Effect of Microstructure on High Temperature Mechanical Properties
of A319 Casting Alloy for Automotive Cylinder Heads
Ki-Jae Kim
1and Chang-Yeol Jeong
2,*1Graduate School of Energy and Environment, Seoul National University of Science and Technology, 232 Gongneung ro, Nowon-gu, Seoul 139–743, Republic of Korea
2Department of Nuclear and Energy System Engineering, Dongguk University, 707 Seokjang-Dong, Gyeongju 780–714, Republic of Korea
A quantitative study has been conducted to evaluate the relationship between microstructural features such as secondary DAS (dendrite arm spacing), eutectic structures and the mechanical behaviors of A319 casting alloys. Depending on the cooling rate affecting the primary and eutectic microstructure, the storage elastic modulus measured by DMA (dynamic mechanical analysis) increased with decreasing DAS, with a concomitant increase in the tensile strength and elongation at RT and also high tempertures. Contrarily, the thermal expansion coefficient in-creased with increasing temperature, but did not vary with microstructural changes. The hardness of the eutectic phase inin-creased with increasing DAS due to the enlarged size of the eutectic particles, whereas the hardness of the primary phase was similar regardless of DAS, owing to the precipitates that formed during heat treatment. The increase of both of LCF (low cycle fatigue) and HCF (high cycle fatigue) lives with decreas-ing DAS was observed, mainly due to homogeneous deformation owdecreas-ing to the fine size of eutectic silicon and Fe intermetallic particles. The results of fractography observation showed that finer α-Al and eutectic phases were effective to the resistance of fatigue crack initiation and propagation due to the shorter crack path along the secondary particles. The LCF lives increased with increasing test temperature according to the Coffin-Manson relation due to the larger elongation. On the other hand, an analysis of the fatigue lives with the hysteresis loop energy, which consists of both strength and elongation, showed that the fatigue lives were normalized with an alloy of the same strengthening mechanisms regardless of the test temperature. DMA analysis demonstrated that the mechanical properties of the Al2Cu precipitate hardened alloy were maintained at temperatures greater than 250 C, whereas degradation in the mechanical properties of the Mg-containing alloy occurred at 170 C due to coarsening in the precipitation phase of Mg2Si. [doi:10.2320/matertrans.M2015402]
(Received October 30, 2015; Accepted March 4, 2016; Published April 8, 2016)
Keywords: A319, dendrite arm spacing, automobile, cylinder head, DMA, low cycle fatigue, high cycle fatigue
1. Introduction
Recent legislative and environmental demands toward the automotive industry have prompted automobile companies to produce lighter-weight fuel-efficient vehicles with less detri-mental emissions. The most effective way of producing a light-weight car is to employ light-weight materials, such as aluminum alloys. A319 casting alloys are light metals which are widely used in automotive components, owing to their excellent mechanical properties and castability1–4). In recent years, diesel engines have become prevalent due to their low total emissions; the combustion pressures of diesel engines have increased to 20 MPa. Because many components used in automotive engines are subject to complex loading cycles at high temperatures5–8), it is important to understand the load-ing mechanisms and damage accumulation, as well as in-crease the duration of material lives under a range of condi-tions. In addition, the microstructural parameters, i.e. the DAS (dendrite arm spacing), porosity, morphology of silicon and second phase particles, are important parameters to con-sider as high temperature fatigue and tensile properties. The effect of solidification time and heat treatment on the tensile properties of aluminum alloys has been studied and docu-mented. Several studies1,9,10) in A319 aluminum alloys found that fatigue cracks initiated from casting pores that were al-most always located either close to or at the specimen sur-face. However, the effect of solidification time on the high temperature fatigue properties of A319-type alloys is less well documented. This study examined the mechanical prop-erties of aluminum casting alloys prepared using a
perma-nent-mold cast and evaluated the effects of microstructural variables such as DAS on high temperature mechanical be-havior. A series of fatigue tests were conducted to evaluate the high temperature LCF (low cycle fatigue) and HCF (high cycle fatigue) lives of A319-T7 cast alloys, in which the cool-ing rate of molten metal were varied. Experimental results indicated that the durability of automotive engine parts can be increased by reinforcing the microstructure with minor changes to the process and alloying elements.
2. Experimental
Three types of A319 alloys with microstructural variations for cylinder head were cast using the permanent-mold gravity method. Table 1 lists the chemical composition and heat treatment processes of the alloy, which were based on the mass production conditions of the cylinder heads in the HMC (Hyundai Motor Company) of Korea. The composition was similar to AC2B, except it contained a lower Fe content. A T7 heat treatment was used for the alloy due to the stability of the final product measurements. The microstructure and particles were examined by OM (optical microscopy, Nikon MA100) and SEM (scanning electron microscopy, JEOL JSM-7400F).
*
[image:1.595.304.550.726.788.2]Corresponding author, E-mail: [email protected]
Table 1 Chemical compositions and heat treatment steps of the A319 alloy (mass %).
Cu Si Mg Zn Fe Mn Ni Ti Sr Al
A319 2.76 5.97 0.22 0.01 0.14 0.01 0.01 0.02 - Rem Heat treatment
Solution treatment : 500 C / 6.5 h → water quenching Aging : 250 C / 4.5 h → air cooling
XRD (X-ray diffraction, PANalytical B.V.) was then per-formed to characterize the intermetallic phases present in the matrix. The high temperature physical and mechanical prop-erties were determined by measurement of the thermal expan-sion coefficient (Netzsch DIL 402PC), DMA (dynamic me-chanical analysis, TA instruments Q800) and micro-hardness (Shimadzu DUH-W201S) as a function of temperature. Cy-lindrical type specimens for the tensile and fatigue tests were machined and polished longitudinally up to 2400 grit crocus cloth to remove the effects of machining notching. The tensile tests were carried out at a range of temperatures using an In-stron machine. Strain-controlled uniaxial LCF tests were car-ried out according to ASTM E606 standards at a strain rate of 1 × 10−3 s−1 at RT, 200 C and 250 C using a dynamic Instron model 8861 machine. HCF tests were carried out at RT, 150 C and 200 C on a fully computerized servo-hydraulic MTS 810 fatigue testing system. The tests were conducted under load control according to ASTM E466 standards. To avoid possi-ble buckling, all samples were subjected to zero–tension fa-tigue cycles only, using a load ratio (σmin/σmax) of R = 0. A sinusoidal waveform with a frequency of 40 Hz was used in all tests. The fatigue limit (maximum stress range or peak stress) was defined as the stress level below which no fatigue failure would occur at 107 cycles. All test results were record-ed using a computer data acquisition system and analyzrecord-ed under the conditions at which tests were completed to achieve stable stress and strain. The fracture surfaces were examined using the SEM to identify the sites of fatigue crack initiation and the mechanisms of fatigue crack propagation.
3. Results and Discussion
3.1 Microstructure
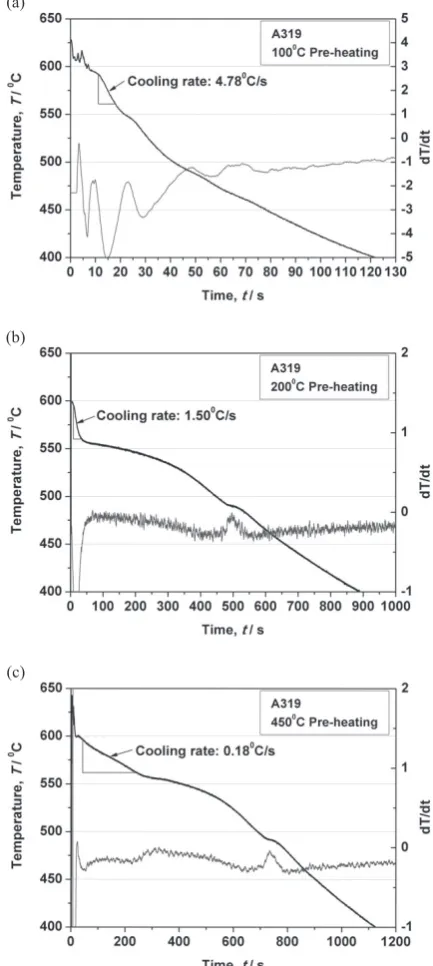
Figure 1 presents the thermal analysis results of A319 casts at different cooling rates using the LabVIEW data acquisition system. Figure 1(a) shows the fastest cooling rate conditions of the molten Al alloy with a mold thickness of 25 mm mold and a pre-heating temperature of 100 C in the SKD61 (H-13) steel mold. The cooling rate was 4.78 C/s in the solidification range, within which the DAS was determined. Under the pouring conditions of 5 mm mold thickness and 200 C pre-heating temperature, the measured cooling rate was 1.50 C/s, as shown in Fig. 1(b). The slowest solidification rate was 0.18 C/s with a 5 mm mold thickness and 400 C pre-heating temperature, as shown in Fig. 1(c).
Figure 2 shows OM images of the A319 cast matrix after T7 heat treatments at different cooling rates. The basic micro-structure of the alloys consisted of primary α-Al dendrites with eutectic Si and intermetallic particles distributed be-tween the α-Al dendrites to form a periodic cell pattern re-peated across the metallographic surface. The DAS for a giv-en alloy composition decrease with increasing solidification rates11–13). In this study, the lowest DAS value for gravity die casting was 22 μm in an Al-6.0mass% Si-2.8mass% Cu alloy, as shown in Fig. 2(a). Under moderate solidification rate con-ditions, the average DAS achieved was approximately 51 μm, as shown in Fig. 2(b). At the slowest solidification rate, the mean DAS was approximately 70 μm, as shown in Fig. 2(c). Generally, the lowest DAS value for gravity casting is ap-proximately 25 μm in Al-7mass% Si-0.3mass% Mg alloy6).
Alternatively, with the addition of Cu, the lowest mean DAS decreased to 22 μm. This was attributed to the undercooling effect11–13) achieved by increasing Cu content. The addition of Cu resulted in finer α-Al formation, which helped restrict the growth of primary Si and intermetallic phases14,15). There-fore, a finer DAS was achieved. In addition, a needle-like Si morphology was observed in all unmodified alloys, as shown in Fig. 2.
Figure 3 shows SEM images of the precipitates and XRD patterns of the alloys. As shown in Fig. 3(a), Mg2Si precipi-tates were observed in the alloys, which are the main strength-ening particles of the Mg alloy. In addition, β-Al5FeSi inter-metallic particles and Al2Cu precipitates were observed after the addition of Fe and Cu, respectively, as shown in Figs. 3(b) Fig. 1 Thermal analysis results with different cooling rates, (a) 4.78 C/s,
(b) 1.50 C/s and (c) 0.18 C/s.
739
[image:2.595.317.534.73.557.2]and (c).
3.2 Physical properties
Figure 4 shows the high temperature physical properties of A319 casting alloy with changes in microstructure. In partic-ular, Figs. 4(a) and (b) present the thermal expansion coeffi-cient and storage elastic modulus using DMA, respectively. The thermal expansion coefficient increased with increasing temperature to 250 C, became saturated up to 350 C, and then decreased with further increases in temperature. This can be explained by the softening of the solid with increasing temperature, at which the general properties of the solid can-not be maintained16,17). Therefore, the reliability of the ther-mal expansion coefficient over 350 C is limited due to the collapse of the solid. The thermal expansion coefficient val-ues were similar at 100–300 C regardless of variations in mi-crostructure, as shown in Fig. 4(a). In particular, the addition of Cu reduced the thermal expansion coefficient significantly
at identical temperatures, and a stable state was obtained up to 350 C for A319, whereas for A356 alloys stability was achieved at 250 C17). Alternatively, the elastic modulus de-creased almost linearly with increasing temperature, and the elastic modulus decreased by as much as 7 GPa with increas-ing DAS to 70 μm. Fe and Cu, which have relatively high temperature stabilities compared to Mg, restrict thermal ex-pansion and increase the stiffness. Cu increases the age hard-ening precipitation of Al2Cu as well as that of Mg2Si for Mg, and Fe is an element in the intermetallic particle formation of Al5FeSi18,19). Therefore, the coarse and non-uniformly dis-tributed particles with larger DAS result in a decrease in the elastic modulus at a given temperature.
3.3 Mechanical properties 3.3.1 Hardness
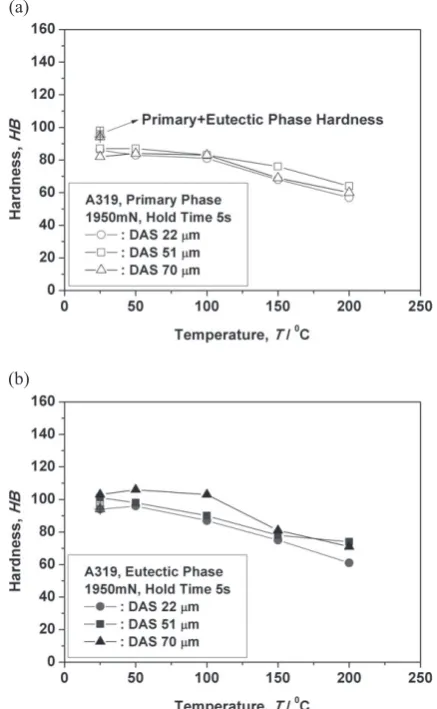
Figure 5 shows the high temperature hardness of the three alloy sets using a micro-indenter. First, the macro-hardness Fig. 2 Optical microscopy images showing the microstructure with different cooling rates, (a) 4.78 C/s and 22 μm DAS, (b) 1.50 C/s and 51 μm DAS and
[image:3.595.128.473.74.514.2](Brinell hardness), which includes both the primary phase and eutectic phase hardnesses, was measured at room tem-perature, as indicated in Fig. 5. The initial hardness of the primary phase was lower than that of the macro-hardness, whereas the hardness of the eutectic phases was higher than that of the macro-hardness due to eutectic Si and intermetallic particles. The hardness of the eutectic phase increased with increasing DAS due to the enlarged size of the eutectic parti-cles, whereas the hardness of the primary phase was similar regardless of the DAS, due to the precipitates that formed during heat treatment. As the temperature was increased, the hardness decreased and was maintained at temperatures greater than 200 C. Alternatively, without the addition of Cu, such as in sample A356, it was reported that the hardness de-creased significantly and rapidly at temperatures greater than 150 C17).
The decrease in hardness was attributed to the stability of the precipitate with chemical compounds. Exposure to tem-peratures over 150 C for an extended period results in severe
coarsening of the precipitates, particularly for the Mg-hard-ened alloys, which has deleterious effects on the strength. Al-ternatively, the stability of Al2Cu is believed to be retained over 250 C because the aging treatment was already per-formed at 250 C after a solution treatment, as shown in Ta-ble 1. Figure 6 shows the DMA results as a function of tem-perature. DMA provides the general DTUL (deflection temperature under load), which is a standard method for eval-uation of the softening temperature of materials20), and also provides information about the dynamic mechanical structure that is unattainable by DTUL21). DMA discerns the elastic and viscous components of deformation and provides a very sensitive profile of the viscoelastic properties, including stor-age modulus, loss modulus and tan δ as they change with temperature, where tan δ is the ratio of the loss modulus to the storage modulus. Tan δ represents the damping ability of the material caused by change in the microstructure and precipi-tates21). For sample A319, as shown in Fig. 6(a), the tan δ value changed suddenly at 251 C, suggesting that the coars-Fig. 3 SEM images of the precipitates and XRD patterns after heat treatment, (a) Mg2Si, (b) β-Al5FeSi and (c) Al2Cu.
741
[image:4.595.126.472.76.521.2]ening of the Al2Cu particles affects the stiffness of the matrix, which is coincident with the artificial aging that is generally conducted at 250 C for Cu-hardened aluminum alloys, as shown in Table 1. In addition, the tan δ value changed at 349 C, which is coincident with the results showing that the reliability of the thermal expansion coefficient is limited over 350 C due to the collapse of the solid. On the other hand, for the A356 alloy17), as shown in Fig. 6(b), a change in tan δ was observed near 168 C, which represents the precipitation and growth temperature of Mg2Si, which coincides with the arti-ficial aging of the Mg-hardened aluminum alloys generally conducted at 160–180 C. This is in accordance with the re-sults shown in Figs. 4 and 5 in that the addition of Cu contrib-utes to the high temperature stability. Therefore, an increase in the Cu content and solidification rate is effective because the key requirement of a cylinder head is to maintain high temperature strength and low thermal expansion characteris-tics, which reduce the level of thermal fatigue damage.
3.3.2 Tensile property
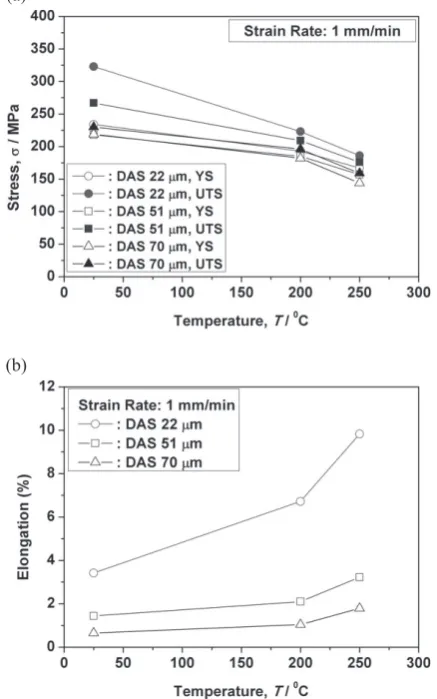
Tensile tests were conducted to measure the mechanical properties of A319 with different microstructures and testing temperatures; results are presented in Fig. 7. The yield strength and ultimate tensile strength of the alloy with DAS 22 μm were 234 MPa and 323 MPa, respectively, at room temperature, and 167 MPa and 186 MPa at 250 C. In
addi-tion, the elongation was 3.42% at room temperature and 9.83% at 250 C. Both the yield and tensile strength decreased significantly with increasing DAS at room temperature, with a concomitant decrease in elongation. As the test temperature increased, the tensile properties showed a different tendency to that observed at room temperature, resulting in a small dif-ference in strength with DAS, particularly at 250 C. Alterna-tively, the difference in elongation increased with DAS, as shown in Fig. 7(b). This confirms the previous physical and mechanical properties because the coarsening of the precipi-tation phase of Al2Cu affects the strength of the matrix.
3.3.3 LCF property
LCF tests of the three alloys were conducted to evaluate the high temperature deformation resistance, which is the key factor of the automotive cylinder head. Figure 8 shows the change in the peak stress according to the cyclic deformation at a total strain range of ±0.3%. The change in the tensile and compressive peak stress was measured during cycling. In the case of alloy with DAS 51 μm, the cyclic softening behavior was not observed at RT and 200 C, where the tension and compression peak stress were maintained by repeated defor-mation. On the other hand, the cyclic softening behavior oc-curred at 250 C, where the peak stress decreased slightly at the initial cycling, and decreased gradually with the progress of cyclic deformation. These results were in line with the pre-Fig. 4 High temperature physical properties of the A319 alloy, (a) thermal
expansion coefficient and (b) elastic modulus.
[image:5.595.61.278.66.429.2] [image:5.595.316.535.71.426.2]vious hardness and DMA properties, where the strength was maintained over 200 C for the Cu-hardened alloys because of the stability of the Al2Cu particle, whereas the obvious cyclic softening behavior was observed at temperatures near 200 C for the Mg-hardened alloys17).
Figure 9 shows the LCF results of the three alloys over multiple temperature and strain ranges. As shown in Fig. 9, the LCF lives increased with decreasing DAS at room and high temperatures. It is well known that the HCF life is gov-erned by the strength of surface due to its small elastic defor-mation and the LCF which induces large plastic defordefor-mation is closely related to the ductility of material. It is thought that the reason of this phenomenon is due to an increment of duc-tility at the surface owing to the retardation of fatigue crack initiation. The fatigue life was evaluated as a function of the plastic strain range using the Coffin-Manson relation, which revealed a higher temperature, larger elongation and longer fatigue life, as shown in Fig. 10. If the fatigue life only is evaluated as the plastic strain range, the fatigue life might be distorted as a result of considering the increase in elongation due to an increase in temperature neglecting the strength of the material17). Therefore, when the fatigue life was evaluated as the hysteresis loop energy (ΔW), which considers the strength and plastic strain of the materials under the given conditions, a similar low cycle fatigue life was observed with-out an increase in fatigue life due to the increase in tempera-ture, as shown in Fig. 10. As a result, the hysteresis loop en-ergy can be used for the high temperature LCF prediction that can normalize all of the Coffin-Manson relations regardless of the test temperature.
3.3.4 HCF property
HCF tests results are shown in Fig. 11 where the number of cycles to failure is plotted versus the peak stress (R = 0). HCF results of the three type of alloy specimens with DAS showed increased fatigue lives in the alloy with finer DAS. This re-sults agree with other report13) that for A356 alloys with DAS values less than 60 μm, fatigue life decreases with increasing DAS values, whereas for DAS values larger than 60 μm, in-creasing DAS does not further decrease fatigue life as report-ed in the literature. However, in this study the fatigue lives of A319 alloys decreased gradually with increasing DAS even for DAS values larger than 60 μm. Moreover, the alloy with DAS 70 μm resulted in decreased fatigue limit from 150 MPa to 70 MPa at RT as shown in Fig. 11-(a). Also, the HCF prop-erties at high temperatures showed the same tendency com-pared with room temperature resulting in decreased fatigue limit with increasing DAS as shown in Fig. 11(b) and (c). The higher fatigue life of the fine DAS alloy is mainly because of the smaller DAS in the microstructure, due to homogeneous deformation owing to the fine size of eutectic silicon and Fe intermetallic particles. The influence of DAS on fatigue be-havior can be understood in terms of dispersion hardening13). When alloys are subjected to either tensile or compressive cyclic loading, dislocations will interact with eutectic parti-cles and dendritic cell/grain boundaries as deformation pro-ceeds, leading to dispersion hardening in the material. There-Fig. 6 DMA results, (a) A319 alloy and (b) A356.
Fig. 7 Tensile test results of the A319 alloy, (a) YS (yield strength) and UTS (ultimate tensile strength) and (b) EL (elongation).
743
[image:6.595.63.277.69.390.2] [image:6.595.317.536.77.427.2]fore, in fine microstructures with smaller DAS, the shorter dislocation slip distance which could be explained by Hall-Petch relation of Orowan strengthening22) results in improve-ment of mechanical properties due to uniform deformation. SEM micrographs in Fig. 12(a) show the pores at the origins of the HCF cracks at 200 C. In most cases, the fatigue cracks were initiated from porosity and oxide films located close to or at the specimen surface. Also, multiple fatigue crack ori-gins were also observed, particularly in the samples with larg-er eutectic phases. In the fatigue crack propagation regions, river-like ridges and striations were observed in the samples
with 22 μm DAS indicating ductile fracture of the materials, Fig. 12(b). With increasing DAS, faceted slip features and eu-tectic debonding from the matrix were observed associated with the size of eutectic particle and porosity. In addition to the main fatigue crack, secondary cracks in the eutectic re-gions were increased with increasing the size of eutectic par-ticle according to the larger DAS as shown in Fig. 12(c).
It has been demonstrated23) that in the absence of large de-fects, such as pores, the eutectic Si-particles play an import-ant role in the introduction of a small fatigue crack. Mi-Fig. 8 Cyclic softening behaviors of the A319 alloy, (a) RT, (b) 200 C and
(c) 250 C. Fig. 9 Low cycle fatigue results of the A319 alloy, (a) Coffin-Manson
[image:7.595.317.534.48.605.2] [image:7.595.59.279.61.597.2]cro-cracks can possibly be initiated by debonding of Si-particles. This will accelerate the local plastic strain accu-mulation within the micro-cell and eventually lead to the for-mation of a dominant small crack by linking these mi-cro-cracks, which then develop through the matrix by a slip band mechanism. This process may account for a consider-able fraction of the total fatigue life.
From these results, the optimal alloying composition and microstructure control are essential to the manufacturing of permanent-mold aluminum cast parts, and it is possible to im-prove the durability of automotive parts by reinforcing the microstructure with minor changes to the process and alloy-ing elements.
4. Conclusions
(1) With decreasing secondary dendrite arm spacing, the elastic modulus increased with a concomitant increase in the tensile strength and elongation. Alternatively, the thermal expansion coefficient and hardness of the prima-ry phases did not vaprima-ry with DAS, whereas the hardness of the eutectic phase increased with increasing DAS due to the enlarged size of the eutectic particles.
(2) The high temperature LCF lives increased with decreas-Fig. 10 Low cycle fatigue results of the A319 alloy, (a) 22 μm DAS, (b)
[image:8.595.316.535.62.610.2]51 μm DAS and (c) 70 μm DAS.
Fig. 11 High cycle fatigue results of the A319 alloy, (a) RT, (b) 150 C and (c) 200 C.
745
[image:8.595.60.282.67.582.2]ing DAS over multiple temperature. The LCF lives ex-pressed as the hysteresis loop energy, which is the amount of energy consumed over a cycle, provide a reasonable fatigue life evaluation showing a normalized relation re-gardless of the test temperature.
(3) HCF properties of the fine DAS alloy exhibited much higher fatigue life and fatigue limit due to the smaller eutectic particles resulting in shorter crack path along the eutectic interface.
Acknowledgments
This research was supported by Basic Science Research Program through the National Research Foundation of Korea (NRF) funded by the Ministry of Education (NRF-2014R1A1A2056201). The authors express their gratitude for their financial support.
REFERENCES
1) J.M. Boileau and J.E. Allison: Metall. Mater. Trans., A Phys. Metall. Mater. Sci. 34A (2003) 1807–1820.
2) P.K. Rohatgi, D. Nath, S.S. Singh and B.N. Keshavaram: J. Mater. Sci.
29 (1994) 5975–5984.
3) J.U. Ejiofor and R.G. Reddy: JOM 49 (1997) 31–37.
4) K. Sato, M. Saito, K. Yasunaga, K. Kiyama and T. Idegomori: J. JILM
50 (2000) 121–127.
5) C.Y. Jeong and S. Ha: Int. J. Cast Met. Res. 21 (2008) 235–238. 6) C.Y. Jeong, C.S. Kang, J.I. Cho, I.H. Oh and Y.C. Kim: Int. J. Cast Met.
Res. 21 (2008) 193–197.
7) F. Langmayr and F. Zieher: VDI Ber. 1813 (2004) 227–243. 8) J. Hadler, S. Flor and C. Heikel: VDI Ber. 1830 (2005) 285–308. 9) A. Dabayeh, R. Xu, B. Du and T. Topper: Int. J. Fatigue 18 (1996) 95–
104.
10) J.S. Park, S.Y. Sung, B.S. Han, C.Y. Jung and K.A. Lee: Kor. J. Met. Mater. 48 (2010) 28–38.
11) J.M. Boileau, J.W. Zindel and J.E. Allison: SAE 970019 (1997) 61–72. 12) K. Mizuno, E. Fan, S. Furutani, S. Yokota and T. Fukusako: J. JILM 43
[image:9.595.124.474.68.516.2](1993) 618–624.
13) Q.G. Wang, D. Apelian and D.A. Lados: J. Light Met. 1 (2001) 85–97. 14) S. J. Barnes and K. Lades: SAE Technical Paper Series 2002-01-0493
(2002).
15) Mielke, Steffens, Beer and Henning: SAE Technical Paper Series 980687 (1998).
16) C.Y. Jeong: Mater. Trans. 53 (2012) 234–239. 17) C.Y. Jeong: Mater. Trans. 54 (2013) 588–594.
18) L.A. Narayanan, F.H. Samuel and J.E. Gruzleski: Metall. Mater. Trans., A Phys. Metall. Mater. Sci. 25 (1994) 1761–1773.
19) M. Warmuzek, W. Ratuszek and G. Sek-Sas: Mater. Charact. 54 (2005)
31–40.
20) Annual Book of ASTM Standards, Designation: ASTM D 648, 03.01 (2002).
21) I. M. Ward and J. Sweeney: An Introduction to the Mechanical
Proper-ties of Solid Polymers, 2nd ed., (John Wiley & Sons, 2004) pp. 70–88. 22) W. E. Frazier and M. J. Koczak: Proc. 6th Symp. on Dispersion
Strengthening Al Alloys, ed. by Y. W. Kim and W. M. Griffith, TMS Annual Meeting, Warrendale, PA, (1988) pp. 573–602.
23) J.Z. Yi, Y.X. Gao, P.D. Lee and T.C. Lindley: Metall. Trans. A 37 (2006) 301–311.
747