A ZERO-ONE INTEGER
PROGRAMMING MODEL FOR THE
DESIGN OF MANUFACTURING CELLS
C R SHIYAS
Department of Mechanical Engineering, National Institute of Technology Calicut Calicut 673601, Kerala, India
[email protected] http://<nitc.ac.in>
V MADHUSUDANAN PILLAI
Department of Mechanical Engineering, National Institute of Technology Calicut Calicut 673601, Kerala, India
[email protected] http://<nitc.ac.in> Abstract:
Cellular manufacturing is an efficient approach for implementing the principles of Group Technology in a manufacturing environment wherein families of parts with similar manufacturing processes are grouped together to process in different manufacturing cells. The issues and different approaches used for a cellular manufacturing system (CMS) design are described and its merits and demerits are discussed in this paper. A linear integer programming model for the design of manufacturing cells is suggested and the model minimizes the intercell moves for the given part-machine incidence matrix. A genetic algorithm (GA) based solution procedure is suggested for the mathematical model which provides cell configuration. This GA is integrated with a part assignment rule to get both the cell and part family configurations. The GA is validated using software package, LINGO. Illustrative examples show the validity of the formulation and efficiency of the model.
Keywords: Cellular manufacturing systems, Part-machine incidence matrix, Genetic algorithm.
1. Introduction
Competitive market conditions insist on manufacturing firms to be equipped to respond quickly to customer demand for various products. Cellular Manufacturing (CM) is one of the best methods for achieving maximum efficiency in an organization through the efficient configuration of facilities. CM is an approach that helps to manufacture a variety of products with as little waste as possible. By grouping similar products into families and the machines required for those parts into cells, cellular manufacturing offers the companies the required flexibility to give customers the variety they want. Factories transformed to cellular manufacturing are benefited by the reduction of overproduction, shorter flow time, less inventories, improved quality and productivity, improved teamwork and communication, etc. Cellular manufacturing system (CMS) combines the advantages of both flow shops and job shops. It has the characteristics such as reduced cycle time compared to job shops, and increased flexibility and greater job satisfaction as compared to flow shops.
heuristic is applied for grouping parts. Generally good block diagonalisation of the part-machine incidence matrix is the basic aim of the fundamental cell formation problem by reducing the exceptional elements and voids. Minimizing the intercell movement will directly affect the number of exceptional elements in a positive way and try to achieve a good block diagonalisation. The proposed model is formulated as a linear integer programming model which can be solved using any optimization package. A genetic algorithm (GA) based solution procedure is suggested for the mathematical model which provides cell configuration. This GA is integrated with a part assignment rule to get both the cell and part family configurations. The GA is validated using software package, LINGO.
This paper is organized as follows: Literature review is given Sections 2 and 3; the first one review on cluster analysis and graph theoretic methods and the second section provides a literature review on mathematical models and heuristic algorithms. The proposed mathematical model is given in Section 4 and the solution procedure is available in Section5. The illustration of the model for a few example problems is provided in Section 6 and conclusion is given in next section.
2. Procedures based on cluster analysis and graph theory
Cluster analysis is composed of many diverse techniques for recognizing structure in a complex data set [3]. Array-based clustering methods are the oldest and simple way of production-oriented cell formation methods. The array based techniques try to assign machines to different cells and parts into families by rearranging the order of rows and columns of the part machine incident matrix to find a block diagonal form. Examples of array-based clustering methods include the bond energy algorithm (BEA) of McCormick [4], rank order clustering (ROC) of King [1], etc and these methods carry out a series of column and row permutations to form part families and machine cells simultaneously. Hierarchical clustering methods work on an input data set based on some similarity or distance function (frequently termed as similarity coefficients) and produce a hierarchy of clusters or partitions. McAuley [5] used the single linkage clustering (SLC) and Seifoddini [6] applied the average linkage clustering (ALC) algorithm to identify machine groups from the distance matrix. These methods have the limitation of not forming part families and machine cells simultaneously. Examples of non-hierarchical methods include GRAFICS of Srinivasan and Narendran [7], ZODIAC of Chandrasekharan and Rajagopalan [8], etc. Non-hierarchical methods are generally found to be better than the previous methods as far as block diagonalisation is concerned. Graph partitioning approaches are employed in CMS design by treating the machines and/or parts as nodes and the processing of parts as arcs connecting the nodes [9]. Objective of these models is to obtain disconnected sub-graphs from a machine-machine or machine-part graph to identify manufacturing cells. These methods are found to be depending on the initial pivot element choice.
3. Mathematical models and Algorithms in CMS design
The CMS design problems are combinatorial optimization problems and mathematical programming approaches are very much suitable for getting optimum solutions. Mathematical models generally treat the clustering problem as a mathematical optimization problem. Numerous models have been developed by various researchers based on mathematical programming. Choobineh [10] developed a model based on integer programming, where it first determines part families and then assigns part families to cells with an objective of minimizing the costs. Srinivasan et al. [11] proposed an assignment model which related the principles of assignment problem of operations research into cell design. But, the main drawback was that the part grouping was done before assigning it to a cell. Adil et al. [12] developed an assignment allocation algorithm (AAA) for the identification of part families and machine groups simultaneously. But their model may lead to formation of cells without any machines, but with part assignment. A mathematical model is developed by Yashuda et al. [13] using multi-objective decision making for CMS design and will result in a variety of solutions.
Finding the solution to the mathematical model is another important decision that has to be made. Solving the combinatorial problem of CMS design problems using traditional methods will be difficult. Using software packages for solving CMS design models usually takes very high time for computation and hence it will be difficult to deal with large problems. In such situations nontraditional optimization techniques like genetic algorithms [14], tabu search [15], simulated annealing [16] are applied as solution methodology. Heuristic-based algorithms [2] are also seen in CMS design literature because it will be difficult to model the entire situation in mathematical form due to the complexity of the system.
incidence is the initial approach in CMS design. Block diagoalisation is directly related to reduction in the number of exceptional elements and voids. Minimizing is intercell movement is indirectly reducing the exceptional elements in the system. Part assignment is carried out by applying a separate heuristic. Genetic algorithm is used as a solution procedure and this method is applied to two problems of the literature.
4. The proposed mathematical model
The proposed linear zero-one integer programming model has the objective function as the minimization of intercell moves for the given machine-part incidence matrix. The number of cells is a managerial input to this model. The model assigns machines to given cells by minimizing the intercell movement.
Notations used are given below.
i - Index of machines, i =1, 2, …, M. k - Index of cells k=1, …, C
l - Index of parts C - Number of cells
M - Number of types of machines il
v
- 1, if part type l requires operation in machine of type i 0, otherwiseik
x
- 1, if machine i is assigned to cell k 0, otherwiselk
S
- 1, if part l visit cell k 0, otherwiseThe formulation is given below
Min Z =
l k
lk
S
1
(1)
C
k ik
x
1
1
i
(2)1
1
M
i ik
x
k
(3)
Mi
lk il
ik
v
M
S
x
1
l
,
k
(4),
ik
x
S
ik
{0, 1} (5)(1) – The objective function which minimize the intercell movement (2) – Ensuring one machine type in one cell alone
(3) – Ensuring at least one machine type in each cell
5. Solution methodology for CMS design
A genetic algorithm (GA) based procedure is used for solving the above formulation for the formation of machine cells by minimizing the intercell movement. A heuristic is applied for part assignment for part family formation. An algorithm is developed which uses GA and part assignment heuristic for cell formation, and part family identification.
5.1. Genetic algorithm
Genetic algorithms are search techniques for global optimization in a complex search space. They combine the survival of the fittest among solution structures with structured, randomized search strategy in which new strong solutions displace weak solutions in successive iterations.
5.1.1. Chromosome Representation
Genetic algorithm usually starts with an initial set of solutions called population and the population at a given time is called a generation. Each individual in the population is called a chromosome. For the problem discussed here, each gene represents a cell number and the position of the gene in the chromosome represents the machine number. The length of the chromosome represents the number of machine types considered. For example, a string ‘312311’ represents a three cell solution with the following machines in each cell.
Cell 1: machines 2, 5, 6 Cell 2: machines 3 Cell 3: machines 1, 4
5.1.2. Initialization of Population
The initialization process is carried out with a randomly generated solution space. The initial solution is generated only once at the beginning and is called old population in the first generation of the genetic algorithm. The population size remains constant from generation to generation and has significant effect on the performance of the genetic algorithm [17]. Generally, the population size depends on the length of the chromosome and the population size should be at least equal to the length of the chromosome. Here, the population size is taken to be 2.5 times the length of the chromosome [14].
5.1.3. The Evaluation Function
Before performing the crossover function to produce offspring, each solution in the population pool should be evaluated with respect to its design objective to determine its fitness value. For the present design the objective is the minimization of intercell moves. According to the fitness value a probability will be assigned to each of the chromosome. The higher the probability, the better the chance it will be chosen for crossover. Genetic algorithm works with maximization functions. Hence, the objective function is transformed into maximization using the following transformation.
A transformation used here is
Fi = 1/ (1+Ti)
where, Ti is the value of objective function of the chromosome i of the population and Fi is the value of
the fitness function of the chromosome i. 5.1.4. Genetic Operators
To create the next generation, a new set of chromosomes called off springs are formed by the execution of genetic operators such as reproduction, crossover and mutation. The purpose of the reproduction operator is to select parents for the next generation of solutions. Parents are selected according to their fitness values. Stochastic sampling without replacement policy [14, 18] is used in the genetic algorithm for reproduction. The crossover operator produces children by exchanging information contained in the parents. The crossover operator creates new potential solutions (children) by exchanging portions of the parent solutions and in this work two-point crossover is used. The crossover is carried out with a cross over probability.
improve the overall objective function value). The mutation is carried out with a very small probability called probability of mutation.
After, the genetic operators have been applied, new strings are created and these strings are called children or offsprings. The poorly performing offsprings are replaced in the new generation with a replacement strategy. The offsprings are evaluated with respect to the evaluation function. The goal of the replacement strategy is to create generations of solutions that, on an average, outperform the previous generation. This is achieved by restricting entry to the new population to only those children that are better than members of the existing population. This can be accomplished by comparing the fitness values of the chromosomes of the old population with the chromosome of new generation. The fittest among the two will turn out to be the old population for the next generation. Some times less fit children are also allowed to continue to exist and become part of the next generation for the purpose of guiding the algorithm to come out of the local optima.
The termination criteria: if there is no improvement in the best solution found for a pre-specified number of generations the algorithm terminates or if the algorithm reaches a maximum number of generations the algorithm terminates. This algorithm is coded in MATLAB.
5.2. Part assignment heuristic
Part assignment to cells is carried out after machines are assigned based on the mathematical model. Parts are assigned to cells in which it is having the maximum number of operations to get good block diagonalisation. This process will result in grouping of parts into part families.
5.3. Algorithm
The stepwise methodology of the whole algorithm for CMS design is given below and is coded in MATLAB. Step 1: Input the part-machine matrix, required number of cells, and the genetic algorithm parameters to the
model.
Step 2: Initialize the population based on the number of cells.
Step 3: Calculate intercell movement for each member of the population and convert it into corresponding fitness value.
Step 4: Reproduce strings using remainder stochastic sampling without replacement policy. Step 5: Strings are crossed using two-point crossover operator.
Step 6: Mutation is performed.
Step 7: Carryout the replacement strategy.
Step 8: Go to step 9 if the termination criteria is met, else go to step 3. Step 9: Select the best cell configuration.
Step 10: Assign pats to the cells based the part assignment heuristic for the best configuration.
6. Illustrative example and results
For illustration two problems are considered here. The problem 1 is used for checking the validity of the formulation and GA based solution procedure, and the second for testing the working efficiency of the complete algorithm for cell and part family formation.
The first example is solved for finding the machine cells using the genetic algorithm and LINGO. LINGO is a software package used for solving optimization problems. LINGO has the ability to solve linear and non-linear models and this package contains set or vector notation for compactly representing large models. The details of the example problem 1 are given below and Table 1 shows the part-machine incidence matrix which is an input to the model. M1, M2 ... M5 are types of machines which process 3 parts – P1, P2 and P3. The number of cells considered for this problem is 3.
Machine/Part P1 P2 P3
M1 1
M2 1 1
M3 1 1
M4 1
M5 1 1
Both GA based procedure and LINGO are giving the same results and it means that the procedure using GA is a good solution procedure for the suggested mathematical model. The optimum objective function value (Intercell moves) for this problem is 2 and the cell configuration is
Cell 1 – (M1),
Cell 2 – (M2, M3, M5), and Cell 3 – (M4)
LINGO cannot be applied for the complete CMS design since part assignment is not a part of the formulation. But, the GA based solution procedure for machine cell formation is integrated with the part assignment heuristic to form a complete algorithm and can be applied to any problem for good block diagonalisation of the input matrix.
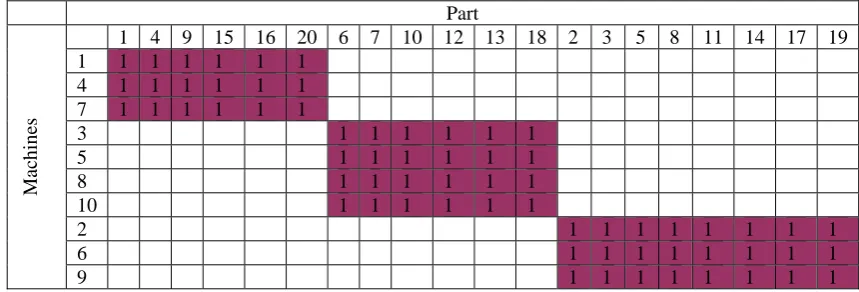
The second example problem [19] is used to test the efficiency of the complete algorithm in getting good block diagonalisation. An input matrix suitable for getting perfect diagonal boxes is taken for testing. The Table 2 gives the part-machine incidence matrix and Table 3 is showing the resulting configuration.
Part
Mac
h
in
es
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
1 1 1 1 1 1 1
2 1 1 1 1 1 1 1 1
3 1 1 1 1 1 1
4 1 1 1 1 1 1
5 1 1 1 1 1 1
6 1 1 1 1 1 1 1 1
7 1 1 1 1 1 1
8 1 1 1 1 1 1
9 1 1 1 1 1 1 1 1
10 1 1 1 1 1 1
Table 2: Part-machine incidence matrix for Problem 2
Part
Mac
h
in
es
1 4 9 15 16 20 6 7 10 12 13 18 2 3 5 8 11 14 17 19 1 1 1 1 1 1 1
4 1 1 1 1 1 1 7 1 1 1 1 1 1
3 1 1 1 1 1 1
5 1 1 1 1 1 1
8 1 1 1 1 1 1
10 1 1 1 1 1 1
2 1 1 1 1 1 1 1 1
6 1 1 1 1 1 1 1 1
9 1 1 1 1 1 1 1 1
Table 3: Resulting configuration for Problem 2
The best possible solution was obtained for the problem without any exceptional elements and voids, and it shows the efficiency of the model to obtain good results. It is evident that a model which reduces intercell movement for a given number of cells will reduce the exceptional elements and combining this with an efficient part assignment rule is resulting in a good block diagonalisation.
7. Conclusion
CMS design. Mathematical modeling approaches treat the CMS design problem as an optimization problem. This paper proposes a linear zero-one integer programming model for machine cell formation under the given machine-part incidence matrix and the objective is the minimization of intercell moves. A genetic algorithm based solution procedure was developed for the model. A part assignment heuristic is applied for part grouping. The validity of the formulation and GA based solution procedure is carried out by solving an example problem using the optimization software package, LINGO and comparing it with GA results. An algorithm is proposed to get block diagonalisation of part-machine incidence matrix. This algorithm uses GA and part assignment heuristic. A large size problem from literature is used to demonstrate the performance of the algorithm.
This model can be easily enhanced to the system requirements by adding suitable constraints such as limits on number of machines in a cell and utilisation, and parameters such as demand of each part, cell capacity, system capacity, etc. Further, this model can be extended to a multi-period scenario with dynamic part population with appropriate decision variables like number of machines to be procured, and number of machines to be relocated in various periods. A better design of cell may be obtained if operations sequence and condition of allowing same type of machine in different cells are incorporated in the model.
References
[1] King, J. R., 1980. Machine-component grouping in production flow analysis: an approach using rank order clustering algorithm. International Journal of Production Research, 18, 2, 213–232.
[2] Goncalves, J. F. and Resende, M.G.C., 2004. An evolutionary algorithm for manufacturing cell formation. Computers & Industrial Engineering, 47, 247–273.
[3] Arora, P. K., Haleem, A. and Singh, M. K., 2011, Cell formation techniques – A study. International Journal of Engineering Science and Technology, 3, 2, 1178 – 1181.
[4] McCormick, W. T. Scweitzer, P. J. and White, T. W., 1972. Problem decomposition and data reorganization by a cluster technique. Operations Research, 20, 993–1009.
[5] McAuley, J., 1972. Machine grouping for efficient production. Production Engineer, 51, 2, 53–57.
[6] Seifoddini, H. & Wolfe, P. M., 1986. Application of the similarity coefficient method in group technology. IIE Transactions, 18, 3, 266–270.
[7] Srinivasan, G., and Narendran, T. T, 1991. GRAFICS—A nonhierarchical clustering-algorithm for group technology. International Journal of Production Research, 29, 3, 463–478.
[8] Chandrasekharan, M. P. and Rajagopalan, R., 1987. ZODIAC—An algorithm for concurrent formation of part families and machine cells. International Journal of Production Research, 25, 6, 835–850.
[9] Askin, R. G. and Chiu, K. S., 1990. A graph partitioning procedure for machine assignment and cell formation in group technology. International Journal of Production Research, 28, 555-1572.
[10] Choobineh, F., 1988. A framework for the design of cellular manufacturing systems. International Journal of Production Research, 26(7), 1161–1172.
[11] Srinivasan, G., Narendran, T. T. and Mahadevan, B., 1990. An assignment model for the part-families problem in group technology. International Journal of Production Research, 28, l, 145–152.
[12] Adil, G. K., Rajamani, D. and Strong, D., 1997. Assignment allocation and simulated annealing algorithms for cell formation. lIE Transactions, 29, 53-67.
[13] Yasuda, K., Hu, L. and Yin, Y., 2005. A grouping genetic algorithm for the multi-objective cell formation problem. International Journal of Production Research, 43, 4, 829–853.
[14] Pillai, V.M. and Subbarao, K.A., 2008. Robust cellular manufacturing system design for dynamic part population using a genetic algorithm. International Journal of Production Research, 46, 1, 5191 –5210.
[15] Adenso-Diaz, B. and Lozano, S., 2008. A model for the design of dedicated manufacturing cells. International Journal of Production Research, 46, 2, 301–319.
[16] Chen, C. L, Cotruvo, N. A. and Baek, W., 1995. A simulated annealing solution to the cell formation problem. International Journal of Production Research, 33, 2601-2614.
[17] Gupta, R. M. and Tompkins, J. A., 1982. An examination of the dynamic behavior of part families in group technology, International Journal of Production Research, 20, 73–86.
[18] Wicks, E. M. and Reasor, R. J., 1999. Designing cellular manufacturing systems with dynamic part Populations. IIE Transactions, 31, 11–20.