Quality Enhancement of Manufacturing
Process by Simulation Technique: A Case
Study
Prof D.A. Pathak
Research Scholar,
Production Engineering Department, K.I.T’s College of Engineering Kolhapur,
Dist: - Kolhapur, India 416234 deven_ [email protected]
Prof J.S.Bagi,
Associate Professor, Production Engineering Department, K.I.T’s College of Engineering Kolhapur,
Dist: - Kolhapur, India 416234 [email protected]
Abstract:
Industries need quality improvement of manufacturing process as it helps to decrease the operation cost, to improve product quality, etc. Quality improvement can be established by controlling quality of raw material. A technique that can be used to do this task is simulation. The paper mainly focuses upon one of the case studies of the quality improvement of one of the printing machine product in ABC company with simulation technique. The simulation software used is the FLEXSIM 5 which is developed by Canyon Park Technology Center, Orem-Utah, USA. The software can be freely downloaded from the internet with negligible cost.Simulation had a lot influence on the manufacturing process because inventing more powerful tools will make the user to work easily and also to implement any kind of models. Operating within large complex systems also possible by using distributed technology and which also addressed as web based simulation.
Keywords: Quality improvement, simulation, flexsim, manufacturing process. 1. Introduction:
Now day’s industries are facing an ever increasing demand to improve product quality, not only to minimize scrapping and increase productivity but also to ensure customers satisfaction. Concerning the latter, measures can be taken to ensure final product quality. The most common procedure consists in ensuring absence of unwanted defects through a variety of non-destructive testing methods, repairing defects when possible and scrapping when not. The cycle time of an assembly line is predetermined by a desired production rate. Such the production rate is set so that the desired amount of end product is produced within a certain time period. [Supaporn Suwannarongsri (2007)].
While this allows for defects detection and guarantees the final product conformity, it does not affect defect occurrence and therefore does not help reduce scrapping. Defect formation may happen at different stages along any product manufacturing route (casting, cooling, rolling, etc). In many cases the production planner is mainly concerned with the due dates, and the minimization of the set-up times may sometimes conflict with this goal. [Timo HayrinenMika Johnsson Tommi Johtela (Oct 1998)].
technologies and applications. People across an entire organization use simulation to make good decisions. The use of simulation as a common tool to can be used to:
• Test new concepts and options.
• Analyze systems for improvement.
• Match project scope with business requirements.
• Share information across organizations.
• Focus on the impact of complex dynamics.
2. Quality Dimensions:
2.1 Reliability: - Product reliability is a critical part of total product quality. Reliability is a measure of a product’s performance that affects both product function and operating and repair costs. Too often performance is thought of only in terms of speed, capacity, range, and other “normal” measures. The objective of reliability prediction is to support decisions related to the operation and maintenance of the product including to:-
• Reduce output penalties including labor costs and outage repair.
• Help in the design of future products, by improved safety margins and reduced failures. • Increase profitability.
• Optimize maintenance cycles and spares holdings
.
2.2 Performance: - Performance is also one of the important quality parameter in manufacturing process. Performance measures whether the product or the service does what it is suppose to do within its defined tolerances. So after the product is designed and is used in actual implementation, testing is done whether that product is performing according to its function or not within the given conditions or not and if problem is been found there then necessary steps are taken and problem is been eliminated
.
3. Case Study of ABC Company:
3.1 Component Description:-
As stated earlier the case study is about quality improvement of the manufacturing process of one of the product of the printing machine. The component is blanket cylinder. The cylinders are one of the important part of printing machine. The main function of the cylinder is to pass and support the paper with required tension between the preceding cylinders. These are supported to the walls and also properly aligned to the walls to have the smooth functioning of entire machine.
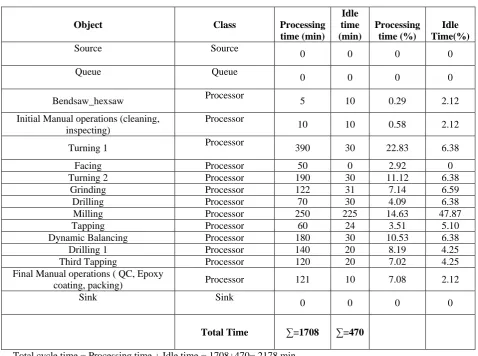
Table.1. Present total cycle time calculation
Object Class Processing
time (min) Idle time (min)
Processing time (%)
Idle Time(%)
Source Source
0 0 0 0 Queue Queue
0 0 0 0 Bendsaw_hexsaw Processor 5 10 0.29 2.12 Initial Manual operations (cleaning,
inspecting)
Processor
10 10 0.58 2.12 Turning 1 Processor 390 30 22.83 6.38
Facing Processor 50 0 2.92 0 Turning 2 Processor 190 30 11.12 6.38
Grinding Processor 122 31 7.14 6.59 Drilling Processor 70 30 4.09 6.38 Milling Processor 250 225 14.63 47.87 Tapping Processor 60 24 3.51 5.10 Dynamic Balancing Processor 180 30 10.53 6.38
Drilling 1 Processor 140 20 8.19 4.25 Third Tapping Processor 120 20 7.02 4.25 Final Manual operations ( QC, Epoxy
coating, packing) Processor 121 10 7.08 2.12 Sink Sink
0 0 0 0
Total Time ∑=1708 ∑=470
Total cycle time = Processing time + Idle time = 1708+470= 2178 min
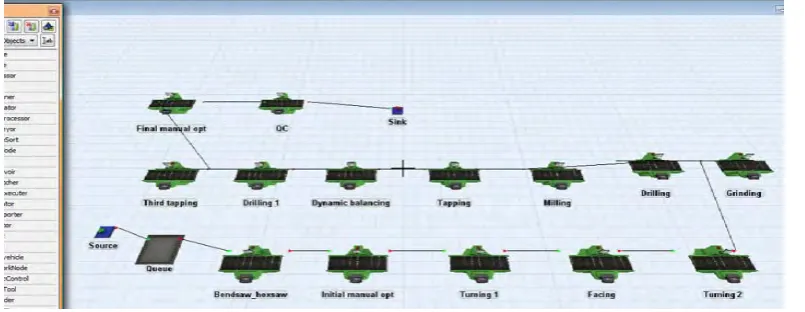
Above results state the processing and idle time in minutes. The total cycle time calculated was 2178 min. From the above simulation model it is found that more idle time was incurred for the workstations namely milling, turning1, dynamic balancing etc. So there was need to reduce the idle time and make the optimum utilization of the workstations. So proposed model for the same is prepared and results are interpreted.
Fig 2.Simulation model of proposed manufacturing process for blanket cylinder
Table 2 Proposed total cycle time calculation
Object Class
Processing time (min)
Idle time (min)
Processing time
%
Idle Time
%
Source Source 0 0 0 0 Queue Queue 0 0 0 0
Bendsaw_hexsaw
Processor
5 8 0.29 1.81
Initial Manual operations
(cleaning, inspecting) Processor 9 10 0.53 2.26 Facing Processor 49 0 2.91 0 Turning 1 Processor 384 25 22.82 5.66
Turning 2 Processor 192 27 11.41 6.12 Milling Processor 246 224 14.62 50.79
Drilling Processor 65 29 3.86 6.57 Grinding Processor 119 28 7.07 6.34
Tapping Processor 59 23 3.50 5.21 Dynamic balancing Processor 179 27 10.64 5.66
Drilling 1 Processor 136 17 8.08 3.85 Third Tapping Processor 119 17 7.07 3.85 Final Manual operations ( QC,
Epoxy coating, packing)
Processor
120 6 7.13 1.36
Sink Sink
0 0 0 0
Total time ∑=1682 ∑=441
Total cycle time = Processing time + Idle time = 1682+441 = 2123 min
3.2 Interpretation of results:-
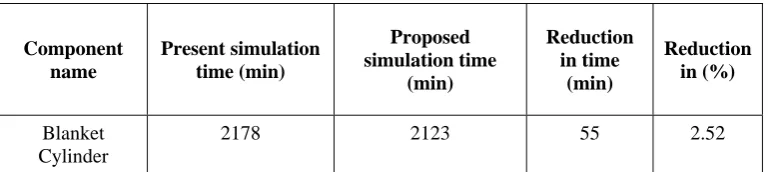
Table. 3 Summary of Blanket Cylinder
Component name
Present simulation time (min)
Proposed simulation time
(min)
Reduction in time
(min)
Reduction in (%)
Blanket Cylinder
2178 2123 55 2.52
1) So after comparing the simulation model and results of the present and proposed one, we observed that, the present total cycle time calculated was 2178 min & proposed total cycle time calculated was 2123 min.
2) So the difference in both the present and proposed simulation results was about 55 min. i.e. about 2.52% of the total cycle time was reduced.
3) In the present simulation model, facing workstation was used between two workstations turning1, turning 2 and after turning 2 grinding workstation was used.
4. Results and discussions:-
From the above discussion of the case study, it revealed the problem affecting the cycle time of the blanket cylinder in the present model and results. Near about 2.52% of the total cycle time was reduced. So ultimately the two quality parameters i.e. performance and reliability were also improved. The workstations line problem was dealt with using simulation technique to improve the quality of manufacturing process. Future study can enhance the results obtained here by incorporating other variables such as breakdown, bottlenecking in the manufacturing process.
Acknowledgement:-
First of all, I would like to express utmost gratitude to my Co-author Prof.J.S.Bagi, for his continued support, encouragement and guidance provided in articulating this paper.
Finally, I am very much thankful also to those who extended their help directly or indirectly in preparation of this paper.
5. References:-
[1] Endra Joelianto and Linda Kadarusman. (2009). “Industrial Control Quality Improvement using Statistical Process Control: Tennessee Eastman Process Simulation Case” Bandung Institute of Technology Jalan Ganesha 10, Bandung 40132, Indonesia. International Conference on Instrumentation, Control & Automation ICA2009October 20-22, Bandung, Indonesia, 2009 ICA, ISBN 978-979-8861-05-5.
[2] Hsiu-Hsueh Kao, “CPM-based Heuristics for Type-I Assembly Line Balancing Problems, Department of Finance, Yuanpei University, No.306, Yuanpei St., Hsin-Chu, Taiwan.
[3] Introduction to FLEXSIM – simulation software.
[4] Kana Yokoyama, Katsumi Morikawa, and Katsuhiko Takahashi. (2010). “A modified multi agent system for simple assembly line balancing, 8th International Conference of Modeling and Simulation - MOSIM’10 - May 10-12 - Hammamet – Tunisia.
[5] Khusna Dwijayanti, Siti Zawiah Md Dawal, Jamasri, and Hideki Aoyama. (2010). “A Proposed Study on Facility Planning and Design in Manufacturing Process” Proceedings of International Multiconference of Engineers and Computer Scientists, Vol III, IMECS 2010, March 17-19 2010 Hong Kong, ISBN: 978-988-18210-5-8, ISSN: 2078-0958 (Print)
[6] Supaporn Suwannarongsri. (2007). “A Hybrid Tabu Search Method For Assembly Line balancing, Department of Industrial engineering, Bangkok 10520 International conference of simulation September pp.15-17.
[7] S. Aharonov, Y. Bukchin and T. Raviv, “ Integrated assembly line and inspection allocation problem in an online rework environment, Tel Aviv University, Department of Industrial Engineering.
[8] Timo HayrinenMika Johnsson Tommi Johtela. ( 1998). “ Scheduling algorithms for computer aided line balancing in printed circuit board assembly, Turku Centre for Computer Science UCS Technical Report No 21October
[9] Teerapun Saeheaw, Nivit Charoenchai, and Wichai Chattinnawat. (2009). “Line balancing in the hard disk drive process using simulation techniques” World Academy of Science, Engineering and Technology 60.