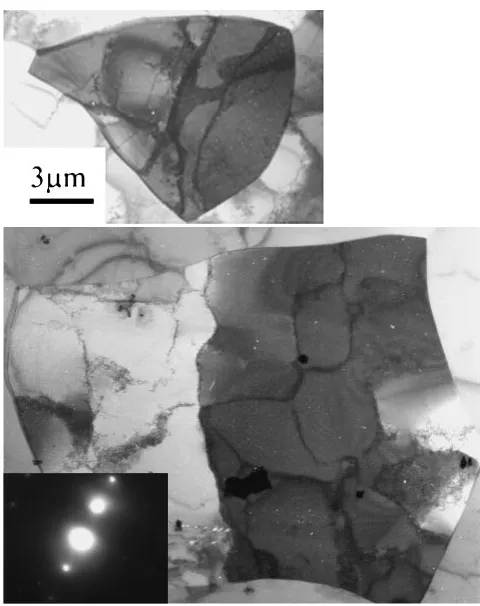
Typical TEM microstructures and associated SAED patterns are shown in Fig. 4 for 2 passes and in Fig. 5 for 8 passes. After 2 passes, grain refinement occurs and some grains contain high density of dislocations. This micro-structure and the corresponding SAED pattern show that the microstructure consists of arrays of subgrains with low angle misorientations. The average size of these grains was about 2mm. Close inspection shows that many dislocations are tangled to form grain boundaries or are present near grain boundaries. The grain boundaries therefore appear to be
broadened. The microstructure after 8 passes are different from that after 2 passes. First, there are large grains with the size of more than 15mm surrounded by large angle boundaries and these grain boundaries are sharply and clearly defined with the appearance of lines in this
magni-250 mµ
(a)
(b)
25 mµ
(c)
50µm
Fig. 3 Orientation images after annealing, 2 passes and 8 passes.
[image:3.595.307.547.527.685.2]fication. Within such grains, subgrain boundaries are present with an average separation of3mmand they are extended to have some widths. An important feature is that the disloca-tion density is low within the subgrains.
Figures 6 and 7 show TEM microstructures and associated SAED patterns observed after tensile testing with an initial strain rate of 8:310 5s 1 for the samples subjected to 2
passes and to 8 passes, respectively. For the sample subjected to 2 passes, the microstructure is essentially similar to the one before tensile deformation shown in Fig. 4. There is no change in grain size but the grains tend to be elongated to a single direction after tensile deformation and the grain boundaries become sharp with many dislocations present
within the grains. The elongation of the grains to a single direction is more intense for the sample subjected to 8 passes. The grain boundaries become sharp especially for the boundaries lying parallel to the long axis of the elongated grains. The evolution of the grain shape and grain boundaries must be related to the direction of the tensile deformation.
4. Discussion
Hardness measurements and tensile tests revealed that the highest values of both hardness and strength were achieved after the first two passes. This must be related to the development of a subgrain structure which consists of subgrains containing dislocations and being separated by boundaries with many tangled dislocations within a certain width. Such grain boundaries are in metastable and non-equilibrium state,2)generating long-range elastic stress fields, which can be responsible for an observed enhancement of tensile strength after 2 passes.
Further pressing beyond 2 passes gave rise to a decrease in hardness and a lowering of the flow stress level. These results are unusual because plastic straining generally leads to hardening and it is therefore suggested that dynamic restoration should take place during straining by ECAP. The restoration may include mutual annihilation of disloca-tions within subgrains and rearrangement of dislocadisloca-tions to form grain boundaries. The restoration may also include direct absorption of dislocations into grain boundaries. The latter can be evident when compared between the micro-structures after 2 passes and 8 passes. There are many tangled dislocations near subgrain boundaries after 2 passes as shown in Fig. 4 but there are sharply defined grain boundaries after 8 passes as shown in Fig. 5. It is reasonable to consider that the tangled dislocations are absorbed in the nearby subgrain boundaries to increase the misorientation and, once the misorientation angle increased, the high angle boundaries act as a sink for dislocations which were generated within the grains and moved to the grain boundaries. A reduction of dislocation density within grains and disappearance of tangled dislocations near subgrain boundaries are the major reason to cause the hardness decrease and the flow stress decrease during straining by ECAP.
Fig. 5 TEM micrographs and associated SAED pattern after 8 passes.
Fig. 6 TEM micrograph and associated SAED pattern after deformation in tension at strain rate of8:310 5s 1for sample subjected to 2 passes.
[image:4.595.47.287.68.371.2] [image:4.595.308.547.73.232.2] [image:4.595.49.289.412.577.2]It is important to emphasize that processing through 8 passes gave rise to both higher strength and higher ductility including the total elongation and the uniform elongation when compared with the sample in the annealed state. The higher strength was achieved because the grain size was refined through ECAP. TEM observation suggests that not only the grains having high angle boundaries but also subgrains formed with the grains are responsible for the increase in the strength. It is considered that the high ductility was achieved because sinks for many dislocations are available from high angle grain boundaries.
Finally, it was shown that the grain size was not reduced to the submicrometer level but the grain size reduction was attained only up to15mmwhich is larger by an order of magnitude than the case of 4NAl. This may be due to an enhanced mobility of dislocations because of the lack of impurity elements to hinder the dislocation movement. It is also due to the fact that the stacking fault energy is large in Al so that the mobility including cross slip and climb of dislocations occurs more easily than the metals with low stacking fault energy. Recent study showed that the grain refinement to the submicrometer range occurs in Cu and Au even if the purities are high as 7N and 5N, respectively.8)It should be noted that the stacking fault energies of Cu and Au are small compared with Al and therefore its mobility is much low compared with Al.
5. Summary and Conclusions
(1) Equal-channel angular pressing was applied to high purity 99.999% Al (5NAl). Hardness measurements and tensile tests were carried out with respect to straining by ECAP. Microstructural evolution was examined using transmission electron microscopy.
(2) Hardness and tensile strength increased to take a maximum at 2 passes of ECAP. However, further straining led to decrease the hardness and the tensile strength.
(3) Despite intense straining by ECAP, the tensile ductility such as total elongation and uniform elongation improved. The tensile strength and the tensile ductility are both high when compared with those obtained on the sample in the annealed state. There was a minor effect of strain rate on the tensile properties.
(4) A subgrain structure was developed after 2 passes, where dislocations were present within subgrains and near the subgrain boundaries. The subgrain boundaries were extended to some width containing tangled dislocations.
(5) High-angle grain boundaries were formed after
proc-essing through 8 passes and they were sharply and clearly defined with a straight and smooth configura-tion. The grains surrounded by such high-angle grain boundaries were of the size of15mmand contained subgrain boundaries separated with an average distance of3mm.
(6) It was considered that the grain refinement occurred due to evolution of subgrain boundaries to high angle boundaries, initially mutual coalescence of dislocations to subgrain boundaries followed by increasing misor-ientation angles by merging nearby dislocations. (7) The grains of high purity 99.999% Al were not reduced
to the submicrometer level because the dislocation mobility was so high that dislocations mutually annihi-lated before contributing to the formation of grain boundaries.
Acknowledgements
This work was supported in part by the Light Metals Educational Foundation of Japan, in part by 21st COE program ‘‘Functional Innovation of Molecular Informatics’’ from the Ministry of Education, Culture, Sports, Science and Technology, Japan, and in part by a Grant-in-Aid for Scientific Research from the Ministry of Education, Culture, Sports, Science and Technology, Japan, on Priority Areas ‘‘Giant Straining Process for Advanced Materials Containing Ultra-High Density Lattice Defects’’.
REFERENCES
1) R. Z. Valiev, Y. Estrin, Z. Horita, T. G. Langdon, M. J. Zehetbauer and Y. T. Zhu: JOM58(2006) 33–39.
2) R. Z. Valiev, R. K. Islamgaliev and I. V. Alexander: Prog. Mater. Sci.
45(2000) 103–184.
3) R. Z. Valiev and T. G. Langdon: Prog. Mater. Sci.51(2006) 881–981. 4) V. M. Segal: Mater. Sci. Eng., A197(1995) 157–164.
5) Y. Iwahashi, Z. Horita, M. Nemoto and T. G. Langdon: Acta Mater.46
(1998) 3317–3331.
6) Z. Horita, T. Fujinami, M. Nemoto and T. G. Langdon: Metall. Mater. Trans A31A(2000) 691–701.
7) Y. Iwahashi, Z. Horita, M. Nemoto and T. G. Langdon: Metall. Mater. Trans. A29A(1998) 2503–2510.
8) Z. Horita, K. Kshikawa, K. Kimura, K. Tatsumi and T. G. Langdon: Mater. Sci. Forum558–559(2007) 1273–1278.
9) Y. Iwahashi, J. Wang, Z. Horita, M. Nemoto and T. G. Langdon: Scripta Mater.35(1996) 143–146.
10) C. Xu, Z. Horita and T. G. Langdon: Acta Materialia55(2006) 203– 212.
11) J. Park and J. Suh: Metall. Mater. Trans.32A(2001) 3007–3014. 12) M. Kamachi, T. Fujinami, Z. Horita and T. G. Langdon: Mater. Sci.