Separation of different paraffin wax grades using two
comparative deoiling techniques
Magdy T. Zaky
⁎
, Nermen H. Mohamed, Amal S. Farag
Petroleum Refining Division, Egyptian Petroleum Research Institute (EPRI), Nasr City, P. O. Box 11727, Cairo, Egypt
Received 26 November 2006; received in revised form 26 April 2007; accepted 30 April 2007
Abstract
One stage fractional crystallization and solvent percolation techniques have been used to separate different grades of paraffin waxes; with
different characteristics; from El-Ameria light, middle and heavy slack waxes. The two deoiling techniques were performed using ethyl acetate
and butyl acetate solvents at ambient temperature of 20 °C, at different dilution solvent ratios (S/F by weight) ranging from 2:1 to 8:1 and constant
washing solvent ratio of 2:1 for the first technique and at different percolation solvent ratios ranging from 4:1 to 14:1 for the second one. The
resulting data revealed that fractional crystallization technique is more suitable for deoiling the heavy slack wax using butyl acetate solvent than
the percolation technique. While, percolation technology is a preferable technique using ethyl acetate or butyl acetate solvent for separation of
paraffin waxes from light and middle slack waxes.
© 2007 Elsevier B.V. All rights reserved.
Keywords:Paraffin waxes; Fractional crystallization; Solvent percolation; Deoiling techniques; Slack waxes
1. Introduction
Generally, paraffin waxes are derived from low-boiling wax
distillate fractions (light and middle ones). They consist mainly of
n-paraffins ranging from C
16to C
30and possibly higher. Varying
proportions of slightly branched-chain paraffins (C
18–
C
36) and
naphthenes are present.
Fully, semi- and scale refined paraffin waxes are produced
from slack waxes. Slack waxes separated from lubricating oil
feedstocks by dewaxing operation, usually contain from 2 to
45 wt.% oil. Low oil content paraffin waxes with a specific
melting point and needle penetration are produced by selective
removal of the oil and low melting waxes from the slack waxes.
This process is called deoiling or wax fractionation.
The commercial wax fractionation processes are the wax
sweating, the re-crystallization, the warm-up and the spray
de-oiling ones
[1,2]
.
The most predominant process is the wax re-crystallization
which was developed as a replacement for the wax sweating
process. It is sometimes called wax fractional crystallization
process and can be used to fractionate or deoil all types of
waxes. The wax cake from the primary or the secondary
dewaxing filters is heated until the wax is totally dissolved in
the solvent. Additional warm solvent is blended with the wax
cake solution. The mixture is cooled in double pipe scraped
surface equipment to a predetermined temperature to crystallize
the desired wax fractions. The mixture is filtered through a
rotary vacuum filter and the wax cake receives a final wash. The
filtration temperature of the wax in the third stage is conducted
at a higher temperature than that used in the first or second
dewaxing filtrations and the temperature used is selected to
adjust wax melting point and penetration. This process can be
operated in series with the solvent dewaxing unit of similar
design, which uses double or incremental dilution and single or
two-stage filtration
[2]
.
The characteristics of an ideal dewaxing or deoiling solvent
include the following: low solvent power of wax, high solvent
power for oil, low freeze point, low viscosity, low in cost,
non-toxic and have chemical and thermal stability
[2]
.
In our previous study, n-hexane, dioxane, ethyl acetate and
butyl acetate solvents were compared with methyl isobutyl
⁎Corresponding author. Tel.: +202 2745902; fax: +202 2747433.
E-mail address:[email protected](M.T. Zaky).
0378-3820/$ - see front matter © 2007 Elsevier B.V. All rights reserved. doi:10.1016/j.fuproc.2007.04.011
ketone (MIBK) solvent and methyl ethyl ketone (MEK),
benzene (B) and toluene (T) (60:20:20 by weight respectively)
solvent mixture; the conventional solvents generally used in
refineries as dewaxing and deoiling solvents. The study
indicated that, the most suitable solvents for separating paraffin
waxes; with the standard specifications; from light, middle and
heavy slack waxes are MIBK, ethyl and butyl acetates and the
mixture of MEK, B & T. Moreover, butyl acetate and MIBK
solvents and MEK, B & T solvent mixture can give paraffin
waxes having nearly the same congealing points, needle
penetrations and mean molecular weights range. However
from the economical point of view, ethyl acetate and butyl
acetate solvents are the most popular fractionating solvents due
to their lower prices than MIBK solvent and their advantages of
saving energy in the solvent distillation step over the solvent
mixture of MEK, B &T
[3]
.
Other authors carried out a study deals with the application of
solvent percolation technique to separate oil from commercial
microcrystalline wax flakes produced from tank bottom sludges.
Wax deoiling has been accomplished by percolating industrial
hexane through a packed bed of the wax flakes at ambient
temperature and removing the solvent from the wax and oil phases
to get hard wax and foot oil respectively. In this technology,
mechanical mixing and filtration operation have been substituted
with percolation of solvent through wax flakes, thereby
eliminating mixed phase in the process and the need of expensive
scraped surface crystallizers, rotary
–
drum filters and refrigeration
equipment as required in conventional solvent deoiling
[4]
.
Thus, the present study deals with the differentiation between
the fractional crystallization and solvent percolation techniques
using ethyl acetate and butyl acetate solvents by variation the
solvent feed ratios, for separation of various grades of paraffin
waxes of different specifications from light, middle and heavy
slack waxes.
2. Experimental
2.1. Materials
Three appropriate crude waxes; light, middle and heavy slack waxes; from El-Ameria Refining Company with different characteristics are used in this study for isolation of different grades of paraffin waxes.
Ethyl and butyl acetate solvents are used for separation of paraffin waxes by both fractional crystallization and solvent percolation techniques.
2.2. Isolation of paraffin waxes
The three slack waxes were subjected practically to one stage fractional crystallization and solvent percolation techniques using ethyl and butyl acetate solvents at ambient temperature of 20 °C and at different solvent feed ratios (S/F, by weight) ranging from 2:1 to 8:1 at fixed washing solvent ratio of 2:1 for the former technique and from 4:1 to 14:1 for the latter technique to produce different grades of paraffin waxes.
2.2.1. Fractional crystallization technique
A known weight of slack wax was dissolved in the corresponding amount of solvent or solvent mixture in a beaker and heated till the mixture becomes homogenous. Then the mixture was cooled gradually at room temperature. The beaker and the buchner funnel were transferred to a controlled temperature unit and gradually cooled to the desired temperature. The beaker contents were transferred to the funnel and filtered through a Whatman filter paper No. 43 by using gentle suction. The wax cake was washed with additional solvent at the same temperature and added at small increments. Solvents were removed from the wax cake by distillation.
2.2.2. Solvent percolation technique
A known weight of slack wax flakes was random packed in a jacketed glass column (diameter 3 cm, length 130 cm). A certain quantity of solvent was percolated under gravity over the packed bed of wax flakes from the top, Table 2
Effect of dilution solvent ratio on the physical characteristics, type and molecular type composition of isolated waxes by one stage fractional crystallization of light slack wax using butyl acetate solvent at fractionating temperature of 20 °C and S/F for washing of 2:1
Characteristics Light
slack wax
Waxes isolated at different dilution solvent to feed ratios (S/F) by using Butyl acetate 2:1 (L4) 4:1(L5) 6:1 (L6) Congealing point, °C 48 54 55.5 56.5 Kinematic viscosity at 98.9 °C, mm2s−1 3.04 3.12 3.18 3.30 Refractive index at 98.9 °C 1.4224 1.4179 1.4193 1.4199 Mean molecular weight 384 406 414 421 Oil content, wt.% 5.32 0.33 0.20 0.06 Needle penetration at 25 °C 43 22 19 17
Color (ASTM-D 1500) 1.0 0.0 0.0 0.0
Refractive index by TAPPI-ASTM equation
– 1.4245 1.4250 1.4254 Ultraviolet absorbance at 290 nm – 0.057 0.056 0.052
Type of wax Macro-crystalline
Table 1
Effect of dilution solvent ratio on the physical characteristics, type and molecular type composition of isolated waxes by one stage fractional crystallization of light slack wax using ethyl acetate solvent at fractionating temperature of 20 °C and S/F for washing of 2:1
Characteristics Light
slack wax
Waxes isolated at different dilution solvent to feed ratios (S/F) by using Ethyl acetate 4:1 (L1) 6:1 (L2) 8:1 (L3) Congealing point, °C 48 54 54.5 55 Kinematic viscosity at 98.9 °C, mm2s−1 3.04 3.06 3.16 3.18 Refractive index at 98.9 °C 1.4224 1.4189 1.4191 1.4193 Mean molecular weight 384 400 406 408 Oil content, wt.% 5.32 0.49 0.29 0.08 Needle penetration at 25 °C 43 24 19 14
Color (ASTM-D 1500) 1.0 0.5 0.0 0.0
Refractive index by TAPPI-ASTM equation
– 1.4245 1.4247 1.4249 Ultraviolet absorbance at 290 nm – 0.420 0.058 0.053
Molecular type composition
Total saturates, wt.% 97.63 100 – 100 n-paraffins content, wt.% 74.71 88.32 – 89.90 Iso- and cyclo-paraffins content, wt.% 22.92 11.68 – 10.10 Iso- and cyclo-paraffins/n-paraffins ratio 0.31 0.13 – 0.11 Total aromatics, wt.% 2.37 0.00 – 0.00 Mono-aromatics, wt.% 2.37 0.00 – 0.00 Degree of branching (% CH3content) 12.52 8.96 – 8.30
maintaining the temperature of the column at 20 °C. After the percolation run, wax and oil solution phases were made free from the solvent by distillation to get hard wax and soft wax, respectively.
2.3. Methods of analysis
The three slack waxes and the isolated paraffin waxes were physically characterized according to American Society for Testing and Materials (ASTM) standard methods[5].
The type of the isolated paraffin waxes was specified according to Technical Association of the Pulp and Paper Industry (TAPPI)—ASTM equation[6,7]. The aromatic contents of the slack waxes and the isolated paraffin waxes were determined using liquid - solid column chromatography technique[8].
n-paraffin contents were determined for the slack waxes and the isolated paraffin waxes using GC technique. The GC apparatus used was model 6890 plus Aglient, equipped with a hydrogen flame ionization detector and fused silica capillary column (30 m × 0.25 mm i.d.), packed with poly (dimethyl siloxane) HP-1 (non-polar packing) of 0.5μm film thickness. The peak area of each resolved component (consisting of either n- and iso-paraffin) is determined individually. However, the unresolved complex mixtures (humps); composed of non n-paraffins presumably mainly cyclo-paraffins and aromatics with long side chains; were determined only as a total.
The degree of branching (%CH3content) of the slack waxes and the isolated paraffin waxes was determined using proton nuclear magnetic resonance (Varian Mercury H-NMR spectrometer-Danemark) at 300 MHz in deutrated chloroform
[9].
Ultraviolet absorbance for the fully refined paraffin waxes was determined at 290 nm by using UV-Visible Spectrophotometer.
3. Results and discussion
3.1. Fractional crystallization and solvent percolation of crude
waxes
3.1.1. Effect of dilution and percolation solvent ratios
The dilution and the amount of solvent used in fractional
crystallization and percolation respectively, have an obvious
effect upon the yield and quality of the waxes isolated from
light, middle and heavy slack waxes by using ethyl and butyl
acetate solvents at ambient temperature of 20 °C
.
Data are
represented in
Tables 1–11
.
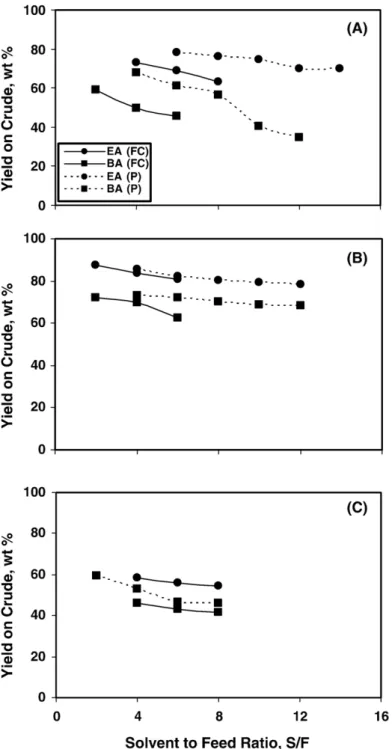
The wax yield decreases with increasing of dilution or
percolation solvent ratios (
Fig. 1
), with the improvement of wax
quality in terms of increasing the congealing point and mean
molecular weight and lowering the needle penetration as a result
of the decrease of oil content for the separated waxes. It can be
noticed also that, the improvement in the wax quality is more
pronounced with lower wax yield by using butyl acetate solvent
than those obtained by ethyl acetate solvent for both techniques.
This may be due to the higher solvent power of butyl acetate
towards the oil inherent to such waxes (
Tables 1–11
).
It is interest to note that the decrease in the oil content is
accompanied with an increase in the viscosities and refractive
indices of the waxes separated from light and middle slack
waxes by increasing the dilution or percolation solvent ratios
(
Tables 1–8
) while for the heavy slack wax, the decrease in the
oil content is accompanied with the decrease in the viscosities
and refractive indices of the separated waxes (
Tables 9
–
11
).
This may be attributed to the type of the entrained oil which is
mainly iso-paraffins having lower refractive indices and
viscosities in the former case and aromatic constituents for the
Table 3
Effect of percolation solvent ratio on the physical characteristics and type of isolated waxes by solvent percolation of light slack wax using ethyl acetate solvent at percolating temperature of 20 °C
Characteristics Light slack wax
Waxes isolated at different percolation solvent to feed ratios (S/F) by using Ethyl acetate 6:1 (PL1) 8:1 (PL2) 10:1 (PL3) 12:1 (PL4) 14:1 (PL5) Congealing point, °C 48 52.5 53 53.5 54 54 Kinematic viscosity at 98.9 °C, mm2s−1 3.04 3.05 3.07 3.09 3.12 3.12 Refractive index at 98.9 °C 1.4224 1.4181 1.4183 1.4187 1.4196 1.4196 Mean molecular weight 384 393 397 400 406 406 Oil content, wt.% 5.32 1.58 1.31 0.81 0.31 0.30 Needle penetration at 25 °C 43 35 32 27 21 21 Color (ASTM-D 1500) 1.0 0.5 0.5 0.5 0.0 0.0 Refractive index by TAPPI-ASTM equation – 1.4240 1.4242 1.4243 1.4245 1.4245 Ultraviolet absorbance at 290 nm – – – – 0.04 0.04
Type of wax Macro-crystalline
Table 4
Effect of percolation solvent ratio on the physical characteristics, type and molecular type composition of isolated waxes by solvent percolation of light slack wax using butyl acetate solvent at percolating temperature of 20 °C Characteristics Light
slack wax
Waxes isolated at different percolation solvent to feed ratios (S/F) by using Butyl acetate 4:1 (PL6) 6:1 (PL7) 8:1 (PL8) 10:1 (PL9) 12:1 (PL10) Congealing point, °C 48 52.5 53.5 54 57.5 58 Kinematic viscosity at 98.9 °C, mm2s−1 3.04 3.07 3.10 3.15 3.25 3.38 Refractive index at 98.9 °C 1.4224 1.4189 1.4199 1.4204 1.4213 1.4218 Mean molecular weight 384 397 400 412 432 438 Oil content, wt.% 5.32 0.71 0.45 0.31 0.02 0.02 Needle penetration at 25 °C 43 26 22 20 16 15 Color (ASTM-D 1500) 1.0 0.5 0.0 0.0 0.0 0.0 Refractive index by TAPPI-ASTM equation – 1.4240 14243 1.4245 1.4257 1.4259 Ultraviolet absorbance at 290 nm – – 0.039 0.025 0.022 0.019
Molecular type composition
Total saturates, wt.% 97.63 – 100 – 100 – n-paraffins
content, wt.%
74.71 – 80.01 – 89.83 – Iso- and
cyclo-paraffins content, wt.%
22.92 – 19.99 – 10.17 – Iso- and cyclo-paraffins/
n-paraffins ratio 0.31 – 0.25 – 0.11 – Total aromatics, wt.% 2.37 – 0.00 – 0.00 – Mono-aromatics, wt.% 2.37 – 0.00 – 0.00 – Degree of branching (% CH3content) 12.52 – 9.52 – 8.80 – Type of wax Macro-crystalline
latter case as they have higher refractive indices and viscosities
than the other constituents of the wax.
Data of molecular type composition confirm the above
findings as the iso- and cyclo-paraffins contents of the waxes
separated from the three slack waxes are decreased by
increasing the dilution or percolation solvent ratios (
Tables 1,
4 and 5–10
) and the decrease is more pronounced by using
butyl acetate solvent than ethyl acetate solvent (Compare
Tables
5 and 6
or
7 and 8
). Meanwhile there is a valuable decrease in
the mono-aromatic constituents accompanied with the absence
of di-aromatic ones for the waxes separated from the heavy
slack wax (
Tables 9 and 10
).
Moreover, the degree of branching decreases with increasing
dilution or percolation solvent ratios, is mainly due to the
decrease of iso-paraffins content for the waxes separated from
the three slack waxes (
Tables 1, 4 and 5
–
10
) beside the decrease
of aromatics content which is mainly mono-aromatic
constitu-ents attached with long side chain for the waxes separated from
the middle and heavy slack waxes (
Tables 5, 7, 9 and 10
).
Comparing the effect of increasing the quantity of solvent
used in fractional crystallization technique; solvent feed ratios
of dilution and washing; with those in solvent percolation
technique, it can be noticed that, the two techniques behave the
same trend upon increasing the solvent feed ratio as the
iso-and cyclo-paraffins iso-and mono-aromatic constituents of lower
melting points and mean molecular weights decrease in the
paraffin waxes isolated from the three slack waxes. But, the
solvent percolation technique needs higher quantity of solvent
necessary for deoiling to obtain paraffin wax with nearly the
same specifications as those obtained by fractional
crystalliza-tion. Thus, to obtain paraffin wax with penetration value of
nearly 19 by percolation and fractional crystallization
techni-ques, the quantities of butyl acetate required per unit slack wax
are 8:1 & 6:1 respectively (compare PL
8in
Table 4
with L
5in
Table 2
). Also, the quantities of butyl acetate required per unit
slack wax are 10:1 & 8:1 to obtain paraffin wax with
pen-etration value of 13 by percolation and fractional crystallization
techniques respectively (compare PM
9in
Table 8
with M
6in
Table 6
).
It is interest to note that fractional crystallization technique is
more suitable for deoiling the heavy slack wax by butyl acetate
solvent than the percolation technique (
Tables 10 and 11
respectively). Whereas by increasing the quantity of the solvent
in fractional crystallization technique, the heavy slack wax (wax
and entrained oil within and oil outside the wax crystals) is
totally dissolved in the solvent by heating till the mixture
becomes homogenous. Then the wax is recrystallized by
gra-dual cooling to the desired fractionating temperature (20 °C),
while in percolation technique the solvent dissolves only the oil
outside the wax crystals at the desired percolating temperature
Table 5
Effect of dilution solvent ratio on the physical characteristics, type and molecular type composition of isolated waxes by one stage fractional crystallization of middle slack wax using ethyl acetate solvent at fractionating temperature of 20 °C and S/F for washing of 2:1
Characteristics Middle Slack Wax
Waxes isolated at different dilution solvent to feed ratios (S/F) by using Ethyl acetate 2:1 (M1) 4:1 (M2) 6:1 (M3) Congealing point, °C 59 61.5 62.5 63.5 Kinematic viscosity at 98.9 °C, mm2s−1 4.30 4.10 4.15 4.23 Refractive index at 98.9 °C 1.4270 1.4229 1.4234 1.4243 Mean molecular weight 446 449 455 463
Oil content, wt.% 6.23 1.39 1.14 0.09 Needle penetration at 25 °C 40 23 19 16 Color (ASTM-D 1500) 1.5 1.0 1.0 0.5 Refractive index by TAPPI-ASTM equation – 1.4271 1.4275 1.4278 Ultraviolet absorbance at 290 nm – – – 0.283
Molecular type composition
Total saturates, wt.% 96.97 98.82 99.01 100 n-paraffins content, wt.% 62.89 64.02 65.93 69.50 Iso- and cyclo-paraffins
content, wt.%
34.08 34.80 33.08 30.50 Iso- and cyclo-paraffins/
n-paraffins ratio 0.54 0.54 0.50 0.44 Total aromatics, wt.% 3.03 1.18 0.99 0.00 Mono-aromatics, wt.% 3.03 1.18 0.99 0.00 Degree of branching (% CH3content) 10.78 9.65 9.54 8.56
Type of wax Macro-crystalline
Table 6
Effect of dilution solvent ratio on the physical characteristics, type and molecular type composition of isolated waxes by one stage fractional crystallization of middle slack wax using butyl acetate solvent at fractionating temperature of 20 °C and S/F for washing of 2:1
Characteristics Middle
Slack Wax
Waxes isolated at different
dilution solvent to feed ratios (S/F) by using Butyl acetate 2:1 (M4) 4:1 (M5) 6:1 (M6) Congealing point, °C 59 64 65.5 67.5 Kinematic viscosity at 98.9 °C, mm2s−1 4.30 4.19 4.22 4.38 Refractive index at 98.9 °C 1.4270 1.4224 1.4236 1.4242 Mean molecular weight 446 451 461 469
Oil content, wt.% 6.23 1.07 0.65 0.03 Needle penetration at 25 °C 40 18 16 13 Color (ASTM-D 1500) 1.5 1.0 0.5 0.0 Refractive index by TAPPI-ASTM equation – 1.4280 1.4285 1.4292 Ultraviolet absorbance at 290 nm – – – 0.312
Molecular type composition
Total saturates, wt.% 96.97 100 100 100 n-paraffins content, wt.% 62.89 79.23 82.32 84.10 Iso- and cyclo-paraffins content, wt.% 34.08 20.77 17.68 15.90 Iso- and cyclo-paraffins/
n-paraffins ratio
0.54 0.26 0.21 0.19 Total aromatics, wt.% 3.03 0.00 0.00 0.00 Mono-aromatics, wt.% 3.03 0.00 0.00 0.00 Degree of branching (% CH3content) 10.78 8.70 8.65 7.40
(20 °C) but it can't penetrate them to dissolve the entrained oil.
Oil content data confirm the previous findings. Comparing H
6in
Table 10
with PH
3in
Table 11
, it was found that both paraffin
waxes are obtained with the same quantity of butyl acetate
per unit slack wax (10:1) by fractional crystallization and
percolation techniques having oil contents of 0.05 & 2.5 wt.%
respectively.
Generally, paraffin waxes with different specifications can be
produced from different slack waxes by fractional
crystalliza-tion or percolacrystalliza-tion technique using ethyl or butyl acetate solvent
at different solvent feed ratios and at ambient temperature of
20 °C. Thus, paraffin waxes of the same needle penetration of
22, 19 and 15 and having different mean molecular weights and
congealing points can be obtained. Compare H
2in
Table 9
with
both L
4in
Table 2
and PL
7in
Table 4
, compare L
2in
Table 1
with both M
2in
Table 5
and PM
6in
Table 8
and compare also
PL
10in
Table 4
with PM
8in
Table 8
respectively.
3.2. Isolated wax type
Examining the isolated wax type in
Tables 1–11
on the basis
of
TAPPI-ASTM
equation, it can be noticed that all the studied
waxes isolated from the three slack waxes lie in the category of
macro-crystalline waxes; as they characterized by refractive
indices lower than those obtained by the equation and by
viscosities at 98.9 °C lower than 7.4 mm
2s
−1; except the waxes
(PH
1and PH
2) isolated from heavy slack wax by using butyl
acetate at percolation solvent ratios of 6:1 and 8:1 by weight
(
Table 11
) lie in the category of semi-microcrystalline waxes as
they characterized by refractive indices higher than those
obtained by the equation and by viscosities at 98.9 °C lower
than 10 mm
2s
−1.
According to
petroleum wax specifications
, all the tested
crystalline waxes lie also in the category of
macro-crystalline waxes, except the needle penetration for the
separated waxes L
1in
Table 1
, PL
1-PL
3in
Table 3
, PL
6in
Table 4
, M
1in
Table 5
and H
1in
Table 9
are higher than the
macro-crystalline wax group limit (22).
Different grades of paraffin waxes can be produced from the
three slack waxes by using fractional crystallization and solvent
percolation techniques at ambient temperature of 20 °C and at
various solvent to feed ratios.
•
Eleven of fully refined food grade paraffin waxes were
separated from the light slack wax as they are white in color
Table 7
Effect of percolation solvent ratio on the physical characteristics, type and molecular type composition of isolated waxes by solvent percolation of middle slack wax using ethyl acetate solvent at percolating temperature of 20 °C Characteristics Middle
slack wax
Waxes isolated at different percolation solvent to feed ratios (S/F) by using Ethyl acetate 4:1 (PM1) 6:1 (PM2) 8:1 (PM3) 10:1 (PM4) 12:1 (PM5) Congealing point, °C 59 62 62.5 63.5 64 64.5 Kinematic viscosity at 98.9 °C, mm2s−1 4.3 4.11 4.16 4.19 4.24 4.26 Refractive index at 98.9 °C 1.4270 1.4224 1.4229 1.4236 1.4239 1.4241 Mean molecular weight 446 450 455 461 465 465 Oil content, wt.% 6.23 1.39 1.12 0.68 0.05 0.04 Needle penetration at 25 °C 40 22 19 16 15 15 Color (ASTM-D 1500) 1.5 1.0 1.0 0.5 0.0 0.0 Refractive index by TAPPI-ASTM equation – 1.4273 1.4275 1.4278 1.4280 1.4282 Ultraviolet absorbance at 290 nm – 0.351 – – 0.231 0.220
Molecular type composition
Total saturates, wt.% 96.67 99.26 – – 100 – n-paraffins
content, wt.%
62.89 74.45 – – 76.28 – Iso- and cyclo-paraffins
content, wt.%
34.08 24.81 – – 23.72 – Iso- and cyclo-paraffins /
n-paraffins ratio 0.54 0.33 – – 0.31 – Total aromatics, wt.% 3.03 0.74 – – 0.00 – Mono-aromatics, wt.% 3.03 0.74 – – 0.00 – Degree of branching (% CH3content) 10.78 9.86 – – 8.80 – Type of wax Macro-crystalline
Table 8
Effect of percolation solvent ratio on the physical characteristics, type and molecular type composition of isolated waxes by solvent percolation of middle slack wax using butyl acetate solvent at percolating temperature of 20 °C Characteristics Middle
slack wax
Waxes isolated at different percolation solvent to feed ratios (S/F) by using Butyl acetate 4:1 (PM6) 6:1 (PM7) 8:1 (PM8) 10:1 (PM9) 12:1 (PM10) Congealing point, °C 59 64 64.5 65 66 66 Kinematic viscosity at 98.9 °C, mm2s−1 4.3 4.20 4.22 4.24 4.30 4.30 Refractive index at 98.9 °C 1.4270 1.4234 1.4238 1.4244 1.4255 1.4255 Mean molecular weight 446 459 461 463 469 469 Oil content, wt.% 6.23 1.10 0.85 0.60 0.05 0.02 Needle penetration at 25 °C 40 19 17 15 13 13 Color (ASTM-D 1500) 1.5 1.0 1.0 0.5 0.0 0.0 Refractive index by TAPPI-ASTM equation – 1.4280 1.4282 1.4284 1.4287 1.4287 Ultraviolet absorbance at 290 nm – 0.364 – – 0.210 0.210
Molecular type composition
Total saturates, wt.% 96.97 100 – – 100 – n-paraffins
content, wt.%
62.89 76.52 – – 83.26 – Iso- and cyclo-paraffins
content, wt.%
34.08 23.48 – – 16.74 – Iso- and cyclo-paraffins/
n-paraffins ratio 0.54 0.31 – – 0.20 – Total aromatics, wt.% 3.03 0.00 – – 0.00 – Mono-aromatics, wt.% 3.03 0.00 – – 0.00 – Degree of branching (% CH3content) 10.78 9.25 – – 8.22 – Type of wax Macro-crystalline
[7]
, their oil contents less than 0.5 wt.% and their ultraviolet
absorbance at 290 nm less than 0.12
[2]
. They are as follows:
- Five paraffin waxes (L
2–
L
6) were produced by fractional
crystallization technique at ethyl acetate dilution solvent
ratios of 6:1 & 8:1 for L
2& L
3respectively (
Table 1
) and at
butyl acetate dilution solvent ratios of 2:1, 4:1 & 6:1 for L
4,
L
5& L
6respectively (
Table 2
).
- Six paraffin waxes (PL
4, PL
5& PL
7–
PL
10) were produced
by solvent percolation technique at ethyl acetate percolation
solvent ratios of 12:1 & 14:1 for PL
4& PL
5respectively
(
Table 3
) and at butyl acetate percolation solvent ratios of 6:1
to 12:1 for PL
7to PL
10respectively (
Table 4
).
•
Six of fully refined grade and nine of semi-refined grade
paraffin waxes were isolated from the middle slack wax.
They are as follows:
- Six paraffin waxes (M
3, M
6, PM
4, PM
5, PM
9& PM
10) are
classified as fully refined grade paraffin waxes as their oil
contents are less than 0.5 wt.%. M
3& M
6were produced by
fractional crystallization technique using ethyl and butyl
acetate solvents respectively at dilution solvent ratio of 6:1
(
Tables 5 and 6
). Meanwhile PM
4–
PM
5& PM
9–
PM
10were
obtained by solvent percolation technique using ethyl and
butyl acetate solvents respectively at percolation solvent feed
ratios of 10:1 & 12:1 (
Tables 7 and 8
).
- Nine paraffin waxes (M
2, M
4, M
5, PM
1–
PM
3& PM
6–
PM
8)
are classified as semi-refined grade paraffin waxes as their
oil contents are higher than 0.5 and less than 1.5 wt.%
[1]
.
M
2, M
4& M
5were obtained by fractional crystallization
technique at ethyl acetate dilution solvent ratio of 4:1 for M
2(
Table 5
) and at butyl acetate dilution solvent ratios of 2:1 &
Table 9
Effect of dilution solvent ratio on the physical characteristics, type and molecular type composition of isolated waxes by one stage fractional crystallization of heavy slack wax using ethyl acetate solvent at fractionating temperature of 20 °C and S/F for washing of 2:1
Characteristics Heavy
slack wax
Waxes isolated at different
dilution solvent to feed ratios (S/F) by using Ethyl acetate 4:1 (H1) 6:1 (H2) 8:1 (H3) Congealing point, °C 62.5 67 68 69 Kinematic viscosity at 98.9 °C, mm2s−1 6.00 5.50 5.44 5.38 Refractive index at 98.9 °C 1.4402 1.4287 1.4282 1.4274 Mean molecular weight 477 524 529 536 Oil content, wt.% 23.05 6.03 2.22 1.69 Needle penetration at 25 °C 59 24 22 21 Color (ASTM-D 1500) 3.0 2.0 1.5 1.0 Refractive index by TAPPI-ASTM equation – 1.4290 1.4294 1.4297 Ultraviolet absorbance at 290 nm – – – –
Molecular type composition
Total saturates, wt.% 86.18 96.09 97.98 – n-paraffins content, wt.% 36.62 59.20 62.46 – Iso- and cyclo-paraffins content, wt.% 49.56 36.89 35.52 – Iso- and cyclo-paraffins/n-paraffins ratio 1.35 0.62 0.57 – Total aromatics, wt.% 13.82 3.91 2.02 – Mono-aromatics, wt.% 11.52 3.91 2.02 – Di-aromatics, wt.% 2.30 0.00 0.00 – Degree of branching (% CH3content) 16.64 10.06 8.70 –
Type of wax Macro-crystalline
Table 10
Effect of dilution solvent ratio on the physical characteristics, type and molecular type composition of isolated waxes by one stage fractional crystallization of heavy slack wax using butyl acetate solvent at fractionating temperature of 20 °C and S/F for washing of 2:1
Characteristics Heavy
slack wax
Waxes isolated at different
dilution solvent to feed ratios (S/F) by using Butyl acetate 4:1 (H4) 6:1 (H5) 8:1 (H6) Congealing point, °C 62.5 69.5 70.5 71.5 Kinematic viscosity at 98.9 °C, mm2s−1 6.00 5.30 5.27 5.20 Refractive index at 98.9 °C 1.4402 1.4279 1.4260 1.4221 Mean molecular weight 477 533 535 540 Oil content, wt.% 23.05 2.04 0.15 0.05 Needle penetration at 25 °C 59 15 12 11 Color (ASTM-D 1500) 3.0 1.0 1.0 0.5 Refractive index by TAPPI-ASTM equation – 1.4299 1.4303 1.4306 Ultraviolet absorbance at 290 nm – – 0.468 0.283
Molecular type composition
Total saturates, wt.% 86.18 97.14 98.84 – n-paraffins content, wt.% 36.62 72.19 74.60 – Iso- and cyclo-paraffins content, wt.% 49.56 24.95 24.24 – Iso- and cyclo-paraffins/n-paraffins ratio 1.35 0.35 0.32 – Total aromatics, wt.% 13.82 2.86 1.16 – Mono-aromatics, wt.% 11.52 2.86 1.16 – Di-aromatics, wt.% 2.30 0.00 0.00 – Degree of branching (% CH3content) 16.64 9.47 8.09 –
Type of wax Macro-crystalline
Table 11
Effect of percolation solvent ratio on the physical characteristics and type of isolated waxes by solvent percolation of heavy slack wax using butyl acetate solvent at percolating temperature of 20 °C
Characteristics Heavy slack wax
Waxes isolated at different percolation solvent to feed ratios (S/F) Butyl acetate 6:1 (PH1) 8:1 (PH2) 10:1 (PH3) 12:1 (PH4) Congealing point, °C 62.5 66.5 67.5 68.5 68.5 Kinematic viscosity at 98.9 °C, mm2s−1 6.00 5.80 5.60 5.48 5.48 Refractive index at 98.9 °C 1.4402 1.4329 1.4306 1.4289 1.4289 Mean molecular weight 477 514 520 529 529 Oil content, wt.% 23.05 7.02 5.32 2.5 2.49 Needle penetration at 25 °C 59 32 30 22 22 Color (ASTM-D 1500) 3.0 2.5 2.0 1.0 1.0 Refractive index by TAPPI-ASTM equation – 1.4289 1.4292 1.4296 1.4296
Type of wax
Semi-microcrystalline
Macro-crystalline
4:1 for M
4& M
5respectively (
Table 6
). Meanwhile PM
1–
PM
3& PM
6–
PM
8were separated by solvent percolation
technique using ethyl acetate solvent for PM
1–
PM
3(
Table 7
)
and butyl acetate solvent for PM
6–
PM
8(
Table 8
) at
percolation solvent feed ratios of 4:1 to 8:1 for both solvents.
•
Two of fully refined grade and five scale grade paraffin waxes
were isolated from the heavy slack wax. They are as follows:
- Two paraffin waxes (H
5& H
6) are classified as fully refined
grade paraffin waxes (ceresins) as their oil contents are 0.15
& 0.05 wt.% and having congealing points of 70.5 & 71.5 °C
respectively
[10]
. They were separated by fractional
crys-tallization technique with butyl acetate solvent at dilution
solvent feed ratios of 6:1 & 8:1 respectively (
Table 10
).
- Five paraffin waxes (H
2–
H
4, PH
3& PH
4) are classified as
scale grade paraffin waxes as their oil contents are more than
1.5 and less than 3 wt.%. H
2–
H
4were obtained by fractional
crystallization technique at ethyl acetate dilution solvent
ratios of 6:1 & 8:1 for H
2& H
3respectively (
Table 9
) and at
butyl acetate dilution solvent ratio of 4:1 for H
4(
Table 10
).
Meanwhile PH
3& PH
4; with nearly the same physical
Fig. 1. Effect of solvent feed ratio on the yield of waxes isolated from light (A), middle (B) and heavy (C) slack waxes. FC: Fractional crystallization technique, P : Percolation technique, EA: Ethyl acetate solvent, BA: Butyl acetate solvent.
characteristics; were separated by solvent percolation
technique with butyl acetate solvent at percolation solvent
feed ratios of 10:1 & 12:1 respectively (
Table 11
).
4. Conclusions
The study shows that fractional crystallization and solvent
percolation techniques using ethyl acetate and butyl acetate
solvents could be employed for separation of paraffin waxes
from light and middle slack waxes. While, solvent percolation
technology is preferable due to it eliminates the need of
crystallization and filtration steps and saving of time required in
solvent fractional crystallization.
Also, it was found that fractional crystallization technique is
more suitable for deoiling the heavy slack wax by butyl acetate
solvent than the percolation technique as by increasing the
quantity of the solvent, the solvent dissolves the entrained oil
within and oil outside the wax crystals during the
re-crystalliza-tion step while in percolare-crystalliza-tion technique, the solvent dissolves only
the oil outside the wax crystals.
References
[1] F. Richter, in: G. Alan (Ed.), Modern Petroleum Technology, vol. 2, Lucas, John Wiley and sons Ltd., on behalf of The Institute of Petroleum, New York, 2000. [2] A. Sequeria Jr., Lubricant Base Oil and Wax Processing, Marcel Dekker,
Inc., New York, 1994.
[3] N.H. Mohamed, M.T. Zaky, A.S. Farag, A.F.M. Fahmy, Separation of Paraffin Wax Using Solvent Fractionation. Accepted at 17/3/2006 to be published in Pet. Sci. and Technol.
[4] K.M. Agrawal, Y. Kumar, Deoiling of Hard Microcrystalline Wax by Solvent Percolation Technique, Res. Ind. 39 (1994) 209–210.
[5] Annual Book of ASTM-Standards (American Society for Testing and Materials), Petroleum Products, Lubrications, 1999. West Conshohocken, Sect. 5.
[6] S.W. Ferris, Petroleum Waxes, Characterization, Performance and Additives, Technical Association of the Pulp and Paper Industry, Special Technical Association Publication, New York, STAP No. 2, 1963, pp. 1–19.
[7] R.I. Gottshall, C.F. McCue, Petroleum waxes including petrolatums, in: J.P. Allinson (Ed.), Criteria for Quality of Petroleum Products, Applied Science Publishers Ltd., on behalf of The Institute of Petroleum, London, 1973, pp. 209–225.
[8] L.R. Snyder, in: E. Heftmann (Ed.), Chromatography, Van Nostrand Reinhold Company, New York, 1975.
[9] K.M. Agrawal, G.C. Joshi, Microcrystalline Waxes. 1. Investigation on the Structure of Waxes by Proton Nuclear Magnetic Resonance Spectroscopy, J. Chem. Tech. Biotechnol., vol. 31, 1981, pp. 693–696.
[10] L.P. Kazakova, Investigation and application of solid hydrocarbons from petroleum, Chem. Technol. Fuels Oils 16 (1980) 470–476.