COMPARATIVE STUDY OF TWO
FUNCTIONALIZATION TECHNIQUES
FOR DEVELOPING MWCNT-EPOXY
COMPOSITES WITH ENHANCED
MECHANICAL AND ELECTRICAL
PROPERTIES
VIDYA KISHORE, NITIN MURALIDHARAN*, PUNIT GUPTA
Department of Chemical Engineering, Sri Venkateswara College of Engineering Chennai 602105, Tamilnadu, India
*
VASANTH GOPAL, A XAVIER KENNEDY*
Carborundum Universal Limited, Chennai 600019, Tamilnadu, India *
Abstract:
This paper focuses on the simultaneous improvement in mechanical properties and electrical conductivity of epoxy resin to enhance its application for products like grinding wheels. Multi walled carbon nanotubes; a known filler material for epoxy was dispersed using two different functionalization techniques. The first method of dispersion involved covalent defect functionalization of the nanotubes using concentrated acids while the second involved non-covalent functionalization using a surfactant. Comparing the trends in properties of the composites prepared using these dispersion methods with that of neat epoxy resin and composites prepared by mechanical dispersion of the nanotubes, it was observed that surfactant functionalized composites showed desirable improvement in mechanical properties and electrical conductivity simultaneously for possible large scale dispersion purposes.
Keywords: Polymer Composites; CNT; Epoxy; Resistivity.
1. Introduction
Epoxy resin is widely used in a variety of commercial applications that require high strength and performance at elevated temperatures. Various studies have been conducted to study the effect of nano-fillers on the properties of this resin [1 - 3]. Carbon nanotubes (CNTs), which are highly stiff with tensile strength in the range of 50-100 GPa have been studied extensively as epoxy filler material as they offer better electrical conduction apart from mechanical properties [4]. CNTs are of two main types, single wall carbon nanotubes (SWCNTs) which consist of a single rolled graphene sheet and multiwall carbon nanotubes (MWCNTs) consisting of multiple sheets of graphene rolled over one another forming a tubular structure. [5] For commercial applications, MWCNTs are ideal candidates as they are comparatively less expensive, yet offering high improvisation in properties of epoxy resin. Although they are extremely effective, the reinforcement of MWCNTs on a large scale has been severely limited due to the challenges involved in dispersing them into epoxy resin [5, 6].
Some of the widely used techniques for dispersing CNTs into epoxy resin involve mechanical mixing, melt mixing, sonication and chemical techniques such as covalent and non-covalent functionalization processes. Covalent functionalization of CNTs results in the formation of various functional groups on the surface of the nanotubes [7]. Non-covalent functionalization commonly involves the use of block copolymers [6] or surfactants [8] to disperse CNTs into epoxy resin.
Covalent functionalization can be categorized into direct functionalization and defect functionalization. The direct method involves creation of defects on the surface of CNTs followed by subsequent functionalization. On the other hand, defect functionalization leads to the formation of functional groups on the defects that are already present on the surface of the nanotubes [9].
In most cases, functionalization processes are usually accompanied by mechanical dispersion techniques like ultra-sonication. In this study, epoxy-MWCNT composites with two different compositions of MWCNTs were prepared using two functionalization techniques and their electrical and mechanical properties were measured. The first method was covalent defect functionalization technique using an acid mixture and the second method was non-covalent functionalization technique using a non-ionic surfactant.
2. Experimental procedure 2.1. Materials
Multi wall carbon nanotubes (grade C150 P) procured from Baytubes, Germany was used in this study. These MWCNTs typically have an average diameter of 13nm and length larger than 1μm. An adhesive grade epoxy resin, Araldite AY 103 and a room temperature curing amine based hardener Aradur HY 951 supplied by Huntsman Advanced Materials, India was used as the resin material. The acids used for functionalization, sulphuric acid (98%) and nitric acid (69%) and the solvents, acetone and ethanol were obtained from Merck Chemicals. The non-ionic dispersion surfactant sodium lauryl ether sulfate (Jeet-30EL) used in this research was supplied by Jeetchem Organics Pvt. Ltd, India.
2.2. Functionalization of MWCNTs
12g of MWCNTs and 400mL of H2SO4:HNO3 (3:1 ratio) mixture was refluxed for 3 hours at 100oC. The resulting solution was stirred for 24 hours. The solution was then centrifuged at 10,000 rpm to remove excess acids followed by vacuum filtration using a 0.45μm poly(tetrafluoroethylene) filter paper. The nanotubes were repeatedly washed with deionized water to remove residual acids. The filtered functionalized nanotubes were dried in an oven for 24 hours. The yield was approximately 4g.
2.3. Preparation of epoxy-Functionalized MWCNT (FCNT) Composite
Two compositions of the composite were prepared by varying the amount of MWCNTs added. 0.2% and 0.4% of functionalized MWCNTs (both by weight of epoxy resin) were added to ethanol (10% of the weight of epoxy taken) and the solution was ultrasonicated for 10 min using a probe sonicator. This solution was added to 400g of epoxy resin and was sonicated for 10 min. The solution was then kept in an oven for about 72 hours to remove ethanol. Hardener (14% of weight of epoxy) was then added and the molds were cast. The same procedure was followed for epoxy- Unfunctionalized MWCNT composites (UFCNT) in which MWCNTs, as obtained, were added to epoxy resin.
2.4. Preparation of epoxy- Surfactant MWCNT (SFCNT) Composite
The procedure followed for these samples were similar to the experiments by Gong et al., 2003 [8]. In this process, the non-ionic surfactant, sodium lauryl ether sulfate and MWCNTs were taken in the ratio of 0.75:1 and acetone (8% by weight of epoxy) was added to this mixture. The contents were ultrasonicated using the probe sonicator for 10min. After sonication, the contents were added to 400g of epoxy resin followed by ultrasonication for 10 min. The solution was then kept in an oven to remove acetone. Hardener was added and molds were cast.
The molds for neat epoxy (epoxy as obtained and hardener) were also cast and were considered as 0% CNT samples. The molds tested for tensile strength, impact strength, surface resistivity and volume resistivity as per American Society for Testing and Materials (ASTM) standards. The molds were cured for 12 hours under room temperature followed by elevated temperature curing at 80oC for 2 hours before testing.
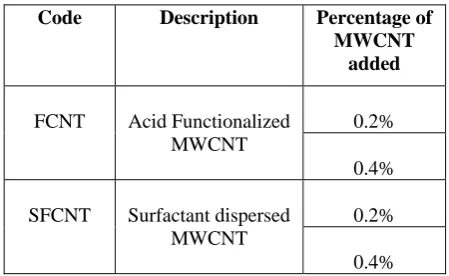
Table 1. Samples Prepared.
Code Description Percentage of
MWCNT added
FCNT Acid Functionalized MWCNT
0.2%
0.4%
SFCNT Surfactant dispersed MWCNT
0.2%
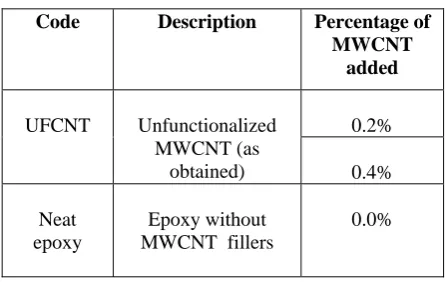
Table 1 (Continued)
Code Description Percentage of
MWCNT added
UFCNT Unfunctionalized MWCNT (as
obtained)
0.2%
0.4%
Neat epoxy
Epoxy without MWCNT fillers
0.0%
2.5. Measurement
2.5.1. Mechanical properties
The mechanical properties measured in this study were tensile strength and impact strength. Tensile strength of the composites was measured using a Microprocessor Based Universal Testing Machine (MBUTM) as per ASTM standard D638 [11] and impact strength was measured using an Izod Charpy Impact Tester as per ASTM standard D256 [12]. In both cases, sample thickness was 3mm.
Fig.1. Mold dimensions for tensile strength testing.
Fig. 2. Mold dimensions for impact strength testing.
2.5.2. Electrical properties
Surface resistivity and volume resistivity were the electrical properties measured in this study. ASTM standard D257 [13] was followed for the test samples and measurements were done using a high voltage DC tester. The sample diameter was 110 mm and thickness was 3 mm.
3. Results and discussion 3.1. Tensile and impact strength
Figure 3 shows the variation in tensile strength with respect to filler loadings for the composites prepared. As per this study, FCNT composites showed the highest improvement in tensile strength at low filler loadings whereas SFCNT composites exhibited slightly better tensile strength than FCNT at higher loadings.
Although an improvement in tensile strength is observed for FCNT composites at lower loadings, the inherent problems in the process of functionalization like low yield and handling of concentered acids prove to be a challenge with respect to commercialization when compared to SFCNT composites. For all the three cases, a reduction in tensile strength with increase in nanotube loading was observed. This can be attributed to ineffective dispersion of CNTs at higher loadings.
Comparing tensile and impact strength data, the trend is observed to be similar for both UFCNT and FCNT composites. In the case of UFCNT, the trend may not be reliable at higher loadings due to its highly agglomerated state which was observed while preparing the molds. Hence, considering the ease of process and mechanical properties of both the compositions, SFCNT seems preferable for large scale applications even at higher loadings when compared to FCNT and UFCNT composites.
Fig.3. Comparison of tensile strength of composites for the two weight percentages of MWCNTs using three dispersion techniques.
Fig.4. Comparison of impact strength of composites for the two weight percentages of MWCNTs using three dispersion techniques.
3.2. Surface and volume resistivity
Figures 5 and 6 indicate surface and volume resistivity of the composites at the two CNT loadings. Results indicate an increase in resistivity for FCNT composites when compared to SFCNT and UFCNT composites. Although FCNT composites offered increased mechanical strength, their electrical resistivity has been increased when compared to even neat epoxy composites. This can be attributed to the fact that the process of functionalization creates additional defects on the surface of the nanotubes which disrupt the configuration of the carbon-carbon network. This process also creates acid functional groups on the surface of the nanotube which further hinder conduction of electrons through the resin.
dispersion of the nanotubes throughout the entire volume of the epoxy resin whereas UFCNT formed agglomerates.
Fig.5. Surface resistivity measurements.
Fig.6. Volume resistivity measurements
4. Conclusion
This study indicates surfactant aided dispersion as a better process to simultaneously improve mechanical and electrical properties of MWCNT-epoxy composites. Functionalization process, though effective in increasing the mechanical strength of the composites at low loadings, hampers the electrical properties. The low yield of this technique limits its feasibility for industrial applications. Surfactant aided dispersion process on the other hand creates stable dispersions of the nanotubes in epoxy without compromising the mechanical and electrical properties to a certain extent. Further studies examining the microstructure of the prepared composites can provide a clearer picture of the dispersion of MWCNTs in the resin. The study of fracture surfaces of these samples can further support conclusions drawn from these experiments in order to scale up such processes for industrial applications.
Acknowledgement
The authors thank Research and Development, Carborundum Universal Limited, Chennai and Department of Chemical Engineering, Sri Venkateswara College of Engineering, Sriperumbudur for the support extended to conduct experiments and testing.
Funding acknowledgement
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.
Conflict of Interest
The authors declare no conflict of interest. References
[1] Q.L. Ji, M.Q. Zhang, M.Z. Rong, B. Wetzel and K. Friedrich. Friction and wear of epoxy composites containing surface modified SiC nanoparticles. Tribology Letters October 2005; 20: No. 2.
[2] Ke Wang, Ling Chen, Jingshen Wu, Mei Ling Toh, Chaobin He and Albert F. Yee. Epoxy Nanocomposites with Highly Exfoliated Clay: Mechanical Properties and Fracture Mechanisms. Macromolecules 2005; 38: 788-800.
[3] Sheau Hooi Lim, Kaiyang Zeng and Chaobin He. Preparation. Morphology and Mechanical properties of Epoxy Nanocomposites with Alumina Fillers. International Journal of Modern Physics B 2010; 24: No. 1 & 2: 136–147.
[4] Jiang Zhu, JongDae Kim, Haiqing Peng, John L. Margrave, Valery N. Khabashesku, and Enrique V. Barrera. Improving the Dispersion and Integration of Single-Walled Carbon Nanotubes in Epoxy Composites through Functionalization. Nano Letters 2003; 3: No. 8: 1107-1113.
[6] Qianqian Li, Michael Zaiser, and Vasileios Koutsos. Carbon nanotube/epoxy resin composites using a block copolymer as a dispersing agent. phys stat sol (a) 2004; 201: No. 13: R89– R91.
[7] Peng-Cheng Ma, Naveed A. Siddiqui, Gad Marom and Jang-Kyo Kim. Dispersion and functionalization of carbon nanotubes for polymer-based nanocomposites: A review. Composites: Part A 2010; 41: 1345–1367.
[8] Xiaoyi Gong, Jun Liu, Suresh Baskaran, Roger D. Voise, and James S. Young. Surfactant-Assisted Processing of Carbon Nanotube/Polymer Composites. Chem Mater 2000; 12: 1049-1052.
[9] In-Yup Jeon, Dong Wook Chang, Nanjundan Ashok Kumar and Jong-Beom Baek (2011). Functionalization of Carbon Nanotubes, Carbon Nanotubes - Polymer Nanocomposites, Dr. Siva Yellampalli (Ed.), ISBN: 978-953- 307-498-6.
[10] Dimitrios Tasis, Nikos Tagmatarchis, Alberto Bianco, and Maurizio Prato. Chemistry of Carbon Nanotubes. Chem Rev 2006; 106: 1105-1136
[11] ASTM Standard D638, 2010, " Standard Test Method for Tensile Properties of Plastics," ASTM International, West Conshohocken, PA, 2010, DOI: 10.1520/D0638-10, www.astm.org.
[12] ASTM Standard D256, 2010, " Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics," ASTM International, West Conshohocken, PA, 2010, DOI: 10.1520/D0256-10, www.astm.org.