Rochester Institute of Technology
RIT Scholar Works
Theses
Thesis/Dissertation Collections
8-1-2003
Modelling the tone reproduction characteristics of
digital printers using continuous tone model
Prashant Mehta
Follow this and additional works at:
http://scholarworks.rit.edu/theses
This Thesis is brought to you for free and open access by the Thesis/Dissertation Collections at RIT Scholar Works. It has been accepted for inclusion
in Theses by an authorized administrator of RIT Scholar Works. For more information, please contact
.
Recommended Citation
Modelling The Tone Reproduction Characteristics of Digital
Printers Using Continuous Tone Model
By
Prashant P. Mehta
B.E. (Chemical) L. D. College of Engineering, Ahmedabad, India
(1997)
A thesis submitted in partial fulfillment of the
requirements for the degree of Master of Science
in the Chester F. Carlson Center for Imaging Science
of the College of Science
Rochester Institute of Technology
August 2003
Signature of the Author
_
CHESTER F. CARLSON
CENTER FOR IMAGING SCIENCE
COLLEGE OF SCIENCE
ROCHESTER INSTITUTE OF TECHNOLOGY
ROCHESTER, NEW YORK
CERTIFICATE OF APPROVAL
M.S. DEGREE THESIS
The M.S. Degree Thesis of Prashant P. Mehta
has been examined and approved by the
thesis committee as satisfactory for the
thesis requirement for the
Master of Science degree
Dr. Jonathan S. Arney, Thesis Advisor
Dr. Peter Anderson
Dr. Jeffery Pelz
THESIS RELEASE
PERMISSION
ROCHESTER INSTITUTE OF TECHNOLOGY
COLLEGE OF SCIENCE
CHESTER F. CARLSON
CENTER FOR IMAGING SCIENCE
Title
of
Thesis:
Modelling
The Tone
Reproduction
Characteristics
of
Digital
Printers
Using
Continuous Tone
Model
I,
Prashant
P.
Mehta,
hereby
grant
permission
to the
Wallace
Memorial
Library
of
R.I.T.
to
reproduce
my
thesis
in
whole or
in
Modelling
The Tone
Reproduction Characteristics
of
Digital
Printers
Using
Continuous
Tone Model
by
Prashant P. Mehta
Submitted
to the
Chester F. Carlson Center
for
Imaging
Science College
of
Science in
partial
fulfillment
of
the
requirements
for
the
Master
of
Science Degree
at
the
Rochester Institute
of
Technology
ABSTRACT
Traditional
halftone
models
have been
used
to
characterize
the
tone
reproduction
characteristics
of
digital
printers.
These
models
can
be
corrected
to
incorporate
system parameters
like light
scattering,
softer
dot
edge etc.
This
thesis
work explores
the
possibility
of
applying
the
modified
continuous
tone
modelto
characterize
the
tone
reproduction
of
high
addressibility
printers.
Both
the
continuous
tone
model and
the
modified
halftone
model will
be
compared
for
how
well
they
characterize
the tone
ACKNOWLEDGEMENTS
I
wish
to
acknowledge
wonderful and patient support of
my
thesis
advisor
Dr. Jonathan
Arney. In
the
years
that
I have
spent
in Dr. Arney's
guidance,
I
have
come
to
respect
his
"healthy
skepticism"approach
to
research.Dr.
Peter Anderson
has been helpful in providing different
prints
that
are
used
in
this thesis
for
analysis.
I
am also
thankful
to
Dr. Pelz for
all
his
help
on
this
project.
Had it
not
been for
patience and persistence of
my
wife
Vasanthi
and
my
parents
Pradeep
and
Mallika,
I may have
not
been
able
to
bring
this
projectto
a completion.
I
also wish
to thank
my friends Kate Johnson
and
Joan
Ashley
for
their
support.
This
research
has been funded
by
Hewlett-Packard
and
I
wish
to
extend
my
thanks
for
their
financial
support.
And,
the
work was
conducted
in
-
Contents
-List
offigures
List
oftables
1.
Introduction
2.
Background Literature Review
2.1.
Electrophotographic Printers
2.2.
Halftoning
2.2. 1
.The
origins ofhalftoning
process2.2.2.
Halftones for digital
printers2.2.3.
Clustered dot
2.2.4.
Dispersed dot
2.2.5.
Noise
powerin halftone images
2.2.6.
Floy
d S
teinberg
halftone
2.3.
Literature
review oftone
reproductionbehavior
ofhalftones
2.3.1.
Murray-Davies
equation2.3.2.
The Yule-Nielsen
equation2.3.3.
Recent
developments in
mechanistichalftone modeling
2.3.4.
The probability
model2.3.5.
Modeling
P00
for Different Halftone Systems
3.
Behavior
ofhalftones
printedonEP
printers3.1.
Tone behavior
ofhalftones in
histograms
3.2.
Observation
of printedimages
atmicroscopiclevel
and point spreadfunction
ofnon-coatedpaper
4.
Continuous
Tone Model
4. 1
.Beer-Lambert Transmittance
4.2.
Beer-Lambert Reflectance
4.3.
Applying
the
Beer-Lambert Model
to
aHalftone
4.4.
Kubelka-Munk Model
4.5.
Spatial
Efficiency
Function
4.5. 1
.An
Empirical Function
4.5.2.
The Beer-Lambert Model Modified
withthe
Spatial Absorption Function
4.5.3.
The
Kubelka-Munk Model Modified
withthe
Spatial Absorption Function
4.6.
Relating
the
Printing
Resolution
to
Spatial
Efficiency
Function
4.6.1.
The
"A"Parameter
4.7.
Conclusion
andRecommendations
5.
Conclusions
Appendix
A:
Experimental
proceduresA.l
Densitometry
-
List
of
figures
-Chapter
1
Figure 1.1: Halftone Image
Chapter
2
Figure 2.1: Mechanism
of electrophotographic printersFigure 2.2: Copperplate engraving
ofJohann
Gutenberg by
Andre
Thevet, Paris, 1584,
from
the
RIT
Cary
Collection.
Detail
on
the
rightillustrates
spatial modulationFigure 2.3: Matrix representing
the
printeraddressability
Figure 2.4: Example
ofproducing
clustereddot using individual
printer spots
Figure
2.5:
Gray
wedge printed with(a)
Clustered dot
(b)
Dispersed
dot
Figure
2.6: Examples
ofFloyd-Steinberg
Halftones
Figure
2.7: Reflectance
vsDot
areafraction,
individual
points arethe
measured
data
and continuousline
representsMurray
Davis
Equation
Figure
2.8: R
vs.F
modeledby
Yule-Nielsen
equationfor
n=l andChapter 3:
Figure
3.1: Image
andhistogram
of anideal halftone
(R=0.75)
Figure 3.2: Image
andhistogram
of anideal halftone
system(R
=0.5)
Figure 3.3: Histograms
ofideal
continuoustone
system,
atR=0.5
andR
=0.75
Figure 3.4: Histogram
ofFloyd-Steinberg
halftone
(Fn=0.1)
printed on300 dpi EP
printerFigure 3.5: Histogram
ofFloyd-Steinberg
halftone (Fn
=0.3)
printed on300 dpi EP
printerFigure 3.6: Histogram
of aFloyd-Steinberg
halftone
printed on a600
dpi
printer,
Fn
=0.0625Figure 3.7: Histogram
of aFloyd-Steinberg
halftone
printed on a600
dpi
printer,
Fn
=0.44Figure 3.8:
:Microscopic view of print samples printed on600dpi
and300 dpi
electrophotographic printer(please
notethat
magnification
is
not samefor both image
Chapter
4
Figure 4.1: The
Beer-Lambert
phenomenonFigure 4.2:
Beer-Lambert
Phenomenon in
the
Imaging
Layer
applied onthe
Substrate
Figure 4.4: Result
ofGravimatric
analysisFigure 4.5: Reflectance
versus nominaldot
areafraction
for
Floyd-Steinberg
halftones
printed with a300 dpi
printer and a600
dpi
printerFigure 4.6: Kubelka-Munk
Theory
Figure 4.7: R
versusFn
andD
versusFn
for
the
600 dpi
printerFigure 4.8:
Microdensitometry
images
ofFloyd-Steinberg
halftones
printed on
600 dpi
printer at several values ofFn
Figure 4.9: R
versusFn
andD
versusFn for
the
600 dpi
printerFigure 4.10: R
versusFn
andD
versusFn for
the
300
and600 dpi
printers
Figure 4.11: R
vsFn
for
the
300 dpi
printer withblack
(K)
and cyan(C)
toner
using
Floyd-Steinberg
(FS)
and clustereddot
(CL)
halftoning
Figure 4.12: R
vsFn for
the
600 dpi
printer withblack
(K)
and cyan(C)
toner
using
Floyd-Steinberg
(FS)
and clustereddot
(CL)
halftoning
Figure
4.13:
Efficiency
functions
usedto
fit
three
ofthe
gray
rampsin
Figures 4.11
and4.12
Figure 4.14: Spatial efficiency
factor,
A,
versusthe
dot
pitch,
LPI,
for
Chapter 5
No
figures
Appendix
Figure A.l:
Microdensitometry
setup
Figure A.2: Spectral sensitivity
of monochromeCCD
cameraFigure A. 3: Histogram
ofFloyd-Steinberg
halftone
printed on300dpi
List
of
tables
-Table 4.1:
Characteristics
ofthe
samplesincluded
in
the
study.Printer dpi is addressability in dots
perinc
Table 5.1: Variations from Ideal
systemTable A.l: Densitometer setup
Table
A.2: Specifications
ofthe
monochromeCCD
cameraTable A. 3: Specifications
ofthe
Color CCD
cameraChapter 1
Introduction
The
purpose ofthis
project wasto
develop
andtest
a newmodel
for
tone
reproductionin
a600 dpi
electrophotographiclaser
printer.
The
projectinvolved printing technology, digital
halftoning,
microdensitometry
analysis,
andhalftone
opticaltheory.
Key
background literature
willbe
reviewedin
this
report,
followed
by
adescription
ofthe
results ofthe
project.Printing
is
a means of graphic communicationthat
employsthe
reproduction of visual
images,
most often on paper.Printing
andpublishing
are majorbusinesses
throughout
the
world.In
the
U.S.
alone
these
businesses
represent about3
percent ofthe
grossdomestic
product(GDP).
There
are moreprinting
companiesin
the
U.S.
(60,000)
than
any
othertype
ofmanufacturing company
(Pocketpal,
1997).
Although printing
technology
has been
practicedcommercially
for many
centuries,
recentdevelopments
in digital
technologies
have
stimulated recent advancesin
newprinting
electrophotography, for example,
arethe
result ofR&D
efforts madeover
the
pasttwo
decades.
Most
printing
technologies
areintrinsically binary
processesthat
eitherdeliver
ordo
notdeliver ink
to
a given point onthe
paper.
While
this
is
very
usefulfor reproducing
letters,
it is
difficult
to
reproduce pictorialimages
withgray
tones.
To
simulatepictorial
gray
tones,
varioustechniques
of spatial modulation areused.
The
mostfamiliar halftone
technique
(AM screening)
currently
usedis illustrated in Figure (1.1).
Spatial
modulationsimulates a
gray
tone
in
alocal
region of animage
by
controlling
the
fraction
ofthe
local
areathat
is
printed(ink)
andthe
fraction
that
is
not printed(paper).
This
binary
image,
containing only
black
andwhite,
is
simplein
concept,
but it is
complexin
the
way it
??_______. ?
M.MAMAM ????
*# _*j-_#rr? * ???< _. irirt O???? * *
>m~+mrrrrw*m -????? * ?
>> > +?? ?** ?
4? ? ???* 4._ -
-**+++++++**.... + ??? ? ? * ? ? ? ?
>. ??***> **. * ?* ? ?
>:*!
X!:*:-:
[image:16.531.109.457.74.371.2]*.?.?.?.?.? .?.-.?.*
Figure 1.1: Halftone Image
(Note: The size ofthe dots is exaggerated in the above image to better illustrate the
halftoning
technique)The printing
technology
of concernin
this
reportis laser
electrophotography
(EP),
andthe
halftone
techniques
that
willbe
addressed are
typically
usedto
produce pictorialimages
withelectrophotographic printers.
Section
2.3.3
will review recentliterature
reports onthe
opticalbehavior
ofdigital halftones.
However,
the
behavior
of printedhalftone
samplesfrom
ahigh-resolution
(600
dpi)
EP
printer suggestedthat
it may be
usefulto
model rather
than
ahalftone
model.Whether
a continuoustone
orhalftone
model wasapplied, it
wasfound
that
modifications wererequired
to
fit
experimentaldata.
The
halftone
model requiredmodifications
to
accountfor
effects characteristic of continuoustone systems,
andthe
continuoustone
model required modificationsto
accountfor
spatial effects characteristic ofhalftone
systems.Whether
the
printedimage
behaved
morelike
ahalftone
or acontinuous
tone
depended
onthe
overall spatialfrequency
characteristics of
the
system.Thus it is important
to
understandthe
spatial characteristics of
both
the
printing
systems andthe
halftone
algorithms.
The
spatial characteristic of an electrophotographic printeris
determined
by
its
addressability.The addressability
ofthe
printeris
defined
asthe
number ofdots
perinch
that
a given printeris
designed
to
place onthe
page,
typically
expressedin
dots
perinch
(dpi),
such as a"300 dpi
printer".To
understandthe
influence
ofaddressability
onthe
new modified continuoustone model,
experiments were conducted with printers of
two
different
addressabilities: a
Hewlett-Packard Color LaserJet 4000
(addressability:
300
dpi)
andHewlett-Packard Color
LaserJet
4500
characteristics of
the
halftoning
algorithms onthe
newmodel,
different
types
ofdigital halftones
were examined as well.These
included
aFloyd-Steinberg
algorithm,
a clustereddot
algorithm anda
linear
pixelshuffling algorithm,
asdescribed
in Section 2.2.
All
samples examined
in
this
project were printed onplain,
non-coatedpaper
using
eitherblack
or cyantoner.
Chapter 2
ofthis
report containsthe
background literature
review.
It
explainsthe
mechanism oflaser EP
printers(section
2.1).
The
halftoning
algorithms usedin
this
study
aredescribed in
section
2.2,
and publishedliterature
onhalftone
modelsis
reviewedin
section2.3
.Chapter 3
discusses
the
behavior
of printedhalftone
samplesfrom EP
printers.Section
3.1
and3.2
contain observationalcomments.
A halftone
modelbased
onprobability
theory
(Arney-Tsujita,
1999,
Arney-Yamaguchi,
1999
andArney-Alber,
1998)
wasapplied
to the
experimental samplesin
this
project.This
is
described in
section3.3.
Chapter 4
contains most ofthe
experimental workdone
for
this
dissertation.
It begins
with adescription
of a simplecontinuous
tone
modelbased
onBeer-Lambert
theory
(section 4.1
printed samples
differ from
this
simple continuoustone
model andhow
to
modify
the
modelto
accountfor
observedbehavior.
The last
section
in Chapter 4
comparesthe
relativeutility
ofthe
continuoustone
andhalftone
models.Chapter 5
contains conclusions ofthis
study
anddiscusses
directions for
further
experimental work.Appendix A
containsChapter
2
Background Literature Review
This
chapter provides abrief
review ofthe
key
technologies
involved
in
the
project.The
basic printing
mechanism ofelectrophotographic printers
is
described
in
section2.1.
Section 2.2
discusses
the
halftoning
processin
details.
The
modelsfor
characterizing
the tone
behavior
ofthe
printedhalftones
arediscussed
in
sections2.3
and2.4.
2.1
Electrophotographic
Printers
The
project was carried outusing
two
laser
printersbased
onthe
electrophotographic process.In
orderto
understandthe
tone
reproduction
behavior
ofthese
systems,
it is helpful
to
be
familiar
with
the
basic
mechanism ofthis
printing
process.Electrophotography,
sometimes referredto
asxerography,
is
the
reproduction process used
in laser
printers and officecopy
machines(Pocketpal, 1997; Wilson, 1997; Sturge-Walworth-Shepp,
1989).
The input
for
acopy
machineis
ahard copy
document,
but
for
acopiers, the
light from
a sourceilluminates
the
surface ofthe
document
to
be
copied andthe
document is imaged
onthe
surface ofa photoconductor.
In
alaser
printer,
light from
a modulated andraster-scanned
laser forms
the
image
by
exposing
a photoconductivematerial,
asillustrated
in Figure 2.1.
6.
Cleaning
5.
Fusing
4.
Transferring
[#i
1.
Charging
2.
Imaging
Laser
[image:21.531.89.452.237.466.2]3.
Developing
Figure 2.1: Mechanism of
electrophotographic printersThe
electrophotographic process uses a photoconductorin
the
form
of either a rigiddrum,
asillustrated
in Figure
2.1,
or aflexible
belt
madefrom
organic material.The
surface consists of athin
photoconductive material with an ohmic resistancethat
changesFigure
2.1),
and animagewise
exposure resultsin
animagewise
dissipation
of charge(step
2
in
Figure
2.1).
The
latent
image,
composed of a spatial
distribution
ofcharge, is
then
developed
asshown
in Figure
2.1,
step
3,
wheretoner
particles are chargedin
away
to
transfer
to
eitherthe
exposed orthe
not-exposed part oflatent image.
In
mostlaser
printersthe
exposed regionis
the
regionthat
is
toned.
The
toner
is
then transferred to
paper andfused
to the
surface under
heat
and/or pressure asillustrated in Figure
2.1,
steps4
and5.
2.2
Halftoning
All
ofthe
images
printedfor
this
project were produced withdigital halftone
algorithms.The
electrophotographic processis
capable of some
degree
of continuoustone
control(by
controlling
the
intensity
ofthe
laser
andultimately
the
charge caused onthe
photoconductive
drum),
but high
quality
pictorialimages
from
these
printers require
halftoning.
The
following
is
abrief
review ofthe
2.2.1
The Origins
ofthe
Halftone
Process
Except
for
afew
printing
techniques
(gravure
andcollotype),
it is
not possible
to
reproduce morethan two
levels
oftone
in printing
processes;
black
and white(Sturge-Walworth-Shepp,
1989).
Thus,
tone
is
typically
simulatedby
some method ofspatially
distributing
the
ink
(or
colorant)
onthe paper,
asillustrated in Figure 2.2.
Spatial
modulationtechniques
for simulating
tone
in
printedimages have been
practicedfor
at
least 500
years.Figure
2.2: Copperplate
engraving
of Johann
Gutenberg
by
Andre
Thevet,
Paris,
1584,
from
the
RIT
Cary
Collection.
Detail
onthe
rightillustrates
[image:23.531.88.449.296.531.2]In
the
halftone
technique,
the
illusion
oftone
in
a given region of animage is
createdby
varying
the
fraction
ofthe
regionthat
is
coveredby
ink.
The
basic
theory
ofthe
halftone is described
by
the
Murray-Davies
equation(2.1)
in
whichthe
overallimage
reflectance,
R,
is
determined
by
the
reflectance ofthe
ink, Rj;
the
fraction
ofthe
image
that
is
coveredby
the
ink, F;
the
reflectance ofthe paper,
Rp;
andthe
fraction
of
the
image
that
is
paper,
1
F.
(refer
Engeldrum,
1996
for
a more comprehensive review ofhalftone
theory)
R
=F-Ri+(l-F)Rp
(2.1)
The
objective ofany halftone
processis
to
makethe
halftone
dots
small enough sothe
eye at a normalreading distance
cannot resolvethem.
Varying
the
dot
areafraction, F,
in
the
printing
process controlsthe
visualtone
level,
R.
2.2.2
Halftones
for
Digital
Printers
Most
desktop
digital
printers arebinary
in
nature and usehalftone techniques to
simulatetone.
The
spatialaddressability
ofvolume
printing
systems.Therefore,
the
traditional
halftone
algorithms
developed for high
volumeprinting
areinadequate for
digital
printers.Significant
researchhas been
reported overthe
past
two
decades
onthe
development
ofhalftone
algorithmsespecially
suitedfor
digital
printing.These
algorithms generate abinary
halftone image
by
comparing
the
pixels of originalcontinuous-tone
image
to
athreshold
value.Digital
halftoning
has
become
a significant subset ofthe
digital
image
processing
discipline
today.
Digital
halftoning
techniques
are classifiedin
two
main categories:amplitude modulation
(AM in short) screening
andfrequency
modulation(FM)
screening.The AM screening
technique,
usedextensively for
the
past
130
years,
controlsF
by
varying
the
size ofthe
halftone
dots
whilemaintaining
a constantdistance
between
the
dot
centers.In
the
last
two
decades,
significant numbers of algorithmshave been
developed
that
control
dot
areafraction, F,
by
the
number ofdots
printed per unit areain
the
image.
The
size of adot is kept
constantin
this
process.This
is
the
frequency
modulation orFM screening
(Wilson,
1997).
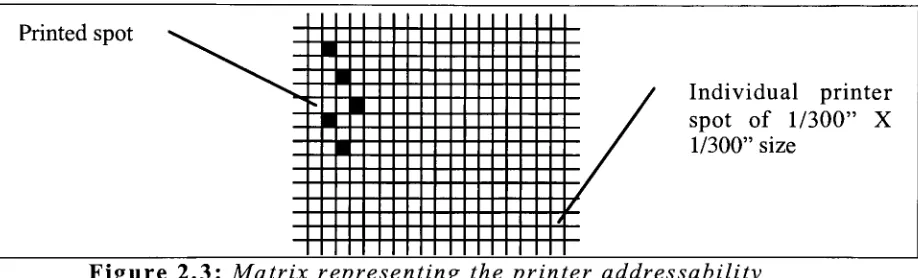
Whether AM
orFM,
adigital
halftone
is
designed
based
on amatrix
representing
the
addressability
ofthe printer,
asillustrated
printer,
andtherefore
eachindividual
element ofthe matrix,
calledprinter
spot,
is
ofthe
size 1/300" x1/300".
Each
elementin
this
matrix represents a
location
where adot
ofink
couldbe
placed ornot placed.
Different
types
ofdigital halftone
algorithmshave been
developed
to
controlthe
placement ofink (or colorant) dots.
Printed
spotT
H
TTItmITm
|Trr /Individual
printer ^>.
~P
11
/
spot of1/300"
X
J-111
/
1/300"
size
Figure
2.3: Matrix representing
the
printeraddressability
According
to
the
screening
technique
usedthe
digital halftone
canbe divided into
two
classes:(a)
clustered and(b)
dispersed.
2.2.3 Clustered Dot
This
is
the
mostfrequently
usedtechnique
in
the
publishing
andgraphic arts
industries. Digital halftones
are producedby
breaking
the
outputimage down into halftone
cells,
where each cell can [image:26.531.52.511.243.382.2]several printer pixels
(individual
addressable
cells shownin
the
Figure 2.3).
These
pixels are eitherturned
on(making
them
black)
or
turned
off(leaving
them
white)
by
the
printer(laser beam
orink-jet
printhead).In
abinary
printer, the
number oftones
that
canbe
reproducedis limited
by
the
size ofthe
cell.A
cellcontaining
n x n printerelements will produce n2
+
1
gray levels.
For
example,
a2x2
cellcan reproduce
5 gray
tones.
SB1
For
a giventone to
be
reproduced,
it
mustbe decided
whether eachpixel
in
the
cell shouldbe black
or white.For
that purpose,
athreshold
matrixis
used whose elements correspondto
each pixel ofthe
cell.These
thresholds
determine
the
gray
tone
at whichthe
printer pixel
is
turned
on.For
example,
for
a reflectancegray
valueof
10
percent(0
<I
<100),
all elements with athreshold
value,
T,
less
than
or equalto
10
willbe
turned
on.Thus,
the
entire outputplane
is
covered with regular patterns ofthreshold
values.That is
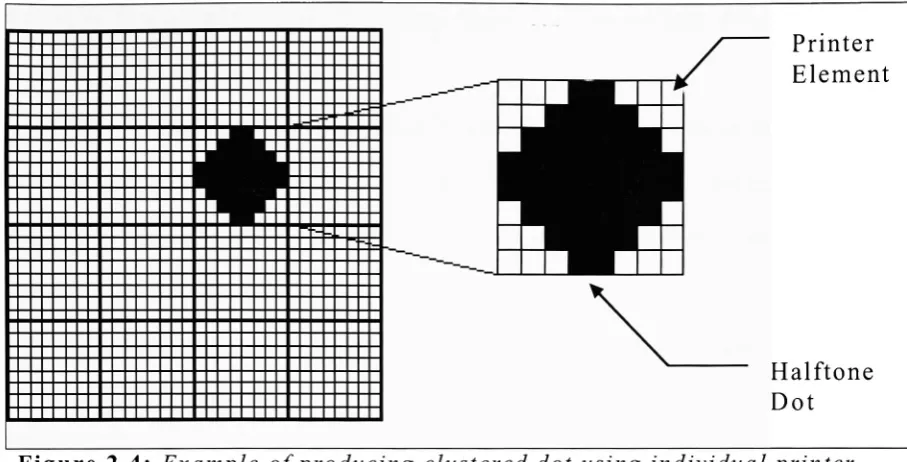
Printer
Element
Halftone
Dot
Figure
2.4: Example of producing
clustereddot
using individual
printerspots
The
reproduction processis
to
assess each pixel ofthe
outputplane,
and compare
the threshold
valueto the
gray
value ofthe
input image
to
determine
which pixels areturned
on.The
condition usedis
givenby:
{0,
if
I(i,j
l,ifl(ij
0,ifI(ij)sT(ij)
B(ij)=
1
[image:28.531.40.494.79.310.2]B(i,j)
is
the
outputvalue,
I(i,j)
the
input
gray
level
andT(i,j)
the
threshold
valueThe
reasonthat this
methodis
called clustereddot is
due
to
the
structure ofthe threshold
matrix.Thresholds
are ordered suchthat
each subsequenttone
would resultin
adjacent pixelsbeing
turned
"on" atdiscrete locations in
printable area.This
resultsin
apattern of
dots
that
changein
size asthe
tone
level increases.
2.2.4 Dispersed Dot
The only
characteristic ofdispersed dot
that
is different from
the
clustereddot is
the
threshold
matrix.In
the
previousmethod,
the
matrix elements with close values were groupedin
the
matrix.In
the
dispersed
method,
the threshold
values areuniformly distributed
in
the
matrix.The
generation ofthe
outputimage is
the
same asin
the
clustereddot
method.Tone
values are compared withthreshold
values and pixels are
turned
on orleft
off accordingly.The
commonly
usedthreshold
matrixfor dispersed dot
is
defined
by
Bayer
(Bayer,
1973).
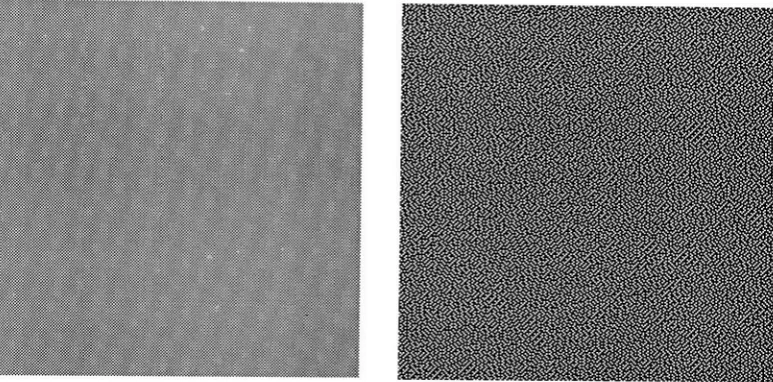
Figure
2.5
shows agray ramp
created with^'SS&S.:':-::-::::
riitl.titi't'iTiTiT TiiTi-T ill- - -! **
(a)
Figure
2.5:
Gray
wedge printed with(a)
Clustered dot
(b)
Dispersed
dot
2.2.5
Noise
Power
in Halftone Images:
The
halftoning
process creates anillusion
ofcontinuity
oftone
only if
the
halftone dots
are smallerthan the
eye can see.A
5x5
clusteredhalftone dot
printed with either a300
or600 dpi
printer will result
in
visually
detectable
dots.
The
magnitude ofspatial variations
in halftone
systemsis
often represented asthe
Root Mean
Squared
(RMS)
deviation
in
the
reflectance ofthe
image.
This is
calledthe
noise ofthe
image,
o,
anda2
is
calledthe
powerof
that
image.
The
magnitude ofthe
noise power varies with spatialfrequency.
The
frequency
spectrum of noise poweris
calledthe
noise power
spectrum,
or sometimesthe
Wiener
spectrumThe human
visual system attenuatesthe
noise power of ahalftone
athigher frequencies.
This is
anotherway
ofsaying
that
if
the
halftone dots
are smallenough,
they
willbe
too
smallto
be
seenby
the
human
eye.If
significantlow
frequency
poweris
presentin
the
halftone
image,
it
willgenerally be visually detectable
andpotentially
disturbing.
The
halftoning
algorithmsthat
createpatterns with
less
power atlower frequencies
and movethe
powerto
higher frequencies generally
producebetter
looking
images.
The
process of
moving
powerto
higher frequencies is
calledblue
noiseshifting.
More
information
onthis
canbe found in
reference:Ulichney,
1987.
Well
defined
masksfor dispersed dot
halftoning
can shift
halftone
noiseto
higher frequencies.
Another
algorithmfor digital
halftoning
called errordiffusion
also can shift noiseto
higher frequency.
2.2.6
Floyd
Steinberg
halftone:
The
mainidea behind
the
errordiffusion
technique
is
to
compute
the
best
approximationfor
each output pixel(whether
to
it
or notto
printit),
to
determine
the
errorbetween
the
actualvalue and
the
output value and spreadit
to the
neighboring
pixels.Steinberg
in 1975
(Floyd-Steinberg,
1975, Floyd-Steinberg,
1976)
and
is
often referredto
asthe
Floyd-Steinberg
algorithm.This
algorithm
transforms
agray
scaleimage, I,
with reflectiongray
values
in
the
interval [0
<I
<1],
to
ablack-and-white
image,
B,
with values of either
0
or1.
The
psuedocodedescribing
the
errordiffusion
algorithmis
shownbelow:
for every
pixel positioni,j
in I
if
I[i][j]
<0.5
then
B[i][j]
=0 (print
a
dot
ofink)
else
B[i][j]
=1
(do
not print a
dot
ofink)
error =
I[i][j]
B[i][j]
distribute
the
erroramong
unprocessed neighbors ofi,j
The
order of pixel visitationgenerally
takes
the
form
of rasterprocessing:
for
(
i
=0;
i
<i_max;
i
+ +)
{
for
( j
=0;
j
<j_max;
j++
) {
process pixel
i,j
}
}
The
input
and outputimage dimensions
arei_max
by
jmax.
ordering
anddistributes
the
errorto
four
unprocessed neighbors ofI[i][j]
according
to the
following
kernel:
1_
16
P
7
3
5
1
where
P
denotes
the
pixelcurrently
being
processed.The
neighbors canbe
written as:I[i][j
+lj
=I[i][j
+
1]
+ error *7/16
I[i+l][j-l]
=I[i+l][j-l]
+
error *3/16
I[i+l][j]
=I[i+l][j]
+ error *5/16
I[i+l][j
+
l]
=I[i+l][j
+lJ
+ error *1/16
Although
animage
producedthrough this
algorithmhas only
two
levels,
the
visual appearance capturesthe
full
grayscale rangeand
detail
ofthe
originalimage.
However,
the
image
processedusing
the
Floyd-Steinberg
algorithmis
oftenfound
to
contain wormlike
artifactsin very dark
andvery light
regions.A few
samples ofhalftone images
createdthrough
2.3
Literature
review of
tone
reproduction
behavior
of
halftones
Many
researchers and authorshave
contributedto
a morethorough
understanding
ofthe
optical properties ofhalftone images.
This
section reviewsthe
literature
onhalftone
models.2.3.1
Murray-Davies
equationAn
ideal halftone image
containsdots
of reflectanceR;
onpaper of reflectance
Rp.
Based
onthe
law
of conservation ofenergy,
one would expect
the
total
reflectance ofthe
image, R,
to
be
the
sum of
the
photonenergy from
the
dots
andfrom
the
paperbetween
the
dots.
This
is
expressedin
equation(2.1)
whereF
and(1-F)
arethe
areafractions
ofthe
dots
andthe paper,
respectively.Equation
(2.1),
is
often calledthe
Murray-Davies
equation(Murray,
1936).
R=F-Ri+
(1-F)
Rp
(2.1)
In assuming
the
amount of reflectionis
linearly
dependent
onMurray-Davies
equationinherently
assumesthat the
halftone
dots
arespatially
uniform,
are welldefined,
the
absorption probabilitiesRi
and
Rp
are constantsindependent
ofthe
value ofF,
andonly direct
reflection occurs
in
the
surface(i.e. before reaching
the
observerlight does
not reflect morethan
oncefrom ink
or paper surface).In
reality,
this
is far from
true.
If
one writes equation(2.1)
as shownin
2.2,
whereRk
is
Rj
atF
=land
Rg
is
Rp
atF
=0
then
the
equationdoes
avery
poorjob
ofmodeling R
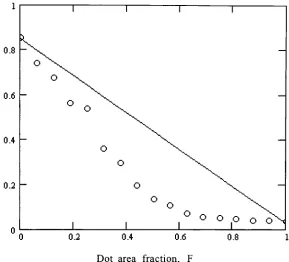
versusF. This is illustrated in
Figure 2.7.
Reflectance,
R
0.2
0.4 0.6Dot
areafraction,
F
0.3
Figure
2. 7: Reflectance
vsDot
areafraction,
individual
points arethe
measured
data
and continuousline
representsMurray
Davis Equation
2.3.2
The Yule-Nielsen
equationIt
is generally
observedthat
a printedimage
appearsdarker
than
one would expectbased
onthe
nominal size ofthe
dot intended
by
the
printing
process.This
phenomenonis
referredto
as physicaldot
gain andis
the
difference
ofthe
measureddot
areafraction, F,
and
the
nominaldot
areafraction,
Fn
(signal
sentto the
printer). [image:37.531.154.443.88.350.2]printers,
physicaldot
gainis
causedin
partby
local dispersion
of electric charge onthe
photo conductordrum,
which causes unwantedtoner
particlesto transfer
ontothe
paper.If
one usesthe
actualdot
area,
F,
ratherthan the
value sentfrom
the
computerto the
printer,
F,
equation(2.1)
stillgenerally
results
in
a value ofR
that
is
lower
than the
measured value ofR.
This
effect,
whichis
different
from
physicaldot
gain,
is
calledoptical
dot
gain orthe
Yule Nielsen
effect(Yule-Nielsen,
1951).
An
empiricalfunction
oftenfound
to
be
a useful modelfor
halftones is
the
Yule-Nielsen Equation (2.3).
R
= F-Rk^+(1-F)-R/"(2.3)
Equation
(2.3)
is
an empirical equation andhas been
found
quite successful
to
describe
the
nonlinearrelationship between R
and
F.
Moreover,
it is
common practiceto
usethe
nominaldot
fraction, Fn,
from
the
printerinstead
ofF
in
equation(2.2)
andempirically
correctfor both
physical and opticaldot
gain.The
value of n can
be determined experimentally
to
achievethe
best
fit
between
equation(2.2)
and measured values ofR
andF
orFn.
The
study
performedby
Ruchdeschel
andHauser
showedthat
1<
n <2
(Rockdeschel-hauser,
1978).
Figure 2.8: R
vs.F
modeledby
Yule-Nielsen
equation
for
n=1
and n=
l
.7.
Each different printing
processhas
its
own mechanistic causesfor
physicaldot
gain.However,
opticaldot
gainhas
a single causethat
is
commonto
all methods ofprinting
on paper.Optical dot
gain
is
causedby
the
lateral scattering
oflight
withinthe
papersubstrate.
(Yule-Nielsen,
1 95 1
,Arney-Engeldrum-Zeng,
1995).
Mechanistic
studieshave
shownthat
if
the
scattering distance
ofthe
light in
the
paperis
long
relativeto the
size ofthe
halftone
dots,
then the
Yule-Nielsen
equationis mechanistically
correct with n =2
(Engeldrum,
1994). For
shorterscattering
distances,
the
Yule-Nielsen
equationis only
an empirical approximation of opticaldot
gain,
and numerous authorshave
published other models ofR
versus2.3.3
Recent developments
in
mechanistic
halftone modeling
The Murray-Davies
equationis
essentially
an expression ofthe
law
of conservation of energy.If
ahalftone image
consists oftwo
reflectionpopulations,
R,
andRp,
then the
Murray-Davies
equation
(2.1)
mustbe
correct,
andthe
non-linearrelationship
between
R
andF
mustbe
causedby
a non-linearrelationship
for
R;
vs
F
and/orRp
vsF.
Experimentally,
both
R;
andRp
are observedto
vary
withF
Thus,
a mechanistic model ofR
versusF
canbe
developed
if
the
functions
for
R;
vsF
andRp
vsF
canbe
modeled.Halftone
models ofthis
kind
have
been
reportedby
Arney,
et al.(Arney-Engledrum-Zeng,
1995,
Arney-Yamaguchi,
1999,
Arney-Tsujita,
1999).
The
Ri
vsF
andRp
vsF
models wereinitially
derived
empirically based
on measureddata
onR;
vsF
andRp
vsF
Instead
of a single empirical n
factor,
the
model containstwo
empiricalparameters w and v.
Parameter
v relatesto the
distribution
ofcolorant within
the
dot
and w relatesto the
optical spreadfunction
of
the
paper.Estimates
ofthese
parameters are chosenempirically
to
fit image
microstructuredata
onR;
vsF
andRp
vsF
(Arney-Eengledrum-Zeng,
1995,
Arney-Yamaguchi,
1999,
Arney-Tsujita,
reflectance, R
versusF
data
as well as withR;
vsF
andRp
vsF.
This
model was also appliedin
the
analysis ofthe
halftone data
generated
in
the
currentthesis
project.Results
willbe
presentedin
subsequent sections.
Further
work reportedin
the
literature
has
exploredthe
mechanistic
relationship between
the
areafraction, F,
andthe
reflectance values of
R;
andRp.
This
workinvolves
meanlevel
probability
functions,
P,7.
The
values ofP;j
representthe
probability for
the
scattering
oflight from
regioni
of areafraction
/,
to
regionj
of areafraction,
/}
(Rogers, 1998, Arney-Wu-Blehm,
1998).
For
anordinary black &
whitehalftone for
example,
F
-fi
and
(1-F)
=f0.
Previously,
the
P,7
functions
were writtenempirically
to
fit
observed
data
ordetermined
by
convolution calculationsinvolving
the
paper point spreadfunction, PSF,
andthe
transmittance
geometry
ofthe
halftone
pattern,
T(x,y).
Recent
work showsthat
Ptj
can
be deduced from symmetry
properties oflight scattering in
paper and
symmetry
properties ofthe
halftone
pattern(Arney-Yamaguchi,
1999).
A
subsequent publication also showshow
to
account
for
higher ink
opacity
and softerdot
edges(Arney-Tsujita,
2.3.4
The
probability
model usedin
this
projectTone
reproduction characteristics ofhalftone
images
canbe
modeled with
knowledge
ofthe
probability
function,
P0o,
for light
to
reflectfrom
the
paperback
outbetween
the
halftone
dots
afterhaving
enteredthe
paperbetween
the
halftone dots
(Arney-Yamaguchi,
1999).
The
otherprobability
functions
are relatedto
Poo
through
equations(2.4)
and(2.5).
Note
that
fi
=F
and
f0
=(1-F),
sothe
probability
values,
P;j,
arefunctions
ofF.
Arney
andYamaguchi
alsodemonstrated
that
the
reflectancefunctions,
R;
andRp
vsF
canbe
calculatedfrom
the
probability
functions
as shownin
equations(2.6)
and(2.7),
whereTo
andTi
arethe
transmittance
values of material above regions0
and1
respectively.
In
general,
one assumesBeer-Lambert
colorantlayer
of
transmittance
Ti.
For
a singleink
system,
To=l
is
the
transmittance
of air.Pio
=1
-Poo
Pn
=l-(l-Poo)-(fo/fi)
Rp=Rg-T0-(Poo-(T0-T1)
+
T,)
Ri=RB-Tr(Pir(Ti-To)
+
T0)
(2.4)
(2.5)
(2.6)
Thus,
withknowledge
ofPoo
versusF
one can modelR;
andRp
versus
F
andthen
R
versusF.
2.3.5
Modelling
P00
for Different Halftone
Systems
Based
on experimental andtheoretical
studies reportedfor
avariety
ofdifferent
types
ofhalftone
systems,
P0o
versusF
functions
can
be
modeled as shownin
equations(2.10)
and(2.11)
(Arney-Wu-Blehm,
1998).
Poo=
1
w(l(1-F)B)
(2.10)
Poo=l
F-(2
Fw(1
F)w)
(2.11)
Equation
(2.10)
describes
FM
halftones
such asthose
producedby
the
Floyd-Steinberg
algorithm.Equation
(2.11)
describes
clustereddot halftones.
In
both
cases wis
a parameterOswsl
relatedto
the
degree
oflight scattering in
the
paper.(Arney-Arney-Katsube-Engledrum,
1996).
The
case w=\, correspondsto
infinite light
scattering distances in
paper,
and w=0 represents zero scattering.The
term
B
is
an empiricalterm
adjustedto
fit
the
data.
Modeling
is done
by
first selecting
the
appropriate expressionfor
Poo
andusing it
to
calculate equations(2.4), (2.5), (2.6),
and(2.7).
The
results arethen
used with equation(2.1).
The
resultis
auniform
ink distribution in
the
printeddots.
If
the
ink
has
asignificant
scattering
coefficient orif
the
ink
is
notuniformly
distributed
acrossthe
halftone
dot,
then
modifications
canbe
madeas
described
in
the
following
section.2.3.6
Ink
Scattering
andDot Sharpness
The
following
techniques
have been
shownto
be
usefulmodifications
to the
halftone
model(Arney-Tsujita,
1999).
First,
the transmittance
ofthe
airis
To
=1 in
equations
(2.5)
and
(2.7).
If
the
ink has
a significantscattering
coefficient, then
the
Beer-Lambert
assumptiondoes
not apply.In
such cases one candefine
the
ink
transmittance
asTi=Tkm
whereTkm
is
the
transmittance
of anabsorbing
andscattering ink
givenby
Kubelka-Munk
theory,
equation(2.8).
Tkm
= "(2-8)
a
sinh(bSx)
+b
cosh(bSx)
In
this equation, x=ink layer
thickness atF=l
K
=Kubelka-Munk
absorption coefficientin
mm"1
S
=Kubelka-Munk scattering
coefficientin
mm"'
a=
(K/S+l)
andb
=(a2-l) 5
In
additionto
scattering
oflight in
the
ink,
the
sharpness ofis
often observedexperimentally that
dot
edges are notsharp but
show a progressive
decline
in ink amount,
feathering
into
whitebetween
the
dots.
Such
systemsdo
not showclearly defined
edges,
and
the
concept of adistinct
dot
edgeis
moredifficult
to
apply
withconfidence.
In
the
current workthe
dot
edge wasdefined
asthe
region of most rapid spatial change
in reflectance,
dR/dx
=maximum.
This may
notbe
the
region whereink quantity
reacheszero,
but it is
a regionthat
canbe identified
and measuredrepeatably.
Experimentally
the
dot
edgeis determined in image
micrographs
by
ahistogram
analysis.The
edgeis identified
asthe
value of
R
atlowest
occurrence wheredH/dR
=minimum
for
histogram H(R).
Segmentation
atthis
value ofR
provides arepeatable measure of
dot
areafraction,
F.
A
consequence ofdefining
the
dot
edgein
this
way is
the
needto
modify
the
definitions
ofTo
andTt
in
equations(2.6)
and(2.7).
We define
T0
andTi
as shownin
equations(2.9
and2.10),
T0=
1-(1-TKM)-(1-(1-F)V)
(2.9)
Ti
=1-(1
Tkm)-Fv
(2.10)
where
Tkm
is
defined
in
equation(2.7).
The
value of vis
anmodel and experimental
data.
A
value of v =0
correspondsto
perfectly
sharp dot
edges.The
procedurefor
fitting
the
modelto
experimentaldata
wasas
follows.
Starting
values of w and v were selected.Then
the
model
for
Poo
was chosen(equation
(2.10)
or(2.11)).
Scattering
and absorption coefficients
S
andK
for
the
ink
were assumed andapplied
to
equation(2.7).
Then
equations(2.9)
and(2.10)
providedvalues of
TO
andTI
which were usedinstead
ofT0
andTi
in
equations
(2.4), (2.5), (2.6),
and(2.7).
Finally,
the
values ofR;
andRp
from
(2.6)
and(2.7)
were usedin
equation(2.1)
to
calculateR.
This
was repeatedfor different
values ofF from 0
to
1
.The
valuesof
w,
v,
K
andS
were selectedto
minimizethe
RMS deviation
between
the
model andthe
data
simultaneously
for
R;
vsF,
Rp
vsF,
Chapter
3:
Behavior
of
halftones
printed
on
EP
printers
This
sectiondiscusses
the
observedbehavior
ofthe
printedhalftones
onboth 600 dpi
and300 dpi EP
printers.In
the
first
subsection
the
histogram
characteristics
ofthese
samples arediscussed.
When
histograms
ofFloyd-Steinberg
halftone
patternsare
observed,
they
differ
significantly from
the
ideal
halftone
system
behavior
givenby
the
Murray-Davies
equation(2.1).
The
causes
for
this
phenomenon arediscussed
in
the
following
subsection.
The
last
subsection contains results ofapplying
the
halftone
modeldescribed in
section2.3.4
to
characterizethe
behavior
ofthe two
printing
systems chosenfor
this
study
3.1 Tone behavior
of
halftones in histograms
The quality
of printedhalftone images is
largely
controlledby
the
spatialdistribution
ofgray
levels
withinthe
halftone
structure.The
distribution
ofthe
gray
levels
in
printedhalftones
canbe
observed
in
the
histogram
ofimages
capturedusing
aCCD
camerawith reflectance values
from
0
to
1.
The
histogram
givesinformation
onthe
fraction
oftotal
pixelsin
the
capturedimage
ofthat
particular reflectance value(note:
pixels referredin
this
statement are
the
pixels ofthe
image
through
adigital
camara andnot of
the
originalimage
that
was printed).The histogram is
usefulfor measuring
specific attributesfor
microdensitometric analysis.Commonly
applied metricsinclude
the
halftone
dot
areafraction, F,
the
mean reflectance ofthe
paperbetween
the
halftone
dots, Rp,
andthe
mean reflectance ofthe
dots,
R;.
The
procedurefor measuring
these
metrics aredescribed in detail in Appendix
A,
sectionA.l.
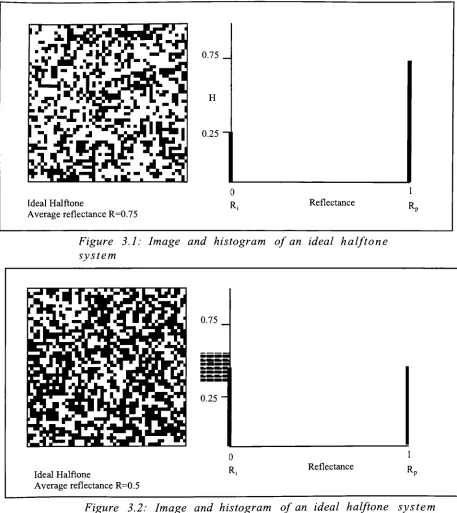
If
we considerthe
histogram
ofthe
ideal halftone
system(a
system
that
obeysMurray-Davies
Model,
equation2.1),
its
total
pixel population shouldbe localized
attwo
specific pointsin
the
histogram:
colorant reflectanceR;
and paper reflectanceRp. Two
examples of such a system are shown
in Figure 3.1
and3.2.
These
are
halftone images
ofnominally
uniformtone
patches of constantreflectance.
The first image has
an average reflection of0.75
andthe
secondhas
average reflection of0.5.
By increasing
the
numberof
black
dots,
the
fraction
ofthe total
area coveredby
colorantis
increased,
which resultsin
alower
reflectance ofthat
area ofthe
pixel
population atRi
and acorresponding
decrease
in
population at0.75
_H
0.25
~Ideal Halftone
Average
reflectanceR=0.75
0
Reflectance
1
R
Figure
3.1: Image
andhistogram
of
anideal
halftone
system
0.75
0.25
-Ideal
Halftone
Averagereflectance
R=0.5
0
R,
Reflectance
1
Rn
Figure
3.2:
Image
andhistogram
of
anideal
halftone
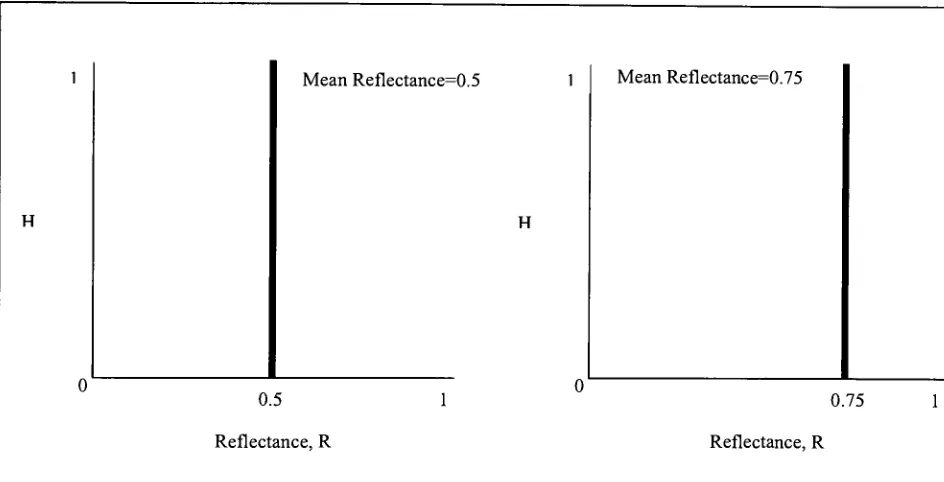
system [image:50.531.38.495.76.589.2] [image:50.531.43.492.83.311.2]Consider
the
histogram
of anideal
continuoustone
image
of asingle
tone.
The
total
pixel populationin
ahistogram
wouldbe
situated
at a single reflectancevalue,
atthe
reflectance
ofthe
image,
R. As
the
reflectance ofthe
image
changes,
the
populationwould move
to
the
new reflectance value.1
H
Mean Reflectance=0.5
1H
Mean Reflectance=0.75
0
00.5
1
0.75
1
Reflectance,
R
Reflectance,
R
Figure
3.3: Histograms of
ideal
continuoustone system,
atR
=0.5
andR
=0.75
To
summarizethe
differences in
the
histogram behavior
ofboth
ideal
halftone
and continuoustone
systems:in
anideal
[image:51.531.39.511.220.461.2]populations
atR;
andRp,
whereasin
anideal
continuoustone
system
the
pixel population movesalong
the
R
axis.The histograms
of real systemsdo
nothave
tightly
populated,
bimodal
distributions.
Due
to
local image
variations(noise),
the
physical spread of
the
edges ofhalftone
dots,
andthe
opticalscattering
oflight
in
the paper, the
printedhalftones
have
ratherbroad
populationdistributions.
Two
examples of suchhistograms
are shown
in Figures 3.4
and3.6
for
samples printed on a300-dpi
EP
printerusing
aFloyd-Steinberg
halftoning
algorithm.An
increase
in
Fn
(nominal dot
fraction
sentto
the
printer)
resultsin
anincrease in
the
pixel population ofthe
lower R distribution
and adecrease in
the
higher R distribution.
This
is
a characteristic of anideal
halftone
system.However,
the
reflectance values at whichthe
two
local
maxima occur change withthe
changein Fn.
Thus
the
realsystem shown
in figures 3.4
and3.6,
demonstrates
characteristics ofboth
anideal halftone
and a continuoustone
system.Histograms
of samples printedusing
Floyd-Steinberg
with a600-dpi
printer are shownin figures 3.5
and3.7.
The dots
arevisible and
easily distinguishable from
surrounding
paperin
these
images.
Unlike
the
histograms
ofthe
300-dpi system,
these
one
histogram
maximum and abroad,
asymmetricaldistribution.
As
Fn
is
changed,
the
value ofR
atthe
peak changes.This
behavior
is
W~"F
*
'**
flf*#l
H
1 mm
Reflectance,
R
Captured
image
of printedsample,F=0.1
Figure
3.4:
Histogram
of
Floyd-Steinberg
halftone
(Fn
=0.1)
printed on
300 dpi EP
printer*
%
r^--'.'-"'*'".# "*'
iff
^
.#-.
,
-*W
i
;*a
*H
* ? *>
3
* -,,, ** . --.
^
0.5mm
Captured
image
of printedsample,Fn=0.0625
Reflectance
R
Figure
3.5:
Histogram
of
aFloyd-Steinberg
halftone
printed on a600
[image:54.531.51.469.76.333.2]H
1 mm
Reflectance,
R
Captured image
of printedsample,Fn=0.3
Figure
3.6: Histogram
of
Floyd-Steinberg
halftone
(F
=0.3)
printed on
300 dpi EP
printerH
0.5mm
Reflectance R
Captured image
of printedsample, Fn=0.443.2
Observation
of
printedimages
at
microscopic
level
and
point
spread
function
of non-coated paper
A
comparison of microscopic views of samples printed with600 dpi
and300 dpi EP
printersis
shownin
figure
3.8.
The
samplesprinted on
the
300 dpi
printerhave
wellformed
dots. Toner
particles are
scattered,
but
the
amount ofscattering is
not assignificant as
it is for
the
600dpi
printer s